Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті
Номер патенту: 78858
Опубліковано: 25.04.2007
Автори: Бурляй Ігор Юрійович, Зіненко Володимир Миколайович, Бурляй Юрій Ігорович, Тарасов Віктор Олексійович
Формула / Реферат
Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті, що містить абразивну пластину для правки дугоподібної шліфувальної поверхні шліфувального круга, пристрій обертання планшайби прецизійної шпиндельної опори, який відрізняється тим, що пристрій позиціонування абразивної пластини для правки дугоподібної шліфувальної поверхні шліфувального круга включає основу, виконану у вигляді прямокутного паралелепіпеда і жорстко за допомогою гвинтів встановлену на планшайбі прецизійної аеростатичної шпиндельної опори, до задньої стінки основи жорстко за допомогою гвинтів прикріплений кронштейн, на якому жорстко за допомогою гвинтів укріплений короб прямокутного перерізу, в коробі з можливістю переміщення в ньому встановлений рухомий елемент, виконаний у формі прямокутного паралелепіпеда, причому рухомий елемент виконаний з можливістю фіксації його на кронштейні шляхом його укручування за допомогою гвинтів в короб, в передньому торці рухомого елемента виконаний паз, в якому за допомогою гвинтів жорстко укріплена абразивна пластина для правки дугоподібної шліфувальної поверхні шліфувального круга, а пристрій обертання планшайби прецизійної аеростатичної шпиндельної опори включає черв'ячну передачу, ведене колесо якої встановлене на хвостовику вала прецизійної аеростатичної шпиндельної опори, а її ведуче колесо кінематично через редуктор зв'язане з електромотором, вимикач "увімк.-вимк.", перемикач "пряме-реверс", причому вимикач "увімк.-вимк." зв'язаний з перемикачем "пряме-реверс", а перемикач "пряме-реверс" зв'язаний з електромотором.
Текст
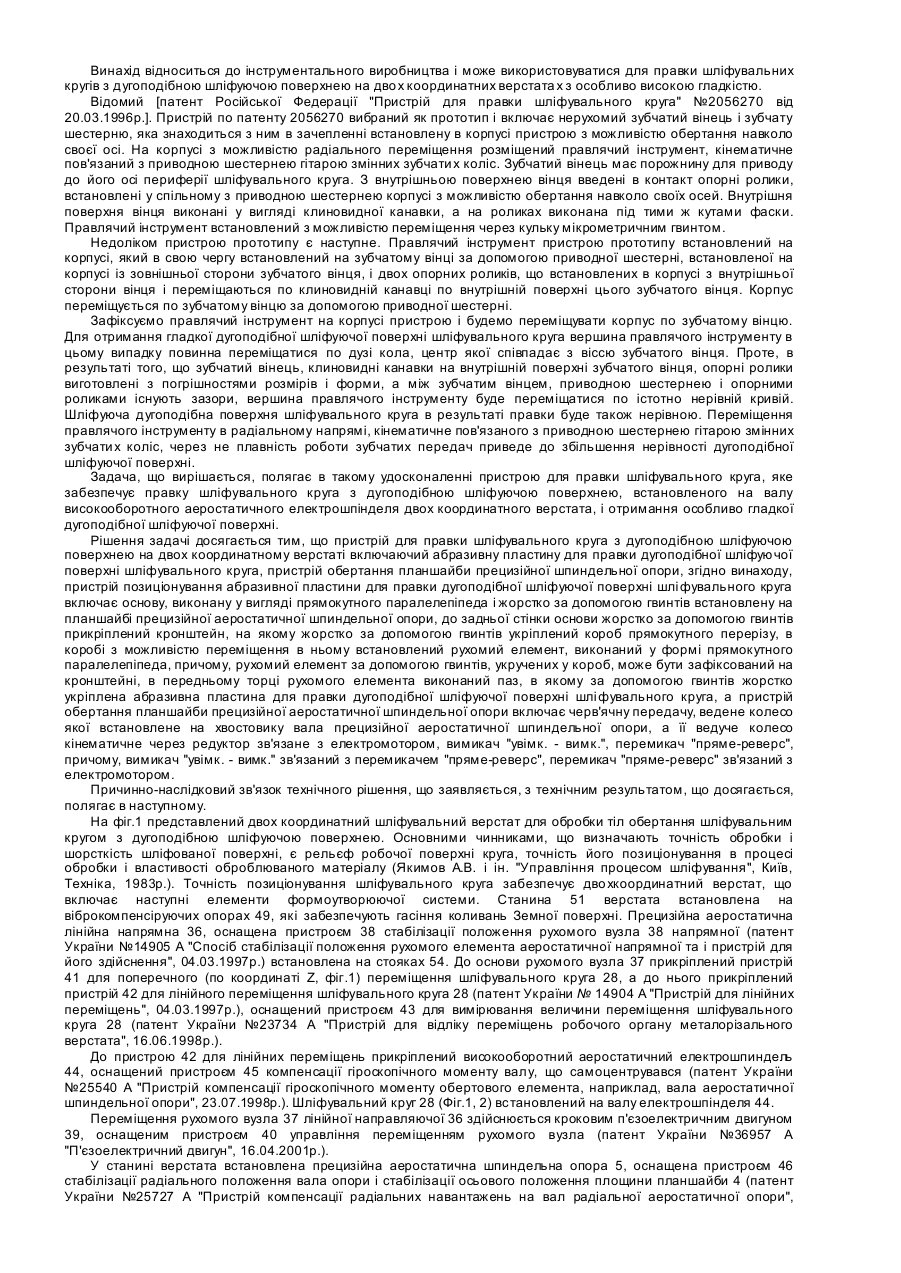
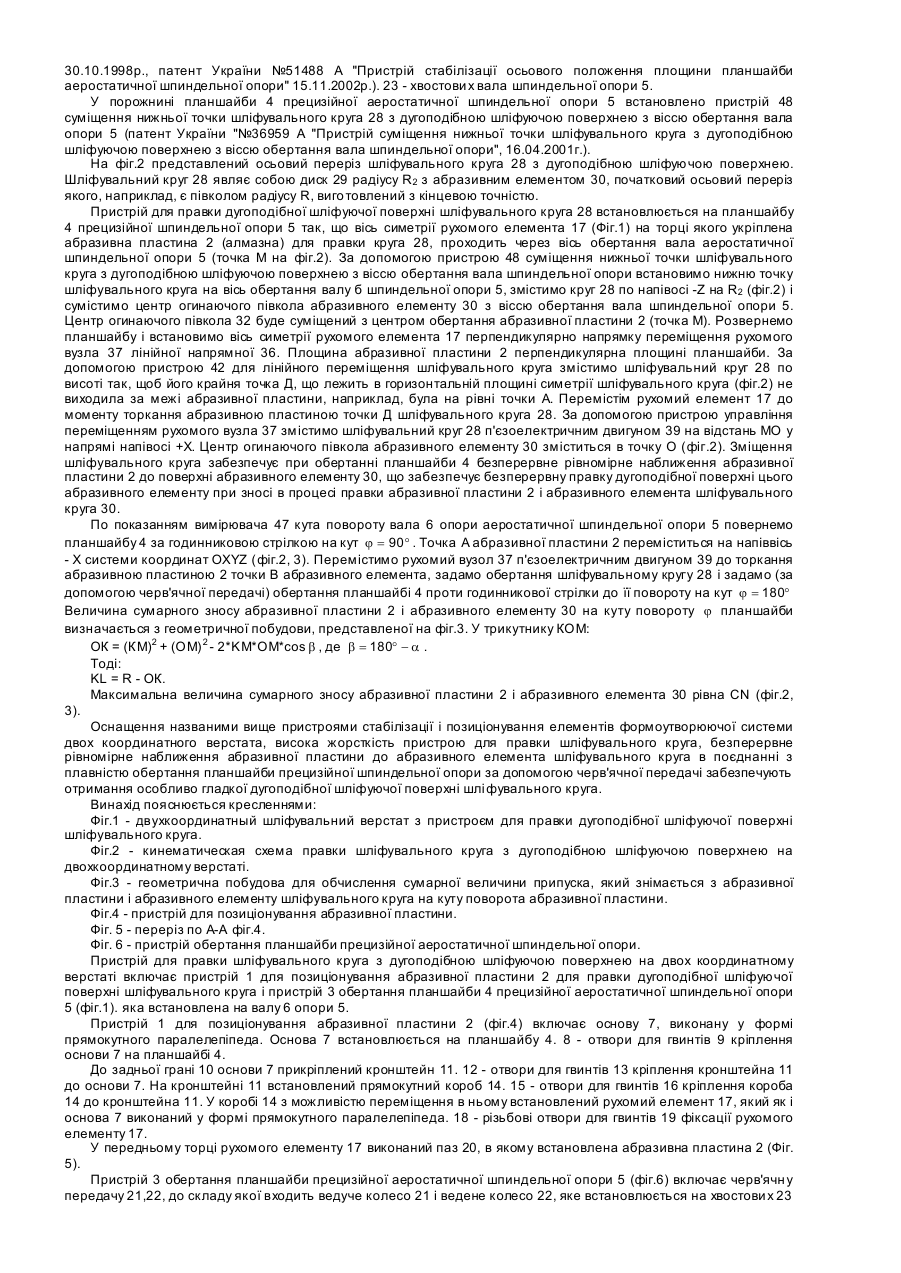
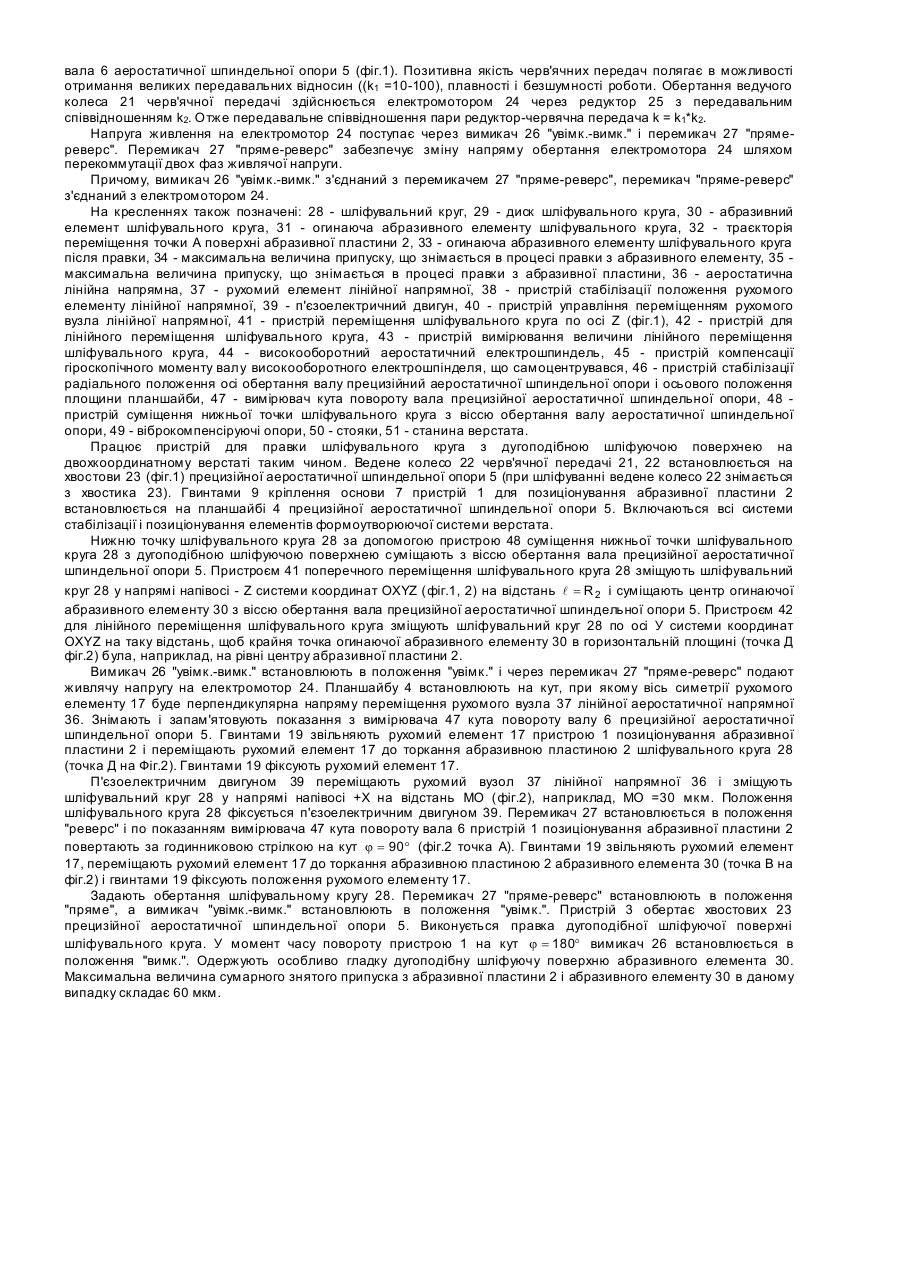
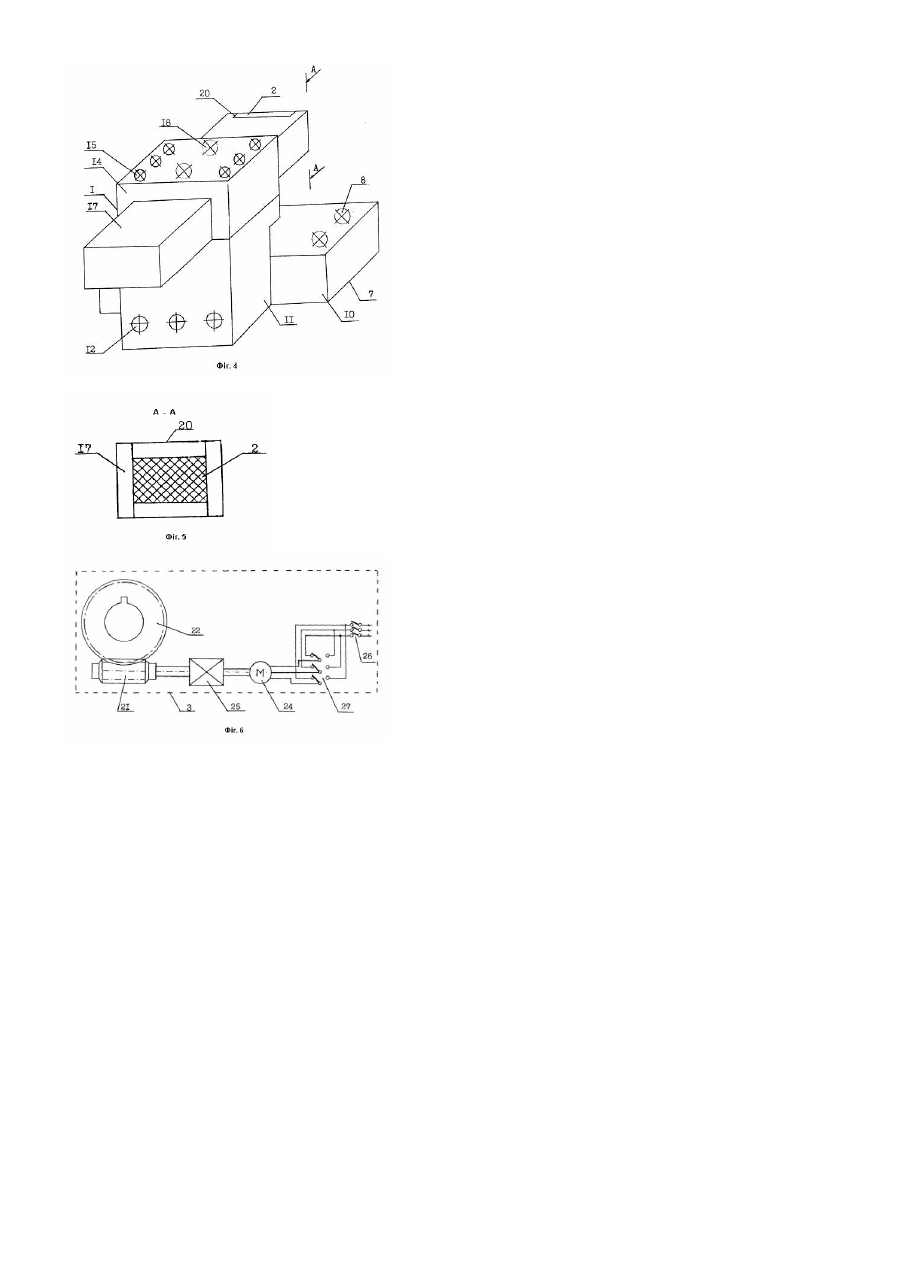
Винахід відноситься до інструментального виробництва і може використовуватися для правки шліфувальних кругів з дугоподібною шліфуючою поверхнею на дво х координатних верстата х з особливо високою гладкістю. Відомий [патент Російської Федерації "Пристрій для правки шліфувального круга" №2056270 від 20.03.1996р.]. Пристрій по патенту 2056270 вибраний як прототип і включає нерухомий зубчатий вінець і зубчату шестерню, яка знаходиться з ним в зачепленні встановлену в корпусі пристрою з можливістю обертання навколо своєї осі. На корпусі з можливістю радіального переміщення розміщений правлячий інструмент, кінематичне пов'язаний з приводною шестернею гітарою змінних зубчати х коліс. Зубчатий вінець має порожнину для приводу до його осі периферії шліфувального круга. З внутрішньою поверхнею вінця введені в контакт опорні ролики, встановлені у спільному з приводною шестернею корпусі з можливістю обертання навколо своїх осей. Внутрішня поверхня вінця виконані у вигляді клиновидної канавки, а на роликах виконана під тими ж кутами фаски. Правлячий інструмент встановлений з можливістю переміщення через кульку мікрометричним гвинтом. Недоліком пристрою прототипу є наступне. Правлячий інструмент пристрою прототипу встановлений на корпусі, який в свою чергу встановлений на зубчатому вінці за допомогою