Спосіб вібраційної обробки свердлінням
Номер патенту: 76479
Опубліковано: 10.01.2013
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович

Формула / Реферат
Спосіб вібраційної обробки свердлінням, при якому вібратор надає осьові коливання свердлу (або заготовці), встановленому в його шпинделі, а заготовка (або свердло) одержує обертання від привода головного руху, оснащеного механізмом гальмування його переміщення в напрямі, зворотному руху подачі, виконаним у вигляді кінематично зв'язаного з приводом головного руху та станиною двоштокового гідроциліндра, порожнини якого з'єднані каналом, в якому встановлені дросель зі зворотним клапаном, який відрізняється тим, що під час різання потужність електродвигуна привода головного руху контролюють датчиком, порівнюють з нормованим значенням потужності, що надходить із програмного пристрою в порівнювальний пристрій, і за допомогою керуючого пристрою та дроселя регулюють величину подачі.
Текст
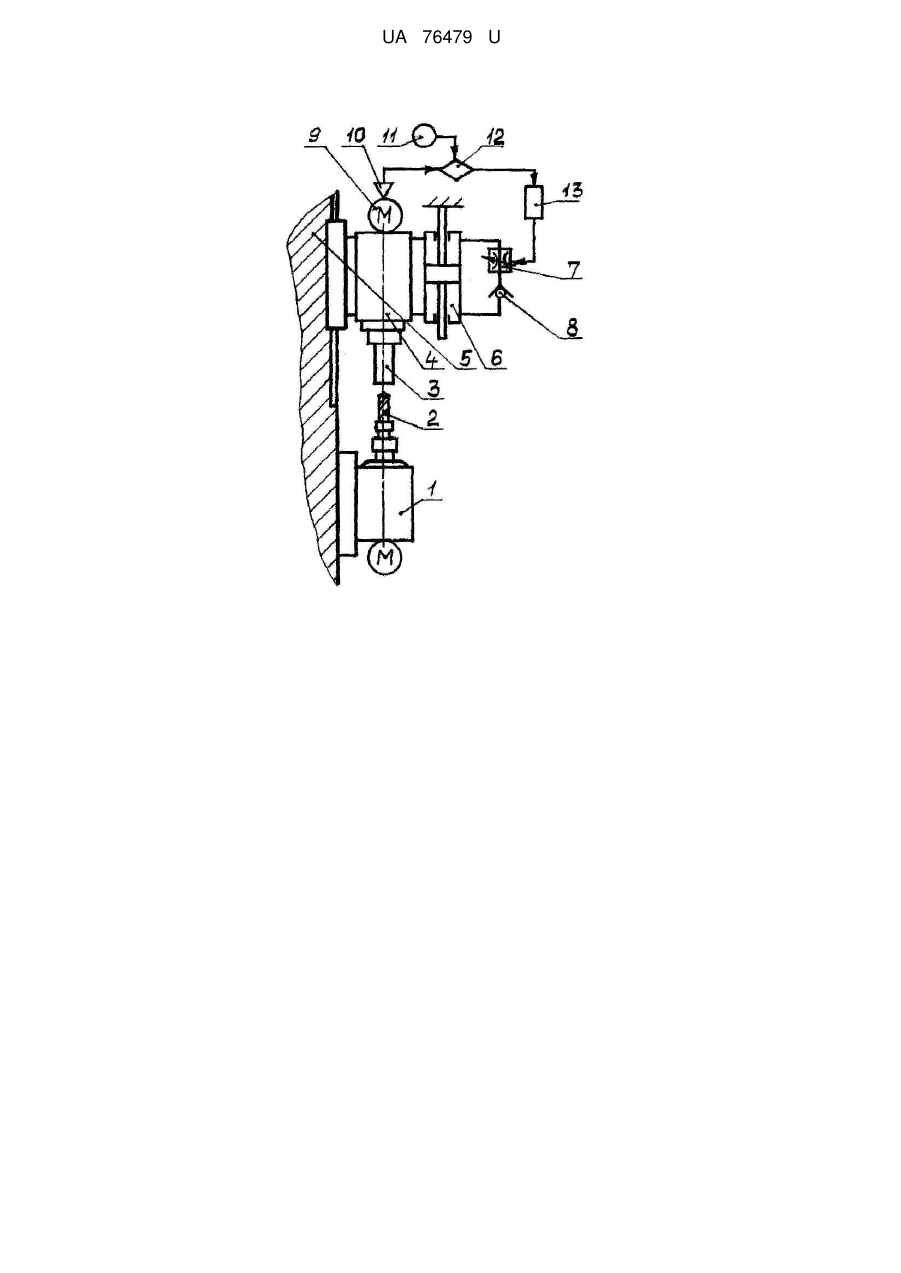
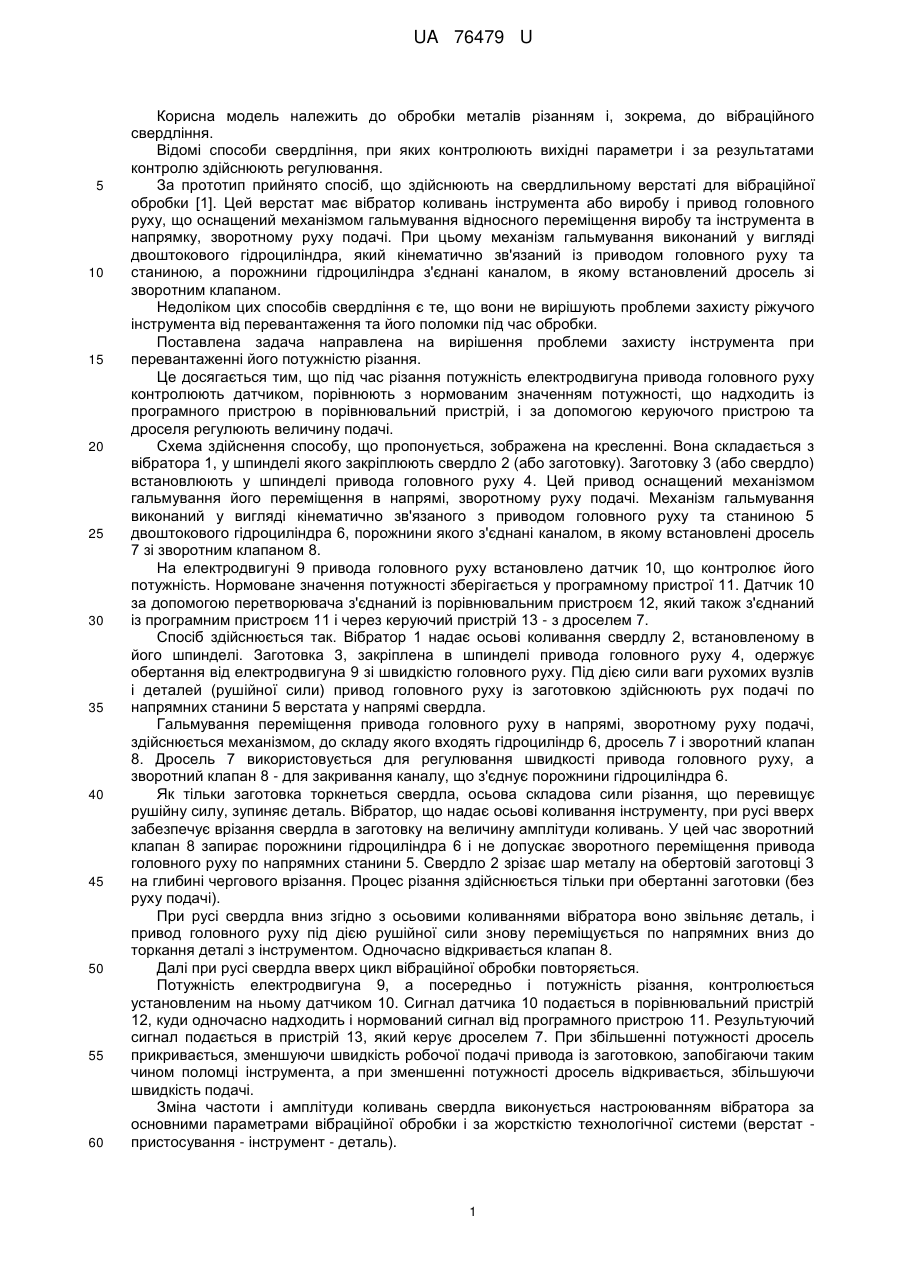
Реферат: UA 76479 U UA 76479 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів різанням і, зокрема, до вібраційного свердління. Відомі способи свердління, при яких контролюють вихідні параметри і за результатами контролю здійснюють регулювання. За прототип прийнято спосіб, що здійснюють на свердлильному верстаті для вібраційної обробки [1]. Цей верстат має вібратор коливань інструмента або виробу і привод головного руху, що оснащений механізмом гальмування відносного переміщення виробу та інструмента в напрямку, зворотному руху подачі. При цьому механізм гальмування виконаний у вигляді двоштокового гідроциліндра, який кінематично зв'язаний із приводом головного руху та станиною, а порожнини гідроциліндра з'єднані каналом, в якому встановлений дросель зі зворотним клапаном. Недоліком цих способів свердління є те, що вони не вирішують проблеми захисту ріжучого інструмента від перевантаження та його поломки під час обробки. Поставлена задача направлена на вирішення проблеми захисту інструмента при перевантаженні