Спосіб обробки розплаву металу та пристрій для його здійснення
Номер патенту: 76923
Опубліковано: 15.09.2006
Автори: Мяльниця Георгій Филипович, Грабовий Валерій Михайлович, Бондін Юрій Миколайович, Цуркін Володимир Миколайович, Швець Іван Сафронович, Горячек Олександр Васильович, Чмир Анатолій Іванович, Вовченко Олександр Іванович

Формула / Реферат
1. Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав у ковші від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та одночасну продувку розплаву інертним газом, який відрізняється тим, що при продувці розплаву інертним газом його введення виконують на глибині від 1/3 до 2/3 глибини розплаву в ковші рівномірно по колу радіуса r, який визначають із залежності:
r=(0,5-0,7)R,
де R - радіус ковша у площині, яка відповідає площині підводу інертного газу у розплав, м.
2. Пристрій для обробки розплаву металу, який містить ківш із розплавом, електророзрядну камеру з хвилевідним стрижнем, механізм переміщення електророзрядної камери у вертикальній площині, вузол подачі та вузол введення інертного газу у розплав, зв'язані між собою трубопроводом, який відрізняється тим, що вузол введення інертного газу у розплав виконаний у вигляді нагнітального і розподільного колекторів, жорстко зв'язаних між собою стяжками у вигляді газопідвідних труб, причому нагнітальний колектор жорстко закріплений у верхній частині хвилевідного стрижня, а розподільний колектор розміщений під хвилевідним стрижнем і виконаний з отворами для виходугазу, які рівномірно розташовані на його нижній торцевій поверхні.
Текст
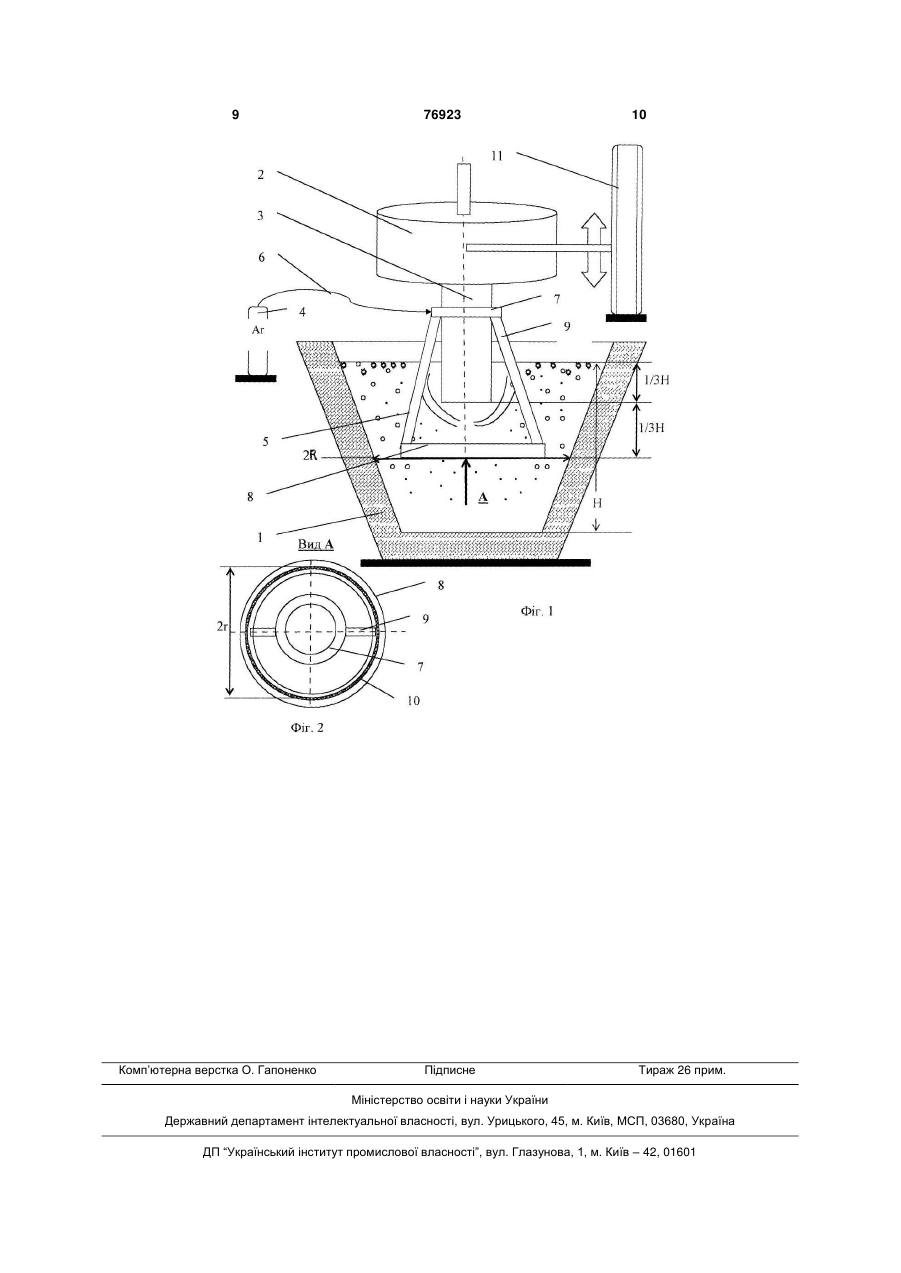
1. Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав у ковші від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та одночасну продувку розплаву інертним газом, який відрізняється тим, C2 2 (19) 1 3 76923 4 часу дії цього ефекту. Але електрогідроімпульсна подачі інертного газу і домішок, а хвилевідний дія в розплаві протікає у достатньо короткий (обстрижень виконаний з осьовим отвором, з'єднаним межений) час, що призводить до зменшення видаз трубопроводом вузла подачі інертного газу; вилення газу та недостатнього рафінування розплапромінювач виконаний разом з мембраною і вигову від неметалевих включень. товлений з титанового сплаву, а його профільна Відома установка для обробки розплаву метанасадка зі жароміцьного сплаву; випромінювач лу [А.с. СРСР, №1554235, МПК 5B22D27/08, акт забезпечений порожнистою вставкою з графіту експертизи №36 від 24.05.93], що містить ківш з [дивись а.с. №1372740, МПК 4 B22D27/08, 7/12. розплавом, кожух з рухомозакріпленим на ньому "Устройство для обработки жидкого и кристаллиджерелом пружних коливань, у вигляді електрозующегося металла", експертне заключения додарозрядної камери з електродами, мембрану та ється]. хвилевід-випромінювач, механізм переміщення Пристрій обладнано механізмом переміщення розрядної камери, виконаний у вигляді візка облау вертикальній площині та ковшем із розплавом. днаного платформою, яка виступає, та закріпленої Окрім вузла подачі інертного газу пристрій також на ній рами з електричним талем, при цьому кожух має вузол введення інертного газу у розплав, який з електророзрядною камерою