Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Ковалевський Олексій Ігорович, Носовський Борис Іванович
Формула / Реферат
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою, причому частота коливань торця електрода збігається з резонансною частотою коливального контуру і максимумом переносу рідкого металу.
2. Спосіб за п. 1, який відрізняється тим, що верхню і нижню частини коливального контуру виконують рівними по масі.
Текст
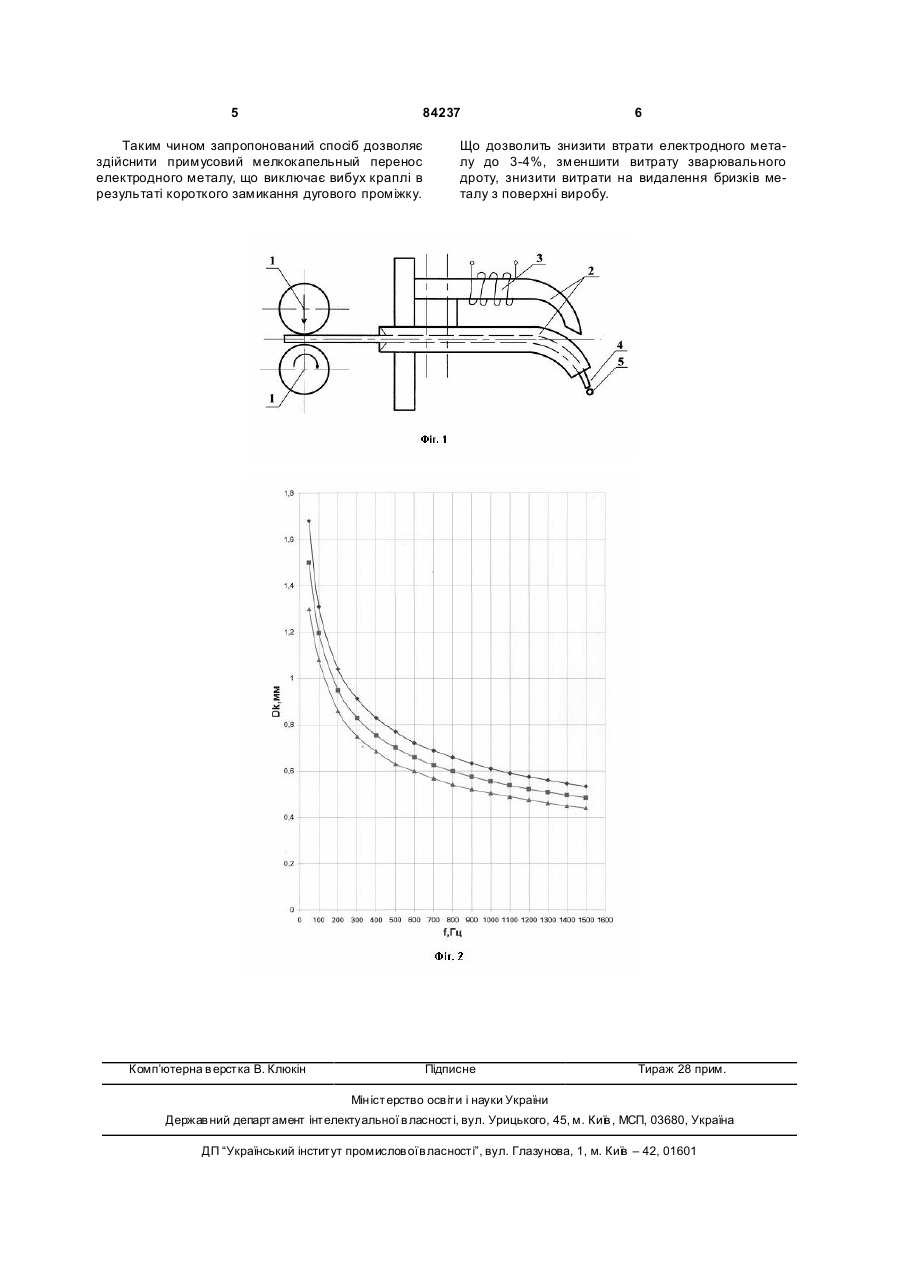
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою, причому частота коливань торця електрода збігається з резонансною частотою коливального контуру і максимумом переносу рідкого металу. 2. Спосіб за п. 1, який відрізняється тим, що верхню і нижню частини коливального контуру виконують рівними по масі. Винахід відноситься до галузі зварювання і може бути використаний при дуговому зварюванні електродом, що плавиться, наприклад, при зварюванні сталей. Відомий спосіб дугового зварювання електродом, що плавиться, [див. Акулов А.И., Бельчук Г.А., Демянцевич В.П., Те хнология и оборудование сварки плавлением. - М. Машиностроение, 1977., - 432с.], що містить подачу електрода, що плавиться, у зварювальну ванну за допомогою механізму, що подає і пальника, з постійною швидкістю. Однак при дуговому зварюванні електродом, що плавиться, а особливо при використанні електродів малого діаметра, спостерігається явище замикання краплею розплавленого металу дугового проміжку, що приводить до росту зварювального стр уму і вибуху краплі. Це явище приводить до збільшення розбризкування електродного металу, а так само до необхідності видалення набризканих приварених крапель металу з поверхні виробу. Відомий спосіб дугового зварювання електродом, що плавиться, у середовищі СО2 з імпульсною подачею електродного дроту [див Н.Н. Воро пай, З.Д. Бенидзе, «Особенности процесса сварки в СО2 с импульсной подачей электродной проволоки»; Автоматическая сварка, 1989 - №2., с.23], що містить механізм, що подає, що забезпечує імпульсну подачу. Однак при дуговому зварюванні електродом, що плавиться, у середовищі СО2 з імпульсною подачею електродного дроту, незважаючи на перехід до дрібнокрапельного переносу, не вдається уникнути замикання краплею розплавленого металу дугового проміжку при наявності напруги на дузі, що приводить до росту зварювального струму і вибуху краплі. Це явище приводить до розбризкування електродного металу. Найбільш