Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів
Номер патенту: 87360
Опубліковано: 10.07.2009
Автори: Виговський Георгій Миколайович, Білявський Максим Леонідович, Громовий Олексій Андрійович
Формула / Реферат
Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів, що включає поверхневе пластичне деформування за допомогою деформуючих елементів, пружно закріплених в корпусі фрези, і видалення припуску різальними елементами, який відрізняється тим, що початкове формування нагартованого поверхневого шару оброблюваної поверхні здійснюють шляхом поверхневого пластичного деформування, причому деформуючі елементи розташовані в радіальному напрямку на більшій відстані від осі фрези відносно різальних елементів, а кінцеве зняття частини зміцненого шару здійснюють різальними елементами, розташованими в радіальному напрямку на меншій відстані від осі фрези відносно деформуючих елементів.
Текст
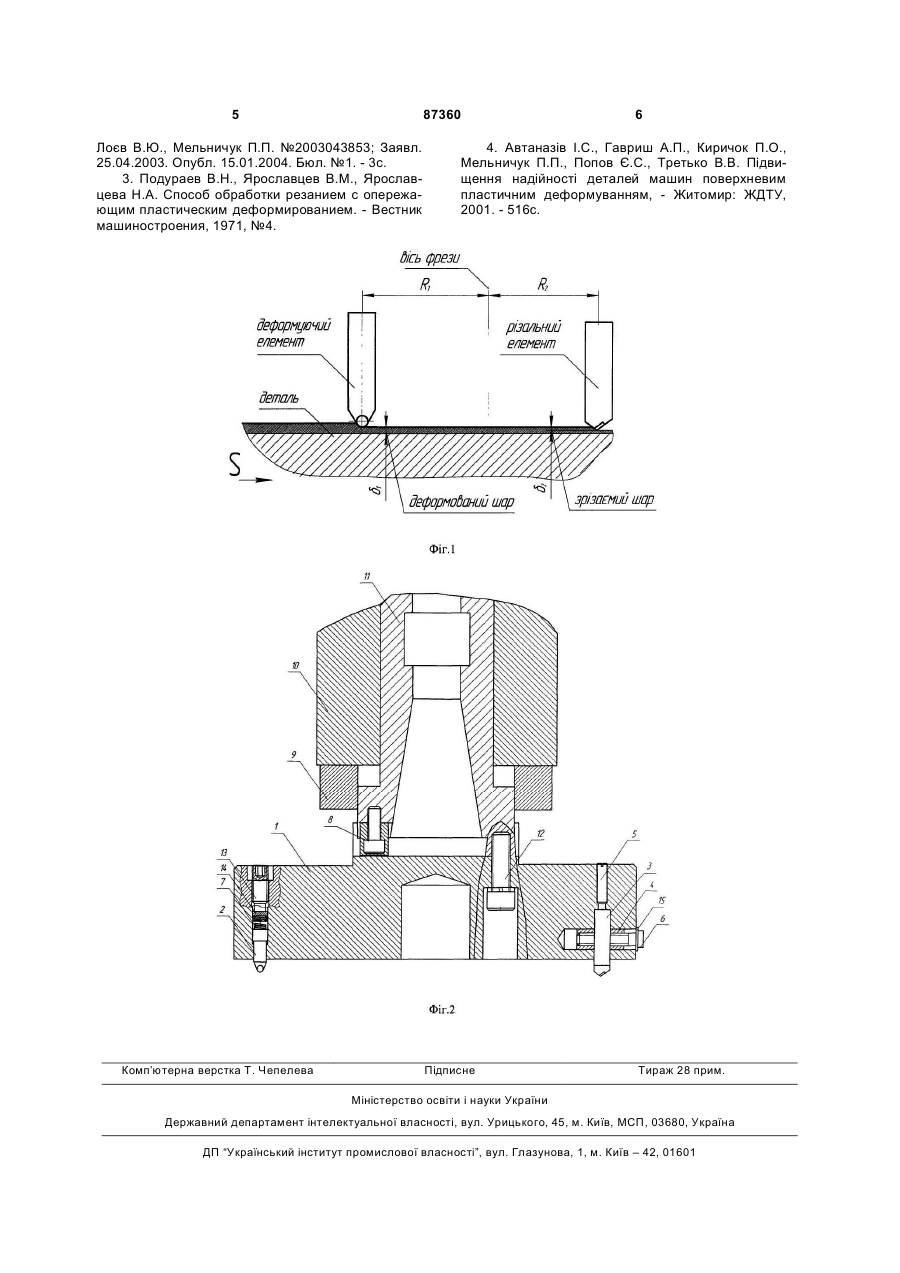
Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів, що 3 Відомо [3], що використання випереджаючого пластичного деформування (нагартування) в процесі різання важкооброблюваних матеріалів дозволяє суттєво знизити напруженість процесу обробки. Це досягається за рахунок зміни фізикомеханічних властивостей матеріалу поверхневого шару, яке здійснюють за допомогою спеціальних деформуючих елементів. При цьому вичерпується запас пластичності оброблюваного матеріалу, що підвищує його крихкість і, таким чином, покращує оброблюваність. Це призводить до зменшення сили різання, зниженню температури і, як наслідок, до підвищення стійкості інструмента. Проте відсутні рекомендації щодо використання випереджаючого пластичного деформування при торцевому фрезеруванні плоских поверхонь деталей машин із незагартованих сталей. В зв'язку з цим, поставлена задача вирішується тим, що за рахунок зміни порядку операцій у способі-винаході при виконанні першої операції початкового формування оброблюваної плоскої поверхні шляхом поверхневого пластичного деформування - відбувається деформування і витягування кристалів металу у напрямку подачі. В нагартованому шарі зростають внутрішні напруження і формується направлена структура - текстура, відбувається згладжування нерівностей поверхні, які залишились від попередньої обробки. Зі збільшенням деформації ступінь текстурованості зростає [4]. Формується поверхневий шар, близький до структури поверхні деталей із загартованих сталей. Це дає можливість виконання