почеплено на елеквиконано у вигляді - осьового каналу хвилевідного тричної талі. Причому хвилевід - випромінювач стрижня. виконано у вигляді хвилевідного стрижня. МехаОзнаки, які збігаються з суттєвими ознаками нізм переміщення конструктивно забезпечує певинаходу на пристрій для обробки розплаву метареміщення електророзрядної камери у вертикальлу, що заявляється: ківш із розплавом, електроній площині. розрядна камера з хвилевідним стрижнем, мехаОзнаки, які збігаються з суттєвими ознаками нізм переміщення електророзрядної камери у винаходу, що заявляється: електророзрядна кавертикальній площині, вузол подачі та введення мера з електродами та зануреним у розплав хвиінертного газу у розплав зв'язані між собою газоплевідним стрижнем, механізм переміщення електроводом (трубопроводом). ророзрядної камери у вертикальній площині. Причини, які перешкоджають одержанню очіПричини, які перешкоджають одержанню очікуваного технічного результату такі. Відомий прикуваного технічного результату: обмежені технолострій для електрогідроімпульсної обробки розплагічні можливості установки, обумовлені тим, що ву металу не дозволяє ефективно обробляти конструкція установки не передбачає продувку розплав, тому що виконання хвилеводу порожнім об'єму розплаву інертним газом у полі потужних призводить до вузько спрямованої подачі інертноакустичних коливань. го газу у розплав. Така конструкція пристрою таПрототипом способу, що заявляється, є спосіб кож призводить до додаткових втрат акустичної обробки розплаву металу, що включає обробку енергії, які відбуваються при проходженні хвилі розплаву металу за рахунок електрогідроімпульстиску у напрямку: хвилевідний стрижень - інертний ної дії від електророзрядної камери з зануреним у газ - розплав, та суттєво знижує позитивні технорозплав хвилевідним стрижнем та подачу у розплогічні можливості пристрою. Для інтенсифікації лав інертного газу [дивись а.с. №1372740, МПК 4 механічних, гідродинамічних та обмінних процесів B22D27/08, 7/12. "Устройство для обработки жиду розплаві потрібна така конструкція пристрою, яка кого и кристаллизующегося металла", експертне б дозволила активізувати вплив на розплав і спризаключения додається]. яла б інтенсифікації процесу подрібнення неметаОзнаки, які збігаються з суттєвими ознаками левих включень та усуненню неоднорідностей із винаходу на спосіб обробки розплаву металу, що розплаву. Цього можна досягти за рахунок зміни заявляється: електрогідроімпульсна дія на розпконструкції вузла подачі та введення інертного лав у ковші від електророзрядної камери з занурегазу у розплав та визначення місця його розташуним у розплав хвилевідним стрижнем та одночасвання, певним напрямком виходу газу у розплав, на продувка розплаву інертним газом. що конструктивно можливо у новому пристрої. У Причини, які перешкоджають одержанню очіпідсумку це забезпечить розосереджену по об'єму куваного технічного результату, такі. Відомий спорозплаву продувку розплаву інертним газом у полі сіб для обробки розплаву металу не дозволяє потужних акустичних коливань, інтенсифікацію ефективно обробляти розплав, тому що не передкавітаційних явищ та підвищення якості литого бачає дій, спрямованих на