Лінія для виробництва гарячекатаних безшовних труб
Номер патенту: 79896
Опубліковано: 13.05.2013
Автори: Кісіль Володимир Костянтинович, Мережко Віктор Лукич, Шифрін Євген Ісаєвич, Данченко Валентин Миколайович, Бєсєднов Сергій Вікторович, Сокуренко Віктор Павлович, Закопко Олександр Вікторович, Угрюмов Юрій Дмитрович, Коротков Андрій Миколайович, Пінчук Софія Йосипівна, Соловьова Інна Анатоліївна, Балакін Валерій Федорович, Єсаулов Геннадій Олександрович, Пройдак Юрій Сергійович, Гріньов Анатолій Федорович, Гвоздєва Тамара Михайлівна, Козловський Альфред Іванович
Формула / Реферат
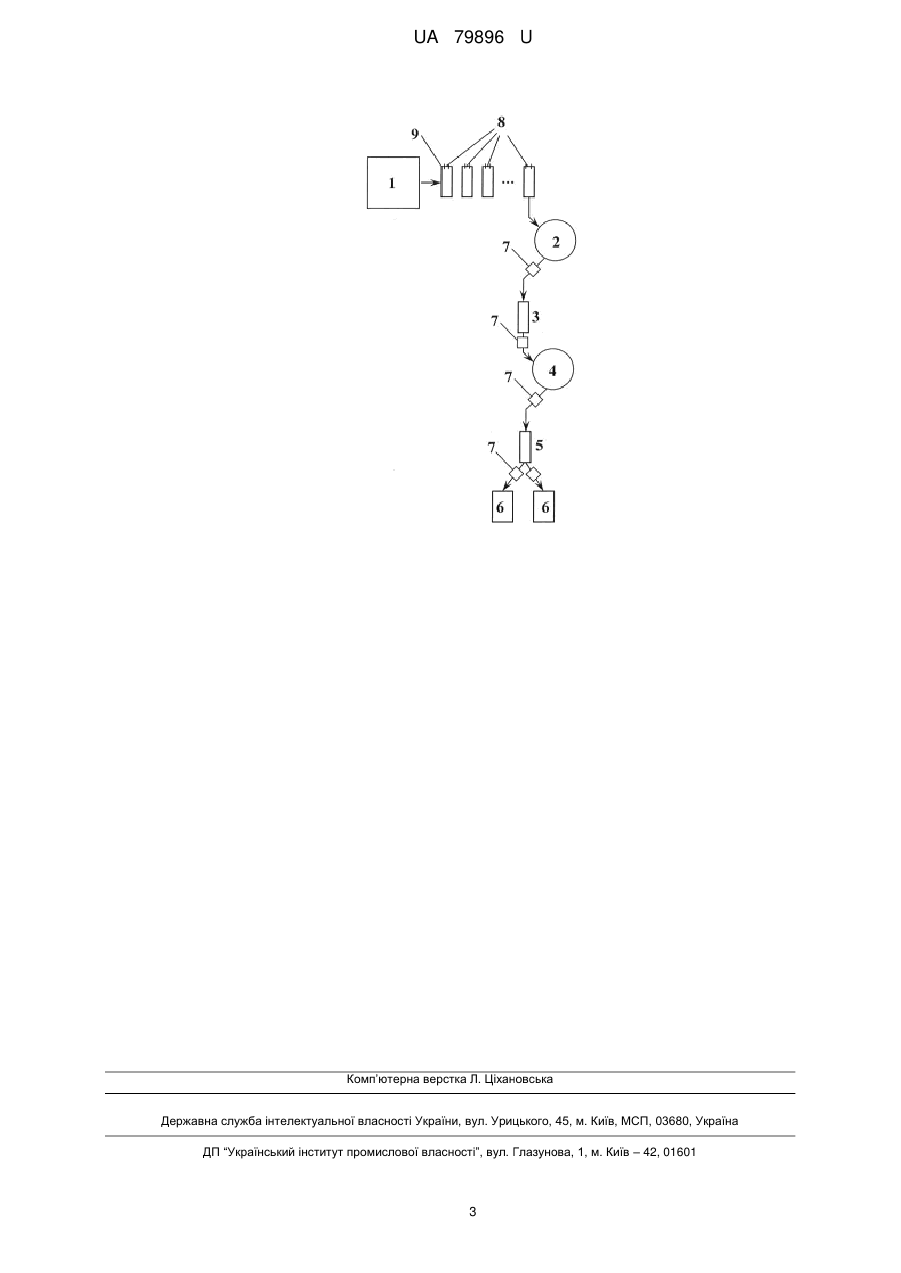
Лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, яка відрізняється тим, що в неї введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для нагрівання заготовок, який являє собою ряд виконаних з можливістю переміщення контейнерів для транспортування гарячих заготовок, які мають вікна завантаження.
