Спосіб візуалізації процесу охолодження екструдованого матеріалу
Номер патенту: 78567
Опубліковано: 25.03.2013
Автори: Вознюк В'ячеслав Тарасович, Мікульонок Ігор Олегович

Формула / Реферат
Спосіб візуалізації процесу охолодження екструдованого матеріалу, за якого вимірюють значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, наприклад труби, перетворюють виміряні сигнали на цифрові коди, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора, який відрізняється тим, що додатково, на основі математичного опису процесу охолодження екструдованого матеріалу й виміряних значень, у режимі реального часу обчислюють розподіл температури по товщині екструдованого матеріалу й довжині зони охолодження, і відповідне зображення синтезують на панелі оператора.
Текст
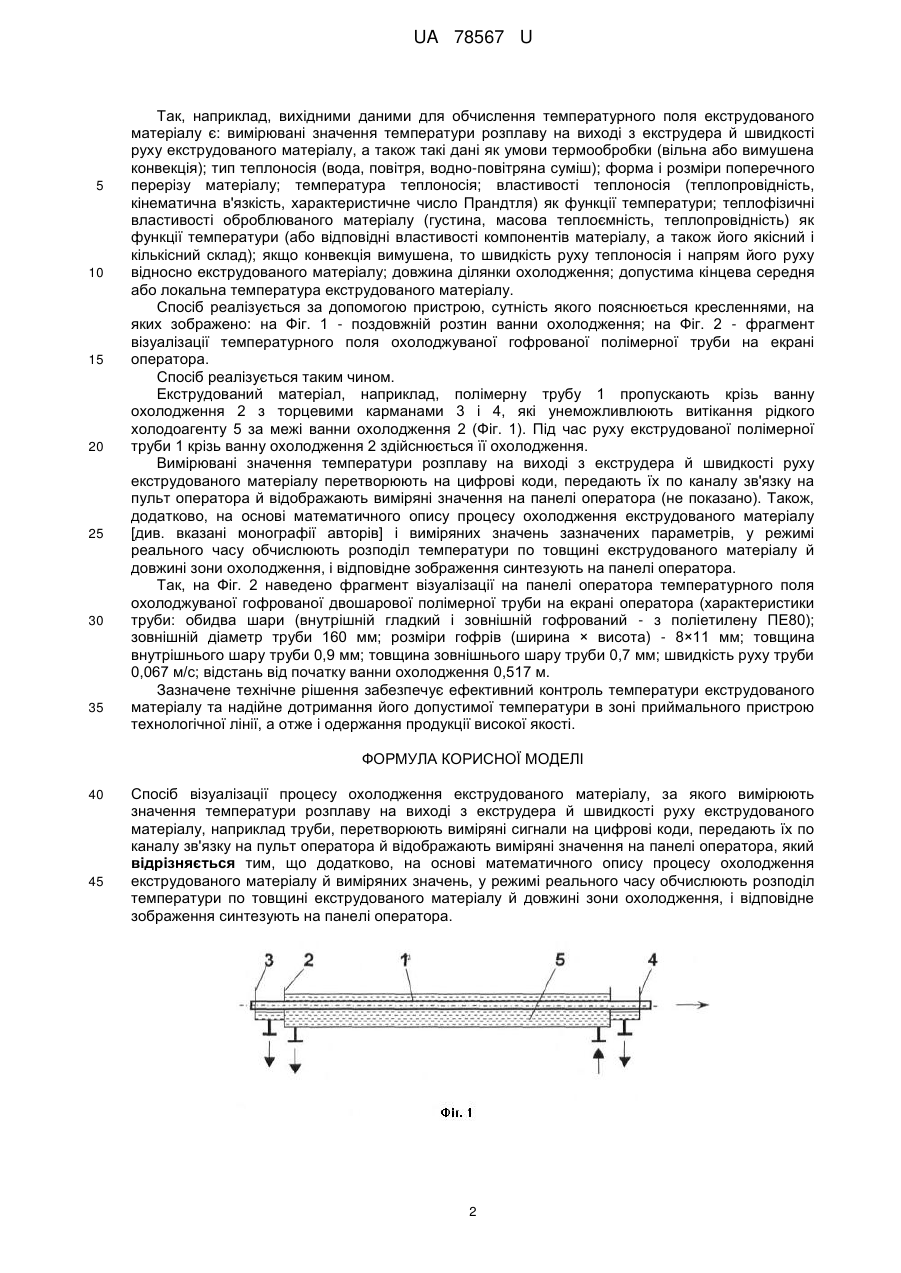
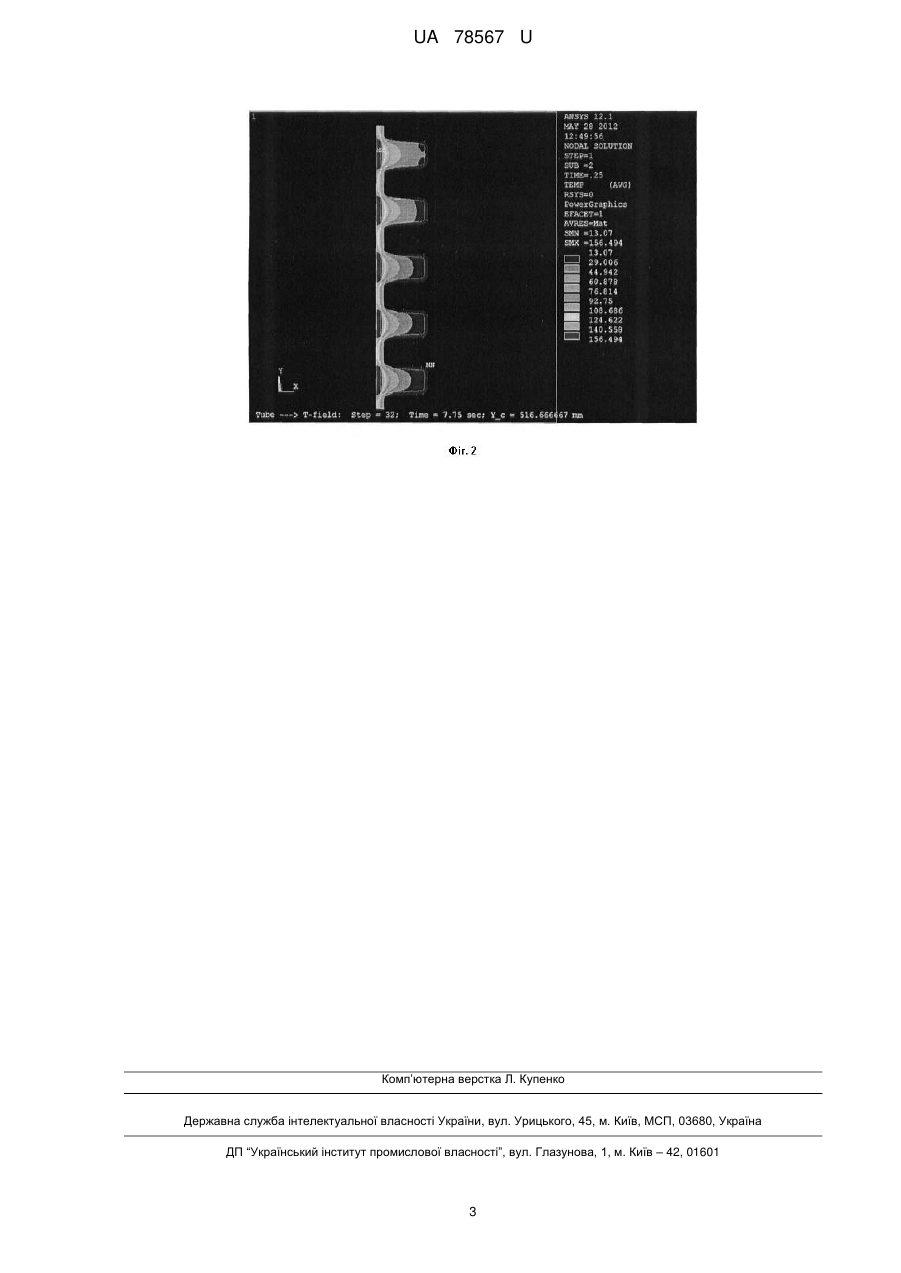
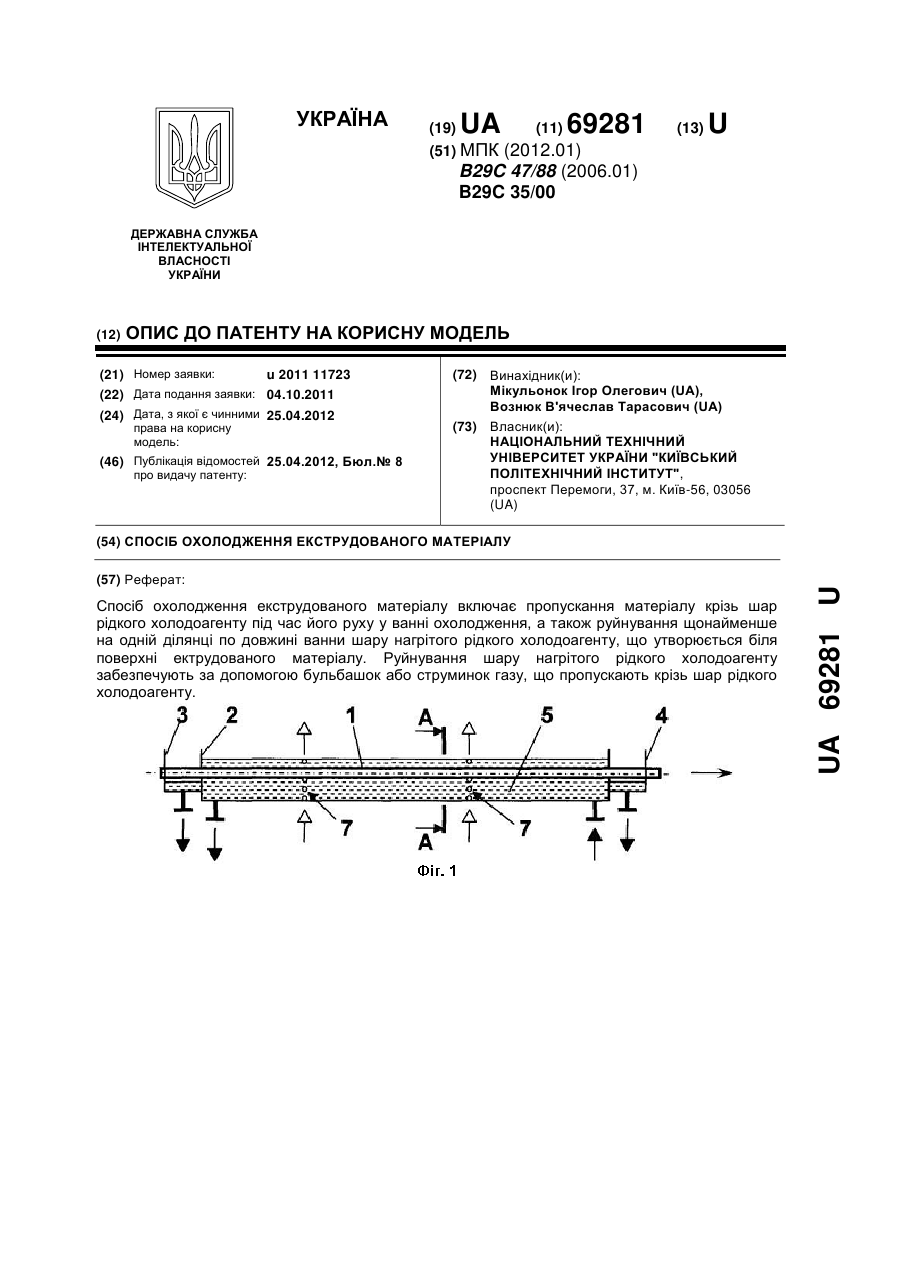
Реферат: Спосіб візуалізації процесу охолодження екструдованого матеріалу, в якому вимірюють значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, перетворюють виміряні сигнали на цифрові коди, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора. При цьому додатково, на основі математичного опису процесу охолодження екструдованого матеріалу й виміряних значень, у режимі реального часу обчислюють розподіл температури по товщині екструдованого матеріалу й довжині зони охолодження, і відповідне зображення синтезують на панелі оператора. UA 78567 U (54) СПОСІБ ВІЗУАЛІЗАЦІЇ ПРОЦЕСУ ОХОЛОДЖЕННЯ ЕКСТРУДОВАНОГО МАТЕРІАЛУ UA 78567 U UA 78567 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до полімерпереробного обладнання, зокрема до способів охолодження суцільних і порожнистих безперервних і погонних матеріалів, одержуваних екструзією, наприклад, полімерних труб, стренг і профілів різного поперечного перерізу. Під час виробництва екструдованих виробів обмеженою стадією їх технології є процес охолодження від температури формування до температури в зоні приймального пристрою (тобто на "холодному" кінці лінії). Крім того, інтенсивність охолодження істотно впливає на якісні характеристики екструдованих виробів, зокрема їх форму і міцнісні параметри. Тому контроль температури по