підвищення імпульснометалу. го тиску для компенсування витрат, які відбуваВ основу винаходу поставлено задачу: удоються при проходженні хвилі тиску у напрямку: сконалити спосіб обробки розплаву металу шляхвилевідний стрижень - інертний газ-розплав. Для хом зміни місця введення інертного газу у розплав, інтенсифікації механічних, гідродинамічних та общо дозволить активізувати кавітаційні явища у мінних процесів у розплаві потрібно активізувати розплаві, збільшити ефект видалення неметаледію на розплав, що сприяло б інтенсифікації прових включень із розплаву, що підвищить структурцесу подрібнення неметалевих включень та усуну однорідність в об'ємі литого металу та поліпненню неоднорідностей з розплаву. шить його механічні властивості. Прототипом пристрою, що заявляється, є приВ основу винаходу також поставлено задачу: стрій для обробки рідкого або такого металу, що удосконалити пристрій для обробки розплаву мекристалізується, який включає електророзрядну талу шляхом зміни конструкції вузла введення камеру, розташовану на ній мембрану і випроміінертного газу у розплав та визначення оптимальнювач - у вигляді хвилевідного стрижня з профільного місця його розташування стосовно хвилевідною насадкою, причому пристрій оснащено вузлом ного стрижня, що дозволить активізувати кавіта 5 76923 6 ційні явища у розплаві, підвищить структурну одвведення інертного газу у розплав виконаний у норідність в об'ємі литого металу та поліпшить вигляді нагнітального і розподільного колекторів його механічні властивості. жорстко зв'язаних між собою стяжками у вигляді Суть винаходу полягає в тому, що у способі газопідвідних труб, причому нагнітальний колектор обробки розплаву металу, що включає електрогіджорстко закріплений у верхній частині хвилевіднороімпульсну дію на розплав у ковші від електрого стрижня ..." забезпечують одночасний із хвилерозрядної камери з зануреним у розплав хвилевівідним стрижнем ввід у розплав розподільного дним стрижнем та одночасну продувку розплаву колектора для введення газу, що дозволить підінертним газом, згідно з винаходом, що заявляєтьвищити ефективність дії на розплав за рахунок ся, при продувці розплаву інертним газом введеннакладання потужних коливань не тільки на розпня газу виконують на глибині від 1/3 до 2/3 глибини лав та неметалеві включення у ньому, а і на вузол розплаву в ковші рівномірно по колу радіуса r, введення інертного газу, газ у ньому, газ у розплаякий визначають із залежності ві. Це приводить до інтенсифікації процесу продуr=(0,5-0,7)R, вки, активізації кавітаційних явищ у розплаві та де R - радіус ковша у площині, яка відповідає покращенню ефекту дії. Ознака пристрою "... розплощині підводу інертного газу у розплав, м. подільний колектор розміщений під хвилевідним Суть винаходу також полягає в тому, що у вістрижнем і виконаний з отворами для виходу газу, домому пристрої для обробки розплаву металу, які рівномірно розташовані на його нижній торцеякий включає ківш із розплавом, електророзрядну вій поверхні..." дозволяє оптимізувати розташукамеру з хвилевідним стрижнем, механізм перевання елементів пристрою (хвилевідного стрижня міщення електророзрядної камери у вертикальній та основи вузла