Спосіб визначення профілю гільзи кристалізатора
Номер патенту: 77258
Опубліковано: 15.11.2006
Автори: Кравцов Владлєн Васильович, Бірюков Олексій Борисович
Формула / Реферат
1. Спосіб визначення профілю гільзи кристалізатора для високошвидкісного безперервного лиття сталевих злитків у вигляді квадратної або прямокутної труби, в якому кристалізатор має профіль, близький за формою до природних контурів цього злитка в процесі тверднення, при цьому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю в них, коефіцієнту усадки сталевого злитка у твердому стані і часу кристалізації його в гільзі кристалізатора, який відрізняється тим, що злиток у гільзі кристалізатора реального процесу кристалізації розділяють на визначене число поперечних перерізів і на комп'ютері з використанням рівняння нестаціонарної теплопровідності із граничними умовами охолодження для даної марки сталі з відомими теплофізичними параметрами, часом кристалізації і температурою рідкої сталі реального процесу кристалізації креслять температурні поля тверднення для кожного поперечного перерізу злитка і, при розбіжності розрахункової температури середини поверхні грані злитка (![]() ) для останнього поперечного перерізу із температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для вказаної марки сталі, змінюють граничні умови охолодження до збігу згаданих температур, потім послідовно розрахунковим шляхом кілька разів зменшують час кристалізації злитка в гільзі (
) для останнього поперечного перерізу із температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для вказаної марки сталі, змінюють граничні умови охолодження до збігу згаданих температур, потім послідовно розрахунковим шляхом кілька разів зменшують час кристалізації злитка в гільзі (![]() )і після кожного зменшення часу (
)і після кожного зменшення часу (![]() ) визначають температуру поверхні грані (
) визначають температуру поверхні грані (![]() ) у кожному згаданому поперечному перерізі злитка в гільзі кристалізатора і товщину кірки тверднення, час кристалізації зменшують до моменту часу (
) у кожному згаданому поперечному перерізі злитка в гільзі кристалізатора і товщину кірки тверднення, час кристалізації зменшують до моменту часу (![]() ), при якому товщина кірки в останньому поперечному перерізі досягне гранично припустимої величини по механічній міцності і по отриманих температурах поверхонь середини грані злитка (
), при якому товщина кірки в останньому поперечному перерізі досягне гранично припустимої величини по механічній міцності і по отриманих температурах поверхонь середини грані злитка (![]() ), С°, у кожному його поперечному перерізі протягом цього часу кристалізації
), С°, у кожному його поперечному перерізі протягом цього часу кристалізації ![]() , після чого визначають кінцеву температуру тверднення кірки (
, після чого визначають кінцеву температуру тверднення кірки (![]() ), С°, у кожному його поперечному перерізі по формулі:
), С°, у кожному його поперечному перерізі по формулі:
![]() ,
,
де ![]() - температура, при якій закінчується тверднення сталі, С°, потім розраховують коефіцієнт усадки у твердому стані (
- температура, при якій закінчується тверднення сталі, С°, потім розраховують коефіцієнт усадки у твердому стані (![]() ) по формулі:
) по формулі:

де ![]() - процентний вміст вуглецю в сталі, мас. %, далі визначають лінійну усадку сталевого злитка (
- процентний вміст вуглецю в сталі, мас. %, далі визначають лінійну усадку сталевого злитка (![]() ) (у відносних одиницях) по формулі:
) (у відносних одиницях) по формулі:
![]() ,
,
а потім визначають лінійний розмір злитка для кожного поперечного перерізу по формулі:
![]() ,
,
де ![]() ,
, ![]() - початковий і поточний розмір злитка в процесі усадки, мм, креслять графік залежності поточного розміру злитка (S), мм, від часу проходження металу через кристалізатор (
- початковий і поточний розмір злитка в процесі усадки, мм, креслять графік залежності поточного розміру злитка (S), мм, від часу проходження металу через кристалізатор (![]() ), с, і для форми графіка підбирають форму параболи, що у межах заданої точності повторює форму графіка і, відповідно, визначають остаточний профіль гільзи кристалізатора.
