Комбінований спосіб фінішної обробки отворів надтвердими матеріалами
Номер патенту: 77970
Опубліковано: 11.03.2013
Автори: Білявський Леонід Альфонсович, Білявський Максим Леонідович, Трищ Роман Михайлович

Формула / Реферат
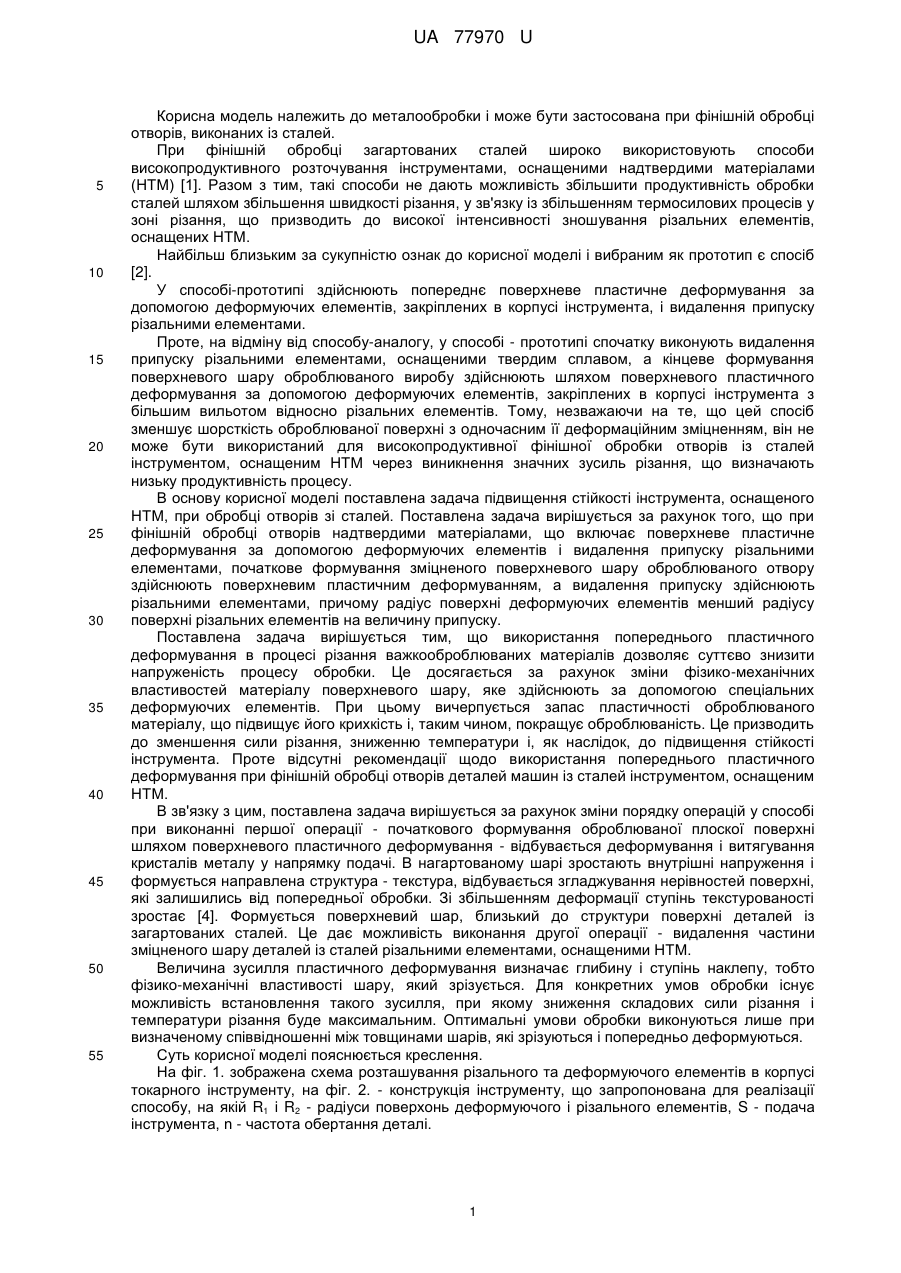
Комбінований спосіб фінішної обробки отворів надтвердими матеріалами, що включає поверхневе пластичне деформування за допомогою деформуючих елементів і видалення припуску різальними елементами, який відрізняється тим, що виконують початкове зміцнення поверхневого шару оброблюваного отвору пластичним деформуванням, а видалення припуску здійснюють різальними елементами, причому радіус поверхні деформуючих елементів менший радіусу поверхні різальних елементів на величину припуску.