введення інертного газу) один площині, вузол подачі та вузол введення інертного відносно другого, сприяє рівномірному розподілу газу у розплав, зв'язані між собою газопроводом, газу у зоні обробки та дозволить активізувати кавізгідно з винаходом, що заявляється, вузол вветаційні явища у розплаві. Електрогідроімпульсна дення інертного газу у розплав виконаний у вигляобробка виконується при зануренні хвилевідного ді нагнітального і розподільного колекторів жорстстрижня на 1/3 від висоти розплаву у ковші. Встако зв'язаних між собою стяжками у вигляді новлення робочої частини вузла введення газу на газопідвідних труб, причому нагнітальний колектор поверхні розплаву призведе до зниження ефекту жорстко закріплений у верхній частині хвилевіднодії за рахунок інтенсифікації масообмін них процего стрижня, а розподільний колектор розміщений сів на поверхні та окислення металу. Заглиблення під хвилевідним стрижнем і виконаний з отворами робочої частини пристрою для подачі газу призведля виходу газу, які рівномірно розташовані на де до зменшення розосередження газу в об'ємі його нижній торцевій поверхні. розплаву, що також негативно відіб'ється на ефекРозкриваючи причинно-наслідковий зв'язок тивності обробки розплаву. між сукупністю ознак винаходу на спосіб, що заявУ сукупності удосконалення пристрою для обляється, і очікуваним технічним результатом, неробки розплаву металу шляхом зміни конструкції обхідно відмітити, що ознака способу "... при провузла введення інертного газу у розплав та визнадувці розплаву інертним газом введення газу чення оптимального місця його розташування стовиконують на глибині від 1/3 до 2/3 глибини розпсовно хвилевідного стрижня, сприяє активізації лаву в ковші..." дозволяє оптимізувати глибину кавітаційних явищ у розплаві, інтенсифікації видавведення інертного газу у розплав та уникнути лення газу та неметалевих включень, а також роефектів бурхання та окислення металу на поверхзширює технологічні можливості установки та підні, а також охолоджування розплаву у донній часвищує економічність ливарного виробництва, тиш ковша. Це приводить до активізації кавітаційнаприклад, за рахунок використання пристрою для них явищ у розплаві, сприяє підвищенню здійснення процесу видалення шлаку із розплаву структурної однорідності в об'ємі литого металу та алюмінієвих сплавів. поліпшенню його механічних властивостей. ОзнаСуть винаходу пояснюється кресленням, де на ка способу "...введення газу виконують ... рівноміФіг.1 зображено пристрій для реалізації способу, а рно по колу радіуса r, який визначають із залежнона Фіг.2 - вид А пристрою. Пристрій містить ківш 1 сті r=(0,5-0,7)R, де R - радіус ковша у площині, яка з розплавом, електророзрядну камеру 2, суцільний відповідає площині підводу інертного газу у розпхвилевідний стрижень 3, вузол подачі інертного лав, м" дозволяє суттєво збільшити поверхню взагазу 4 та вузол введення інертного газу 5, які з'єдємодії (газ-розплав), та усунути витрати енергії нано газопідвідною трубою 6. Вузол введення у при проходженні хвилі тиску у напрямку "хвилевідрозплав інертного газу 5 виконаний у вигляді наний стрижень - інертний газ - розплав" за рахунок гнітального 7 та розподільного 