Спосіб протягання заготовок круглого перерізу
Номер патенту: 76294
Опубліковано: 25.12.2012
Автори: Лисенко Володимир Володимирович, Кухар Володимир Валентинович, Безлюдний Денис Сергійович, Каргін Сергій Борисович, Аніщенко Олександр Сергійович, Каргін Борис Сергійович

Формула / Реферат
1. Спосіб протягання заготовок круглого перерізу, який включає подачу заготовки, обтиск і кантування між обтиском, який відрізняється тим, що обтиск здійснюють у вирізних бойках на максимально можливий ступінь деформації для даної подачі, після чого заготовку кантують на кут 85-95° і обтискують до отримання круглої форми в поперечному перерізі.
2. Спосіб за п. 1, який відрізняється тим, що при подачі ![]() заготовку обтискують перед кантуванням відповідно зі ступенем деформації
заготовку обтискують перед кантуванням відповідно зі ступенем деформації ![]() .
.
3. Спосіб за п. 1, який відрізняється тим, що обтиск здійснюють у вирізних бойках з кутом вирізу 120°.
Текст
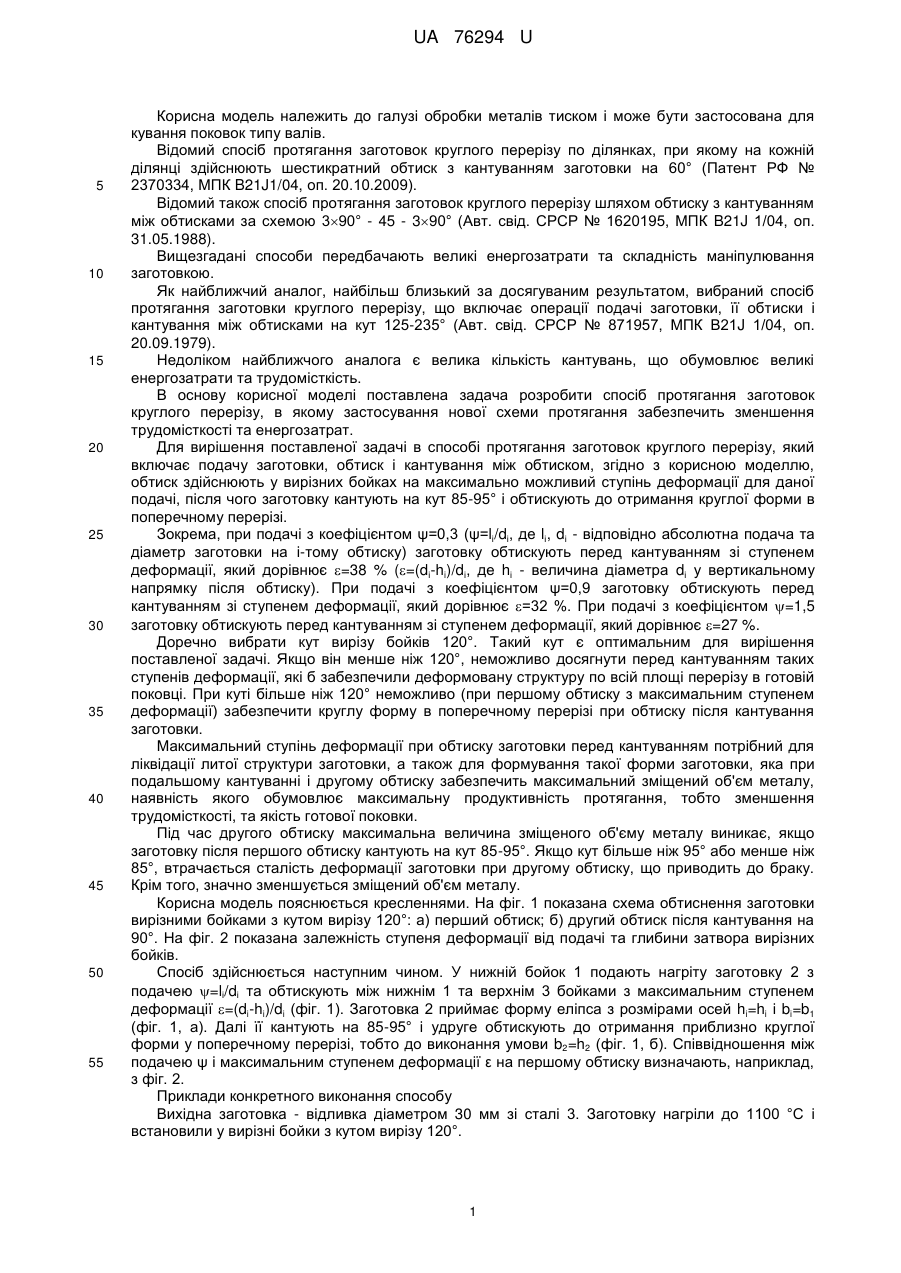
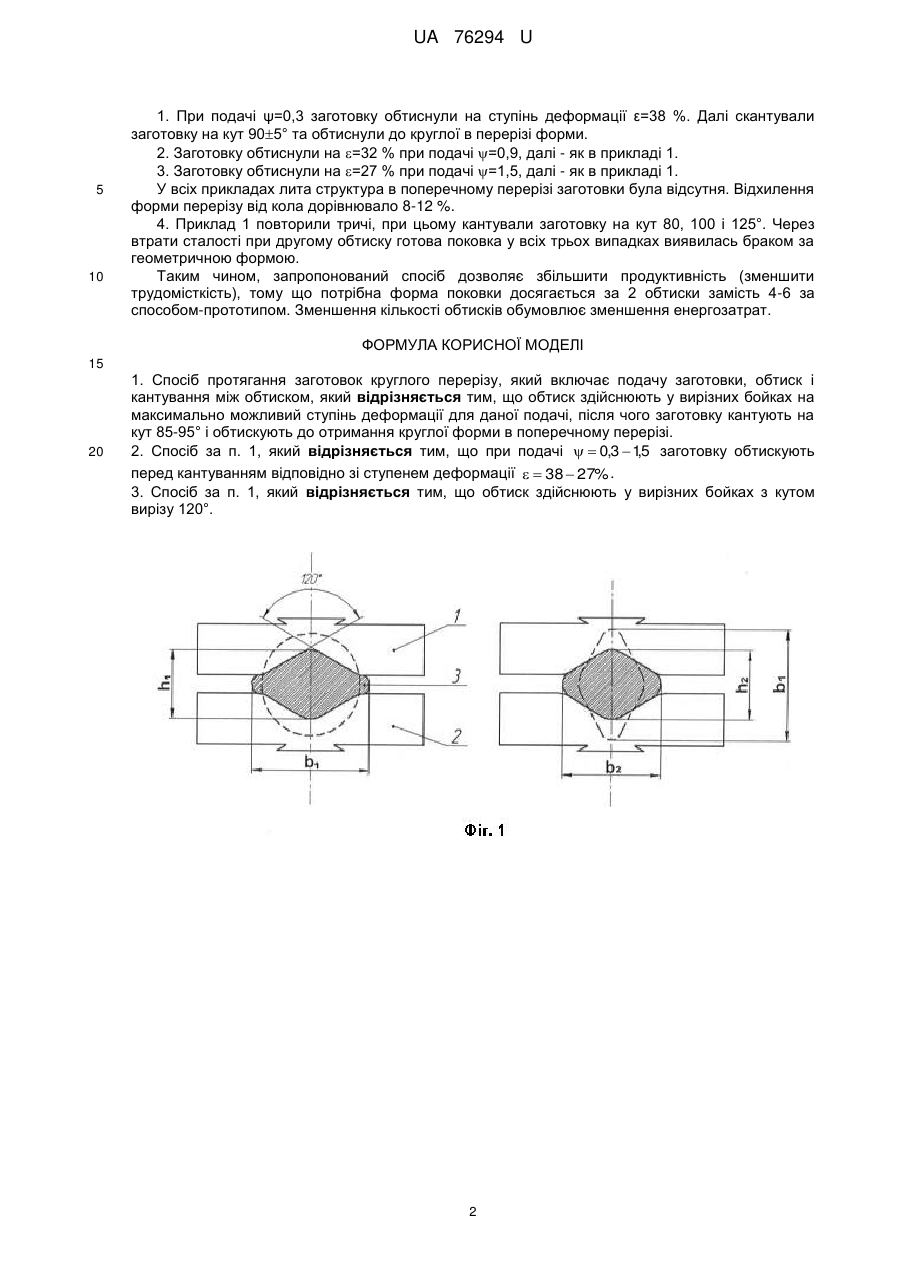
Реферат: Спосіб протягання заготовок круглого перерізу включає подачу заготовки, обтиск і кантування між обтиском. При цьому обтиск здійснюють у вирізних бойках на максимально можливий ступінь деформації для даної подачі, після чого заготовку кантують і обтискують до отримання круглої форми в поперечному перерізі. UA 76294 U (12) UA 76294 U UA 76294 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки металів тиском і може бути застосована для кування поковок типу валів. Відомий спосіб протягання заготовок круглого перерізу по ділянках, при якому на кожній ділянці здійснюють шестикратний