приводної шестерні, встановленої на корпусі із зовнішньої сторони зубчатого вінця, і двох опорних роликів, що встановлених в корпусі з внутрішньої сторони вінця і переміщаються по клиновидній канавці по внутрішній поверхні цього зубчатого вінця. Корпус переміщується по зубчатому вінцю за допомогою приводної шестерні. Зафіксуємо правлячий інструмент на корпусі пристрою і будемо переміщувати корпус по зубчатому вінцю. Для отримання гладкої дугоподібної шліфуючої поверхні шліфувального круга вершина правлячого інструменту в цьому випадку повинна переміщатися по дузі кола, центр якої співпадає з віссю зубчатого вінця. Проте, в результаті того, що зубчатий вінець, клиновидні канавки на внутрішній поверхні зубчатого вінця, опорні ролики виготовлені з погрішностями розмірів і форми, а між зубчатим вінцем, приводною шестернею і опорними роликами існують зазори, вершина правлячого інструменту буде переміщатися по істотно нерівній кривій. Шліфуюча дугоподібна поверхня шліфувального круга в результаті правки буде також нерівною. Переміщення правлячого інструменту в радіальному напрямі, кінематичне пов'язаного з приводною шестернею гітарою змінних зубчати х коліс, через не плавність роботи зубчатих передач приведе до збільшення нерівності дугоподібної шліфуючої поверхні. Задача, що вирішається, полягає в такому удосконаленні пристрою для правки шліфувального круга, яке забезпечує правку шліфувального круга з дугоподібною шліфуючою поверхнею, встановленого на валу високооборотного аеростатичного електрошпінделя двох координатного верстата, і отримання особливо гладкої дугоподібної шліфуючої поверхні. Рішення задачі досягається тим, що пристрій для правки шліфувального круга з дугоподібною шліфуючою поверхнею на двох координатному верстаті включаючий абразивну пластину для правки дугоподібної шліфуючої поверхні шліфувального круга, пристрій обертання планшайби прецизійної шпиндельної опори, згідно винаходу, пристрій позиціонування абразивної пластини для правки дугоподібної шліфуючої поверхні шлі фувального круга включає основу, виконану у вигляді прямокутного паралелепіпеда і жорстко за допомогою гвинтів встановлену на планшайбі прецизійної аеростатичної шпиндельної опори, до задньої стінки основи жорстко за допомогою гвинтів прикріплений кронштейн, на якому жорстко за допомогою гвинтів укріплений короб прямокутного перерізу, в коробі з можливістю переміщення в ньому встановлений рухомий елемент, виконаний у формі прямокутного паралелепіпеда, причому, рухомий елемент за допомогою гвинтів, укручених у короб, може бути зафіксований на кронштейні, в передньому торці рухомого елемента виконаний паз, в якому за допомогою гвинтів жорстко укріплена абразивна пластина для правки дугоподібної шліфуючої поверхні шлі фувального круга, а пристрій обертання планшайби прецизійної аеростатичної шпиндельної опори включає черв'ячну передачу, ведене колесо якої встановлене на хвостовику вала прецизійної аеростатичної шпиндельної опори, а її ведуче колесо кінематичне через редуктор зв'язане з електромотором, вимикач "увімк. - вимк.", перемикач "пряме-реверс", причому, вимикач "увімк. - вимк." зв'язаний з перемикачем "пряме-реверс", перемикач "пряме-реверс" зв'язаний з електромотором. Причинно-наслідковий зв'язок технічного рішення, що заявляється, з технічним результатом, що досягається, полягає в наступному. На фіг.1 представлений двох координатний шліфувальний верстат для обробки тіл обертання шліфувальним кругом з дугоподібною шліфуючою поверхнею. Основними чинниками, що визначають точність обробки і шорсткість шліфованої поверхні, є рельєф робочої поверхні круга, точність його позиціонування в процесі обробки і властивості оброблюваного матеріалу (Якимов А.