близьким по істотним ознакам і результату, що досягається, технічним рішенням, прийнятим за прототип є спосіб дугового зварювання електродом, що плавиться [див. патент РФ №2022737 В23К9/12, 31/02], при якому електродний дріт за допомогою приводних роликів і зварювального пальника подають у зону зварювання з періодичними збільшеннями швидкості подачі, а між роликами, що подають, і пальником установлений механізм імпульсної подачі у виді корпуса з (19) UA (11) 84237 (13) C2 (21) a200709624 (22) 27.08.2007 (24) 25.09.2008 (46) 25.09.2008, Бюл.№ 18, 2008 р. (72) НОСОВСЬКИЙ БОРИС ІВАНОВИЧ, UA, КОВАЛЕВСЬКИЙ ОЛЕКСІЙ ІГОРОВИЧ, U A (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) RU 20022737 C1, 15.11.1994 RU 2133660 C1, 27.07.1999 RU 2191665 C2, 27.10.2002 US 2001/0009252 A1, 26.07.2001 JP 5131271, 28.05.1993 Воропай Н.М., Бенидзе З.Д., Бучинский В.Н. Особенности процесса сварки вСО2 с импульсной подачей электродной проволоки // Автоматическая сварка. - 1989. - № 2. - С.23-26. 3 84237 пазом, дві стійки якого рівнобіжні одна інший, а третя, розміщена між ними, рухлива. Електродний дріт пропускають через зазначений паз і згинають у ньому убік рухливої стінки, а збільшення швидкості подачі роблять шляхом імпульсного переміщення рухли вої стінки убік дроту до її випрямлення. Однак для відриву краплі від торця електрода важливо не тільки наблизити електрод до ванни, але і різко змінити швидкість на протилежну. При наближенні механізму, що прискорює до осі електрода, повинне відбутися спочатку його гальмування, а потім прискорення в протилежному напрямку, що значно сповільнює процес і збільшується час короткого замикання, що приводить до вибуху краплі і збільшенню розбризкування, погіршує якість зварного з'єднання, а також вимагає додаткових трудо вих витрат на видалення бризків з поверхні деталей, що зварюються і апаратури. В основу винаходу поставлена задача удосконалити спосіб дугового зварювання електродом, що плавиться, шляхом уведення нових операцій і забезпечити зменшення розбризкування, що дозволяє підвищити якість зварного з'єднання, зменшити витрату зварювального дроту, а також знизити витрати на видалення бризків металу з поверхні виробу. Для рішення поставленої задачі в способі дугового зварювання електродом, що плавиться, що включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, відповідно до винаходу, примусовий перенос електродного металу здійснюють за