обтиск з кантуванням заготовки на 60° (Патент РФ № 2370334, МПК B21J1/04, оп. 20.10.2009). Відомий також спосіб протягання заготовок круглого перерізу шляхом обтиску з кантуванням між обтисками за схемою 390° - 45 - 390° (Авт. свід. СРСР № 1620195, МПК B21J 1/04, оп. 31.05.1988). Вищезгадані способи передбачають великі енергозатрати та складність маніпулювання заготовкою. Як найближчий аналог, найбільш близький за досягуваним результатом, вибраний спосіб протягання заготовки круглого перерізу, що включає операції подачі заготовки, її обтиски і кантування між обтисками на кут 125-235° (Авт. свід. СРСР № 871957, МПК В21J 1/04, оп. 20.09.1979). Недоліком найближчого аналога є велика кількість кантувань, що обумовлює великі енергозатрати та трудомісткість. В основу корисної моделі поставлена задача розробити спосіб протягання заготовок круглого перерізу, в якому застосування нової схеми протягання забезпечить зменшення трудомісткості та енергозатрат. Для вирішення поставленої задачі в способі протягання заготовок круглого перерізу, який включає подачу заготовки, обтиск і кантування між обтиском, згідно з корисною моделлю, обтиск здійснюють у вирізних бойках на максимально можливий ступінь деформації для даної подачі, після чого заготовку кантують на кут 85-95° і обтискують до отримання круглої форми в поперечному перерізі. Зокрема, при подачі з коефіцієнтом ψ=0,3 (ψ=lі/dі, де lі, dі - відповідно абсолютна подача та діаметр заготовки на і-тому обтиску) заготовку обтискують перед кантуванням зі ступенем деформації, який дорівнює =38 % (=(dі-hi)/dі, де hі - величина діаметра dі у вертикальному напрямку після обтиску). При