В. і ін. "Управління процесом шліфування", Київ, Техніка, 1983р.). Точність позиціонування шліфувального круга забезпечує дво хкоординатний верстат, що включає наступні елементи формоутворюючої системи. Станина 51 верстата встановлена на віброкомпенсіруючих опорах 49, які забезпечують гасіння коливань Земної поверхні. Прецизійна аеростатична лінійна напрямна 36, оснащена пристроєм 38 стабілізації положення рухомого вузла 38 напрямної (патент України №14905 А "Спосіб стабілізації положення рухомого елемента аеростатичної напрямної та і пристрій для його здійснення", 04.03.1997р.) встановлена на стояках 54. До основи рухомого вузла 37 прикріплений пристрій 41 для поперечного (по координаті Z, фіг.1) переміщення шліфувального круга 28, а до нього прикріплений пристрій 42 для лінійного переміщення шліфувального круга 28 (патент України № 14904 А "Пристрій для лінійних переміщень", 04.03.1997р.), оснащений пристроєм 43 для вимірювання величини переміщення шліфувального круга 28 (патент України №23734 А "Пристрій для відліку переміщень робочого органу металорізального верстата", 16.06.1998р.). До пристрою 42 для лінійних переміщень прикріплений високооборотний аеростатичний електрошпиндель 44, оснащений пристроєм 45 компенсації гіроскопічного моменту валу, що самоцентрувався (патент України №25540 А "Пристрій компенсації гіроскопічного моменту обертового елемента, наприклад, вала аеростатичної шпиндельної опори", 23.07.1998р.). Шліфувальний круг 28 (Фіг.1, 2) встановлений на валу електрошпінделя 44. Переміщення рухомого вузла 37 лінійної направляючої 36 здійснюється кроковим п'єзоелектричним двигуном 39, оснащеним пристроєм 40 управління переміщенням рухомого вузла (патент України №36957 А "П'єзоелектричний двигун", 16.04.2001р.). У станині верстата встановлена прецизійна аеростатична шпиндельна опора 5, оснащена пристроєм 46 стабілізації радіального положення вала опори і стабілізації осьового положення площини планшайби 4 (патент України №25727 А "Пристрій компенсації радіальних навантажень на вал радіальної аеростатичної опори", 30.10.1998р., патент України №51488 А "Пристрій стабілізації осьового положення площини планшайби аеростатичної шпиндельної опори" 15.11.2002р.). 23 - хвостови х вала шпиндельної опори 5. У порожнині планшайби 4 прецизійної аеростатичної шпиндельної опори 5 встановлено пристрій 48 суміщення нижньої точки шліфувального круга 28 з дугоподібною шліфуючою поверхнею з віссю обертання вала опори 5 (патент України "№36959 А "Пристрій суміщення нижньої точки шліфувального круга з дугоподібною шліфуючою поверхнею з віссю обертання вала шпиндельної опори", 16.04.2001г.). На фіг.2 представлений осьовий переріз шліфувального круга 28 з дугоподібною шліфуючою поверхнею. Шліфувальний круг 28 являє собою диск 29 радіусу R 2 з абразивним елементом 30, початковий осьовий переріз