рахунок синусоїдального закону коливань механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частин у виконують з обмоткою, причому частота коливань торця електрода збігається з резонансною частотою коливального контуру і максимумом переносу електродного металу, крім того, верхню і нижню частини коливального контуру виконують рівними по масі, з метою зменшення впливу коливань на зварника. Даний спосіб дугового зварювання, що включає подачу електрода за допомогою приводних роликів і зварювального пальника, що включає примусовий перенос електродного металу за рахунок синусоїдального закону коливань механічного контуру, що дозволяє скидати краплю в зварювальну ванну. Ме ханічний контур складається з верхньої і нижньої частини, причому в нижній частині розташовують електрод, що плавиться, а верхню частин у виконують з обмоткою, що збуджує механічні коливання контур у, причому частота електричних коливань механічного контуру і коливань торця електрода збігається з резонансною частотою коливань торця електрода і відповідно максимумом переносу рідкого металу, що у свою чергу зменшує діаметр стерпної в зварювальну ванну краплі і виключає короткі замикання дугового проміжку, що і приводить до зменшення розбризкування. 4 Спосіб здійснюють у такий спосіб. При включенні установки, включається газовий клапан і захисний газ надходить у зварювальний пальник. Включається джерело харчування і механізм подачі електродного дроту. Електродний дріт замикає дуговий проміжок, збуджується дуга і на торці електрода утвориться крапля рідкого металу. При підключенні обмотки збудження до джерела перемінної напруги, збуджуються коливання механічного коливального контуру і торця електрода. При русі торця електрода вниз, швидкість руху краплі убік ванни збільшується, при зворотному русі торця електрода крапля, рухаючи по інерції відривається від електрода і летить у зварювальну ванну, завдяки чому відбувається дрібнокрапельний перенос електродного металу без коротких замикань, що приводить до зменшення розбризкування. В умовах зварювальної лабораторії ПДТУ провели іспити. Спосіб здійснювали в такий спосіб. За допомогою приводного і притискного роликів, у пристрій подають електродний дріт марки Св-08Г2С діаметром 0,8-1,6мм. На дугу подають напругу від джерела живлення дуги - 24В, струм дуги складає-100А. У зону зварювання подають захисне середовище - газ СО2. Потім, за допомогою механічного коливального