другої операції видалення частини зміцненого шару деталей із незагартованих сталей різальними елементами з НТМ. Використання НТМ дозволяє зменшити сили різання і, як наслідок, зменшити інтенсивність зношування різальних інструментів, що суттєво підвищує стійкість різального інструмента, оснащеного НТМ. Крім того, запропонований спосіб дозволяє також суттєво збільшити продуктивність обробки стальних деталей за рахунок усунення операції термообробки і можливості обробки незагартованих сталей інструментом, оснащеним з елементами НТМ. Величина зусилля пластичного деформування визначає глибину і ступінь наклепу, тобто фізикомеханічні властивості шару, який зрізується. Для конкретних умов обробки існує можливість встановлення такого зусилля, при якому зниження складових сили різання і температури різання буде найбільшим. Оптимальні умови обробки виконуються лише при визначеному співвідношенні між товщинами шарів, які зрізуються і попередньо деформуються. Суть винаходу пояснюється кресленнями. - Фіг.1. Схема розташування різальних та деформуючих елементів в корпусі торцевої фрези. - Фіг.2. Конструкція торцевої фрези, що запропонована для реалізації способу-винаходу. На Фіг.1 зображено схему розташування деформуючих та різальних елементів під час обробки плоскої поверхні деталі торцевою фрезою, на 87360 4 якій R1 і R2 - радіуси розташування деформуючих і різальних елементів; δ1 і δ2 – глибина зміцненого шару деформуючими елементами і глибина різання різальними елементами. Спосіб виконують в такій послідовності: 1. Початкове формування нагартованого поверхневого шару оброблюваної плоскої поверхні здійснюють шляхом поверхневого пластичного деформування за допомогою деформуючих елементів, які пружно закріплені в корпусі фрези і розташовані в радіальному напрямку на більшій відстані від осі фрези (R1>R2) відносно різальних елементів. 2. Кінцеве зняття частини зміцненого шару (δ2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of deck milling components made of unhardenedsteels by face-milling cutters equipped with elements from superhard materials
Автори англійськоюVyhovskyi Heorhii Mykolaiovych, Hromovyi Oleksii Andriiovych, Biliavskyi Maksym Leonidovych
Назва патенту російськоюСпособ плоского фрезерования деталей из незакаленных сталей торцевыми фрезами, оснащенными элементами из сверхтвердых материалов
Автори російськоюВыговский Георгий Николаевич, Громовой Алексей Андреевич, Белявский Максим Леонидович