8 колекторів, жорсзміни послідовності процесу навантаження розптко зв'язаних між собою стяжками 9 у вигляді газолаву імпульсами тиску (у напрямку: хвилевідний підвідних труб. Причому нагнітальний колектор 7 стрижень - розплав - інертний газ). Це дозволяє жорстко закріплений у верхній частині хвилевідноактивізувати кавітаційні явища у розплаві в осьовій го стрижня 3, а розподільний колектор 8 розміщезоні ковша, ефективність продувки у об'ємі розпний під хвилевідним стрижнем 3 і виконаний з лаву та збільшити ефекти подрібнення та видаотворами 10 для виходу газу, які рівномірно розлення неметалевих включень із розплаву. ташовані на його нижній торцевій поверхні. ЕлектРозкриваючи причинно-наслідковий зв'язок ророзрядна камера 2 обладнана механізмом пеміж сукупністю ознак винаходу на пристрій, що реміщення у вертикальній площині 11. заявляється, і очікуваним технічним результатом, Спосіб здійснюють таким чином. необхідно відмітити, що ознака пристрою "... вузол Завантажують шихту у тигель пічі, наприклад 7 76923 8 алюмінієвий сплав марки АК9ч, та вмикають індукрозплаву в ковші. Нижня межа (1/3) обумовлена ційну піч (на кресленні не показано). При цьому у необхідністю уникнути ефектів бурління та окисшихті індукується електричний струм, який забезлення металу на поверхні розплаву у ковші. Верхпечує нагрівання сплаву до технологічної темпеня межа (2/3) обумовлена бажанням запобігти ратури 700°С. Після цього розплав виливають у процесам охолоджування розплаву у донній часківш 1, занурюють у нього, співвісно з вертикальтині ковша. ною віссю на глибину від 1/3 до 2/3 глибини розпСпосіб також передбачає, що введення інертлаву у ковші, суцільний хвилевідний стрижень 3 ного газу виконують рівномірно від осі хвилевідноелектророзрядної камери 2. Одночасно, у розплав го стрижня по колу радіуса r, який визначають із занурюють вузол введення інертного газу у розпзалежності r=(0,5-0,7)R, де R - радіус ковша у лав 5, нагнітальний колектор 7 якого жорстко заплощині, яка відповідає площині підводу інертного кріплений у верхній частині хвилевідного стрижня газу у розплав, м. Нижня межа (0,5) обумовлена 3. Від вузла подачі інертного газу 4 через газопіднеобхідністю уникнути зменшення дії кавітаційних відну трубу 6 у вузол введення інертного газу 5 ефектів біля хвилеводу за рахунок насичення розподають інертний газ - аргон, який через нагнітаплаву у цій зоні інертним газом. Верхня межа (0,7) льний колектор 7, стяжки 9 подається у розподільобумовлена намаганням запобігти процесам руйний колектор 8 та рівномірно виходить через отвонування футерівки ковша. Оптимізація цих парари 10. Це перешкоджає їх перекриттю металом, метрів дозволяє суттєво збільшити поверхню взаякий може кристалізуватися на отворах у час заємодії (газ-розплав) та усунути втрати енергії при нурення робочої частини пристрою у розплав. Піспроходженні хвилі тиску у напрямку "хвилевідний ля цього на електроди (на кресленні не показані) стрижень - розплав - інертний газ", активізувати електророзрядної камери 2 подають напругу та кавітаційні явища у розплаві в осьовій зоні ковша починають електрогідроімпульсну дію, при якій у та ефект продувки у об'ємі розплаву та збільшити