Головка для автоматичного зварювання
Номер патенту: 78339
Опубліковано: 11.03.2013
Автори: Гоцюк Віктор Андрійович, Авраменко Віталій Антонович, Марчук Олексій Миколайович, Дьомін Юрій Миколайович, Іткін Олександр Феліксович, Зукін Олександр Мусійович, Лук'яненко Василь Петрович, Гольденберг Анатолій Менделевич
Формула / Реферат
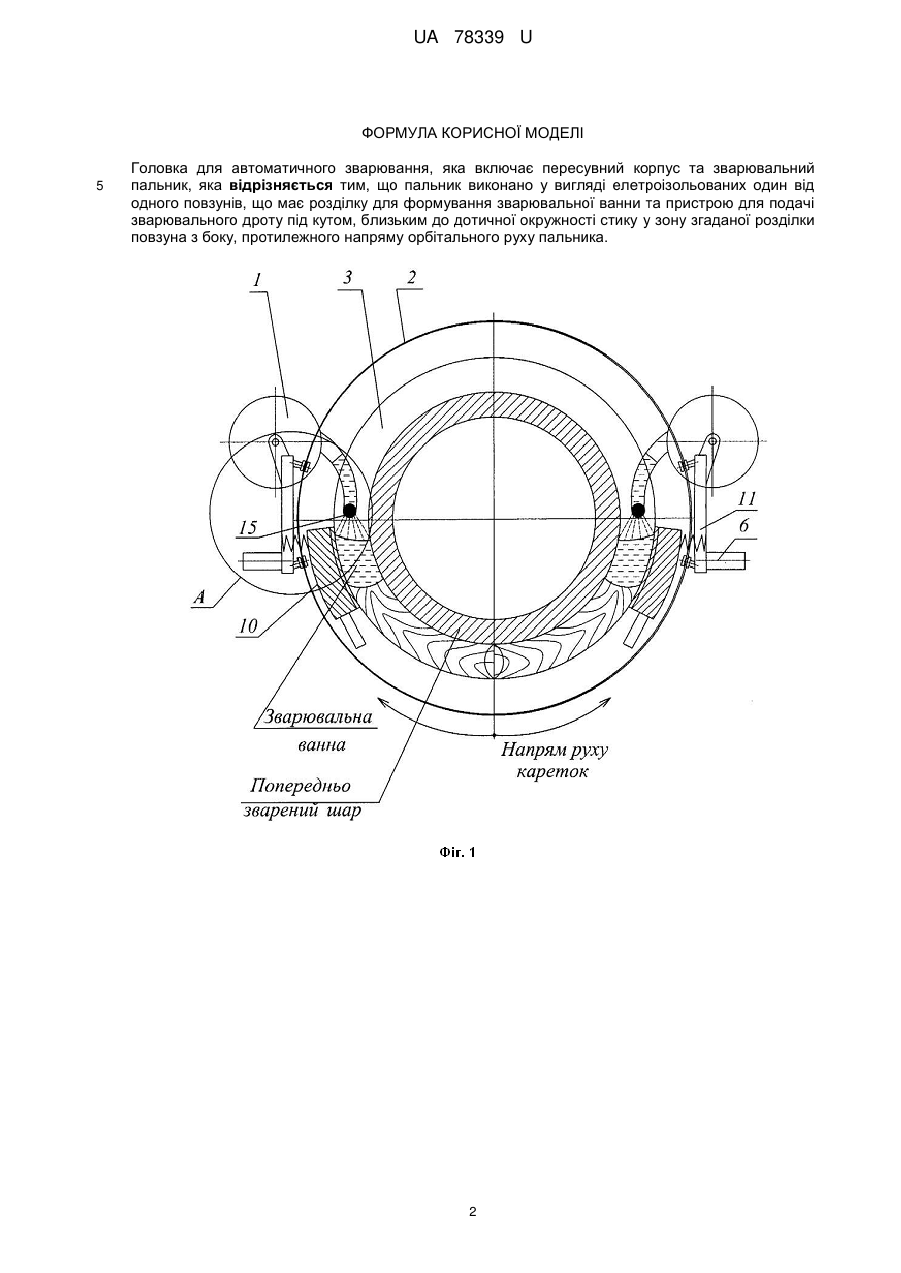
Головка для автоматичного зварювання, яка включає пересувний корпус та зварювальний пальник, яка відрізняється тим, що пальник виконано у вигляді елетроізольованих один від одного повзунів, що має розділку для формування зварювальної ванни та пристрою для подачі зварювального дроту під кутом, близьким до дотичної окружності стику у зону згаданої розділки повзуна з боку, протилежного напряму орбітального руху пальника.