товщині екструдованого виробу та його довжині є достатньо актуальним завданням для одержання продукції високої якості. Так, відомий спосіб візуалізації процесу охолодження екструдованого матеріалу, за якого вимірюють значення температури поверхні екструдованого матеріалу, наприклад труби, по його довжині, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора [Лукач Ю.Е., Доброногова С.И., Ружинская Л.И. Алгоритм расчета устройств для термообработки изделий из термопластов: учеб. пособ. - К.: КПИ, 1984. - С. 8]. Зазначений спосіб дає змогу ефективно контролювати температуру зовнішньої поверхні екструдованого матеріалу, проте цей спосіб не дає можливості контролювати температуру по його товщині, що в разі значної товщини екструдованого матеріалу та/або складної форми його поперечного перерізу може призвести до передчасного закінчення охолодження, подальшого перерозподілу температури між внутрішніми й зовнішніми шарами екструдованого матеріалу та отримання продукції низької якості. Найбільш близьким за технічною сутністю до пропонованого технічного рішення є спосіб візуалізації процесу охолодження екструдованого матеріалу, за якого вимірюють значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, наприклад труби, а також значення температури поверхні екструдованого матеріалу, перетворюють виміряні сигнали на цифрові коди, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора [Раувендааль К. Экструзия полимеров. - СПб.: Профессия, 2006. - С. 125-127]. Порівняно з аналогом, що розглянуто, цей спосіб дає змогу додатково контролювати температуру розплаву перед його формуванням у екструдований виріб, а отже більш широкі можливості для вчасного реагування оператора або системи керування на зміну температурного режиму процесу перероблення. Проте цьому способу в цілому притаманний той самий недолік, що і першому аналогу. В основу корисної моделі поставлено задачу вдосконалити спосіб візуалізації процесу охолодження екструдованого матеріалу, у якому забезпечується ефективний контроль температури екструдованого матеріалу як по його товщині, так і по його довжині, а отже, і надійний контроль процесу охолодження екструдованого матеріалу по всій довжині ділянки охолодження