розплав вводять акустичні імпульси протягом ефекти подрібнення та видалення неметалевих трьох хвилин з частотою посилки імпульсів 1Гц, включень із розплаву. енергією, наприклад 1,25кДж. Після завершення Проведеними дослідженнями встановлено, що електрогідроімпульсної дії із розплаву вилучають при обробці розплаву металу АК9ч способом, що хвилевідний стрижень 3 з вузлом 5 та вимикають заявляється, показники структурної однорідності подачу інертного газу. Поверхню розплаву у ковші металу та його механічні властивості суттєво пок1 очищають від неметалевих включень та починаращуються. Так, середній розмір дендритної чарують розливку металу. Розосереджена продувка нки знижується від 15 до 10мкм, об'єм неметалерозплаву аргоном у полі хвиль тиску, генерованих вих включень від 1,5 до 0,5%, розмір неметалевих електрогідроімпульсною дією дозволяє ефективно включень зменшується від 4,6 до 1,5мкм, Β збіобробляти розплав протягом 3 хвилин, тому що льшується на 10%. передбачає дії, спрямовані на підвищення імпульТаким чином, використання способу та присного тиску за рахунок усунення витрат при прохострою дозволяє активізувати кавітаційні явища у дженні хвилі тиску у напрямку: суцільний хвилевірозплаві, і, за рахунок потужних акустичних колидний стрижень - розплав - пухирці інертного газу. вань розплаву, пухирців газу, вузла для введення Сукупна дія сприяє інтенсифікації механічних, гідінертного газу, збільшити ефект подрібнення неродинамічних та обмінних процесів у розплаві, металевих включень та їх видалення у процесі активізує діяння на розплав за рахунок підвищення продувки, яка розосереджена по об'єму розплаву у імпульсного тиску, активізує кавітаційні явища у ковші. У підсумку це дозволяє оптимізувати процес розплаві та приводить до інтенсифікації процесу обробки розплаву як за рахунок підвищення струквидалення розчиненого у розплаві газу, подрібтурної однорідності в об'ємі литого металу, так і за ненню неметалевих включень та усуненню неодрахунок підвищення його механічних властивоснорідностей розплаву. тей. Винахід передбачає, що введення інертного газу виконують на глибині від 1/3 до 2/3 глибини 9 Комп’ютерна верстка О. Гапоненко 76923 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for treatment of metal fusion
Автори англійськоюBondin Yurii Mykolaiovych, Vovchenko Oleksandr Ivanovych, Horiachek Oleksandr Vasyliovych, Hrabovyi Valerii Mykhailovych, Tsurkin Volodymyr Mykolaiovych, Shvets Ivan Safronovych
Назва патенту російськоюСпособ обработки расплава металла и устройство для его осуществления
Автори російськоюБондин Юрий Николаевич, Вовченко Александр Иванович, Горячек Александр Васильевич, Грабовой Валерий Михайлович, Цуркин Владимир Николаевич, Швец Иван Сафронович
МПК / Мітки
МПК: B22D 27/08
Мітки: здійснення, розплаву, спосіб, обробки, металу, пристрій
Код посилання
<a href="https://ua.patents.su/5-76923-sposib-obrobki-rozplavu-metalu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу та пристрій для його здійснення</a>
Спосіб обробки розплаву металу у ковші та пристрій для його здійснення
Номер патенту: 49656
Опубліковано: 16.09.2002
Автори: Звездін Олександр Опанасович, Найдек Володимир Леонтійович, Чепель Сергій Миколайович, Найденко Володимир Вікторович