Текст
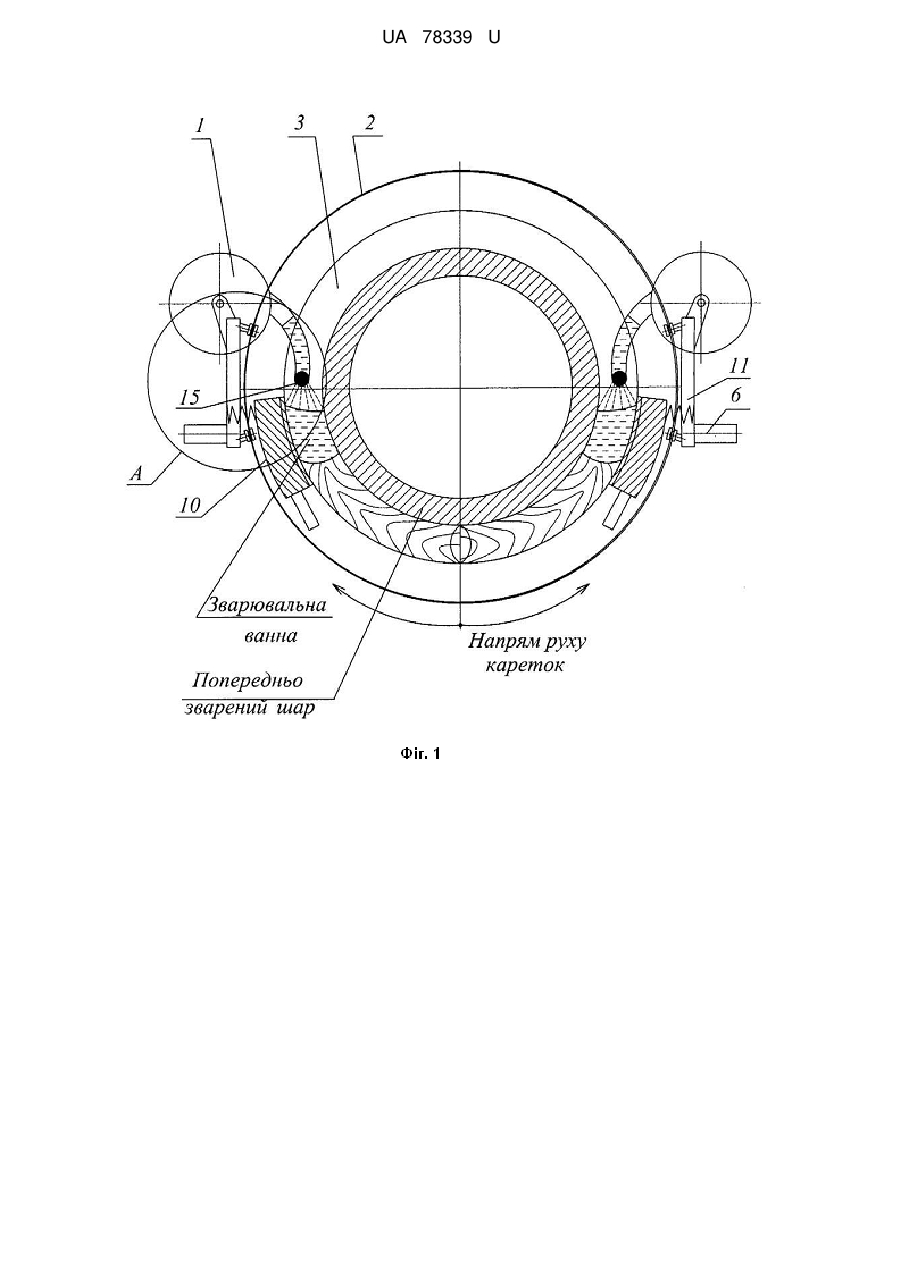
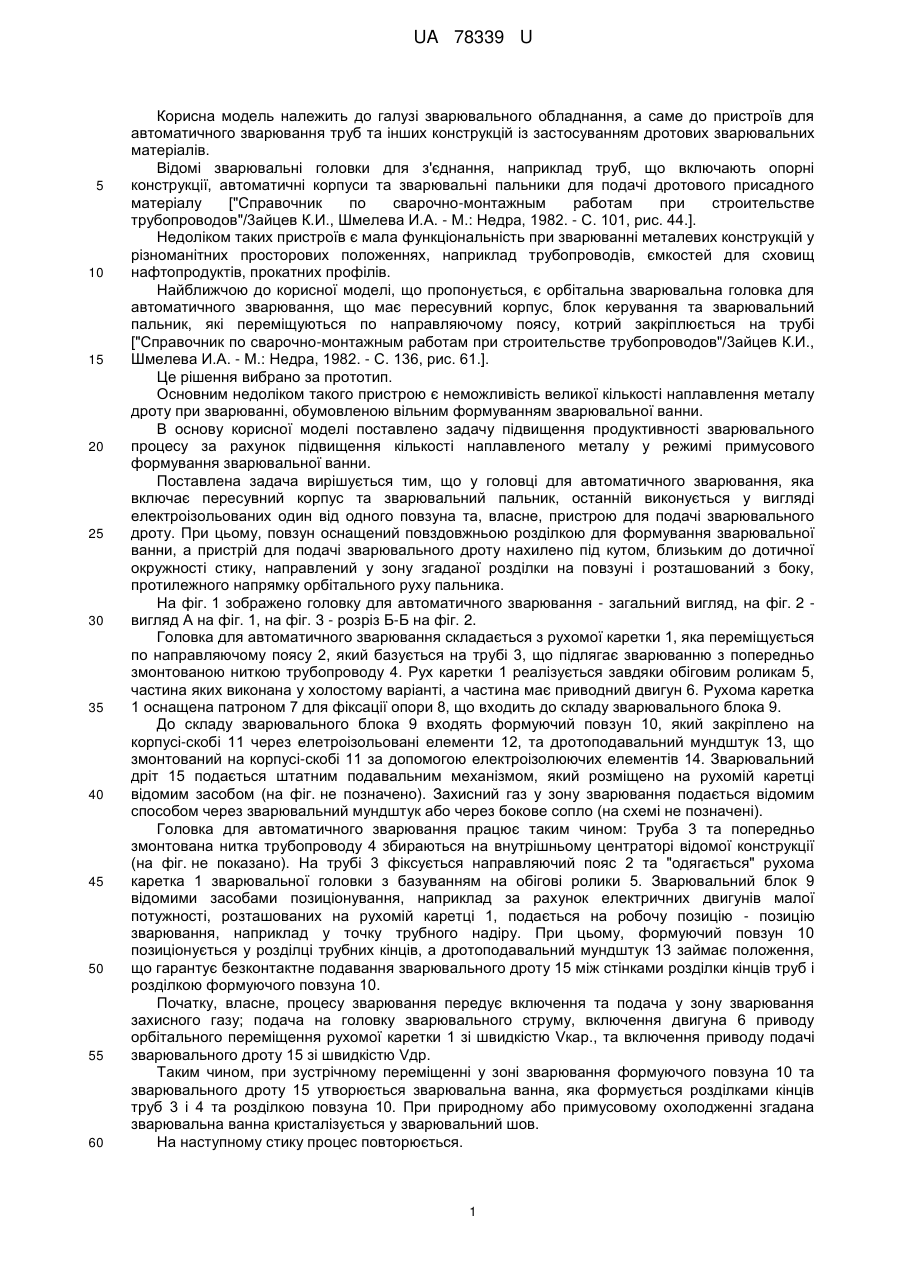
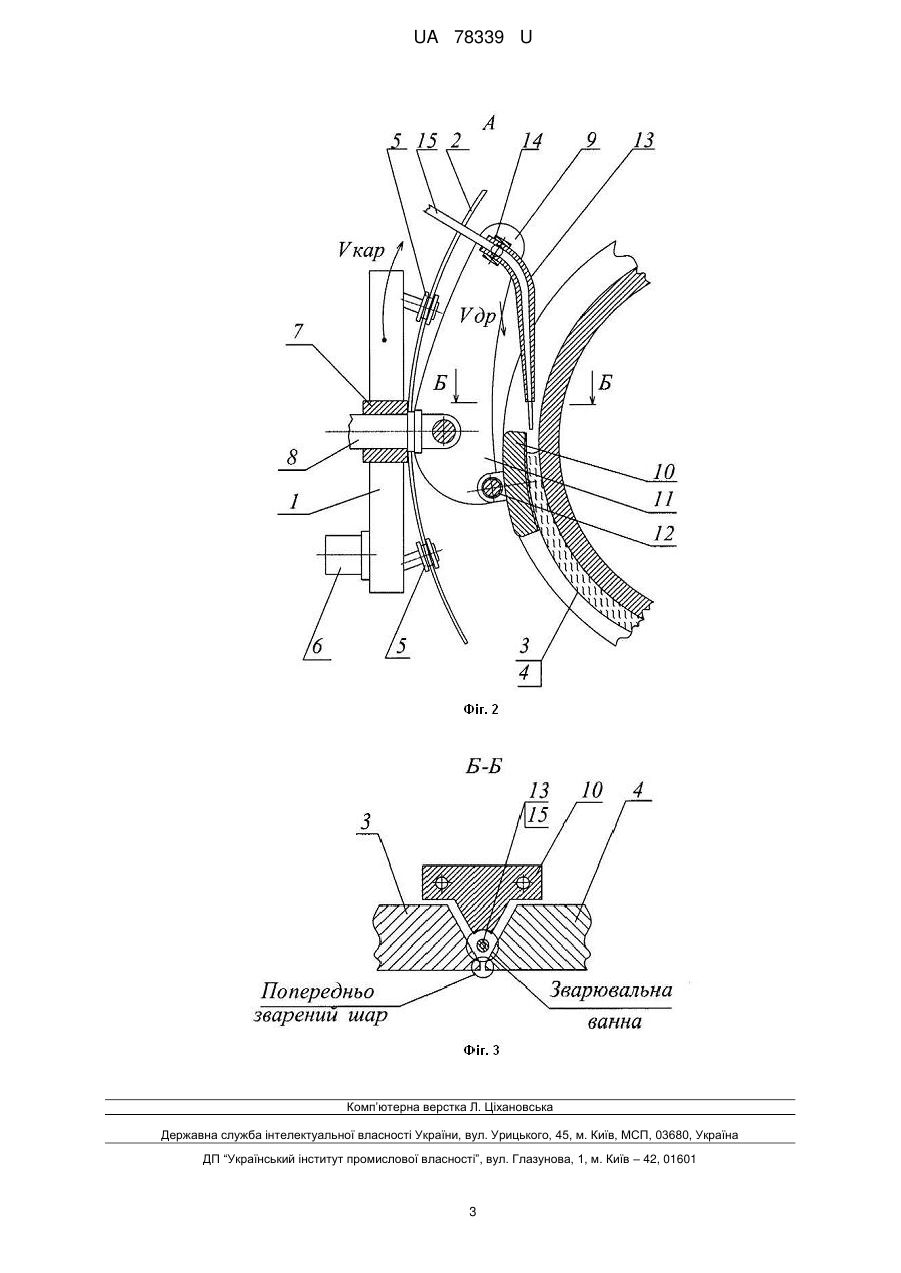
Реферат: Головка для автоматичного зварювання включає пересувний корпус та зварювальний пальник. Пальник виконано у вигляді елетроізольованих один від одного повзунів, що має розділку для формування зварювальної ванни та пристрою для подачі зварювального дроту під кутом, близьким до дотичної окружності стику у зону згаданої розділки повзуна з боку, протилежного напряму орбітального руху пальника. UA 78339 U (12) UA 78339 U UA 78339 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювального обладнання, а саме до пристроїв для автоматичного зварювання труб та інших конструкцій із застосуванням дротових зварювальних матеріалів. Відомі зварювальні головки для з'єднання, наприклад труб, що включають опорні конструкції, автоматичні корпуси та зварювальні пальники для подачі дротового присадного матеріалу ["Справочник по сварочно-монтажным работам при строительстве трубопроводов"/3айцев К.И., Шмелева И.А. - М.: Недра, 1982. - С. 101, рис. 44.]. Недоліком таких пристроїв є мала функціональність при зварюванні металевих конструкцій у різноманітних просторових положеннях, наприклад трубопроводів, ємкостей для сховищ нафтопродуктів, прокатних профілів. Найближчою до корисної моделі, що пропонується, є орбітальна зварювальна головка для автоматичного зварювання, що має пересувний корпус, блок керування та зварювальний пальник, які переміщуються по направляючому поясу, котрий закріплюється на трубі ["Справочник по сварочно-монтажным работам при строительстве трубопроводов"/3айцев К.И., Шмелева И.А. - М.: Недра, 1982. - С. 136, рис. 61.]