Текст
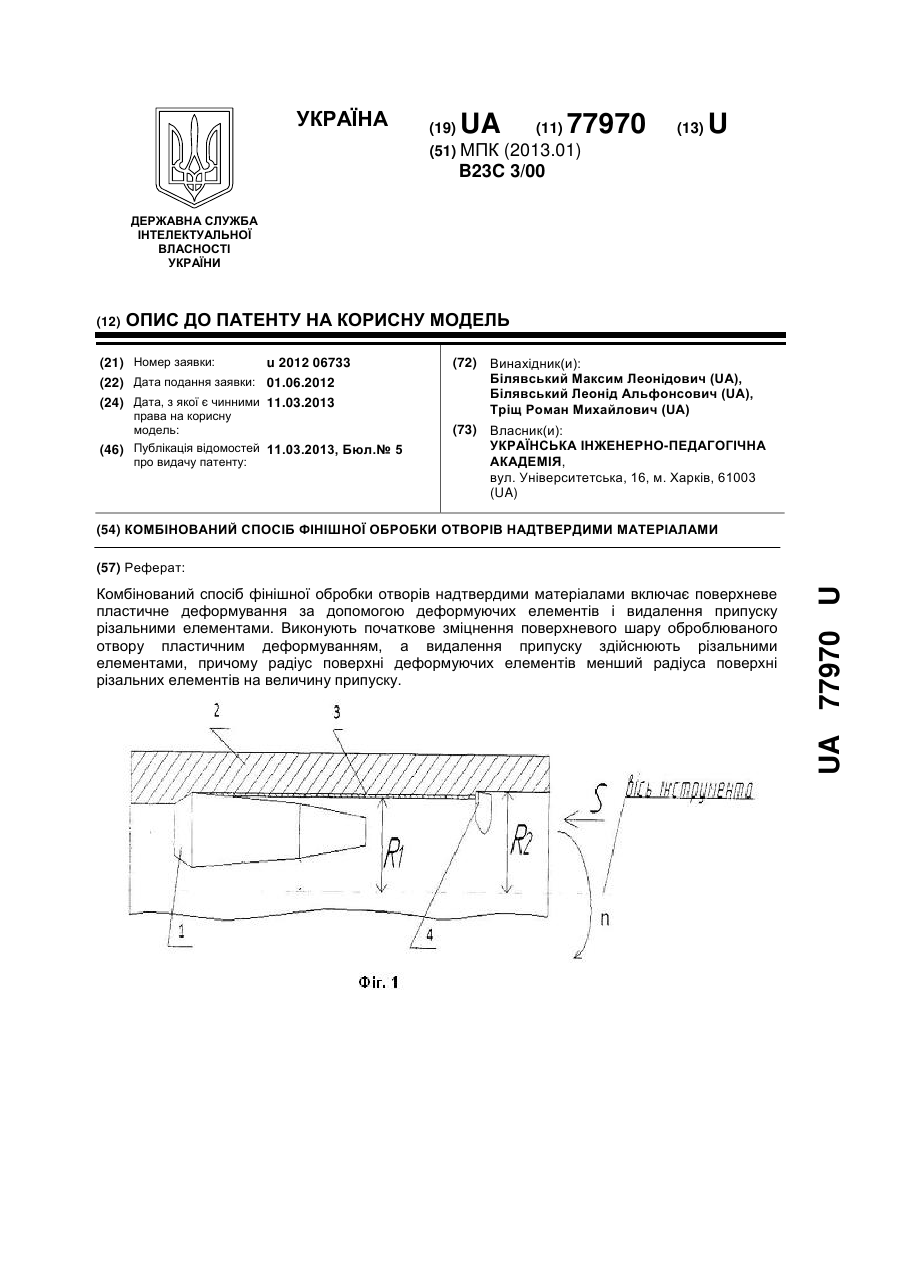
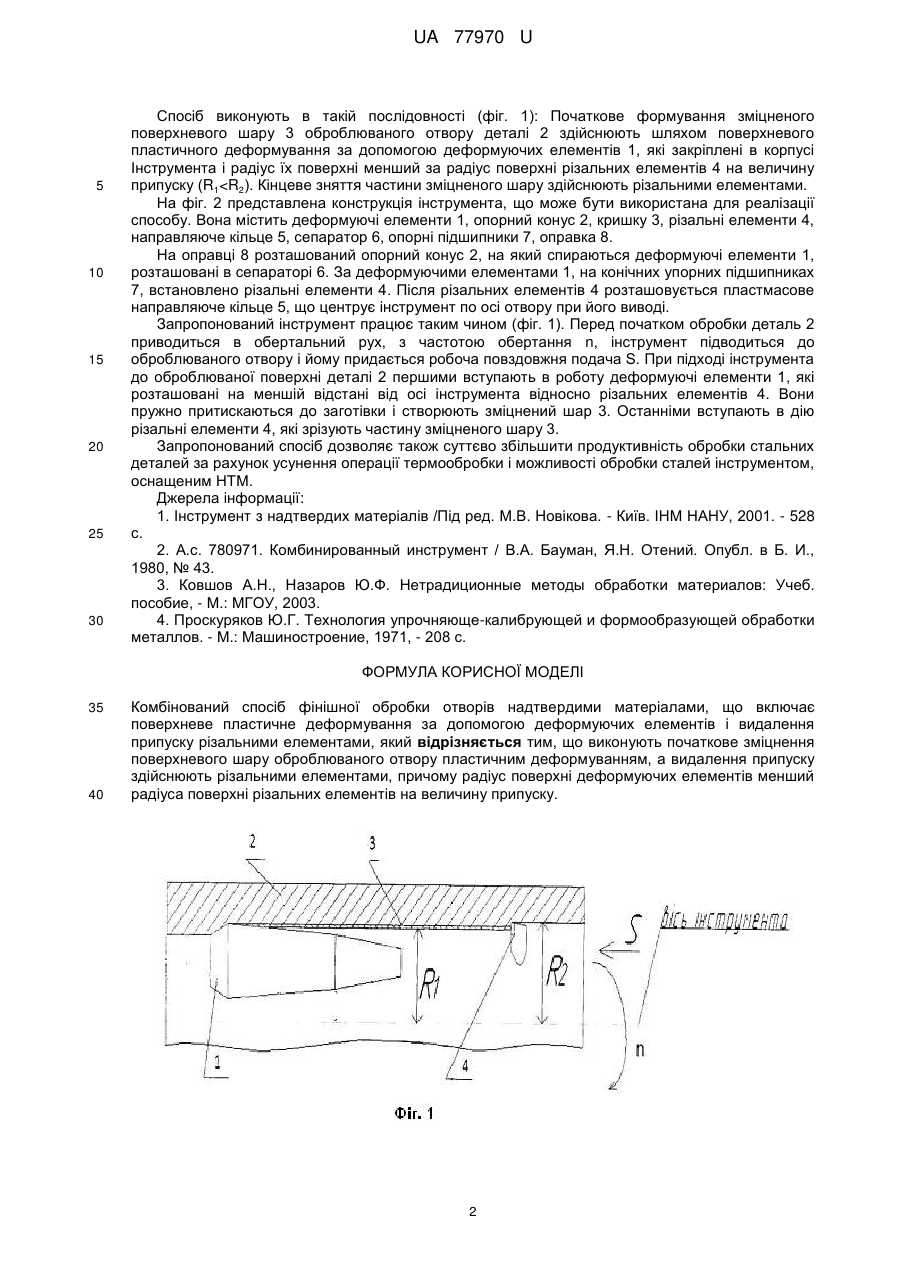
Реферат: UA 77970 U UA 77970 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металообробки і може бути застосована при фінішній обробці отворів, виконаних із сталей. При фінішній обробці загартованих сталей широко використовують способи високопродуктивного розточування інструментами, оснащеними надтвердими матеріалами (НТМ) [1]. Разом з тим, такі способи не дають можливість збільшити продуктивність обробки сталей шляхом збільшення швидкості різання, у зв'язку із збільшенням термосилових процесів у зоні різання, що призводить до високої інтенсивності зношування різальних елементів, оснащених НТМ. Найбільш близьким за сукупністю ознак до корисної моделі і вибраним як прототип є спосіб [2]. У способі-прототипі здійснюють попереднє поверхневе пластичне деформування за допомогою деформуючих елементів, закріплених в корпусі інструмента, і видалення припуску різальними елементами. Проте, на відміну від способу-аналогу, у способі - прототипі спочатку виконують видалення припуску різальними елементами, оснащеними твердим сплавом, а кінцеве формування поверхневого шару оброблюваного виробу здійснюють шляхом поверхневого пластичного деформування за допомогою деформуючих елементів, закріплених в корпусі інструмента з більшим вильотом відносно різальних елементів. Тому, незважаючи на те, що цей спосіб зменшує шорсткість оброблюваної поверхні з одночасним її деформаційним зміцненням, він не може бути використаний для високопродуктивної фінішної обробки отворів із сталей інструментом, оснащеним НТМ через виникнення значних зусиль різання, що визначають низьку продуктивність процесу. В основу корисної моделі поставлена задача підвищення стійкості інструмента, оснащеного НТМ, при обробці отворів зі сталей. Поставлена задача вирішується за рахунок того, що при фінішній обробці отворів надтвердими матеріалами, що включає поверхневе пластичне деформування за допомогою деформуючих елементів і видалення припуску різальними елементами, початкове формування зміцненого поверхневого шару оброблюваного отвору здійснюють поверхневим пластичним деформуванням, а видалення припуску здійснюють різальними елементами, причому