), с, і для форми графіка підбирають форму параболи, що у межах заданої точності повторює форму графіка і, відповідно, визначають остаточний профіль гільзи кристалізатора.
2. Спосіб за п. 1, який відрізняється тим, що по графіках для двох і більше марок сталей поточного розміру злитка (S), мм, від часу проходження металу в реальних умовах безперервного лиття через кристалізатор (![]() ), с, креслять усереднений графік.
), с, креслять усереднений графік.
3. Спосіб за п. 2, який відрізняється тим, що для усередненого графіка поточного розміру злитка (S), мм, для двох і більше марок сталей підбирають форму вищезгаданої параболи.
Текст
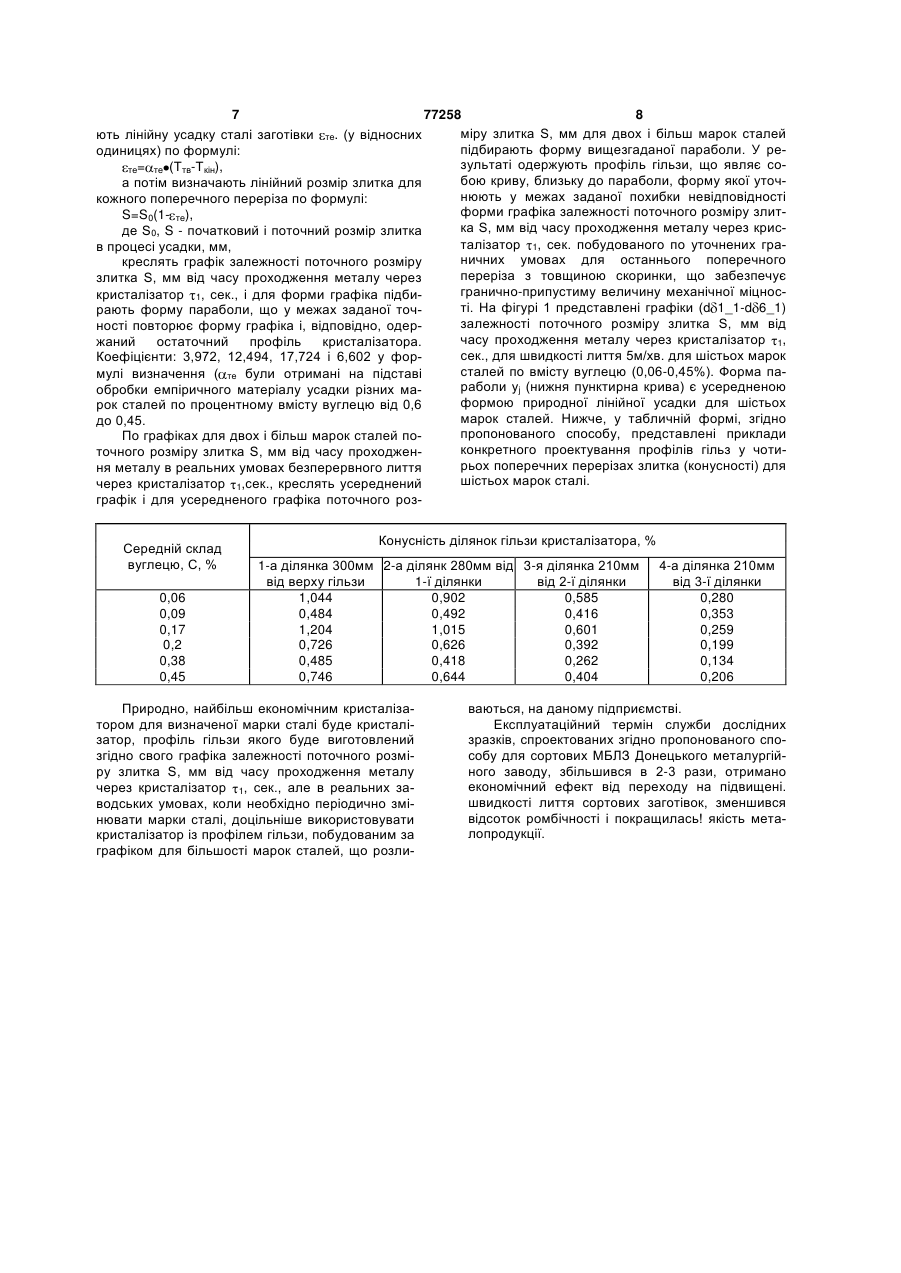
1. Спосіб визначення профілю гільзи кристалізатора для високошвидкісного безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, близький за формою до природних контурів злитка в процесі тверднення, при цьому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнту усадки у твердому стані і часу кристалізації злитка в гільзі кристалізатора, який відрізняється тим, що злиток у гільзі кристалізатора реального процесу кристалізації розділяють на визначене число поперечних перерізів і на комп'ютері, з використанням рівняння нестаціонарної теплопровідності із граничними умовами охолодження для даної марки сталі з відомими теплофізичними параметрами, часом кристалізації і температурою рідкої сталі реального процесу кристалізації креслять температурні поля тверднення для кожного поперечного переріза злитка і при розбіжності розрахункової температури середини поверхні грані злитка Т пг для останнього поперечного переріза із температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для цієї марки стали змінюють граничні умови охолодження до збігу згаданих температур, потім послідовно розрахун 2 3 77258 4 3. Спосіб за п. 2, який відрізняється тим, що для розміру злитка S, мм від часу проходження металу в реальних умовах безперервного лиття через усередненого графіка поточного розміру злитка S, мм для двох і більш марок сталей підбирають фокристалізатор 1 , сек., креслять усереднений грарму вищезгаданої параболи. фік. Винахід відноситься до металургії, точніше до безперервного лиття злитків (заготівок МБЛЗ) і може знайти застосування при проектуванні гільз кристалізаторів. У кристалізаторі при затвердіванні скоринки злитка і її охолодженні відбувається усадка скоринки й утворення газового зазору між стінками кристалізатора і поверхнею злитка, що утворився. Для створення досить міцної скоринки на виході з кристалізатора, що забезпечувало би спроможність високошвідкісного розливання, необхідно поліпшити умови тепловіддачі від сталі, що затвердіває, до стінок кристалізатора, зменшити знос стінок гільзи кристалізатора і термічні напруги, що можуть призвести до зміни форми, наприклад виникнення ромбічності заготівки при виході її з кристалізатора. Є відомий спосіб визначення профілю гільзи кристалізатора для безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, який максимально повторює природні контури злитка в процесі тверднення, при цьому форму профілю визначають у процесі формування твердої скоринки злитка шляхом звуження по синусоїді поперечного переріза гільзи по довжині кристалізатора. Величину звуження, що визначає профіль гільзи вибирають, як правило, дослідним шляхом. Подовження скоринки при випрямленні підраховується по приблизній формулі: AL = a2 2/Τ, де а - амплітуда синусоїди; Τ - ширина опуклої ділянки внутрішньої стінки. Конусність кристалізатора по кутах і плоских частинах стінок установлюють 0,5% на 1м довжини. До цієї конусності при випрямленні скоринки, що має форму синусоїди, додається її збільшення довжини в зоні опуклої верхньої ділянки кристалізатора. Конусність за рахунок випрямлення синусоїдальної скоринки вибирають 0,31% на 1м висоти кристалізатора. Загальну конусність у зоні опуклої ділянки вибирають 0,81% на 1м висоти кристалізатора [патент Російської Федерації №2087247, МПК B22D 11/04, 1997p.]. Однак відомий спосіб не дозволяє точно визначити профіль гільзи для деяких марок сталей. Є відомий спосіб визначення профілю гільзи кристалізатора для безперервного лиття сталі у вигляді квадратної або прямокутної труби, при якому різницю відстані між вузькими робочими стінками на їхньому верхньому й нижньому торцях установлюють по залежності: ΔΒ = К В L Sn C/Vcep, де ΔΒ - різниця відстаней між вузькими робочими стінками на їхніх верхньому і нижньому торцях, мм; В - відстань між вузькими робочими стінками на їхнім верхньому торці, мм; L -довжина кристалізатора, мм; Sn - вміст олова в міді, легованої оловом, мас. %; С - вміст вуглецю в сталі, що розливається, мас. %; Vcep - середня робоча швидкість витягування сляба, для якої призначений кристалізатор, м/хв; К - емпіричний коефіцієнт, що характеризує теплофізичні закономірності усадки сляба в кристалізаторі, рівний 0,0001-0,000044 м/(мм%%хв) [патент Російської Федерації №2214885, МПК B22D 11/00, 11/05, 2003p., прототип]. Однак у відомому способі представлена залежність неточно відтворює вплив вуглецю на профіль гільзи, тому що коефіцієнт усадки К знаходиться в нелінійній залежності від вмісту вуглецю і залежить від температури скоринки злитка. Використання виготовленого за допомогою цих розрахунків кристалізатора приводить до швидкого зносу його гільзи, збільшенню термічної напруги у заготівці, а це викликає деформацію форми злитка на виході з гільзи. Крім того при високих швидкостях розливання це може призвести до прориву металу зі злитка і до втрати струмка лиття. Задачею винаходу є створення способу визначення профілю гільзи кристалізатора шляхом обліку усадок у декількох поперечних перерізах злитка різних марок сталей по вмісту вуглецю і необхідному температурно-швидкісному режиму лиття для зниження зносу гільзи, зменшення термічної напруги у злитку на високих швидкостях лиття. Поставлена задача вирішується перенесенням реального фізичного моделювання безперервного лиття сталі на моделювання з використанням математичної моделі кристалізації сталі в процесі безперервного лиття шляхом уточнення граничних умов охолодження при розбіжності температур на виході з кристалізатора в реальних умовах лиття із математичної моделі, що дозволяє цілеспрямовано розрахувати максимально-можливу швидкість безперервного лиття із дотриманням граничноприпустимої величини механічної міцності скоринки тверднення на виході з кристалізатора. У цілому це дозволяє спроектувати гільзу кристалізатора з профілем, що максимально повторює природну лінійну усадку злитка. Технічний результат - збільшення зносостійкості гільзи, зменшення термічної напруги в злитку. У відомому способі, у якому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнту усадки у твердому стані і часу кристалізації злитка в гільзі кристалізатора, відповідно до винаходу, злиток у 5 77258 