. Це рішення вибрано за прототип. Основним недоліком такого пристрою є неможливість великої кількості наплавлення металу дроту при зварюванні, обумовленою вільним формуванням зварювальної ванни. В основу корисної моделі поставлено задачу підвищення продуктивності зварювального процесу за рахунок підвищення кількості наплавленого металу у режимі примусового формування зварювальної ванни. Поставлена задача вирішується тим, що у головці для автоматичного зварювання, яка включає пересувний корпус та зварювальний пальник, останній виконується у вигляді електроізольованих один від одного повзуна та, власне, пристрою для подачі зварювального дроту. При цьому, повзун оснащений повздовжньою розділкою для формування зварювальної ванни, а пристрій для подачі зварювального дроту нахилено під кутом, близьким до дотичної окружності стику, направлений у зону згаданої розділки на повзуні і розташований з боку, протилежного напрямку орбітального руху пальника. На фіг. 1 зображено головку для автоматичного зварювання - загальний вигляд, на фіг. 2 вигляд А на фіг. 1, на фіг. 3 - розріз Б-Б на фіг. 2. Головка для автоматичного зварювання складається з рухомої каретки 1, яка переміщується по направляючому поясу 2, який базується на трубі 3, що підлягає зварюванню з попередньо змонтованою ниткою трубопроводу 4. Рух каретки 1 реалізується завдяки обіговим роликам 5, частина яких виконана у холостому варіанті, а частина має приводний двигун 6. Рухома каретка 1 оснащена патроном 7 для фіксації опори 8, що входить до складу зварювального блока 9. До складу зварювального блока 9 входять формуючий повзун 10, який закріплено на корпусі-скобі 11 через елетроізольовані елементи 12, та дротоподавальний мундштук 13, що змонтований на корпусі-скобі 11 за допомогою електроізолюючих елементів 14. Зварювальний дріт 15 подається штатним подавальним механізмом, який розміщено на рухомій каретці відомим засобом (на фіг. не позначено). Захисний газ у зону зварювання подається відомим способом через зварювальний мундштук або через бокове сопло (на схемі не позначені). Головка для