якого, наприклад, є півколом радіусу R, виго товлений з кінцевою точністю. Пристрій для правки дугоподібної шліфуючої поверхні шліфувального круга 28 встановлюється на планшайбу 4 прецизійної шпиндельної опори 5 так, що вісь симетрії рухомого елемента 17 (Фіг.1) на торці якого укріплена абразивна пластина 2 (алмазна) для правки круга 28, проходить через вісь обертання вала аеростатичної шпиндельної опори 5 (точка М на фіг.2). За допомогою пристрою 48 суміщення нижньої точки шліфувального круга з дугоподібною шліфуючою поверхнею з віссю обертання вала шпиндельної опори встановимо нижню точку шліфувального круга на вісь обертання валу б шпиндельної опори 5, змістимо круг 28 по напівосі -Z на R2 (фіг.2) і сумістимо центр огинаючого півкола абразивного елементу 30 з віссю обертання вала шпиндельної опори 5. Центр огинаючого півкола 32 буде суміщений з центром обертання абразивної пластини 2 (точка М). Розвернемо планшайбу і встановимо вісь симетрії рухомого елемента 17 перпендикулярно напрямку переміщення рухомого вузла 37 лінійної напрямної 36. Площина абразивної пластини 2 перпендикулярна площині планшайби. За допомогою пристрою 42 для лінійного переміщення шліфувального круга змістимо шліфувальний круг 28 по висоті так, щоб його крайня точка Д, що лежить в горизонтальній площині симетрії шліфувального круга (фіг.2) не виходила за межі абразивної пластини, наприклад, була на рівні точки А. Перемістім рухомий елемент 17 до моменту торкання абразивною пластиною точки Д шліфувального круга 28. За допомогою пристрою управління переміщенням рухомого вузла 37 змістимо шліфувальний круг 28 п'єзоелектричним двигуном 39 на відстань МО у напрямі напівосі +Х. Центр огинаючого півкола абразивного елементу 30 зміститься в точку О (фіг.2). Зміщення шліфувального круга забезпечує при обертанні планшайби 4 безперервне рівномірне наближення абразивної пластини 2 до поверхні абразивного елементу 30, що забезпечує безперервну правку дугоподібної поверхні цього абразивного елементу при зносі в процесі правки абразивної пластини 2 і абразивного елемента шліфувального круга 30. По показанням вимірювача 47 кута повороту вала 6 опори аеростатичної шпиндельної опори 5 повернемо планшайбу 4 за годинниковою стрілкою на кут j = 90 ° . Точка А абразивної пластини 2 переміститься на напіввісь - Х системи координат OXYZ (фіг.2, 3). Перемістимо рухомий вузол 37 п'єзоелектричним двигуном 39 до торкання абразивною пластиною 2 точки В абразивного елемента, задамо обертання шліфувальному кругу 28 і задамо (за допомогою черв'ячної передачі) обертання планшайбі 4 проти годинникової стрілки до її повороту на кут j = 180° Величина сумарного зносу абразивної пластини 2 і абразивного елементу 30 на куту повороту j планшайби визначається з геометричної побудови, представленої на фіг.3. У трикутнику КОМ: ОК = (КМ)2 + (OM) 2 - 2*KM*OM*cos b , де b = 180° - a . Тоді: KL = R - ОК. Максимальна величина сумарного зносу абразивної пластини 2 і абразивного елемента 30 рівна CN (фіг.2, 3). Оснащення названими вище пристроями стабілізації і позиціонування елементів формоутворюючої системи двох координатного верстата, висока жорсткість пристрою для правки шліфувального круга, безперервне рівномірне наближення абразивної пластини до абразивного елемента