контуру задають режим коливання дроту, амплітуда коливань складає 0,5-2мм. При цьому, за рахунок примусового скидання краплі з торця електрода, здійснюваного з частотою 800-1000Гц, відбувається дрібнокрапельний перенос здійснюваний з метою зниження розбризкування електродного металу, що виключає вибух краплі у результаті короткого замикання дугового проміжку. З ростом частоти зменшується діаметр краплі і коли він стає менше довжини дуги, коротких замикань не відбувається, тому розбризкування електродного металу зменшується, що у свою чергу дозволяє підвищити якість зварного з'єднання, зменшити витрати зварювального дроту, знизити витрати на видалення бризів металу з поверхні виробу. Суть винаходу пояснюється схемами, де на Фіг.1 - загальна схема здійснюваного способу для забезпечення процесу переносу електродного металу, на Фіг.2 - залежність діаметра краплі від частоти переносу розплавленого металу. Пристрій містить приводний і притискної ролики 1, механічний коливальний контур 2, обмотку 3, електродну дріт 4, краплю розплавленого металу 5. На Фіг.2 представлені залежності діаметра краплі розплавленого металу від частоти коливань для діаметрів електрода 0,6, 1,2, 1,6мм. З ростом частоти коливань, діаметр краплі зменшується, що виключає короткі замикання дугового проміжку і знижує розбризкування. З Фіг.2 видно, що при частоті - 800-1000Гц діаметр краплі не перевищує 0,6мм. З урахуванням амплітуди коливань торця електрода 1-2 мм, довжина дуги повинна бути більше 1,1-2,6мм. З огляду на, що Ud=(Ua+Uk)+ld·k d, Ud=20-25B, що відповідає режимам, що рекомендуються, [див. Справочное пособие /Под ред. В.В. Смирнова, Л.: Энергоатомиздат. Ленингр. отд-ние, 1986. - 656с.]. 5 84237 Таким чином запропонований спосіб дозволяє здійснити примусовий мелкокапельный перенос електродного металу, що виключає вибух краплі в результаті короткого замикання дугового проміжку. Комп’ютерна в ерстка В. Клюкін 6 Що дозволить знизити втрати електродного металу до 3-4%, зменшити витрату зварювального дроту, знизити витрати на видалення бризків металу з поверхні виробу. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding by consumable electrode
Автори англійськоюNosovskyi Borys Ivanovych, Kovalevskyi Oleksii Ihorovych
Назва патенту російськоюСпособ дуговой сварки плавящимся электродом
Автори російськоюНосовский Борис Иванович, Ковалевский Алексей Игоревич
МПК / Мітки
МПК: B23K 9/12