Текст
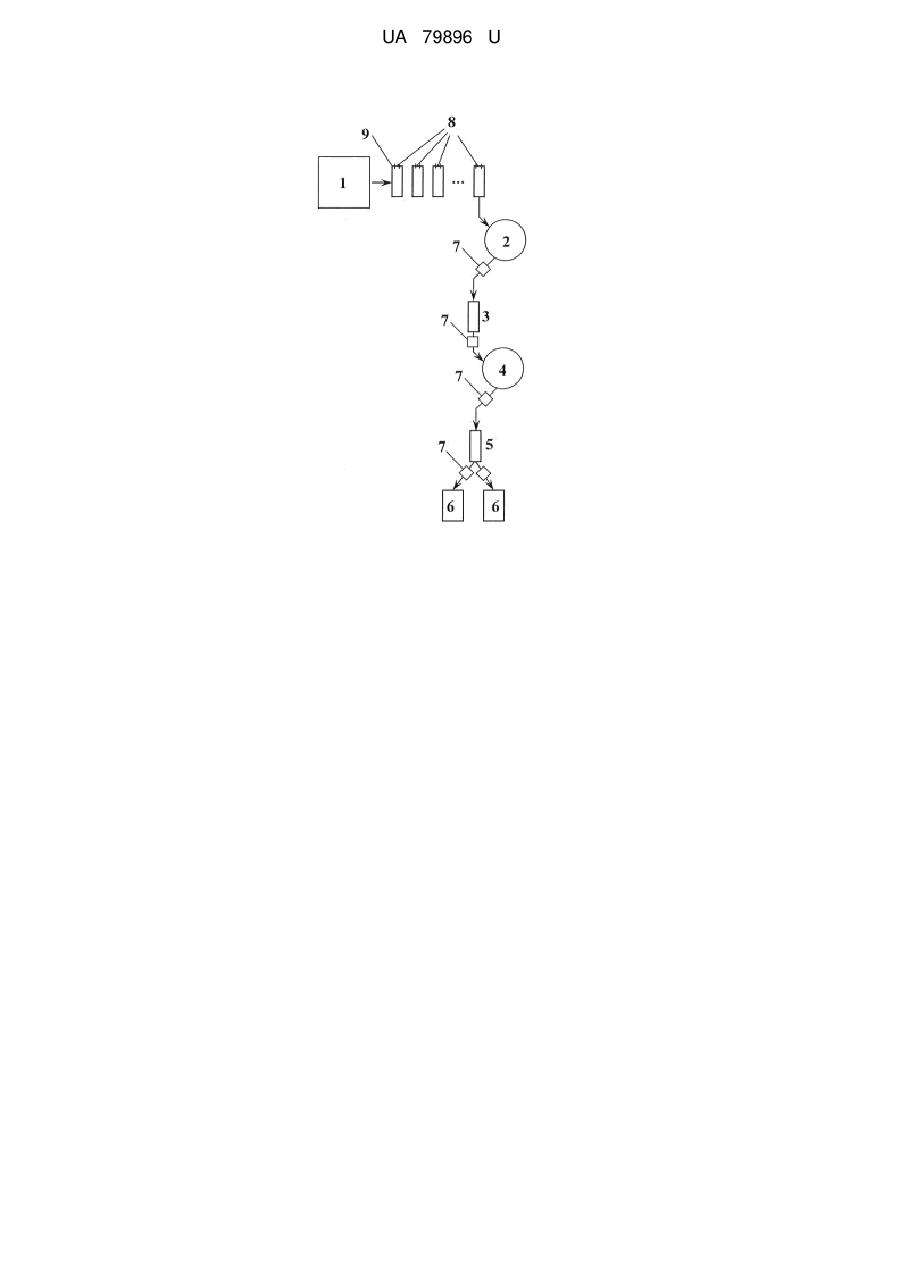
Реферат: Лінія для виробництва безшовних гарячекатаних труб містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, станелонгатор, пілігримовий стан. Додатково введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для нагрівання заготовок, який являє собою ряд виконаних з можливістю переміщення контейнерів для транспортування гарячих заготовок, які мають вікна завантаження. UA 79896 U (12) UA 79896 U UA 79896 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском і може бути використана при виробництві гарячекатаних безшовних сталевих труб з литої заготовки. Відома лінія для виготовлення гарячекатаних безшовних труб, що включає зв'язані транспортними механізмами послідовно розташовані нагрівальну піч, прошивний прес, станелонгатор, розкатний стан і калібрувальний стан [Патент США № 4 452 061, МПК В21В 23/00, 1984р.]. Використання даної лінії, у якій як основний деформуючий агрегат передбачена установка безперервного стану припускає наявність великої продуктивності і, як наслідок, необхідність установки нагрівальних печей великої потужності. Крім того, оскільки заготовки надходять на лінію у виді холодних зливків, виготовлення труб вимагає великих витрат на нагрівання заготовок до температури прошивання. Відома також лінія для виготовлення безшовних гарячекатаних труб, що включає зв'язані транспортними механізмами послідовно розташовані нагрівальну піч, пристрій, що обтискує заготовки по діаметру у вигляді стану гвинтової прокатки, прошивний пристрій заготовки в порожню гільзу, пристрій для розкатки гільзи в трубу чорнового розміру, що містить двоклітьовий блок безперервної подовжньої прокатки на рухливій утримуваній оправці, розкатну машину у вигляді двоклітьового стану безперервної подовжньої прокатки на рухливій утримуваній оправці і пристрій для калібрування труби чорнового розміру в трубу чистового розміру у вигляді стану безперервної безоправляльної прокатки [Патент України № 69899, МПК В21В 23/00, 2003 р.]. Труби, отримані на даній лінії, характеризуються підвищеною точністю, що досягається за рахунок установки в лінії додаткового устаткування у вигляді стану гвинтової прокатки і двоклітьової розкатної машини. Однак, збільшення кількості деформуючих станів на дві одиниці приводить до значного збільшення витрат енергії, початкової вартості лінії, необхідності підігріву чорнової труби. Крім того, використання холодної безперервнолитої заготовки вимагає великих витрат на її підігрів до температури деформації на стані гвинтової прокатки. Відома також лінія для виробництва безшовних гарячекатаних труб, що включає зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для підігріву прошитих стаканів, стан-елонгатор, пілігримовий стан [кн. В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов "Теория и технология трубного производства", Учебник, Днепропетровск, 2001, C. 327-328]. Лінії такого типу мають широке поширення, оскільки дозволяють одержувати якісні труби зі зливків на меншій кількості деформуючого устаткування. Однак, литі заготовки у вигляді зливків надходять на початок лінії холодними. Останнє вимагає великих витрат на їхній підігрів до температури деформації в кільцевій печі і веде до зниження точності труб, що виготовляються. Задачею корисної