шліфувального круга в поєднанні з плавністю обертання планшайби прецизійної шпиндельної опори за допомогою черв'ячної передачі забезпечують отримання особливо гладкої дугоподібної шліфуючої поверхні шлі фувального круга. Винахід пояснюється кресленнями: Фіг.1 - двухкоординатный шліфувальний верстат з пристроєм для правки дугоподібної шліфуючої поверхні шліфувального круга. Фіг.2 - кинематическая схема правки шліфувального круга з дугоподібною шліфуючою поверхнею на двохкоординатному верстаті. Фіг.3 - геометрична побудова для обчислення сумарної величини припуска, який знімається з абразивної пластини і абразивного елементу шліфувального круга на куту поворота абразивної пластини. Фіг.4 - пристрій для позиціонування абразивної пластини. Фіг. 5 - переріз по А-А фіг.4. Фіг. 6 - пристрій обертання планшайби прецизійної аеростатичної шпиндельної опори. Пристрій для правки шліфувального круга з дугоподібною шліфуючою поверхнею на двох координатному верстаті включає пристрій 1 для позиціонування абразивної пластини 2 для правки дугоподібної шліфуючої поверхні шліфувального круга і пристрій 3 обертання планшайби 4 прецизійної аеростатичної шпиндельної опори 5 (фіг.1). яка встановлена на валу 6 опори 5. Пристрій 1 для позиціонування абразивної пластини 2 (фіг.4) включає основу 7, виконану у формі прямокутного паралелепіпеда. Основа 7 встановлюється на планшайбу 4. 8 - отвори для гвинтів 9 кріплення основи 7 на планшайбі 4. До задньої грані 10 основи 7 прикріплений кронштейн 11. 12 - отвори для гвинтів 13 кріплення кронштейна 11 до основи 7. На кронштейні 11 встановлений прямокутний короб 14. 15 - отвори для гвинтів 16 кріплення короба 14 до кронштейна 11. У коробі 14 з можливістю переміщення в ньому встановлений рухомий елемент 17, який як і основа 7 виконаний у формі прямокутного паралелепіпеда. 18 - різьбові отвори для гвинтів 19 фіксації рухомого елементу 17. У передньому торці рухомого елементу 17 виконаний паз 20, в якому встановлена абразивна пластина 2 (Фіг. 5). Пристрій 3 обертання планшайби прецизійної аеростатичної шпиндельної опори 5 (фіг.6) включає черв'ячн у передачу 21,22, до складу якої входить ведуче колесо 21 і ведене колесо 22, яке встановлюється на хвостови х 23 вала 6 аеростатичної шпиндельної опори 5 (фіг.1). Позитивна якість черв'ячних передач полягає в можливості отримання великих передавальних відносин ((k1 =10-100), плавності і безшумності роботи. Обертання ведучого колеса 21 черв'ячноїпередачі здійснюється електромотором 24 через редуктор 25 з передавальним співвідношенням k2. Отже передавальне співвідношення пари редуктор-червячна передача k = k1*k2. Напруга живлення на електромотор 24 поступає через вимикач 26 "увімк.-вимк." і перемикач 27 "прямереверс". Перемикач 27 "пряме-реверс" забезпечує зміну напряму обертання електромотора 24 шляхом перекоммутації двох фаз живлячої напруги. Причому, вимикач 26 "увімк.