Спосіб зміцнюючої обробки деталей машин за допомогою тіла обертання
Номер патенту: 76846
Опубліковано: 25.01.2013
Автори: Мороз Сергій Анатолійович, Приступа Станіслав Олексійович, Ткачук Анатолій Анатолійович

Формула / Реферат
1. Спосіб зміцнюючої обробки деталей машин за допомогою тіла обертання, що діє осередком деформації на оброблювальну поверхню з постійною силою, при цьому утворюють плавне переміщення осередку деформації з можливістю охоплення усієї поверхні оброблювальної деталі, який відрізняється тим, що осередок деформації виконують як комбінаторику, складену з тіла обертання та автоматичної системи регулювання притиску останнього рідким середовищем.
2. Спосіб зміцнюючої обробки деталей машин за п. 1, який відрізняється тим, що як тіло обертання використовують еліпсоїд або тіло бочкоподібної форми.
3. Спосіб зміцнюючої обробки деталей машин за пп. 1, 2, який відрізняється тим, що автоматичну систему регульованого притиску тіла обертання виконують у вигляді ложа для тіла обертання, з'єднаного центральним осьовим каналом з регулятором тиску та джерелом подачі рідкого середовища.
Текст
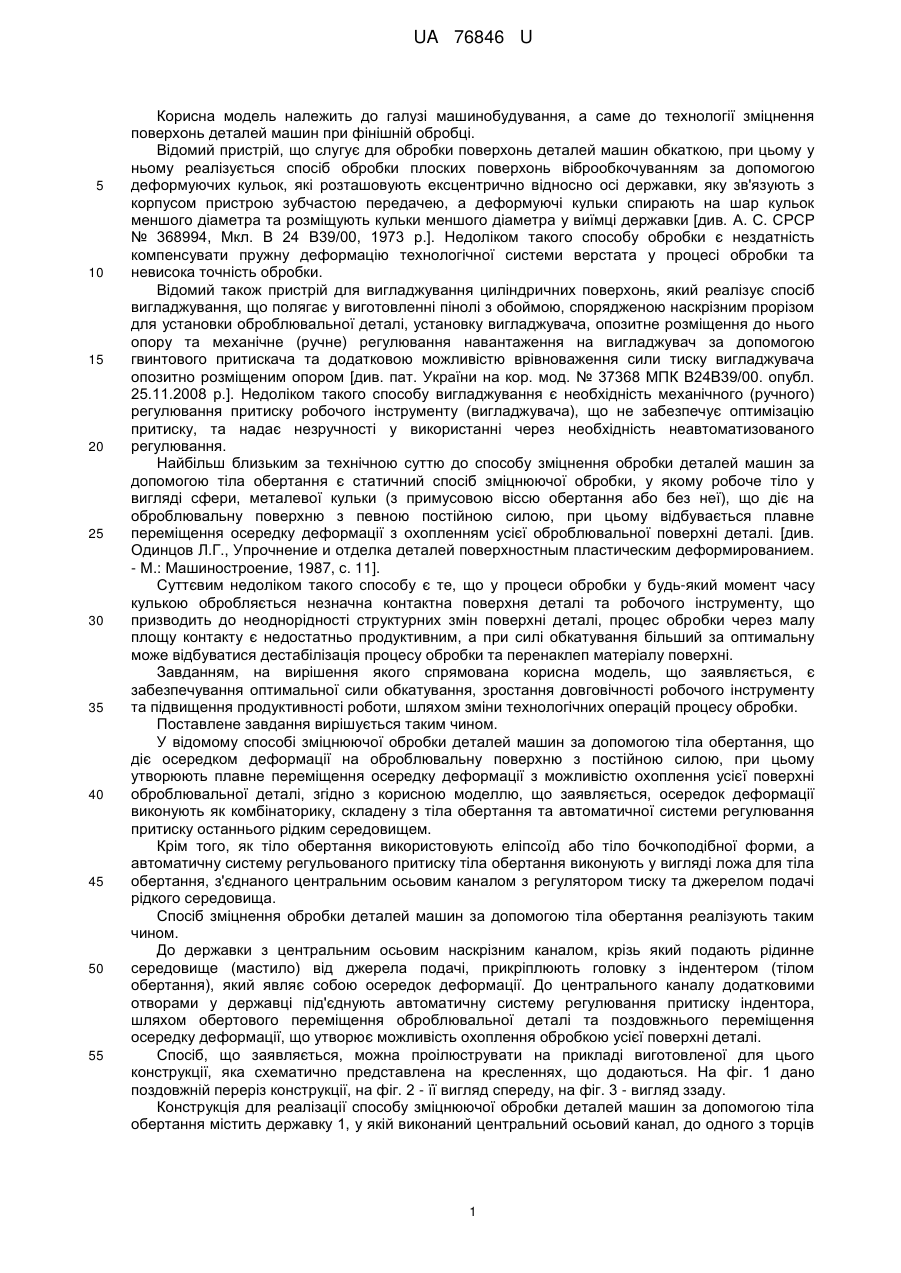
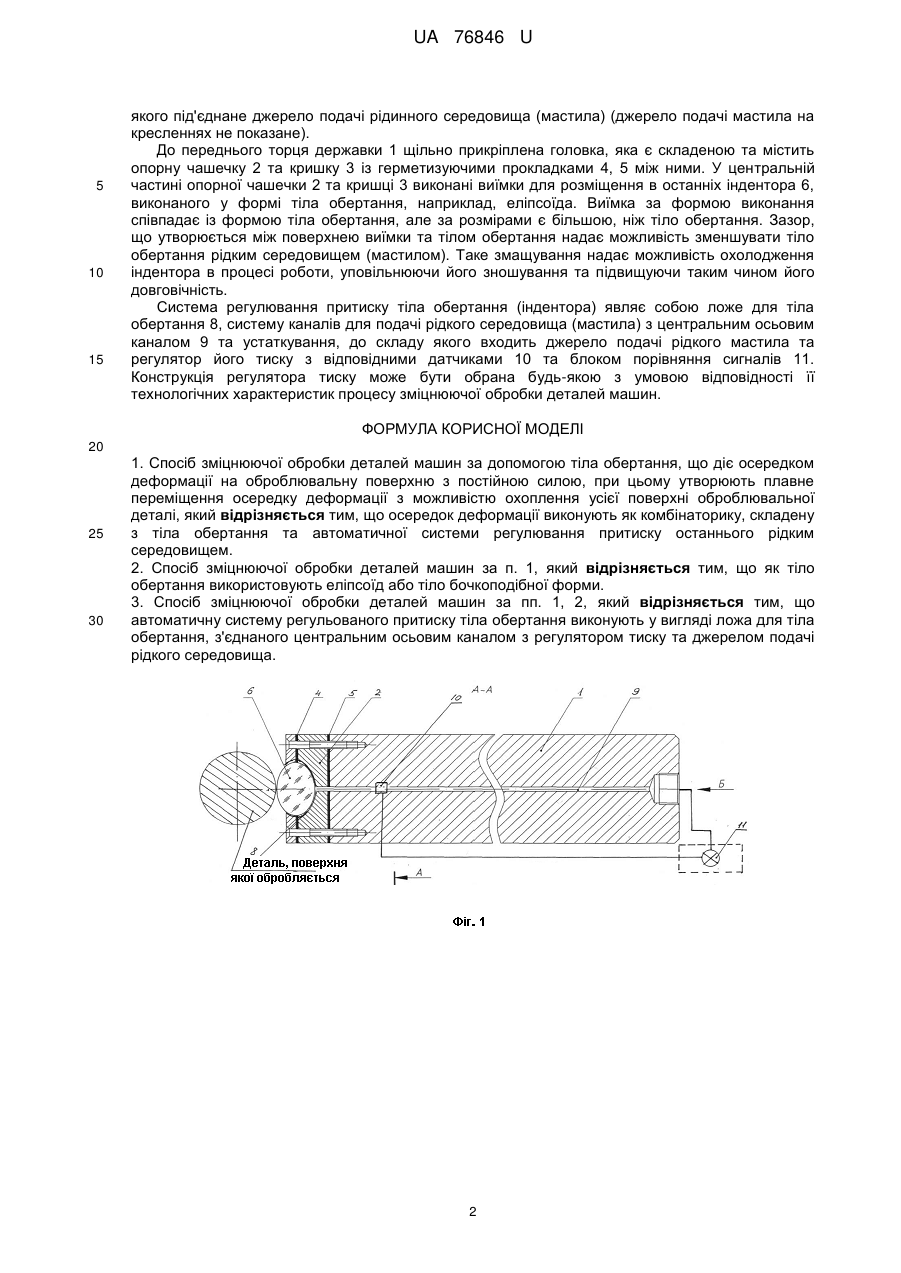
Реферат: UA 76846 U UA 76846 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до технології зміцнення поверхонь деталей машин при фінішній обробці. Відомий пристрій, що слугує для обробки поверхонь деталей машин обкаткою, при цьому у ньому реалізується спосіб обробки плоских поверхонь віброобкочуванням за допомогою деформуючих кульок, які розташовують ексцентрично відносно осі державки, яку зв'язують з корпусом пристрою зубчастою передачею, а деформуючі кульки спирають на шар кульок меншого діаметра та розміщують кульки меншого діаметра у виїмці державки [див. А. С. СРСР № 368994, Мкл. В 24 В39/00, 1973 р.]. Недоліком такого способу обробки є нездатність компенсувати пружну деформацію технологічної системи верстата у процесі обробки та невисока точність обробки. Відомий також пристрій для вигладжування циліндричних поверхонь, який реалізує спосіб вигладжування, що полягає у виготовленні пінолі з обоймою, спорядженою наскрізним прорізом для установки оброблювальної деталі, установку вигладжувача, опозитне розміщення до нього опору та механічне (ручне) регулювання навантаження на вигладжувач за допомогою гвинтового притискача та додатковою можливістю врівноваження сили тиску вигладжувача опозитно розміщеним опором [див. пат. України на кор. мод. № 37368 МПК В24В39/00. опубл. 