моделі є удосконалення лінії виготовлення безшовних гарячекатаних труб шляхом зміни її складу, в результаті чого знижуються енерговитрати на нагрівання литих заготовок під їхню деформацію і збільшується точність труб. Поставлена задача вирішена за рахунок того, що в лінію для виробництва безшовних гарячекатаних труб, що включає зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, відповідно до корисної моделі, введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для нагрівання заготовок, який являє собою ряд виконаних з можливістю переміщення контейнерів для транспортування гарячих заготовок, які мають вікна завантаження. Відмінністю пропонованої лінії від найбільш близького з аналогів є введення до складу лінії машини безперервного лиття заготовок і додаткового транспортного засобу, що зв'язує цю машину з кільцевою піччю для нагрівання заготовок і який являє собою ряд виконаних з можливістю переміщення контейнерів для транспортування гарячих заготовок, які мають вікна завантаження. Технічним результатом від використання пропонованої лінії в порівнянні з найбільш близьким з аналогів є зниження енерговитрат на нагрівання литих заготовок під їхню деформацію і підвищення точності труб. Це обумовлено тим, що введення машини безперервного лиття заготовки в лінію в сполученні з зазначеною конструкцією додаткового транспортного засобу, що зв'язує цю машину з кільцевою піччю для нагрівання заготовки, дозволяє зберегти і використовувати високу температуру металу за рахунок збереження його внутрішнього тепла, яке він має при відливі заготовок. Як результат - гарячий посад заготовок у кільцеву піч з температурою, близькою до 1000 °C, що дозволяє відключити ряд зон кільцевої печі і тим самим знизити 1 UA 79896 U 5 10 15 20 25 30 35 40 енерговитрати. Крім того, гарячий посад заготовок приведе до їх більш рівномірного нагрівання і дасть можливість регулювати температуру заготовок у процесі їх деформації з точністю ±100 °C [кн. М.Ф. Столетний, Е.Д. Клемперт "Точность труб". Металлургия, 1975, с. 97-401)]. Це і дозволяє підвищити точність труб. На кресленні представлена схема лінії, що заявляється. Вона складається з послідовно розміщених машини безперервного лиття заготовок 1, кільцевої печі для нагрівання заготовок 2, прошивного горизонтального гідравлічного преса 3, кільцевої печі для нагрівання прошитих стаканів 4, стана-елонгатора 5, пілігримового стана 6. Усі ці елементи лінії зв'язані транспортними механізмами 7. При цьому лінія обладнана додатковим транспортним засобом, що зв'язує машину безперервного лиття заготовок 1 з кільцевою піччю 2 для нагрівання заготовки. При цьому кількість кільцевих печей для нагрівання заготовок та кількість пілігримових станів диктується технологічними можливостями устаткування і його продуктивністю і сортаментом вироблених труб. Транспортний засіб являє собою ряд виконаних з можливістю переміщення контейнерів 8 для транспортування гарячих заготовок, що мають вікна завантаження 9 (Контейнер 8, наприклад, може містити з'єднаний із кришкою футерований піддон з опорними елементами у вигляді балок, вільно встановлених у вертикальних пазах, виконаних у подовжніх стінках піддона, при цьому одна зі стінок піддона має завантажувальне вікно). Лінія працює таким чином. Відповідно до замовлення