МПК: C21C 7/06, C22B 9/00, C21C 7/00, C22B 9/10, C21C 7/04
Мітки: металу, обробки, ковші, розплаву, пристрій, здійснення, спосіб
Формула / Реферат:
1. Спосіб обробки розплаву металу, що включає примусове введення в розплав за допомогою перемішувача домішок-реагентів і одночасне перемішування розплаву обертанням робочого тіла перемішувача в горизонтальній площині, який відрізняється тим, що робоче тіло перемішувача, виконане з самих реагентів, переміщують по вертикалі, створюючи турбулентно-ламінарні висхідні і низхідні потоки у розплаві, а витрати реагентів здійснюють дозовано.2....
Спосіб обробки розплаву металу
Номер патенту: 8838
Опубліковано: 15.08.2005
Автори: Гумененко Микола Климович, Волков Геннадій Васильович, Грабовий Валерій Михайлович, Мяльниця Георгій Филипович, Федченко Наталя Анатоліївна, Цуркін Володимир Миколайович, Брагін Михайло Олексійович, Чмир Анатолій Іванович
МПК: B22D 27/08
Мітки: розплаву, металу, обробки, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає обробку розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та подачу у розплав інертного газу, який відрізняється тим, що продувку розплаву інертним газом починають після закінчення електрогідроімпульсної дії.
Спосіб обробки розплаву металу
Номер патенту: 11658
Опубліковано: 16.01.2006
Автори: Гумененко Микола Климович, Волков Геннадій Васильович, Брагін Михайло Олексійович, Мяльниця Георгій Филипович, Крещенко Віктор Анатолійович, Федченко Наталя Анатоліївна, Цуркін Володимир Миколайович, Чмир Анатолій Іванович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: металу, спосіб, розплаву, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та продувку розплаву інертним газом, який відрізняється тим, що обробку розплаву виконують послідовно, спочатку шляхом продувки розплаву інертним газом, а потім шляхом електрогідроімпульсної дії.
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Волков Геннадій Васильович, Гумененко Миколай Климович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: металу, обробки, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб обробки газом розплаву металу і пристрій для його реалізації
Номер патенту: 74756
Опубліковано: 16.01.2006
Автори: Рябущенко Олександр Сергійович, Перуєв Олександр Анатолійович, Селігман Стівен, Жилін Анатолій Микитович
МПК: B22D 41/02, C21C 7/072, B22D 41/50
Мітки: пристрій, спосіб, металу, розплаву, обробки, газом, реалізації
Формула / Реферат:
1. Спосіб обробки газом розплаву металу, який включає послідовне продування газу через газорозподільний шар та газопроникний шар і наступне подавання газу в об'єм розплаву металу в пузирчиковому режимі, який відрізняється тим, що газопроникний шар є сукупністю окремих ділянок, кожна з яких забезпечує подавання газу в розплав у напрямку, який відрізняється від вертикалі, при цьому кути наддування сусідніх ділянок відрізняються один від...
Попередній патент: Спосіб виявлення чутливості злоякісних пухлин до дії цисплатину
Наступний патент: Спосіб очистки борвмісних вод
Випадковий патент: Пристрій для виміру температури в зоні обробки виробу, головним чином на ріжучих лезах свердла