його потужністю різання. Це досягається тим, що під час різання потужність електродвигуна привода головного руху контролюють датчиком, порівнюють з нормованим значенням потужності, що надходить із програмного пристрою в порівнювальний пристрій, і за допомогою керуючого пристрою та дроселя регулюють величину подачі. Схема здійснення способу, що пропонується, зображена на кресленні. Вона складається з вібратора 1, у шпинделі якого закріплюють свердло 2 (або заготовку). Заготовку 3 (або свердло) встановлюють у шпинделі привода головного руху 4. Цей привод оснащений механізмом гальмування його переміщення в напрямі, зворотному руху подачі. Механізм гальмування виконаний у вигляді кінематично зв'язаного з приводом головного руху та станиною 5 двоштокового гідроциліндра 6, порожнини якого з'єднані каналом, в якому встановлені дросель 7 зі зворотним клапаном 8. На електродвигуні 9 привода головного руху встановлено датчик 10, що контролює його потужність. Нормоване значення потужності зберігається у програмному пристрої 11. Датчик 10 за допомогою перетворювача з'єднаний із порівнювальним пристроєм 12, який також з'єднаний із програмним пристроєм 11 і через керуючий пристрій 13 - з дроселем 7. Спосіб здійснюється так. Вібратор 1 надає осьові коливання свердлу 2, встановленому в його шпинделі. Заготовка 3, закріплена в шпинделі привода головного руху 4, одержує обертання від електродвигуна 9 зі швидкістю головного руху. Під дією сили ваги рухомих вузлів і деталей (рушійної сили) привод головного руху із заготовкою здійснюють рух подачі по напрямних станини 5 верстата у напрямі свердла. Гальмування переміщення привода головного руху в напрямі, зворотному руху подачі, здійснюється механізмом, до складу якого входять гідроциліндр 6, дросель 7 і зворотний клапан 8. Дросель 7 використовується для регулювання швидкості привода головного руху, а зворотний клапан 8 - для закривання каналу, що з'єднує порожнини гідроциліндра 6. Як тільки заготовка торкнеться свердла, осьова складова сили різання, що перевищує рушійну силу, зупиняє деталь. Вібратор, що