6 гільзі кристалізатора реального процесу кристалішвидкості лиття 5 м/хв. для шести марок сталей зації розділяють на визначну кількість поперечних по вмісту вуглецю, по якому визначають профіль перерізів і на комп’ютері з використанням рівняння гільзи. нестаціонарної теплопровідності з граничними Спосіб здійснюють таким чином. Згідно необумовами охолодження для даної марки сталі з хідного сортаменту металопродукції, що випускавідомими теплофізичними параметрами, часом ється, злиток у гільзі кристалізатора реального кристалізації і температурою рідкої сталі реальнопроцесу кристалізації розділяють на визначене го процесу кристалізації креслять температурні число поперечних перерізів і на комп'ютері, з виполя тверднення для кожного поперечного перерікористанням рівняння нестаціонарної теплопровіза злитка і при розбіжності розрахункової темперадності з граничними умовами охолодження для тури середини поверхні грані злитка Тпг для останданої марки сталі з відомими теплофізичними панього поперечного переріза з температурою раметрами, часом кристалізації і температурою середини поверхні грані злитка на виході кристалірідкої сталі реального процесу кристалізації кресзатора в реальних умовах кристалізації для цієї лять температурні поля тверднення для кожного марки сталі змінюють граничні умови охолодження поперечного переріза злитка і при розбіжності роздо збігу згаданих температур, потім послідовно рахункової температури середини поверхні грані розрахунковим шляхом кілька разів зменшують злитка Тпг для останнього поперечного переріза з температурою середини поверхні грані злитка на час кристалізації злитка в гільзі і після кожного виході кристалізатора в реальних умовах кристалізменшення часу і визначають температуру повезації для цієї марки сталі змінюють граничні умови рхні грані Тпг у кожному згаданому поперечному охолодження. При зміні граничних умов розрахоперерізі злитка в гільзі кристалізатора і товщину вують у реальних умовах безперервного лиття скоринки тверднення, час кристалізації зменшують температуру поверхні грані злитка на виході з кридо моменту часу 1, при якому товщина скоринки в сталізатора. При великій розбіжності температур останньому поперечному перерізі досягне граничповерхні злитка на комп'ютері й у реальних умовах но-припустимої величини по механічній міцності і підбирають граничні умови охолодження (коефіціпо отриманих температурах поверхонь середини єнт тепловіддачі) такими, щоб усунути цю розбіжграні злитка Тпг, град С°, у кожному його поперечність до збігу згаданих температур, потім, послідоному перерізі протягом цього часу кристалізації 1, вно розрахунковим шляхом кілька разів після чого визначають кінцеву температуру твердзменшують час кристалізації злитка в гільзі . Час нення скоринки Ткін, град С°, у кожному його попекристалізації розраховують шляхом зменшення речному перерізі по формулі: фактичного часу; кристалізації, який згідно графіку Ткін.