автоматичного зварювання працює таким чином: Труба 3 та попередньо змонтована нитка трубопроводу 4 збираються на внутрішньому центраторі відомої конструкції (на фіг. не показано). На трубі 3 фіксується направляючий пояс 2 та "одягається" рухома каретка 1 зварювальної головки з базуванням на обігові ролики 5. Зварювальний блок 9 відомими засобами позиціонування, наприклад за рахунок електричних двигунів малої потужності, розташованих на рухомій каретці 1, подається на робочу позицію - позицію зварювання, наприклад у точку трубного надіру. При цьому, формуючий повзун 10 позиціонується у розділці трубних кінців, а дротоподавальний мундштук 13 займає положення, що гарантує безконтактне подавання зварювального дроту 15 між стінками розділки кінців труб і розділкою формуючого повзуна 10. Початку, власне, процесу зварювання передує включення та подача у зону зварювання захисного газу; подача на головку зварювального струму, включення двигуна 6 приводу орбітального переміщення рухомої каретки 1 зі швидкістю Vкар., та включення приводу подачі зварювального дроту 15 зі швидкістю Vдр. Таким чином, при зустрічному переміщенні у зоні зварювання формуючого повзуна 10 та зварювального дроту 15 утворюється зварювальна ванна, яка формується розділками кінців труб 3 і 4 та розділкою повзуна 10. При природному або примусовому охолодженні згадана зварювальна ванна кристалізується у зварювальний шов. На наступному стику процес повторюється. 1 UA 78339 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Головка для автоматичного зварювання, яка включає пересувний корпус та зварювальний пальник, яка відрізняється тим, що пальник виконано у вигляді елетроізольованих один від одного повзунів, що має розділку для формування зварювальної ванни та пристрою для подачі зварювального дроту під кутом, близьким до дотичної окружності стику у зону згаданої розділки повзуна з боку, протилежного напряму орбітального руху пальника. 2 UA 78339 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic welding head