на виробництво конкретного розміру труб розливають сталь необхідного складу на машині безперервного лиття заготовок 1 у круглі заготовки, діаметр і довжина яких визначаються таблицею прокатки. Заготовки при температурі 750-900 °C завантажують у контейнери 8 через вікна завантаження 9 і встановлюють їх, наприклад, на рухливу спеціальну платформу, на якій і транспортують заготовки до кільцевої печі 2. У цій печі їх підігрівають до температури 1270-1280 °C. Потім нагріті заготовки надходять за допомогою транспортних засобів 7 спочатку на прошивний горизонтальний гідравлічний прес 3, де заготовки деформуються в стакан, а потім у кільцеву піч 4 для підігріву до 1270-1280 °C, після чого стакан надходить у стан-елонгатор 5, де на короткій оправці деформується в гільзу. У гільзу заряджається дорн і на пілігримовому стані 6 гільзу розкочують у труби, з яких дорн витягається. Виготовлення труб розміром 355,6×12,7 мм зі сталі 20 на пропонованій лінії може бути здійснений, як і на лінії, найбільш близької з аналогів, шляхом одержання литої заготовки діаметром 470 мм і довжиною 2155 мм. При цьому підігрів литої заготовки в пропонованій лінії повинен бути виконаний з температури 750-900 °C до 1270-1280 °C, а у відомій лінії - з 20 °C до 1270-1280 °C, що і дозволить знизити енерговитрати, зокрема по витраті природного газу на 40 % . Крім того, звуження температурного інтервалу нагрівання заготовок до±1020 °C (у відомої лінії біля ±40 °C) приведе до більш рівномірного нагрівання всіх заготовок по перерізу і довжині і, як наслідок, меншого коливанню розмірів гільз і труб. Таким чином, застосування пропонованої лінії в порівнянні з відомою дозволяє знизити енерговитрати і підвищити точність труб. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, станелонгатор, пілігримовий стан, яка відрізняється тим, що в неї введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для нагрівання заготовок, який являє собою ряд виконаних з можливістю переміщення контейнерів для транспортування гарячих заготовок, які мають вікна завантаження. 2 UA 79896 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of seamless hot-rolled pipes
Автори англійськоюKozlovskyi Alfred Ivanovych, Balakin Valerii Fedorovych, Pinchuk Sofia Yosypivna, Korotkov Andrii Mykolaiovych, Yesaulov Hennadii Oleksandrovych, Hriniov Anatolii Fedorovych, Sokurenko Viktor Pavlovych, Proidak Yurii Serhiiovych, Danchenko Valentyn Mykolaiovych, Merezhko Viktor Lukych, Hvozdieva Tamara Mykhailivna, Uhriumov Yurii Dmytrovych, Shyfrin Yevhen Isaievych, Kisil Volodymyr Kostiantynovych, Soloviova Inna Anatoliivna, Biesiednov Serhii Viktorovych, Zakopko Oleksandr Viktorovych
Назва патенту російськоюЛиния для производства бесшовных горячекатаных труб
Автори російськоюКозловский Альфред Иванович, Балакин Валерий Федорович, Пинчук Софья Иосифовна, Коротков Андрей Николаевич, Есаулов Геннадий Александрович, Гринев Анатолий Федорович, Сокуренко Виктор Павлович, Пройдак Юрий Сергеевич, Данченко Валентин Николаевич, Мережко Виктор Лукич, Гвоздева Тамара Михайловна, Угрюмов Юрий Дмитриевич, Шифрин Евгений Исаевич, Кисиль Владимир Константинович, Соловьева Инна Анатольевна, Беседнов Сергей Викторович, Закопко Александр Викторович
МПК / Мітки
МПК: B21B 23/00
Мітки: лінія, труб, гарячекатаних, виробництва, безшовних