=(Ттв+Тпг)/2, залежності поточного розміру злитка S, мм від де Ттв - температура, при якій закінчується часу проходження металу через кристалізатор , тверднення сталі, град С°, потім розраховують сек., для швидкості лиття 5м/хв. для шести марок коефіцієнт усадки сталі твердому стані тв по фосталей по вмісту вуглецю, складає 10 секунд. За рмулі: 2 кожний крок зменшують час кристалізації приблизте= 3,972-12,494 С+17,724 С +6,602 С (Ттв – но на 1 секунду, тобто розрахунковим шляхом виТкін),10-5 1/град, значають, що час кристалізації становить 9, 8, 7 де С - процентний уміст вуглецю в сталі, %, секунд. Зменшення фактичного часу кристалізації далі визначають лінійну усадку сталі заготівки те. здійснюється шляхом прискорення руху злитка (у відносних одиницях) по формулі: крізь кристалізатор. При цьому прискорення руху те= те (Ттв-Ткін), злитка здійснюється без збільшення зносу гільзи а потім визначають лінійний розмір злитка для кристалізатора. Після кожного зменшення часу і кожного поперечного переріза по формулі: визначають температуру поверхні грані Тпг у кожS=S0 (1- Te), ному згаданому поперечному перерізі злитка в де S0, S - початковий і поточний розмір злитка гільзі кристалізатора і товщину скоринки твердв процесі усадки, мм, нення, час кристалізації зменшують до моменту креслять графік залежності поточного розміру часу 1, при якому товщина скоринки в останньому злитка S, мм, від часу проходження металу через поперечному перерізі досягне граничнокристалізатор 1, сек., і для форми графіка підбиприпустимої величини по механічній міцності і по рають форму параболи, яка у межах заданої точотриманих температурах поверхонь середини граності повторює форму графіка і, відповідно, визнані злитка Тпг, град С°, у кожному його поперечному чений профіль кристалізатора. перерізі протягом цього часу кристалізації 1, після Крім того, по графіках для двох і більш марок чого визначають кінцеву температуру тверднення сталей поточного розміру злитка S, мм від часу скоринки Ткін, град С°, у кожному його поперечному проходження металу в реальних умовах безпереперерізі по формулі: рвного лиття через кристалізатор 1,сек., креслять Ткін.=(Ттв+Тпг)/2, усереднений графік. де Ттв - температура, при якій закінчується Для усередненого графіка поточного розміру тверднення сталі, град С°, потім розраховують злитка S, мм, для двох і більш марок сталей підкоефіцієнт усадки у твердому стані те для кожного бирають форму вищезгаданої параболи. поперечного переріза по формулі: Більш докладно сутність винаходу пояснюєть2 те=3,972-12,494 С+17,724 С +6,602 С (Ттвся кресленням, на якому зображені графіки залеж-5 Ткін),10 1/град, ності поточного розміру злитка S, мм від часу проде С - процентний вміст вуглецю в сталі, %, ходження металу через кристалізатор , сек., для далі для кожного поперечного переріза визнача 7 77258 8 міру злитка S, мм для двох і більш марок сталей ють лінійну усадку сталі заготівки те. (у відносних підбирають форму вищезгаданої параболи. У реодиницях) по формулі: зультаті одержують профіль гільзи, що являє соте= те (Ттв-Ткін), бою криву, близьку до параболи, форму якої уточа потім визначають лінійний розмір злитка для нюють у межах заданої похибки невідповідності кожного поперечного переріза по формулі: форми графіка залежності поточного розміру злитS=S0(1- те), ка S, мм від часу проходження металу через крисде S0, S - початковий і поточний розмір злитка талізатор 1, сек. побудованого по уточнених грав процесі усадки, мм, ничних умовах для останнього поперечного креслять графік залежності поточного розміру переріза з товщиною скоринки, що забезпечує злитка S, мм від часу проходження металу через гранично-припустиму величину механічної міцноскристалізатор 1, сек., і для форми графіка підбиті. На фігурі 1 представлені графіки (d 1_1-d 6_1) рають форму параболи, що у межах заданої точзалежності поточного розміру злитка