МПК / Мітки
МПК: B23C 3/00
Мітки: елементами, плоского, оснащеними, матеріалів, деталей, торцевими, спосіб, незагартованих, фрезами, фрезерування, сталей, надтвердих
Код посилання
<a href="https://ua.patents.su/3-87360-sposib-ploskogo-frezeruvannya-detalejj-z-nezagartovanikh-stalejj-torcevimi-frezami-osnashhenimi-elementami-z-nadtverdikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб плоского фрезерування деталей з незагартованих сталей торцевими фрезами, оснащеними елементами з надтвердих матеріалів</a>
Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 63517
Опубліковано: 15.01.2004
Автори: Виговський Георгій Миколайович, Лоєв Володимир Юхимович, Мельничук Петро Петрович
МПК: B23C 3/00
Мітки: фрезами, плоского, торцевими, спосіб, фрезерування
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, згідно з яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 84478
Опубліковано: 27.10.2008
Автори: Мельничук Петро Петрович, Лоєв Володимир Юхимович, Салогуб Євген Вікторович
МПК: B23C 3/00
Мітки: плоского, торцевими, спосіб, фрезами, фрезерування
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, за яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно нерухомо закріплених чорнових різальних елементів і рухаються за...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Мельничук Петро Петрович, Лоєв Володимир Юхимович, Громовий Олексій Андрійович, Виговський Георгій Миколайович
МПК: B23C 3/00
Мітки: фрезами, фрезерування, плоского, торцевими, спосіб
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з...
Спосіб обробки деталей із сталей, легованих тугоплавкими нітридоутворюючими елементами
Номер патенту: 19094
Опубліковано: 25.12.1997
Автори: Окара Сергій Володимирович, Османов Володимир Абібулаєвич, Лисенко Олександр Леонідович, Крижановський Михайло Вікторович, Будюк Едуард Димитрович, Пархоменко Володимир Димитрович
МПК: C23C 8/24
Мітки: тугоплавкими, елементами, сталей, обробки, нітридоутворюючими, легованих, спосіб, деталей
Формула / Реферат:
Способ обработки деталей из сталей, легированных тугоплавкими нитридообразующими элементами, включающий обработку поверхности азотсодержащей плазмой со среднемассовой температурой струи 6000-10000 ((отличающийся тем, что обработку проводят плазменной струей азота с добавлением 2-10 об.% водорода или 3-15 об.% аммиака при скорости истечения плазменной струи 500-1500 м/с, температуре нагрева поверхностного слоя выше 1200 К, но ниже температуры...