технологічної лінії. Поставлена задача вирішується тим, що в способі візуалізації роботи системи охолодження екструзійної лінії, за якого вимірюють значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, наприклад труби, перетворюють виміряні сигнали на цифрові коди, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора, згідно з пропонованою корисною моделлю новим є те, що додатково на основі математичного опису процесу охолодження екструдованого матеріалу й виміряних значень у режимі реального часу обчислюють розподіл температури по товщині екструдованого матеріалу й довжині зони охолодження, і відповідне зображення синтезують на панелі оператора. Числове моделювання процесу охолодження екструдованого матеріалу різного поперечного перерізу розроблено авторами і докладно розглянуто в монографіях: Мікульонок І.О. Обладнання і процеси переробки термопластичних матеріалів з використанням вторинної сировини. - К.: ІВЦ "Видавництво "Політехніка»", 2009.-265 с., а також Вознюк В.Т., Мікульонок І.О. Інтенсифікація процесу виготовлення екструдованих полімерних труб. - К.: НТУУ "КПІ", 2012.-144 с. У зазначених монографіях розглянуто математичне моделювання температурного поля екструдованих матеріалів різного поперечного перерізу за умови мінімальних вихідних даних, що дає змогу наочно візуалізувати роботу системи охолодження екструзійної лінії, а точніше зміну температури екструдованого матеріалу по його товщині і довжині. У разі перевищення допустимого середнього або локального значення температури на "холодному" кінці лінії (в зоні приймального пристрою) стає можливим ефективно впливати на процес охолодження з метою зниження зазначеної температури до допустимого значення. 1 UA 78567 U 5 10 15 20 25 30 35 Так, наприклад, вихідними даними для обчислення температурного поля екструдованого матеріалу є: вимірювані значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, а також такі дані як умови термообробки (вільна або вимушена конвекція); тип теплоносія (вода, повітря, водно-повітряна суміш); форма і розміри поперечного перерізу матеріалу; температура теплоносія; властивості теплоносія (теплопровідність, кінематична в'язкість, характеристичне число