S, мм від ності повторює форму графіка і, відповідно, одерчасу проходження металу через кристалізатор 1, жаний остаточний профіль кристалізатора. сек., для швидкості лиття 5м/хв. для шістьох марок Коефіцієнти: 3,972, 12,494, 17,724 і 6,602 у форсталей по вмісту вуглецю (0,06-0,45%). Форма памулі визначення ( те були отримані на підставі раболи уj (нижня пунктирна крива) є усередненою обробки емпіричного матеріалу усадки різних маформою природної лінійної усадки для шістьох рок сталей по процентному вмісту вуглецю від 0,6 марок сталей. Нижче, у табличній формі, згідно до 0,45. пропонованого способу, представлені приклади По графіках для двох і більш марок сталей поконкретного проектування профілів гільз у чотиточного розміру злитка S, мм від часу проходженрьох поперечних перерізах злитка (конусності) для ня металу в реальних умовах безперервного лиття шістьох марок сталі. через кристалізатор 1,сек., креслять усереднений графік і для усередненого графіка поточного роз Середній склад вуглецю, С, % 0,06 0,09 0,17 0,2 0,38 0,45 Конусність ділянок гільзи кристалізатора, % 1-а ділянка 300мм 2-а ділянк 280мм від 3-я ділянка 210мм від верху гільзи 1-ї ділянки від 2-ї ділянки 1,044 0,902 0,585 0,484 0,492 0,416 1,204 1,015 0,601 0,726 0,626 0,392 0,485 0,418 0,262 0,746 0,644 0,404 Природно, найбільш економічним кристалізатором для визначеної марки сталі буде кристалізатор, профіль гільзи якого буде виготовлений згідно свого графіка залежності поточного розміру злитка S, мм від часу проходження металу через кристалізатор 1, сек., але в реальних заводських умовах, коли необхідно періодично змінювати марки сталі, доцільніше використовувати кристалізатор із профілем гільзи, побудованим за графіком для більшості марок сталей, що розли 4-а ділянка 210мм від 3-ї ділянки 0,280 0,353 0,259 0,199 0,134 0,206 ваються, на даному підприємстві. Експлуатаційний термін служби дослідних зразків, спроектованих згідно пропонованого способу для сортових МБЛЗ Донецького металургійного заводу, збільшився в 2-3 рази, отримано економічний ефект від переходу на підвищені. швидкості лиття сортових заготівок, зменшився відсоток ромбічності і покращилась! якість металопродукції. 9 Комп’ютерна верстка Л. Купенко 77258 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining profile of case of crystallizer
Автори англійськоюKravtsov Vladlien Vasyliovych
Назва патенту російськоюСпособ определения профиля гильзы кристаллизатора
Автори російськоюКравцов Владлен Васильевич
МПК / Мітки
МПК: B22D 11/04, G01B 7/14, G01B 7/02
Мітки: гільзи, спосіб, кристалізатора, визначення, профілю
Код посилання
<a href="https://ua.patents.su/5-77258-sposib-viznachennya-profilyu-gilzi-kristalizatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення профілю гільзи кристалізатора</a>
Спосіб визначення профілю гільзи кристалізатора
Номер патенту: 8540
Опубліковано: 15.08.2005
Автори: Бірюков Олексій Борисович, Кравцов Владлєн Васильович, Марченко Олександр Олександрович
МПК: B22D 11/04
Мітки: профілю, спосіб, кристалізатора, гільзи, визначення
Формула / Реферат:
1. Спосіб визначення профілю гільзи кристалізатора для високошвидкісного безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, близький за формою до природних контурів злитка в процесі тверднення, при цьому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнта усадки у твердому стані і часу кристалізації злитка в гільзі...