Код посилання
<a href="https://ua.patents.su/5-79896-liniya-dlya-virobnictva-garyachekatanikh-bezshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва гарячекатаних безшовних труб</a>
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану
Номер патенту: 82556
Опубліковано: 25.04.2008
Автори: Чепинський Олександр Олександрович, Жук Геннадій Віліорович, Тарасов Констянтин Констянтинович, ТРИГУБ Микола Петрович, Блощинський Григорій Павлович
МПК: B21B 3/00, B21B 19/00, B21B 17/00, B21B 23/00
Мітки: титану, гарячекатаних, труб, основі, виробництва, спосіб, сплавів, безшовних
Формула / Реферат:
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану, який включає нагрів заготовки перед деформацією до заданої температури, прошивку нагрітої заготовки в гільзу на стані поперечно-гвинтової прокатки та розкочування прошитої гільзи в трубу на рилінг-машині та калібрувальному стані, який відрізняється тим, що трубу виготовляють з литої недеформованої заготовки, попередній нагрів якої здійснюють до температури,...
Низьколегована сталь для виробництва високоміцних зварюваних гарячекатаних безшовних труб
Номер патенту: 100548
Опубліковано: 10.01.2013
Автори: Сталлібрасс Чарльз, Кубла Гідо, Сандерз Хайнц, Шютц Маркус, Кауке Крістоф, Шнайдер Андре
МПК: C22C 38/22
Мітки: гарячекатаних, безшовних, виробництва, низьколегована, зварюваних, сталь, високоміцних, труб
Формула / Реферат:
1. Низьколегована сталь для виробництва високоміцних зварюваних гарячекатаних безшовних сталевих труб, що містить, мас. %: С 0,15-0,18 Si 0,20-0,40 Mn 1,40-1,60 Р не більше 0,05 S не більше 0,01 Cr від більше 0,50 до 0,90 ...
Спосіб виробництва гарячекатаних труб
Номер патенту: 51033
Опубліковано: 25.06.2010
Автори: Лариков Володимир Васильович, Фурманов Валерій Борисович
МПК: B21C 37/06
Мітки: гарячекатаних, спосіб, виробництва, труб
Формула / Реферат:
1. Спосіб виробництва гарячекатаних труб, що включає одержання гарячої гільзи із суцільної циліндричної заготовки, прокатку на внутрішній оправці гарячої гільзи в трубу, додатковий підігрів труби перед редукуванням, гаряче редукування труби по діаметру в багатоклітьовому редукційному стані, який відрізняється тим, що в одній або декількох клітях редукційного стана одночасно з гарячим редукуванням труби по діаметру здійснюють додаткову її...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Шперлін Павло Ільїч, Черняк Сергій Аркадійович, Кобиляшний Андрій Миколайович
МПК: B21C 23/02
Мітки: сталевих, безшовних, спосіб, виготовлення, труб
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Лавренюк Петро Данилович, Кореняк Юрій Констянтинович, Кармінова Валентина Андріївна, Островський Ігор Петрович, Кислиціна Любов Михайлівна, Чуб Анатолій Васильович, Лезінська Олена Яківлівна, Чеха Віктор Миколаєвич, Зуєв Леонід Артемович, Бенько Віктор Петрович, Кісельов Віктор Стефанович
МПК: C21D 9/08, B21B 21/00
Мітки: труб, стальних, спосіб, виробництва, безшовних
Формула / Реферат:
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Попередній патент: Спосіб покращення експлуатаційних властивостей та зносостійкості зволожувальних валів офсетних друкарських машин
Наступний патент: Спосіб вирощування саджанців груші зі вставкою
Випадковий патент: Спосіб моніторингу перебігу загоєння ран