Автори англійськоюItkin Oleksandr Feliksovych, Diomin Yurii Mykolaiovych, Avramenko Vitalii Antonovych, Holdenberh Anatolii Mendelevych, Zukin Oleksandr Musiiovych, Hotsiuk Viktor Andriiovych, Lukianenko Vasyl Petrovych, Marchuk Oleksii Mykolaiovych
Назва патенту російськоюГоловка для автоматической сварки
Автори російськоюИткин Александр Феликсович, Демин Юрий Николаевич, Авраменко Виталий Антонович, Гольденберг Анатолий Менделевич, Зукин Александр Моисеевич, Гоцюк Виктор Андреевич, Лукьяненко Василий Петрович, Марчук Алексей Николаевич
МПК / Мітки
МПК: B23K 9/00
Мітки: головка, зварювання, автоматичного
Код посилання
<a href="https://ua.patents.su/5-78339-golovka-dlya-avtomatichnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Головка для автоматичного зварювання</a>
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей
Номер патенту: 4230
Опубліковано: 17.01.2005
Автори: Бичкова Наталія Володимирівна, Алімов Валерій Іванович, Штихно Алла Петрівна
МПК: B23K 35/00
Мітки: зварювання, автоматичного, зварювальний, флюсом, низьколегованих, дріт, сталей
Формула / Реферат:
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей, переважно підвищеного рівня міцності і холодостійкості, що містить залізо, вуглець, марганець, кремній, нікель, молібден, сірку і фосфор, який відрізняється тим, що він додатково містить суміш ніобію і ванадію, бору і азоту при наступному співвідношенні компонентів, мас. %: вуглець 0,03-0,11 марганець ...
Пристрій для зварювання неповоротних стиків
Номер патенту: 74658
Опубліковано: 16.01.2006
Автори: Золотаренко Віктор Кузьмич, Сверчков Сергій Михайлович, Діденко Федір Михайлович, Мартиненко Борис Іванович, Кондратенко Віктор Григорович
МПК: B23K 9/12, B23K 37/02
Мітки: неповоротних, стиків, зварювання, пристрій