Механізм хитання кристалізатора
Номер патенту: 4235
Опубліковано: 17.01.2005
Автори: Сусь Юрій Васильович, Кочин Леонід Павлович, Білобров Юрій Миколайович, Лепіхов Леонід Сергійович
МПК: B22D 11/04
Мітки: механізм, хитання, кристалізатора
Формула / Реферат:
1. Механізм хитання кристалізатора, до складу якого входить кристалізатор, розміщений у рамі, з’єднаний з гідроприводом її переміщення і встановлений у корпусі за допомогою пружних напрямних, жорстко приєднаних до країв рами і з'єднаних з корпусом, і пружини, розташовані між рамою і корпусом по краях рами, який відрізняється тим, що він обладнаний не менш ніж двома пневматичними ланками змінної довжини, з'єднаними із системою керування подачі...
Спосіб виготовлення артилерійської гільзи
Номер патенту: 68806
Опубліковано: 16.08.2004
Автори: Богданов Анатолій Павлович, Тищенко Вадим Григорович
МПК: B21K 21/00
Мітки: артилерійської, спосіб, виготовлення, гільзи
Формула / Реферат:
1. Спосіб виготовлення артилерійської гільзи, що включає виготовлення напівфабрикату об'ємною пластичною деформацією заготовки з наступним формуванням стінок гільзи, який відрізняється тим, що як об'ємну пластичну деформацію заготовки використовують гаряче штампування, а формування стінок гільзи виконують токарною обробкою зовнішньої і внутрішньої поверхонь напівфабрикату.2. Спосіб за п. 1, який відрізняється тим, що гаряче...
Механізм хитання кристалізатора
Номер патенту: 16293
Опубліковано: 15.08.2006
Автори: Титаренко Олександр Іванович, Плугатар Віктор Семенович, Вольвач Олександр Євгенійович, Курмаз Ігор Володимирович, Білобров Юрій Миколайович, Кочин Леонід Павлович, Шмуліч Владислав Леонідович
МПК: B22D 11/04
Мітки: хитання, кристалізатора, механізм
Формула / Реферат:
1. Механізм хитання кристалізатора, що містить рухомий стіл для установлення кристалізатора і нерухому раму з гідроциліндром, шток якого зв'язаний із зазначеним рухомим столом, а також пружні елементи, які лежать в площинах, що виходять з центра дуги хитання, і кожний з яких розміщений між нерухомою рамою і рухомим столом із жорстким кріпленням на них країв зазначених пружних елементів, який відрізняється тим, що він оснащений дистанційними...
Олива для змащування кристалізатора машин для безперервного лиття
Номер патенту: 75294
Опубліковано: 15.03.2006
Автори: Оверко Тетяна Олександрівна, Гаврюшенко Раїса Іванівна, Сергієв Сергій Леонідович, Сергієва Оксана Валеріївна, Шапошник Олександр Васильович, Печенкіна Олена Володимирівна, Стахурський Олександр Дмитрович, Котляр Євдокія Єгорівна, Македонський Олег Олександрович
МПК: C10M 111/00, B22D 11/07
Мітки: змащування, кристалізатора, безперервного, лиття, машин, олива
Формула / Реферат:
Олива для змащування кристалізатора машин безперервного лиття, що містить ріпакову олію, яка відрізняється тим, що додатково містить високоочищену мінеральну оливу з кінематичною в'язкістю при 40 °С 50-70 мм2/с та високомолекулярний поліізобутилен з молекулярною масою 10000-30000 при такому співвідношенні компонентів, мас. %: ріпакова олія 20,0-50,0 високомолекулярний полімер з молекулярною ...
Попередній патент: Спосіб одержання пігментного діоксиду титану рутильної модифікації
Наступний патент: Запобіжна муфта
Випадковий патент: Протипухлинний феромагнітний нанокомпозит