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Гусєв Дмітрій Івановіч, Бойко Владімір Фйодоровіч, Полухін Владімір Пєтровіч, Полухін Пйотр Івановіч, Колосов Александр Фйодоровіч, Брінза Вячєслав Владіміровіч, Воронцов Вячєслав Константіновіч
МПК: B21B 1/38
Мітки: отримання, прокату, сплавів, спосіб, малопластичних, плоского, сталей
Формула / Реферат:
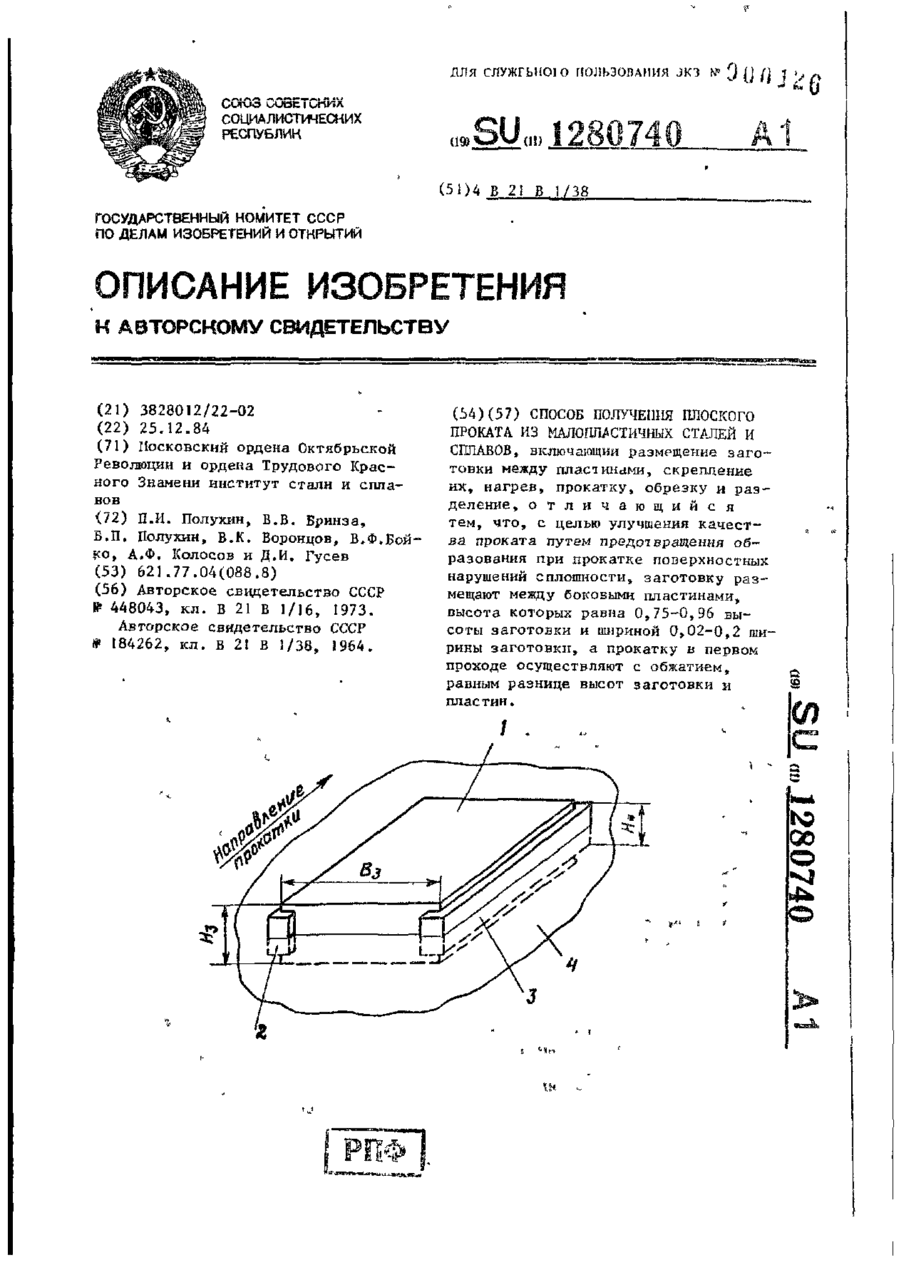
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Попередній патент: Спосіб керування форсованим включенням електромагніта виконавчого пристрою і пристрій для його здійснення
Наступний патент: Калій n-(9-флуореніліден)-n’-м-анісогідразонат, який виявляє протитуберкульозну дію
Випадковий патент: Спосіб визначення дисфункції печінки в ранньому та віддаленому післяопераційному періодах