Мітки: зварювання, дугового, електродом, спосіб, плавиться
Код посилання
<a href="https://ua.patents.su/3-84237-sposib-dugovogo-zvaryuvannya-elektrodom-shho-plavitsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання електродом, що плавиться</a>
Спосіб дугового зварювання електродом, що плавиться

Номер патенту: 24440
Опубліковано: 16.07.2001
Автори: Носовський Борис Іванович, Носовський Михайло Борисович
МПК: B23K 9/12
Мітки: зварювання, електродом, дугового, спосіб, плавиться
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля, преобразуют синусоидальные колебания электродной проволоки в...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Худяков Вячеслав Іванович, Потап'євський Аркадій Григорович
МПК: B23K 9/127
Мітки: спосіб, плавиться, зварювання, дугового, електродом
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Черторильський Леонід Олексійович, ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
МПК: B23K 9/167
Мітки: зварювання, електродом, багатопрохідного, спосіб, дугового, неплавким
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Жерносєков Анатолій Максимович, Патон Борис Євгенович, Шевчук Сергій Анатолійович, Шейко Павло Петрович, Лебедєв Володимир Костянтинович
МПК: B23K 9/167, B23K 9/173
Мітки: спосіб, газів, електродом, плавким, захисних, середовищі, дугового, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Пальник для дугового зварювання електродом, що не плавиться
Номер патенту: 18581
Опубліковано: 25.12.1997
Автори: Остапов Анатолій Васильович, Гізер Борис Васильович, Дьогтяр Володимир Іванович, Кіпернік Юхим Григорійович, Скріпачук Валерій Іванович, Карпов Олег Петрович
МПК: B23K 9/167
Мітки: плавиться, зварювання, пальник, електродом, дугового
Формула / Реферат:
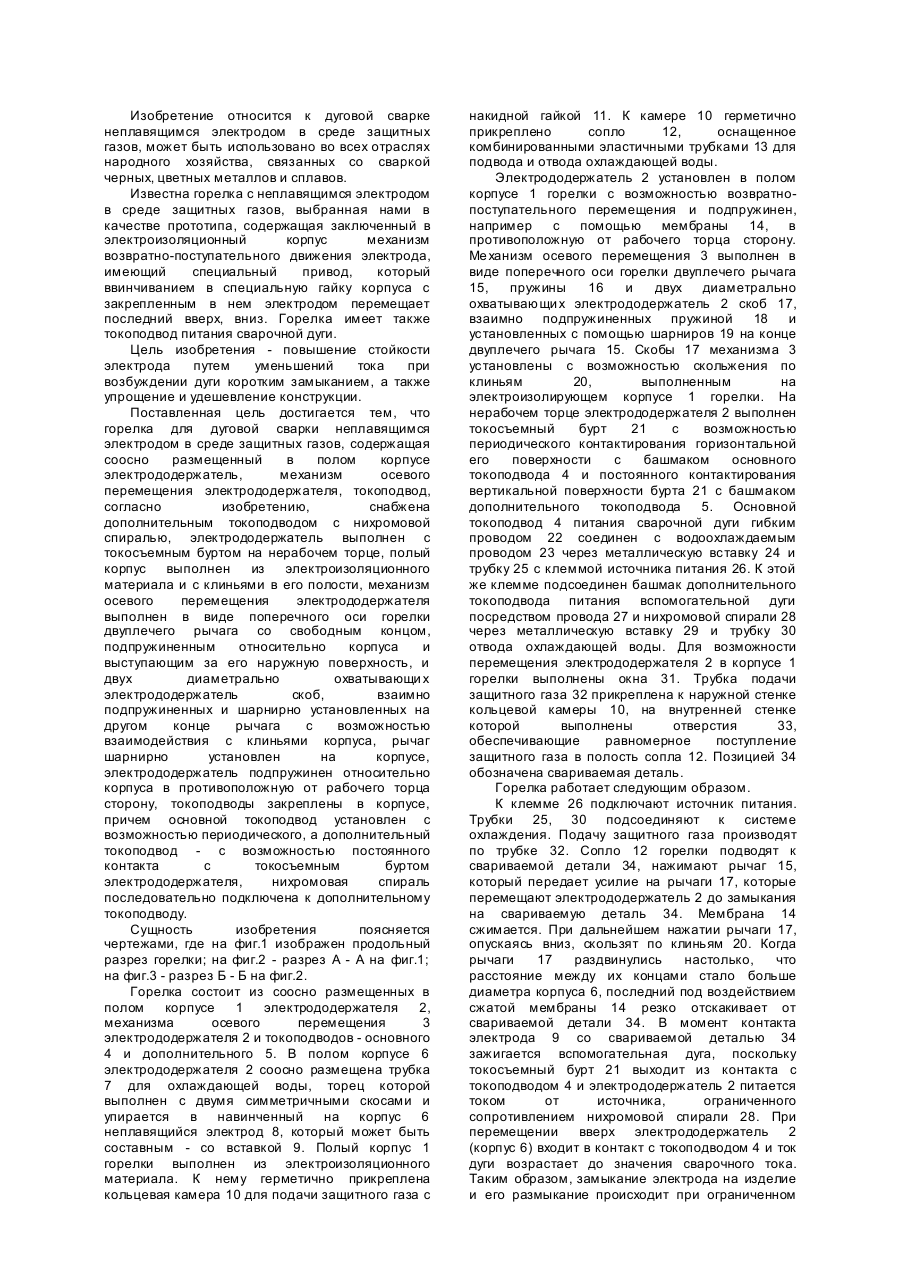
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая соосно размещенный в полом корпусе электрододержатель, механизм осевого перемещения электрододержателя, токоподвод, отличающаяся тем, что она снабжена дополнительным токоподводом с нихромовой спиралью, электрододержатель выполнен с токосъемным буртом на нерабочем торце, полый корпус выполнен из электроизоляционного материала и с клиньями в его полости,...
Попередній патент: Пічна установка для розплавлення металевої або металовмісної сировини і спосіб її експлуатації
Наступний патент: Механізм хитання кристалізатора
Випадковий патент: Установка для змішування і транспортування сумішей