надає осьові коливання інструменту, при русі вверх забезпечує врізання свердла в заготовку на величину амплітуди коливань. У цей час зворотний клапан 8 запирає порожнини гідроциліндра 6 і не допускає зворотного переміщення привода головного руху по напрямних станини 5. Свердло 2 зрізає шар металу на обертовій заготовці 3 на глибині чергового врізання. Процес різання здійснюється тільки при обертанні заготовки (без руху подачі). При русі свердла вниз згідно з осьовими коливаннями вібратора воно звільняє деталь, і привод головного руху під дією рушійної сили знову переміщується по напрямних вниз до торкання деталі з інструментом. Одночасно відкривається клапан 8. Далі при русі свердла вверх цикл вібраційної обробки повторяється. Потужність електродвигуна 9, а посередньо і потужність різання, контролюється установленим на ньому датчиком 10. Сигнал датчика 10 подається в порівнювальний пристрій 12, куди одночасно надходить і нормований сигнал від програмного пристрою 11. Результуючий сигнал подається в пристрій 13, який керує дроселем 7. При збільшенні потужності дросель прикривається, зменшуючи швидкість робочої подачі привода із заготовкою, запобігаючи таким чином поломці інструмента, а при зменшенні потужності дросель відкривається, збільшуючи швидкість подачі. Зміна частоти і амплітуди коливань свердла виконується настроюванням вібратора за основними параметрами вібраційної обробки і за жорсткістю технологічної системи (верстат пристосування - інструмент - деталь). 1 UA 76479 U 5 10 Цей спосіб може бути застосований для свердління отворів при обертанні тільки інструмента чи заготовки або при одночасному обертанні їх обох. Суттєві відмінності запропонованого способу полягають у тому, що сполучення основних елементів забезпечує захист ріжучого інструмента від перевантаження та його поломки. Підвищення ефективності способу досягається шляхом виключення можливості поломки інструмента при перевантаженнях потужністю різання. Спосіб може знайти застосування при свердлінні отворів у важкооброблюваних матеріалах. Джерело інформації: 1. А.