подачі з коефіцієнтом ψ=0,9 заготовку обтискують перед кантуванням зі ступенем деформації, який дорівнює =32 %. При подачі з коефіцієнтом =1,5 заготовку обтискують перед кантуванням зі ступенем деформації, який дорівнює =27 %. Доречно вибрати кут вирізу бойків 120°. Такий кут є оптимальним для вирішення поставленої задачі. Якщо він менше ніж 120°, неможливо досягнути перед кантуванням таких ступенів деформації, які б забезпечили деформовану структуру по всій площі перерізу в готовій поковці. При куті більше ніж 120° неможливо (при першому обтиску з максимальним ступенем деформації) забезпечити круглу форму в поперечному перерізі при обтиску після кантування заготовки. Максимальний ступінь деформації при обтиску заготовки перед кантуванням потрібний для ліквідації литої структури заготовки, а також для формування такої форми заготовки, яка при подальшому кантуванні і другому обтиску забезпечить максимальний зміщений об'єм металу, наявність якого обумовлює максимальну продуктивність протягання, тобто зменшення трудомісткості, та якість готової поковки. Під час другого обтиску максимальна величина зміщеного об'єму металу виникає, якщо заготовку після першого обтиску кантують на кут 85-95°. Якщо кут більше ніж 95° або менше ніж 85°, втрачається сталість деформації заготовки при другому обтиску, що приводить до браку. Крім того, значно зменшується зміщений об'єм металу. Корисна модель пояснюється кресленнями. На фіг. 1 показана схема обтиснення заготовки вирізними бойками з кутом вирізу 120°: а) перший обтиск; б) другий обтиск після кантування на 90°. На фіг. 2 показана залежність ступеня деформації від подачі та