Формула / Реферат:
Пристрій для зварювання неповоротних стиків, який містить планшайбу, зварювальний пальник та автономний механізм подачі присадного дроту, який відрізняється тим, що додатково включає розміщені на планшайбі протяжну головку та спеціальний жолоб, які забезпечують прецизійну подачу дроту у зону зварювання, при цьому механізм подачі присадного дроту містить касету з дротом, електродвигун з порожнистим валом та гнучкий порожнистий вал, з'єднаний з...
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Нічєпоренко Олександр Васильович, Сендецький Євгеній Миколайович
МПК: B23K 11/10, B21F 27/00, B23K 11/00
Мітки: точкового, зварювання, контактного, спосіб
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Пристрій для автоматичного зварювання
Номер патенту: 77875
Опубліковано: 15.01.2007
Автори: Масловець Юрій Миколайович, Приходько Володимир Іванович, Хоренко Дмитро Петрович, Самогородський Олександр Степанович, Високолян Микола Васильович, Масловець Олександр Миколайович
МПК: B23K 37/02
Мітки: автоматичного, пристрій, зварювання
Формула / Реферат:
Пристрій для автоматичного зварювання, який містить несучу конструкцію із приводом поступального переміщення, з опорними й фіксуючими роликами, механізм притиску й орієнтації зварювальних пальників на стики елементів, що зварюють, механізм корегування положення зварювальних пальників відносно зварного шва, який відрізняється тим, що несуча конструкція виконана у вигляді самохідного, по напрямних складального стенда, порталу, із...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: автоматичного, електродугового, зварювання, спосіб, труб, обсадних
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Попередній патент: Плаваюча димова шашка
Наступний патент: Упаковка з можливістю групування
Випадковий патент: Електромагнітна система формування керуючих моментів космічного апарата