С. 622628 СССР. ΜПК B23Q5/32; В23В39/10. Станок для вибрационной обработки / Пестунов В.М. – Опубл. 05.09.78, Бюл. № 33. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб вібраційної обробки свердлінням, при якому вібратор надає осьові коливання свердлу (або заготовці), встановленому в його шпинделі, а заготовка (або свердло) одержує обертання від привода головного руху, оснащеного механізмом гальмування його переміщення в напрямі, зворотному руху подачі, виконаним у вигляді кінематично зв'язаного з приводом головного руху та станиною двоштокового гідроциліндра, порожнини якого з'єднані каналом, в якому встановлені дросель зі зворотним клапаном, який відрізняється тим, що під час різання потужність електродвигуна привода головного руху контролюють датчиком, порівнюють з нормованим значенням потужності, що надходить із програмного пристрою в порівнювальний пристрій, і за допомогою керуючого пристрою та дроселя регулюють величину подачі. 2 UA 76479 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibrational processing by drilling
Автори англійськоюPestunov Volodymyr Mykhailovych, Babych Valentyn Mykolaiovych
Назва патенту російськоюСпособ вибрационной обработки сверлением
Автори російськоюПестунов Владимир Михайлович, Бабич Валентин Николаевич
МПК / Мітки
МПК: B23Q 15/00
Мітки: вібраційної, спосіб, свердлінням, обробки
Код посилання
<a href="https://ua.patents.su/5-76479-sposib-vibracijjno-obrobki-sverdlinnyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб вібраційної обробки свердлінням</a>
Контейнер верстата для вібраційної обробки
Номер патенту: 25906
Опубліковано: 27.08.2007
Автори: Дегтярьова Юлія Юріївна, Корнєєв Семен Вікторович, Калмиков Михайло Олександрович, Мєлконов Григорій Леонідович
МПК: B24B 31/06
Мітки: контейнер, обробки, верстата, вібраційної
Формула / Реферат:
Контейнер верстата для вібраційної обробки, який характеризується тим, що як облицювання його внутрішньої поверхні застосовується абразивний матеріал - монолітний полікристалічний карбід кремнію з функцією додаткового інструмента.