Прандтля) як функції температури; теплофізичні властивості оброблюваного матеріалу (густина, масова теплоємність, теплопровідність) як функції температури (або відповідні властивості компонентів матеріалу, а також його якісний і кількісний склад); якщо конвекція вимушена, то швидкість руху теплоносія і напрям його руху відносно екструдованого матеріалу; довжина ділянки охолодження; допустима кінцева середня або локальна температура екструдованого матеріалу. Спосіб реалізується за допомогою пристрою, сутність якого пояснюється кресленнями, на яких зображено: на Фіг. 1 - поздовжній розтин ванни охолодження; на Фіг. 2 - фрагмент візуалізації температурного поля охолоджуваної гофрованої полімерної труби на екрані оператора. Спосіб реалізується таким чином. Екструдований матеріал, наприклад, полімерну трубу 1 пропускають крізь ванну охолодження 2 з торцевими карманами 3 і 4, які унеможливлюють витікання рідкого холодоагенту 5 за межі ванни охолодження 2 (Фіг. 1). Під час руху екструдованої полімерної труби 1 крізь ванну охолодження 2 здійснюється її охолодження. Вимірювані значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу перетворюють на цифрові коди, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора (не показано). Також, додатково, на основі математичного опису процесу охолодження екструдованого матеріалу [див. вказані монографії авторів] і виміряних значень зазначених параметрів, у режимі реального часу обчислюють розподіл температури по товщині екструдованого матеріалу й довжині зони охолодження, і відповідне зображення синтезують на панелі оператора. Так, на Фіг. 2 наведено фрагмент візуалізації на панелі оператора температурного поля охолоджуваної гофрованої двошарової полімерної труби на екрані оператора (характеристики труби: обидва шари (внутрішній гладкий і зовнішній гофрований - з поліетилену ПЕ80); зовнішній діаметр труби 160 мм; розміри гофрів (ширина × висота) - 8×11 мм; товщина внутрішнього шару труби 0,9 мм; товщина зовнішнього шару труби 0,7 мм; швидкість руху труби 0,067 м/с; відстань від початку ванни охолодження 0,517 м. Зазначене технічне рішення забезпечує ефективний контроль температури екструдованого матеріалу та надійне дотримання