-вимк." з'єднаний з перемикачем 27 "пряме-реверс", перемикач "пряме-реверс" з'єднаний з електромотором 24. На кресленнях також позначені: 28 - шліфувальний круг, 29 - диск шліфувального круга, 30 - абразивний елемент шліфувального круга, 31 - огинаюча абразивного елементу шліфувального круга, 32 - траєкторія переміщення точки А поверхні абразивної пластини 2, 33 - огинаюча абразивного елементу шліфувального круга після правки, 34 - максимальна величина припуску, що знімається в процесі правки з абразивного елементу, 35 максимальна величина припуску, що знімається в процесі правки з абразивної пластини, 36 - аеростатична лінійна напрямна, 37 - рухомий елемент лінійної напрямної, 38 - пристрій стабілізації положення рухомого елементу лінійної напрямної, 39 - п'єзоелектричний двигун, 40 - пристрій управління переміщенням рухомого вузла лінійної напрямної, 41 - пристрій переміщення шліфувального круга по осі Z (фіг.1), 42 - пристрій для лінійного переміщення шліфувального круга, 43 - пристрій вимірювання величини лінійного переміщення шліфувального круга, 44 - високооборотний аеростатичний електрошпиндель, 45 - пристрій компенсації гіроскопічного моменту валу високооборотного електрошпінделя, що самоцентрувався, 46 - пристрій стабілізації радіального положення осі обертання валу прецизійний аеростатичної шпиндельної опори і осьового положення площини планшайби, 47 - вимірювач кута повороту вала прецизійної аеростатичної шпиндельної опори, 48 пристрій суміщення нижньої точки шліфувального круга з віссю обертання валу аеростатичної шпиндельної опори, 49 - віброкомпенсіруючі опори, 50 - стояки, 51 - станина верстата. Працює пристрій для правки шліфувального круга з дугоподібною шліфуючою поверхнею на двохкоординатному верстаті таким чином. Ведене колесо 22 черв'ячної передачі 21, 22 встановлюється на хвостови 23 (фіг.1) прецизійної аеростатичної шпиндельної опори 5 (при шліфуванні ведене колесо 22 знімається з хвостика 23). Гвинтами 9 кріплення основи 7 пристрій 1 для позиціонування абразивної пластини 2 встановлюється на планшайбі 4 прецизійної аеростатичної шпиндельної опори 5. Включаються всі системи стабілізації і позиціонування елементів формоутворюючої системи верстата. Нижню точку шліфувального круга 28 за допомогою пристрою 48 суміщення нижньої точки шліфувального круга 28 з дугоподібною шліфуючою поверхнею суміщають з віссю обертання вала прецизійної аеростатичної шпиндельної опори 5. Пристроєм 41 поперечного переміщення шліфувального круга 28 зміщують шліфувальний круг 28 у напрямі напівосі - Z системи координат OXYZ (фіг.1, 2) на відстань l = R 2 і суміщають центр огинаючої абразивного елементу 30 з віссю обертання вала прецизійної аеростатичної шпиндельної опори 5. Пристроєм 42 для лінійного переміщення шліфувального круга зміщують шліфувальний круг 28 по осі У системи координат OXYZ на таку відстань, щоб крайня точка огинаючої абразивного елементу 30 в горизонтальній площині (точка Д фіг.2) була, наприклад, на рівні центру абразивної пластини 2. Вимикач 26 "увімк.-вимк." встановлюють в положення "увімк." і через перемикач 27 "пряме-реверс" подают живлячу напругу на електромотор 24. Планшайбу 4 встановлюють на кут, при якому вісь симетрії рухомого елементу 17 буде перпендикулярна напряму переміщення рухомого вузла 37 лінійної аеростатичної напрямної 36. Знімають і запам'ятовують показання з вимірювача 47 кута повороту валу 6 прецизійної аеростатичної шпиндельної опори 5. Гвинтами 19 звільняють рухомий елемент 17 пристрою 1 позиціонування абразивної пластини 2 і переміщають рухомий елемент 17 до торкання абразивною пластиною 2 шліфувального круга 28 (точка Д на Фіг.2). Гвинтами 