25.11.2008 р.]. Недоліком такого способу вигладжування є необхідність механічного (ручного) регулювання притиску робочого інструменту (вигладжувача), що не забезпечує оптимізацію притиску, та надає незручності у використанні через необхідність неавтоматизованого регулювання. Найбільш близьким за технічною суттю до способу зміцнення обробки деталей машин за допомогою тіла обертання є статичний спосіб зміцнюючої обробки, у якому робоче тіло у вигляді сфери, металевої кульки (з примусовою віссю обертання або без неї), що діє на оброблювальну поверхню з певною постійною силою, при цьому відбувається плавне переміщення осередку деформації з охопленням усієї оброблювальної поверхні деталі. [див. Одинцов Л.Г., Упрочнение и отделка деталей поверхностным пластическим деформированием. - М.: Машиностроение, 1987, с. 11]. Суттєвим недоліком такого способу є те, що у процеси обробки у будь-який момент часу кулькою обробляється незначна контактна поверхня деталі та робочого інструменту, що призводить до неоднорідності структурних змін поверхні деталі, процес обробки через малу площу контакту є недостатньо продуктивним, а при силі обкатування більший за оптимальну може відбуватися дестабілізація процесу обробки та перенаклеп матеріалу поверхні. Завданням, на вирішення якого спрямована корисна модель, що заявляється, є забезпечування оптимальної сили обкатування, зростання довговічності робочого інструменту та підвищення продуктивності роботи, шляхом зміни технологічних операцій процесу обробки. Поставлене завдання вирішується таким чином. У відомому способі зміцнюючої обробки деталей машин за допомогою тіла обертання, що діє осередком деформації на оброблювальну поверхню з постійною силою, при цьому утворюють плавне переміщення осередку деформації з можливістю охоплення усієї поверхні оброблювальної деталі, згідно з корисною моделлю, що заявляється, осередок деформації виконують як комбінаторику, складену з тіла обертання та автоматичної системи регулювання притиску останнього рідким середовищем. Крім того, як тіло обертання використовують еліпсоїд або тіло бочкоподібної форми, а автоматичну систему регульованого притиску тіла обертання виконують у вигляді ложа для тіла обертання, з'єднаного центральним осьовим каналом з регулятором