Спосіб наплавлення внутрішніх поверхонь циліндричних деталей
Номер патенту: 65272
Опубліковано: 25.11.2011
Автори: Бойко Ігор Олександрович, Оленич Олександр Анатолійович, Волков Сергій Михайлович, Гринь Олександр Григорович, Гаврилов Олександр Володимирович, Пресняков Віктор Анатолійович

Формула / Реферат
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, який відрізняється тим, що при наплавленні першого шару спочатку спіралеподібний валик наплавляють по всій довжині виробу з відстанню між витками 1/2 його ширини, а другий - між витками першого, при наплавленні якого виконують пластичне деформування роликом, розташованим за електродним дротом на відстані S, яка установлюється у наступному співвідношенні ![]() , де
, де ![]() - довжина зварювальної ванни, мм; d - діаметр ролика, мм, інші шари металу наплавляють по однозахідній схемі з перекриттям валиків на 1/3 його ширини.
- довжина зварювальної ванни, мм; d - діаметр ролика, мм, інші шари металу наплавляють по однозахідній схемі з перекриттям валиків на 1/3 його ширини.
Текст
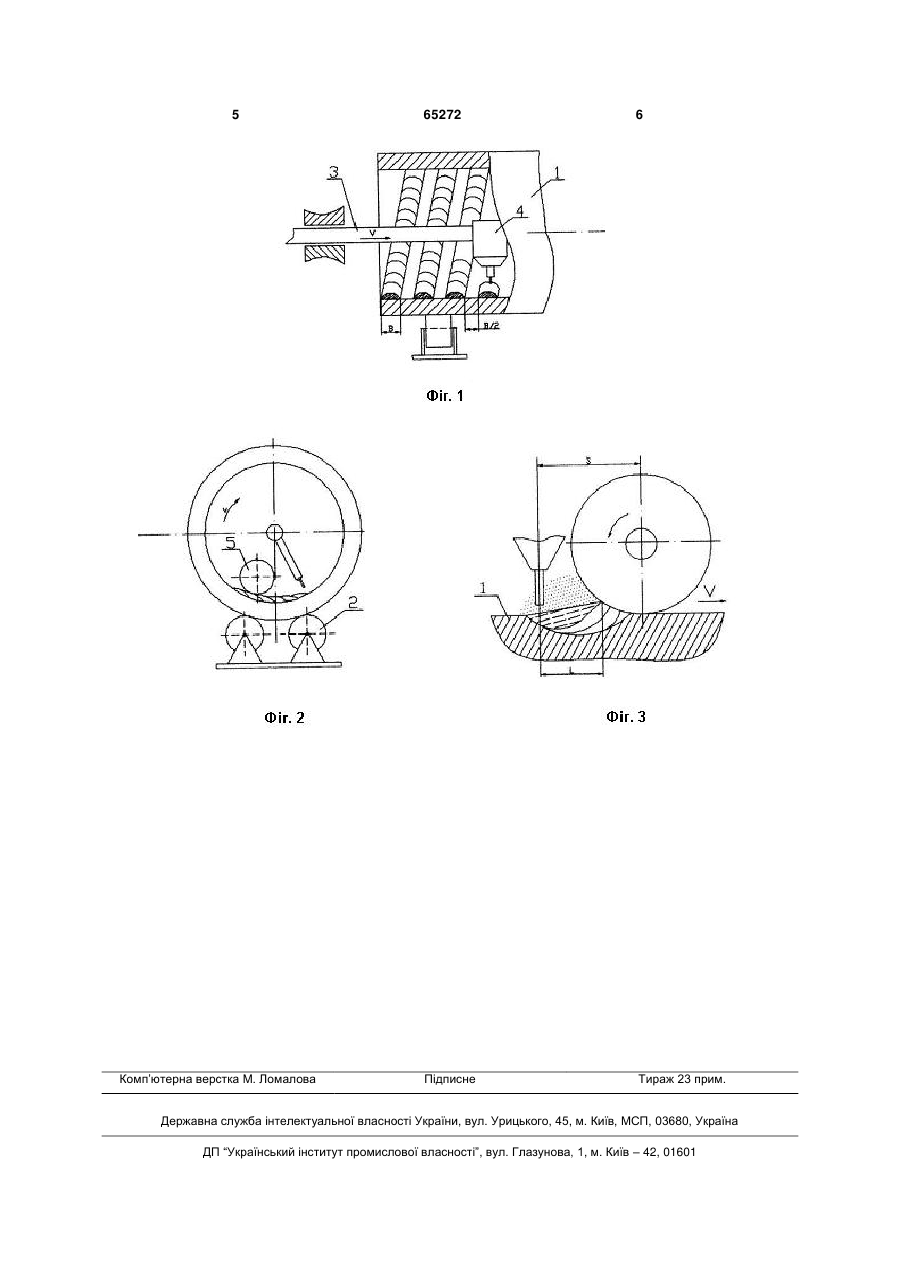
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплав 3 установлюється з наступного співвідношення S d / 2 , де - довжина зварювальної ванни, мм; d - діаметр ролика, мм, інші шари металу наплавляють по однозахідній схемі з перекриттям валиків на 1/3 його ширини. Температурне поле від наплавлення першого спіралеподібного валика шириною В на всій довжині внутрішньої поверхні втулки надає можливість знизити швидкість охолодження поверхні, що наплавляється, і підтримувати температуру, достатню для виключення можливого утворення тріщин в зносостійкому металі, а відстань між вали1 ками, яка складає /2 ширини В, зменшить глибину проплавлення основного металу при наплавленні наступного валика. Рідкий метал зварювальної ванни кристалізується, утворюючи наплавлений валик, який проходить інтервал температур прокатки в гарячому стані. Наплавлений валик попадає під деформуючий ролик де лита структура металу наплавки ущільнюється і набуває властивостей металу гарячого прокату. Додатково метал валика розплющується, згладжується, при цьому зменшуються залишкові напруження. Відстань між електродним дротом і віссю ролика установлюється з наступного співвідношення S d / 2 . При меншій відстані метал не встигатиме кристалізуватись до початку взаємодії з деформуючим роликом, а при більшій - зменшується зона деформування, а також необхідність застосування більших зусиль деформування поверхні наплавленого валика. 65272 4 Сутність способу пояснюється кресленнями на яких зображено: Фіг.1 наведена схема наплавлення спіралеподібного валика першого шару; Фіг.2 - схема положення електрода і обертання виробу; Фіг.3 - схема процесу наплавлення відповідно до запропонованого способу. Спосіб наплавлення внутрішніх поверхонь циліндричних виробів здійснюється наступним чином. Виріб, наприклад, втулку 1 контейнера преса встановлюють на роликоопори 2, одна з яких має привід. У втулку вводять консоль 3 з пристроєм для наплавлення 4, збуджують зварювальну дугу і задають обертання виробу навкруги повздовжньої осі в процесі наплавлення, а пристрою для наплавлення безперервне переміщення з заданою швидкістю (Фіг.1). Наплавку ведуть електродним дротом на відстані S від якого закріплено деформуючий ролик 5 (Фіг.3). Обертанням втулки наплавлений валик переміщують під деформуючий ролик (Фіг.2), завдяки чому руйнують шлакове покриття та деформують поверхню шару наплавленого металу і покращують його структуру а також механічну однорідність. Дослідження способу наплавлення показало, що зменшились припуски на механічну обробку наплавленої поверхні, а також зварювальні напруження у виробі. Джерела інформації: 1. Авторське свідоцтво СРСР №1115325 А, кл. В 23 К 9/04, 1983. 2. Авторське свідоцтво СРСР №1365511 А1, В 23 К 9/04,28/00, 1986. 5 Комп’ютерна верстка М. Ломалова 65272 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing inner surfaces of cylindrical parts