19 фіксують рухомий елемент 17. П'єзоелектричним двигуном 39 переміщають рухомий вузол 37 лінійної напрямної 36 і зміщують шліфувальний круг 28 у напрямі напівосі +Х на відстань МО (фіг.2), наприклад, МО =30 мкм. Положення шліфувального круга 28 фіксується п'єзоелектричним двигуном 39. Перемикач 27 встановлюється в положення "реверс" і по показанням вимірювача 47 кута повороту вала 6 пристрій 1 позиціонування абразивної пластини 2 повертають за годинниковою стрілкою на кут j = 90 ° (фіг.2 точка А). Гвинтами 19 звільняють рухомий елемент 17, переміщають рухомий елемент 17 до торкання абразивною пластиною 2 абразивного елемента 30 (точка В на фіг.2) і гвинтами 19 фіксують положення рухомого елементу 17. Задають обертання шліфувальному кругу 28. Перемикач 27 "пряме-реверс" встановлюють в положення "пряме", а вимикач "увімк.-вимк." встановлюють в положення "увімк.". Пристрій 3 обертає хвостових 23 прецизійної аеростатичної шпиндельної опори 5. Виконується правка дугоподібної шліфуючої поверхні шліфувального круга. У момент часу повороту пристрою 1 на кут j = 180° вимикач 26 встановлюється в положення "вимк.". Одержують особливо гладку дугоподібну шліфуючу поверхню абразивного елемента 30. Максимальна величина сумарного знятого припуска з абразивної пластини 2 і абразивного елементу 30 в даному випадку складає 60 мкм.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for straightening grinding wheel with arched polishing surface on two-coordinate machine tool
Автори англійськоюTarasov Viktor Oleksiiovych, Zinenko Volodymyr Mykolaiovych
Назва патенту російськоюУстройство для правки шлифовального круга с дугообразной шлифовальной поверхностью на двухкоординатном станке
Автори російськоюТарасов Виктор Алексеевич, Зиненко Владимир Николаевич
МПК / Мітки
МПК: B24B 53/06
Мітки: поверхнею, пристрій, шліфувального, двокоординатному, верстаті, правки, шліфувальною, дугоподібною, круга
Код посилання
<a href="https://ua.patents.su/5-78858-pristrijj-dlya-pravki-shlifuvalnogo-kruga-z-dugopodibnoyu-shlifuvalnoyu-poverkhneyu-na-dvokoordinatnomu-verstati.html" target="_blank" rel="follow" title="База патентів України">Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті</a>
Пристрій суміщення нижньої точки шліфувального круга з дугоподібною шліфувальною поверхнею з віссю обертання вала шпиндельної опори
Номер патенту: 36959
Опубліковано: 16.04.2001
Автори: Шепелєв Анатолій Олександрович, Зіненко Володимир Миколайович
МПК: B23Q 17/00
Мітки: пристрій, круга, поверхнею, суміщення, шліфувального, точки, вала, шліфувальною, віссю, нижньої, опори, обертання, шпиндельної, дугоподібною
Текст:
...обмежувач 13 зворотного переміщення рухомої пластини 4. Обмежувач 13 зворотного переміщення призначений для обмеження величини переміщення ру 2 36959 хомої пластини 4 електромагнітом 14, зв'язаним з нею пружиною 15. Це обмежує величину деформації плоскої пружини 11, а отже, обмежує величину її залишкової деформації. Зміщення рухомої пластини 4 електромагнітом 14 необхідно для її відведення від п'єзоелемента 10. У результаті випрямлення...
Пристрій для правки шліфувального круга з переривистою робочою поверхнею
Номер патенту: 14565
Опубліковано: 15.05.2006
Автори: Богуцкий Володимир Борисович, Новосьолов Юрій Костянтинович, Рудковськая Ірина Олександрівна