тиску та джерелом подачі рідкого середовища. Спосіб зміцнення обробки деталей машин за допомогою тіла обертання реалізують таким чином. До державки з центральним осьовим наскрізним каналом, крізь який подають рідинне середовище (мастило) від джерела подачі, прикріплюють головку з індентером (тілом обертання), який являє собою осередок деформації. До центрального каналу додатковими отворами у державці під'єднують автоматичну систему регулювання притиску індентора, шляхом обертового переміщення оброблювальної деталі та поздовжнього переміщення осередку деформації, що утворює можливість охоплення обробкою усієї поверхні деталі. Спосіб, що заявляється, можна проілюструвати на прикладі виготовленої для цього конструкції, яка схематично представлена на кресленнях, що додаються. На фіг. 1 дано поздовжній переріз конструкції, на фіг. 2 - її вигляд спереду, на фіг. 3 - вигляд ззаду. Конструкція для реалізації способу зміцнюючої обробки деталей машин за допомогою тіла обертання містить державку 1, у якій виконаний центральний осьовий канал, до одного з торців 1 UA 76846 U 5 10 15 якого під'єднане джерело подачі рідинного середовища (мастила) (джерело подачі мастила на кресленнях не показане). До переднього торця державки 1 щільно прикріплена головка, яка є складеною та містить опорну чашечку 2 та кришку 3 із герметизуючими прокладками 4, 5 між ними. У центральній частині опорної чашечки 2 та кришці 3 виконані виїмки для розміщення в останніх індентора 6, виконаного у формі тіла обертання, наприклад, еліпсоїда. Виїмка за формою виконання співпадає із формою тіла обертання, але за розмірами є більшою, ніж тіло обертання. Зазор, що утворюється між поверхнею виїмки та тілом обертання надає можливість зменшувати тіло обертання рідким середовищем (мастилом). Таке змащування надає можливість охолодження індентора в процесі роботи, уповільнюючи його зношування та підвищуючи таким чином його довговічність. Система регулювання притиску тіла обертання (індентора) являє собою ложе для тіла обертання 8, систему каналів для подачі рідкого середовища (мастила) з центральним осьовим каналом 9 та устаткування, до складу якого входить джерело подачі рідкого мастила та регулятор його тиску з відповідними датчиками 10 та блоком порівняння сигналів 11. Конструкція регулятора тиску може бути обрана будь-якою з умовою відповідності її технологічних характеристик процесу зміцнюючої обробки деталей машин. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 1. Спосіб зміцнюючої обробки деталей машин за допомогою тіла обертання, що діє осередком деформації на оброблювальну поверхню з постійною силою, при цьому утворюють плавне переміщення осередку деформації з можливістю охоплення усієї поверхні оброблювальної деталі, який відрізняється тим, що осередок деформації виконують як комбінаторику, складену з тіла обертання та автоматичної системи регулювання притиску останнього рідким середовищем. 2. Спосіб зміцнюючої обробки деталей машин за п. 1, який відрізняється тим, що як тіло обертання використовують еліпсоїд або тіло бочкоподібної форми. 3. Спосіб зміцнюючої обробки деталей машин за пп. 1, 2, який відрізняється тим, що автоматичну систему регульованого притиску тіла обертання виконують у вигляді ложа для тіла обертання, з'єднаного центральним осьовим каналом з регулятором тиску та джерелом подачі рідкого середовища. 2 UA 76846 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strengthening processing of machine parts with body of revolution
Автори англійськоюTkachuk Anatolii Anatoliiovych, Moroz Serhii Anatoliiovych, Prystupa Stanislav Oleksiiovych
Назва патенту російськоюСпособ упрочняющей обработки деталей машин с помощью тела вращения
Автори російськоюТкачук Анатолий Анатольевич, Мороз Сергей Анатольевич, Приступа Станислав Алексеевич
МПК / Мітки
МПК: B24B 39/00
Мітки: тіла, обертання, машин, деталей, допомогою, зміцнюючої, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/5-76846-sposib-zmicnyuyucho-obrobki-detalejj-mashin-za-dopomogoyu-tila-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнюючої обробки деталей машин за допомогою тіла обертання</a>
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі
Номер патенту: 31103
Опубліковано: 25.03.2008
Автори: Пухальська Гульнара Вікторівна, Сейдаметов Станіслав Валерійович, Лоскутов Степан Васильович
МПК: B24B 39/00, C21D 7/00
Мітки: магнітному, кульками, обробки, зміцнюючої, спосіб, полі, деталей, машин
Формула / Реферат:
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі, який полягає в одночасній дії на оброблювану поверхню деформуючого зусилля робочого інструменту та магнітного поля, який відрізняється тим, що обробка здійснюється у постійному магнітному полі, та як робочий інструмент використовується середовище зі сталевих кульок.
Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю і пристрій для його здійснення
Номер патенту: 93252
Опубліковано: 25.01.2011
Автори: Марченко Дмитро Дмитрович, Бутаков Борис Іванович, Бутакова Галина Сергіївна, Шебанін В'ячеслав Сергійович
МПК: B24B 39/04
Мітки: спосіб, обертання, пристрій, зміцнюючої, профілю, обробки, здійснення, складного, тіл, чистової, поверхонь
Формула / Реферат:
1. Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю пластичним деформуванням клиновим роликом, що обертається навколо своєї осі у площині, перпендикулярній до неї, який відрізняється тим, що у кожній точці контакту клинового ролика з обкочуваною деталлю забезпечують постійність середнього кута j втискування клинового ролика в оброблювану поверхню, де j=(jа+jв)/2, де jа - кут втискування ролика у площині подачі,...
Пристрій для зміцнюючої поверхневої обробки деталей

Номер патенту: 42331
Опубліковано: 15.10.2001
Автори: Жданов Ігор Михайлович, Паращанов Георгій Михайлович, Бородянський Олексій Борисович
МПК: C21D 7/00
Мітки: обробки, поверхневої, деталей, зміцнюючої, пристрій
Формула / Реферат:
Пристрій для зміцнюючої поверхневої обробки деталей, що містить корпус та ударні елементи в вигляді пакетів роликів вільно насаджених на вісь, який відрізняється тим, що він оснащений сергами, на кінцях яких розташовані ударні елементи, причому серги встановлені в корпусі таким чином, що мають можливість вільного повороту на заданий кут.
Інструмент для фрикційно-зміцнюючої обробки деталей
Номер патенту: 72832