глибини затвора вирізних бойків. Спосіб здійснюється наступним чином. У нижній бойок 1 подають нагріту заготовку 2 з подачею =lі/dі та обтискують між нижнім 1 та верхнім 3 бойками з максимальним ступенем деформації =(di-hi)/di (фіг. 1). Заготовка 2 приймає форму еліпса з розмірами осей hi=hi і bi=b1 (фіг. 1, а). Далі її кантують на 85-95° і удруге обтискують до отримання приблизно круглої форми у поперечному перерізі, тобто до виконання умови b2=h2 (фіг. 1, б). Співвідношення між подачею ψ і максимальним ступенем деформації ε на першому обтиску визначають, наприклад, з фіг. 2. Приклади конкретного виконання способу Вихідна заготовка - відливка діаметром 30 мм зі сталі 3. Заготовку нагріли до 1100 °C і встановили у вирізні бойки з кутом вирізу 120°. 1 UA 76294 U 5 10 1. При подачі ψ=0,3 заготовку обтиснули на ступінь деформації ε=38 %. Далі скантували заготовку на кут 905° та обтиснули до круглої в перерізі форми. 2. Заготовку обтиснули на =32 % при подачі =0,9, далі - як в прикладі 1. 3. Заготовку обтиснули на =27 % при подачі =1,5, далі - як в прикладі 1. У всіх прикладах лита структура в поперечному перерізі заготовки була відсутня. Відхилення форми перерізу від кола дорівнювало 8-12 %. 4. Приклад 1 повторили тричі, при цьому кантували заготовку на кут 80, 100 і 125°. Через втрати сталості при другому обтиску готова поковка у всіх трьох випадках виявилась браком за геометричною формою. Таким чином, запропонований спосіб дозволяє збільшити продуктивність (зменшити трудомісткість), тому що потрібна форма поковки досягається за 2 обтиски замість 4-6 за способом-прототипом. Зменшення кількості обтисків обумовлює зменшення енергозатрат. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб протягання заготовок круглого перерізу, який включає подачу заготовки, обтиск і кантування між обтиском, який відрізняється тим, що обтиск здійснюють у вирізних бойках на максимально можливий ступінь деформації для даної подачі, після чого заготовку кантують на кут 85-95° і обтискують до отримання круглої форми в поперечному перерізі. 2. Спосіб за п. 1, який відрізняється тим, що при подачі 0,3 15 заготовку обтискують , перед кантуванням відповідно зі ступенем деформації 38 27% . 3. Спосіб за п. 1, який відрізняється тим, що обтиск здійснюють у вирізних бойках з кутом вирізу 120°. 2 UA 76294 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for broaching blanks of round section
Автори англійськоюKarhin Serhii Borysovych, Karhin Borys Serhiiovych, Kukhar Volodymyr Valentynovych, Anischenko Oleksandr Serhiiovych, Bezliudnyi Denys Serhiiovych, Lysenko Volodymyr Volodymyrovych
Назва патенту російськоюСпособ протяжки заготовок круглого сечения
Автори російськоюКаргин Сергей Борисович, Каргин Борис Сергеевич, Кухар Владимир Валентинович, Анищенко Александр Сергеевич, Безлюдный Денис Сергеевич, Лысенко Владимир Владимирович
МПК / Мітки
МПК: B21J 1/04
Мітки: протягання, заготовок, спосіб, круглого, перерізу
Код посилання
<a href="https://ua.patents.su/5-76294-sposib-protyagannya-zagotovok-kruglogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб протягання заготовок круглого перерізу</a>