Спосіб вібраційної обробки деталей
Номер патенту: 61544
Опубліковано: 25.07.2011
Автори: Лубенська Людмила Михайлівна, Ясуник Світлана Миколаївна, Калмиков Михайло Олександрович, Бурлакова Галина Юріївна
МПК: B24B 31/06
Мітки: вібраційної, обробки, спосіб, деталей
Формула / Реферат:
Спосіб вібраційної обробки деталей, який полягає в тому, що контейнер заповнюють оброблюваними деталями і робочим середовищем - полімерними гранулами, і водою, який відрізняється тим, що у робоче середовище додатково вводять поліметилполісилоксанову рідину марки ГІМС-20 у кількості 0,2-0,3 мл/л, коли піна досягне 40 % об'єму контейнера.
Спосіб вібраційної обробки внутрішніх поверхонь
Номер патенту: 51739
Опубліковано: 16.12.2002
Автори: Писаренко Віктор Григорович, Середа Леонід Павлович, Ярошенко Леонід Вікторович, Берник Павло Степанович, Боковий Євгеній Федорович
МПК: B24B 31/073, B24B 31/06
Мітки: спосіб, внутрішніх, вібраційної, поверхонь, обробки
Формула / Реферат:
1. Спосіб вібраційної обробки внутрішніх поверхонь, при якому оброблювану деталь встановлюють горизонтально і надають коливання з віброприскоренням, більшим від прискорення вільного падіння, який відрізняється тим, що оброблювані деталі збирають у пакети, які жорстко закріплюють у нижній частині тороїдального контейнера вібраційної машини, і заповнюють його робочим середовищем.2. Спосіб за п. 1, який відрізняється тим, що пакети...
Спосіб механічної обробки наскрізних довгих отворів
Номер патенту: 52042
Опубліковано: 10.08.2010
Автори: Абдулгазіс Умер Абдулайович, Абдулгазіс Ділявер Умерович
МПК: B23B 41/00
Мітки: обробки, отворів, спосіб, механічної, наскрізних, довгих
Формула / Реферат:
Спосіб механічної обробки наскрізних довгих отворів, що включає їх розсвердлювання й/ або розгортання та подачу мастильно-охолодної рідини (МОР) на ріжучі кромки інструмента, який відрізняється тим, що подачу МОР на ріжучі кромки інструмента здійснюють через оброблюваний отвір назустріч руху свердла, а відвід стружки - прямим потоком МОР по канавках інструмента.
Спосіб вібраційної обробки дрібних деталей
Номер патенту: 40432
Опубліковано: 10.04.2009
Автори: Дегтярьова Юлія Юріївна, Букаранов Юрій Миколайович, Лубенська Людмила Михайлівна
МПК: B24B 31/00
Мітки: дрібних, обробки, спосіб, вібраційної, деталей
Формула / Реферат:
Спосіб вібраційної обробки дрібних деталей, який характеризується тим, що всю масу завантаження (робоче середовище, яке включає хімічний розчин і абразивні гранули, та оброблювані деталі) поділяють на групи по фракціях і завантажують у окремі порожні сферичні ємності з пружного матеріалу до контейнера вібраційної установки, де під впливом силового імпульсу абразивні гранули і оброблювані деталі здійснюють осцилюючі рухи відносно одна одної і...
Попередній патент: Пневматичний висівний апарат
Наступний патент: Спосіб токарної обробки
Випадковий патент: Спосіб діагностики розвитку атеросклерозу