Опубліковано: 27.08.2012
Автори: Остапович Василь Васильович, Роп'як Любомир Ярославович
МПК: B24B 39/04
Мітки: фрикційно-зміцнюючої, обробки, деталей, інструмент
Формула / Реферат:
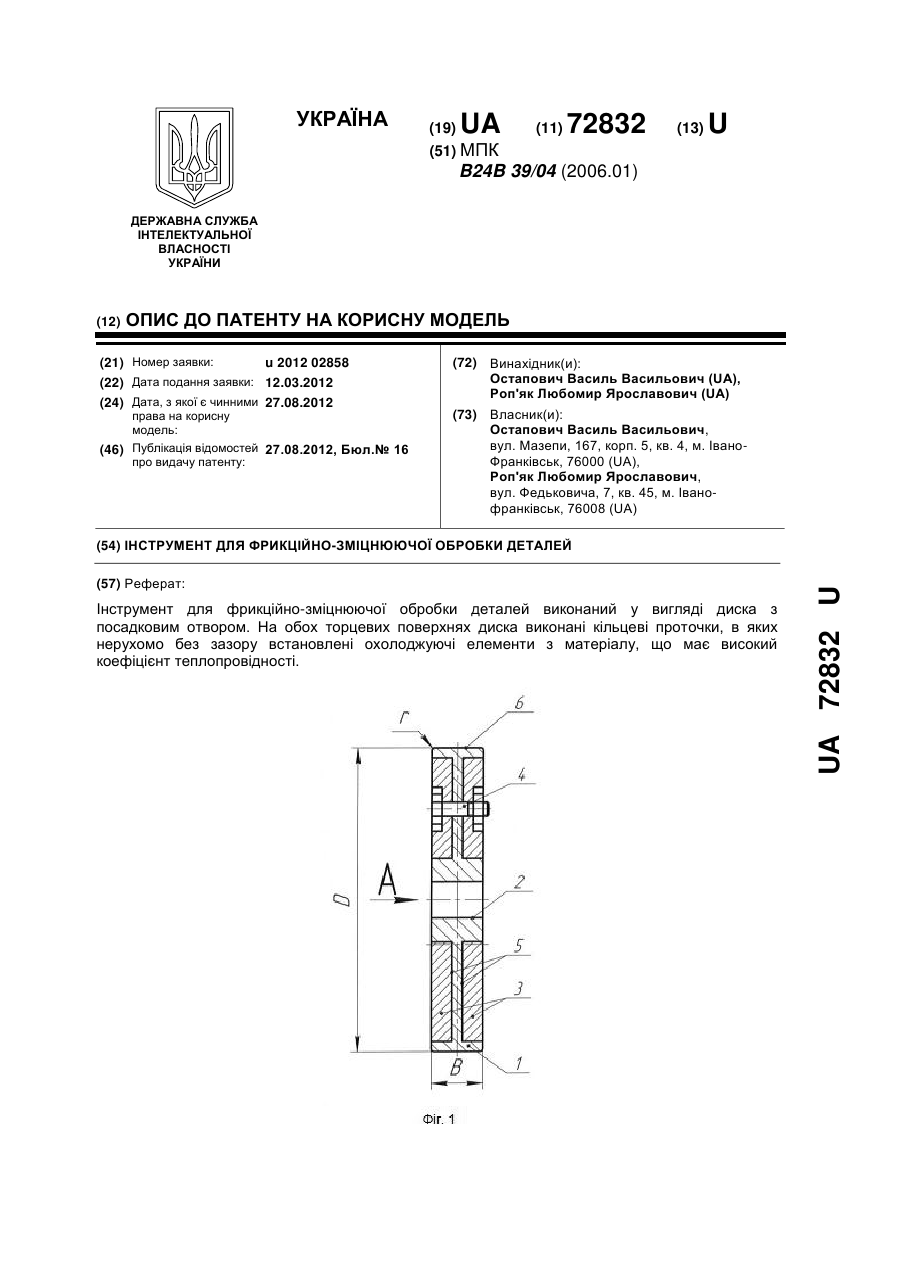
Інструмент для фрикційно-зміцнюючої обробки деталей, що виконаний у вигляді диска з посадковим отвором, який відрізняється тим, що на обох торцевих поверхнях диска виконані кільцеві проточки, в яких нерухомо без зазору встановлені охолоджуючі елементи з матеріалу, що має високий коефіцієнт теплопровідності.
Спосіб електромагнітно-абразивної обробки поверхні деталей машин з використанням імпульсного струму
Номер патенту: 59102
Опубліковано: 10.05.2011
Автори: Шистко Дмитро Павлович, Тулупов Володимир Іванович, Ковалевський Сергій Вадимович, Новостройна Ольга Сергіївна
МПК: B24B 31/00
Мітки: імпульсного, електромагнітно-абразивної, деталей, машин, спосіб, струму, поверхні, використанням, обробки
Формула / Реферат:
Спосіб електромагнітно-абразивної обробки поверхні деталей машин з використанням імпульсного струму, який полягає у створенні магнітно-абразивного інструменту між магнітом і деталлю, яка обертається, шляхом пропускання струму, який відрізняється тим, що магнітно-абразивний інструмент із суміші феромагнітного абразиву та наповнювача утворюється між магнітом, який обертається навколо деталі при пропусканні імпульсного струму.
Попередній патент: Покришка пневматичної шини
Наступний патент: Водонапірна башта
Випадковий патент: Спосіб лікування хронічних запальних захворювань матки