радіус поверхні деформуючих елементів менший радіусу поверхні різальних елементів на величину припуску. Поставлена задача вирішується тим, що використання попереднього пластичного деформування в процесі різання важкооброблюваних матеріалів дозволяє суттєво знизити напруженість процесу обробки. Це досягається за рахунок зміни фізико-механічних властивостей матеріалу поверхневого шару, яке здійснюють за допомогою спеціальних деформуючих елементів. При цьому вичерпується запас пластичності оброблюваного матеріалу, що підвищує його крихкість і, таким чином, покращує оброблюваність. Це призводить до зменшення сили різання, зниженню температури і, як наслідок, до підвищення стійкості інструмента. Проте відсутні рекомендації щодо використання попереднього пластичного деформування при фінішній обробці отворів деталей машин із сталей інструментом, оснащеним НТМ. В зв'язку з цим, поставлена задача вирішується за рахунок зміни порядку операцій у способі при виконанні першої операції - початкового формування оброблюваної плоскої поверхні шляхом поверхневого пластичного деформування - відбувається деформування і витягування кристалів металу у напрямку подачі. В нагартованому шарі зростають внутрішні напруження і формується направлена структура - текстура, відбувається згладжування нерівностей поверхні, які залишились від попередньої обробки. Зі збільшенням деформації ступінь текстурованості зростає [4]. Формується поверхневий шар, близький до структури поверхні деталей із загартованих сталей. Це дає можливість виконання другої операції - видалення частини зміцненого шару деталей із сталей різальними елементами, оснащеними НТМ. Величина зусилля пластичного деформування визначає глибину і ступінь наклепу, тобто фізико-механічні властивості шару, який зрізується. Для конкретних умов обробки існує можливість встановлення такого зусилля, при якому зниження складових сили різання і температури різання буде максимальним. Оптимальні умови обробки виконуються лише при визначеному співвідношенні між товщинами шарів, які зрізуються і попередньо деформуються. Суть корисної моделі пояснюється креслення. На фіг. 1. зображена схема розташування різального та деформуючого елементів в корпусі токарного інструменту, на фіг. 2. - конструкція інструменту, щозапропонована для реалізації способу, на якій R1 і R2 - радіуси поверхонь деформуючого і різального елементів, S - подача інструмента, n - частота обертання деталі. 