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Саєнко Володимир Якович, Ус Василь Іванович, Медовар Лев Борисович, Федоровський Борис Борисович, Медовар Борис Ізраїльович, Цикуленко Анатолій Костянтинович, Цикуленко Костянтин Анатолійович, Шевченко Віталій Юхимович, Ланцман Ізраїль Абович, Чернець Олександр Владиславович
МПК: B22D 23/00, B22D 19/16, B22D 19/06, B22D 19/10
Мітки: перерізу, наплавлення, круглого, спосіб, заготовок, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 22987
Опубліковано: 05.05.1998
Автор: Медовар Борис Ізраїльович
МПК: B22D 19/10, B22D 19/08, B23P 6/02, B22D 19/16
Мітки: наплавлення, перерізу, спосіб, електрошлакового, заготовок, круглого
Формула / Реферат:
1. Способ электрошлаковой наплавки удлиненных заготовок круглого сечения с использованием секционного водоохлаждаемого кристаллизатора с токоведущей частью и нетоковедущей формирующей частью, включающий установку в указанный кристаллизатор заготовки, подлежащей наплавке, заливку в зазор между наплавляемой заготовкой и стенкой кристаллизатора жидкого шлака, электропроводного в жидком состоянии и не электропроводного в твердом состоянии, и...
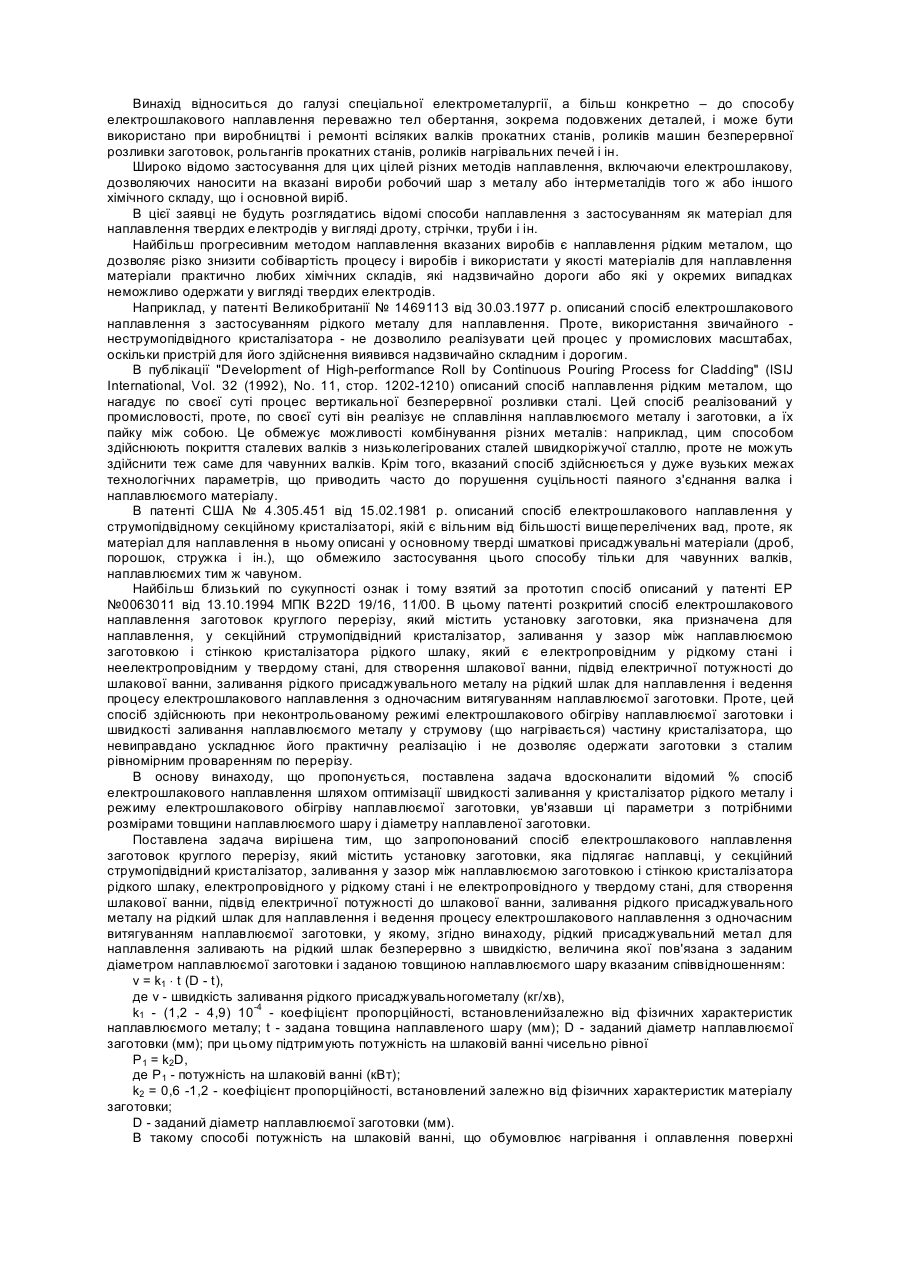
Спосіб електрошлакового наплавлення подовжених заготовок круглого перерізу
Номер патенту: 22987
Опубліковано: 15.10.2001
Автор: Медовар Борис Ізраїльович
МПК: B22D 19/10, B22D 19/08, B22D 19/16, B23P 6/02
Мітки: круглого, подовжених, заготовок, перерізу, наплавлення, електрошлакового, спосіб
Формула / Реферат:
1. Способ электрошлаковой наплавки удлиненных заготовок круглого сечения с использованием секционного водоохлаждаемого кристаллизатора с токоведущей частью и нетоковедущей формирующей частью, включающий установку в указанный кристаллизатор заготовки, подлежащей наплавке, заливку в зазор между наплавляемой заготовкой и стенкой кристаллизатора жидкого шлака, электропроводного в жидком состоянии и не электропроводного в твердом состоянии, и...