його допустимої температури в зоні приймального пристрою технологічної лінії, а отже і одержання продукції високої якості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб візуалізації процесу охолодження екструдованого матеріалу, за якого вимірюють значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, наприклад труби, перетворюють виміряні сигнали на цифрові коди, передають їх по каналу зв'язку на пульт оператора й відображають виміряні значення на панелі оператора, який відрізняється тим, що додатково, на основі математичного опису процесу охолодження екструдованого матеріалу й виміряних значень, у режимі реального часу обчислюють розподіл температури по товщині екструдованого матеріалу й довжині зони охолодження, і відповідне зображення синтезують на панелі оператора. 2 UA 78567 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for visualization of cooling process of extruded material
Автори англійськоюMikulionok Ihor Olehovych, Vozniuk Viacheslav Tarasovych
Назва патенту російськоюСпособ визуализации процесса охлаждения экструдированного материала
Автори російськоюМикуленок Игорь Олегович, Вознюк Вячеслав Тарасович
МПК / Мітки
МПК: B29C 35/00, B29C 47/88, C06F 5/00
Мітки: процесу, екструдованого, спосіб, візуалізації, матеріалу, охолодження
Код посилання
<a href="https://ua.patents.su/5-78567-sposib-vizualizaci-procesu-okholodzhennya-ekstrudovanogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб візуалізації процесу охолодження екструдованого матеріалу</a>
Спосіб охолодження екструдованого матеріалу
Номер патенту: 69281
Опубліковано: 25.04.2012
Автори: Вознюк В'ячеслав Тарасович, Мікульонок Ігор Олегович
МПК: B29C 47/88, B29C 35/00
Мітки: спосіб, охолодження, матеріалу, екструдованого
Формула / Реферат:
1. Спосіб охолодження екструдованого матеріалу, що включає пропускання матеріалу крізь шар рідкого холодоагенту під час його руху у ванні охолодження, а також руйнування щонайменше на одній ділянці по довжині ванни шару нагрітого рідкого холодоагенту, що утворюється біля поверхні ектрудованого матеріалу, який відрізняться тим, що руйнування шару нагрітого рідкого холодоагенту забезпечують за допомогою бульбашок або струминок газу, що...
Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу
Номер патенту: 82498
Опубліковано: 25.04.2008
Автори: Хенсгер Карл-Ернст, Плоциннік Уве, Плоциннік Крістіан
МПК: G05B 13/04, B21B 37/00, G05B 17/00, C21D 11/00
Мітки: охолодження, регулювання, процесом, металевого, установці, матеріалу, процесу, тиском, обробки, спосіб, термічної, керування
Формула / Реферат:
1. Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу, зокрема сталі або алюмінію, причому установка обладнана виконавчими елементами для регулювання певних робочих параметрів, і в основі способу керування лежить модель процесу, за якою після реєстрації характерних параметрів на основі розрахунку у режимі он-лайн визначають відповідні показники процесу...
Спосіб контролю агломераційного процесу конвеєрної агломераційної машини із зоною охолодження
Номер патенту: 14377
Опубліковано: 15.05.2006
Автори: Мотрошилов Олександр Юрійович, Безбородов Денис Леонідович, Сафонова Олена Костянтинівна, Саф'янц Сергій Матвійович, Попов Анатолій Леонідович
МПК: C22B 1/20
Мітки: спосіб, охолодження, зоною, машини, агломераційної, контролю, агломераційного, конвеєрної, процесу
Формула / Реферат:
Спосіб контролю агломераційного процесу конвеєрної агломераційної машини із зоною охолодження, що включає аналіз відхідних газів на вміст вуглекислого газу (СО2) у вакуум-камерах зони спікання шихти безпосередньо під спікальними візками та стабілізацію місця закінчення процесу спікання, який відрізняється тим, що вміст СО2 вимірюють на відрізку від чергової вакуум-камери, що розміщена безпосередньо після запального горна, до останньої...
Пристрій для охолодження стрічки скла, яка отримується за методом флоат-процесу
Номер патенту: 25990
Опубліковано: 27.08.2007
Автори: Зуділов Борис Вікторович, Борулько Віктор Іванович, Борулько Павло Вікторович
МПК: C03B 18/00
Мітки: отримується, методом, стрічки, скла, флоат-процесу, пристрій, охолодження, яка
Формула / Реферат:
Пристрій для охолодження стрічки скла, яка отримується за методом флоат-процесу, що розташований на виході з зони формування, складається з холодильника, який відрізняється тим, що холодильник виконаний у вигляді труби, по твірній якої розташовані отвори (сопла) для подачі струменя газу на поверхню стрічки скла.
Корм для тварин на основі екструдованого зерна ячменю
Номер патенту: 70100
Опубліковано: 25.05.2012
Автори: Грищенко Сергій Миколайович, Туринський Василь Михайлович, Платонова Наталія Петрівна, Ліхтер Микола Іванович, Засуха Юрій Васильович
МПК: A23K 1/14
Мітки: тварин, корм, зерна, екструдованого, основі, ячменю
Формула / Реферат:
Корм для тварин на основі екструдованого зерна ячменю, який відрізняється тим, що додатково містить натуральний сік люцерни у співвідношенні 2:1.
Попередній патент: Листова мішалка
Наступний патент: Пружне шпонкове з’єднання
Випадковий патент: Спосіб виготовлення терморезистора