1 UA 77970 U 5 10 15 20 25 30 Спосіб виконують в такій послідовності (фіг. 1): Початкове формування зміцненого поверхневого шару 3 оброблюваного отвору деталі 2 здійснюють шляхом поверхневого пластичного деформування за допомогою деформуючих елементів 1, які закріплені в корпусі Інструмента і радіус їх поверхні менший за радіус поверхні різальних елементів 4 на величину припуску (R1
ДивитисяДодаткова інформація
Назва патенту англійськоюCombined method of finishing holes by superhard materials
Автори англійськоюBiliavskyi Maksym Leonidovych, Biliavskyi Leonid Alfonsovych, Trisch Roman Mykhailovych
Назва патенту російськоюКомбинированный способ финишной обработки отверстий сверхтвердыми материалами
Автори російськоюБелявский Максим Леонидович, Белявский Леонид Альфонсович, Трищ Роман Михайлович
МПК / Мітки
МПК: B23C 3/00
Мітки: комбінований, фінішної, отворів, матеріалами, обробки, спосіб, надтвердими
Код посилання
<a href="https://ua.patents.su/5-77970-kombinovanijj-sposib-finishno-obrobki-otvoriv-nadtverdimi-materialami.html" target="_blank" rel="follow" title="База патентів України">Комбінований спосіб фінішної обробки отворів надтвердими матеріалами</a>
Спосіб точіння деталей з незагартованих сталей різцями, оснащеними елементами з надтвердих матеріалів
Номер патенту: 95367
Опубліковано: 25.07.2011
Автори: Громовий Олексій Андрійович, Виговський Георгій Миколайович
МПК: B23B 1/00
Мітки: надтвердих, сталей, елементами, незагартованих, деталей, різцями, спосіб, оснащеними, матеріалів, точіння
Формула / Реферат:
Cпосіб точіння деталей з незагартованих сталей різцями, оснащеними елементами з надтвердих матеріалів, що включає поверхневе пластичне деформування за допомогою деформуючих елементів, пружно закріплених в різцетримачі, і видалення припуску різальними елементами, який відрізняється тим, що початкове формування нагартованого поверхневого шару оброблюваної зовнішньої циліндричної поверхні здійснюють шляхом поверхневого пластичного деформування,...
Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів
Номер патенту: 87360
Опубліковано: 10.07.2009
Автори: Громовий Олексій Андрійович, Білявський Максим Леонідович, Виговський Георгій Миколайович
МПК: B23C 3/00
Мітки: плоского, незагартованих, фрезами, оснащеними, надтвердих, сталей, елементами, торцевими, матеріалів, спосіб, фрезерування, деталей
Формула / Реферат:
Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів, що включає поверхневе пластичне деформування за допомогою деформуючих елементів, пружно закріплених в корпусі фрези, і видалення припуску різальними елементами, який відрізняється тим, що початкове формування нагартованого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування,...
Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів
Номер патенту: 77356
Опубліковано: 11.02.2013
Автори: Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Мельник Олена Олексіївна
МПК: B21D 37/16, B21D 37/18, B21D 28/36, B21D 28/24
Мітки: обробки, прецизійної, фінішної, обертання, високолегованих, деталей, оздоблювальної, отворів, композитів, спосіб
Формула / Реферат:
Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів, який здійснюють дрібнозернистими абразивними інструментами з карбіду кремнію зеленого на гліфталевій зв'язці при інтенсивній подачі у зону обробки мастильно-охолоджуючих речовин, оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним кругом при його обертанні навколо осі, паралельної...
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів
Номер патенту: 70069
Опубліковано: 25.05.2012
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: B24B 31/112, B24B 5/06, G11B 5/127, B24B 37/02
Мітки: обробки, деталей, отворів, спосіб, високолегованих, поверхонь, матеріалів, композитних, фінішної
Формула / Реферат:
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна
МПК: B24B 5/06, B24B 37/02, B24B 31/112
Мітки: спосіб, деталей, магнітно-абразивної, циліндричних, обробки, фінішної, поверхонь, високолегованих, композитів, отворів
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Контактний вузол хвостового з’єднання робочої лопатки парової турбіни
Наступний патент: Концентратор біологічної і космічної енергії “кільце”
Випадковий патент: Протишоковий пневматичний пристрій