Трубопровід круглого перерізу
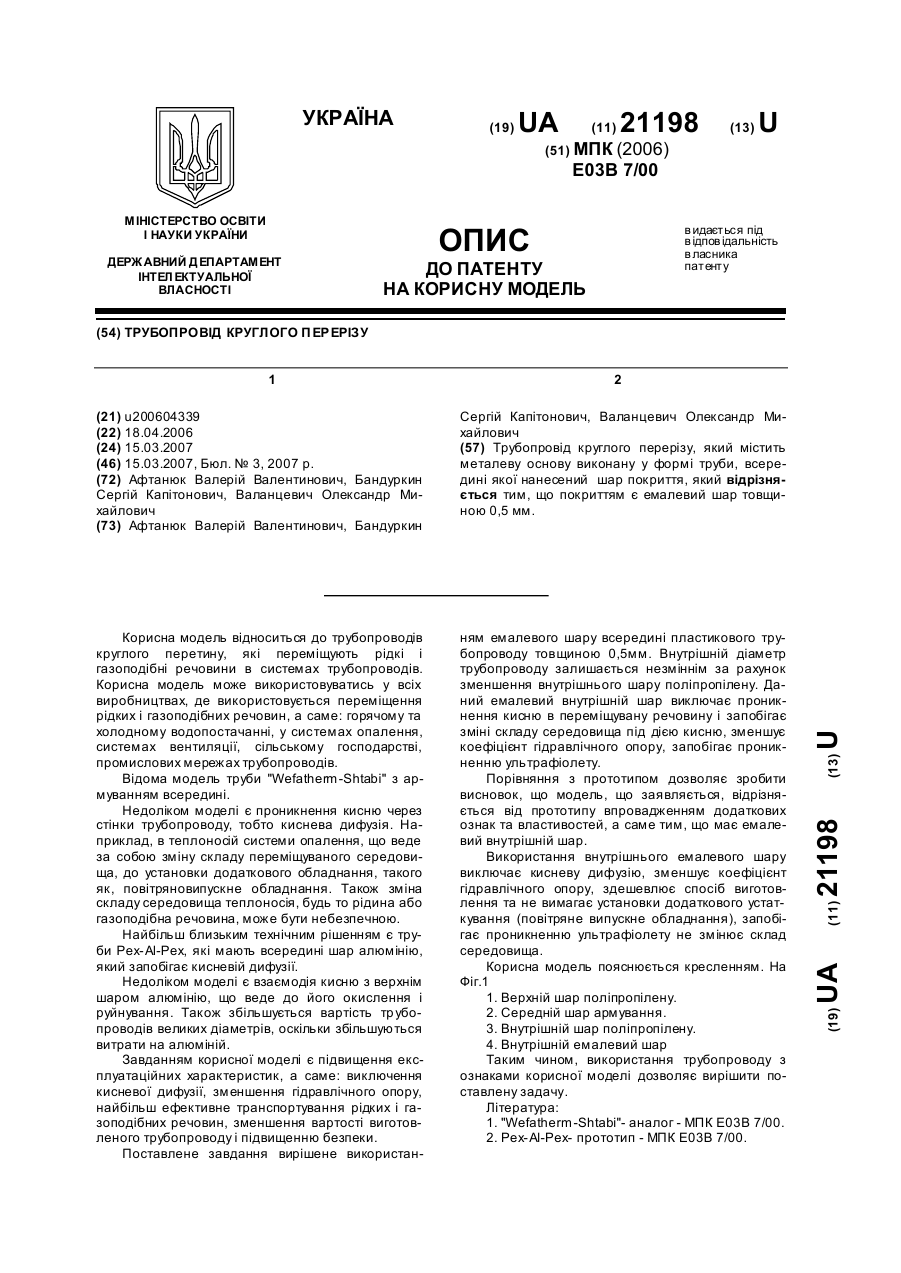
Номер патенту: 21198
Опубліковано: 15.03.2007
Автори: Валанцевич Олександр Михайлович, Бандуркин Сергій Капітонович, Афтанюк Валерій Валентинович
МПК: E03B 7/00
Мітки: трубопровід, круглого, перерізу
Формула / Реферат:
Трубопровід круглого перерізу, який містить металеву основу виконану у формі труби, всередині якої нанесений шар покриття, який відрізняється тим, що покриттям є емалевий шар товщиною 0,5 мм.
Адаптивний люнет для шліфування нежорстких фасонних деталей круглого перерізу
Номер патенту: 57083
Опубліковано: 10.02.2011
Автори: Петраков Юрій Володимирович, Пасічник Віталій Анатолійович, Ковальчук Дмитро Петрович
МПК: B23Q 1/00, B24B 41/00
Мітки: люнет, нежорстких, фасонних, шліфування, перерізу, деталей, круглого, адаптивний
Формула / Реферат:
Адаптивний люнет для шліфування нежорстких фасонних деталей круглого перерізу, що містить корпус, встановлений на станині круглошліфувального верстата з ЧПК, в якому розміщено два підтримуючі елементи, який відрізняється тим, що додатково містить амортизатори, що з'єднані з підтримуючими елементами та серводвигунами через передаточний елемент, керуюючий вхід серводвигунів, зв'язаний з системою ЧПК через електронний підсилювач і регулятор з...
Попередній патент: Склад для видалення окалини із заготовок під об’ємне штампування
Наступний патент: Склад цукерки “рішельє”
Випадковий патент: Диференціальний індуктивний вимірювач циклічних лінійних переміщень