МПК: B24B 53/06
Мітки: правки, робочою, переривистою, шліфувального, пристрій, поверхнею, круга
Формула / Реферат:
Пристрій для правки шліфувального круга з переривистою робочою поверхнею, що складається із встановленого на плиті корпуса, правильного інструмента, копіра, який відрізняється тим, що як копір застосовують змінний диск, поверхня якого розділена на металеві і неметалеві сектори, закріплений на одній осі з шліфувальним кругом і вміщений між пластинами магнітоелектричного датчика Холла, який подає сигнал на схему керування, що дозволяє при...
Пристрій суміщення нижньої точки шліфувального круга з дугоподібною шліфувальною поверхнею з віссю обертання вала шпиндельного вузла
Номер патенту: 20907
Опубліковано: 07.10.1997
Автори: Шепелев Анатолій Олександрович, Зіненко Володимир Миколайович
МПК: B23Q 17/00
Мітки: дугоподібною, круга, суміщення, нижньої, шліфувального, вала, віссю, вузла, поверхнею, точки, обертання, шпиндельного, пристрій, шліфувальною
Формула / Реферат:
1. Устройство совмещения нижней точки шлифовального круга с дугообразной шлифующей поверхностью с осью вращения вала шпиндельного узла, содержащее устройство перемещения шлифовального круга и индикаторное устройство, отличающееся тем, что оно снабжено связанной с пьезоэлементом подвижной пластиной с закрепленной в центре ее верхней плоскости индикаторной иглой, кроме того устройство включает также блок коммутации и усилитель, причем...
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею на електропровідній зв’язці
Номер патенту: 37973
Опубліковано: 15.05.2001
Автори: Грабченко Анатолій Іванович, Хорват Матяш, Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович, Уварова Юлія Леонідівна
МПК: B24B 53/04
Мітки: електропровідний, правки, робочою, пристрій, круга, переривчастою, поверхнею, шліфувального, зв'язці
Текст:
...електрохімічна правка поверхні круга. Тому що пристрій забезпечує подачу імпульсів синхронно з поворотом круга на кут, обумовлений кроком западин на поверхні круга, а ділянки робочої поверхні круга мають довжину, також обумовлену кроком цих западин, ділянка поверхні круга, на якому формується западина. послідовно проходить через електропровідні частини ділянок і їхній сумарний вплив визначає розміри і форму западин на робочій поверхні...
Спосіб переміщення нижньої точки шліфувального круга з дугоподібною шліфуючою поверхнею по розрахунковій траєкторії
Номер патенту: 58986
Опубліковано: 15.08.2003
Автор: Зіненко Володимир Миколайович
МПК: B23B 5/00
Мітки: поверхнею, дугоподібною, траєкторії, точки, розрахунковій, круга, шліфуючою, шліфувального, переміщення, нижньої, спосіб
Формула / Реферат:
Спосіб переміщення нижньої точки шліфувального круга з дугоподібною шліфуючою поверхнею по розрахунковій траєкторії, що включає установлення нижньої точки шліфувального круга в початкову точку розрахункової траєкторії, задання на дискретах траєкторії переміщення нижньої точки по координаті X розрахункових приростів координати Y нижньої точки шліфувального круга, вимірювання і оцінювання на кожному j-му кроці мікропереміщення нижньої точки...
Попередній патент: Пристрій для очистки і транспортування коренебульбоплодів
Наступний патент: Літальний апарат
Випадковий патент: Спосіб лікування келоїдного рубця