Автори англійськоюHryn Oleksandr Hryhorovych, Boiko Ihor Oleksandrovych, Presniakov Viktor Anatoliiovych, Havrylov Oleksandr Volodymyrovych, Olenych Oleksandr Anatoliiovych, Volkov Serhii Mykhailovych
Назва патенту російськоюСпособ наплавки внутренних поверхностей цилиндрических деталей
Автори російськоюГринь Александр Григорьевич, Бойко Игорь Александрович, Пресняков Виктор Анатольевич, Гаврилов Александр Владимирович, Оленич Александр Анатольевич, Волков Сергей Михайлович
МПК / Мітки
МПК: B23K 35/02
Мітки: спосіб, деталей, внутрішніх, наплавлення, поверхонь, циліндричних
Код посилання
<a href="https://ua.patents.su/3-65272-sposib-naplavlennya-vnutrishnikh-poverkhon-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення внутрішніх поверхонь циліндричних деталей</a>
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Олексійович, Кирильченко Петро Миколайович, Семенюта Анатолій Ніканорович
МПК: B23P 6/02
Мітки: відновлення, циліндричних, спосіб, внутрішніх, деталей, поверхонь
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Хітров Ігор Олександрович, Молодик Микола Володимирович, Кононогов Юрій Андрійович, Гринько Павло Васильович
МПК: B23P 6/00
Мітки: відновлення, деталей, внутрішніх, поверхонь, циліндричних, спосіб, спрацьованих
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей
Номер патенту: 34440
Опубліковано: 11.08.2008
Автори: Аулін Віктор Васильович, Бобрицький Віталій Миколайович, Жулай Олександр Юрійович, Молчан Ігор Павлович, Лисенко Сергій Володимирович, Кузик Олександр Володимирович
МПК: B23K 9/04
Мітки: спосіб, небазових, чавунних, наплавлення, електродугового, циліндричних, деталей, порожнистих
Формула / Реферат:
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей, при якому спрацьовані поверхні поетапно наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траєкторії із частковим переплавленням суміжних валиків, причому зону наплавлення захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи його під гострим кутом до електрода, який відрізняється тим, що потік кисню...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: відновлення, спосіб, поверхонь, деталей, внутрішніх, циліндричних
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин
Номер патенту: 46049
Опубліковано: 10.12.2009
Автори: Іщенко Анатолій Олексійович, Ворона Антон Сергійович, Голінка Сергій Миколайович
МПК: B23P 6/02
Мітки: машин, спосіб, поверхонь, відновлення, деталей, внутрішніх, циліндричних
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин, що включає підготовку та нанесення полімерного матеріалу з використанням шаблону, який відрізняється тим, що полімерний матеріал наносять на шаблон у вигляді зрізаного конуса з малою основою на кінці шаблону, а на внутрішню поверхню деталі наносять полімерний матеріал з утворенням зворотного конуса.
Попередній патент: Спосіб випробування захисних покриттів електродів для ручного дугового зварювання
Наступний патент: Самовідчеплюваний гак
Випадковий патент: Облицювальна плитка