Пристрій для відновлення деталей методом електрошлакового наплавлення
Номер патенту: 79985
Опубліковано: 13.05.2013
Автори: Пирожкова Валентина Петрівна, Луньов Валентин Васильович, Парахнєвич Євген Миколайович, Чеботар Людмила Кирилівна, Петруша Юрій Петрович, Бурова Наталія Михайлівна
Формула / Реферат
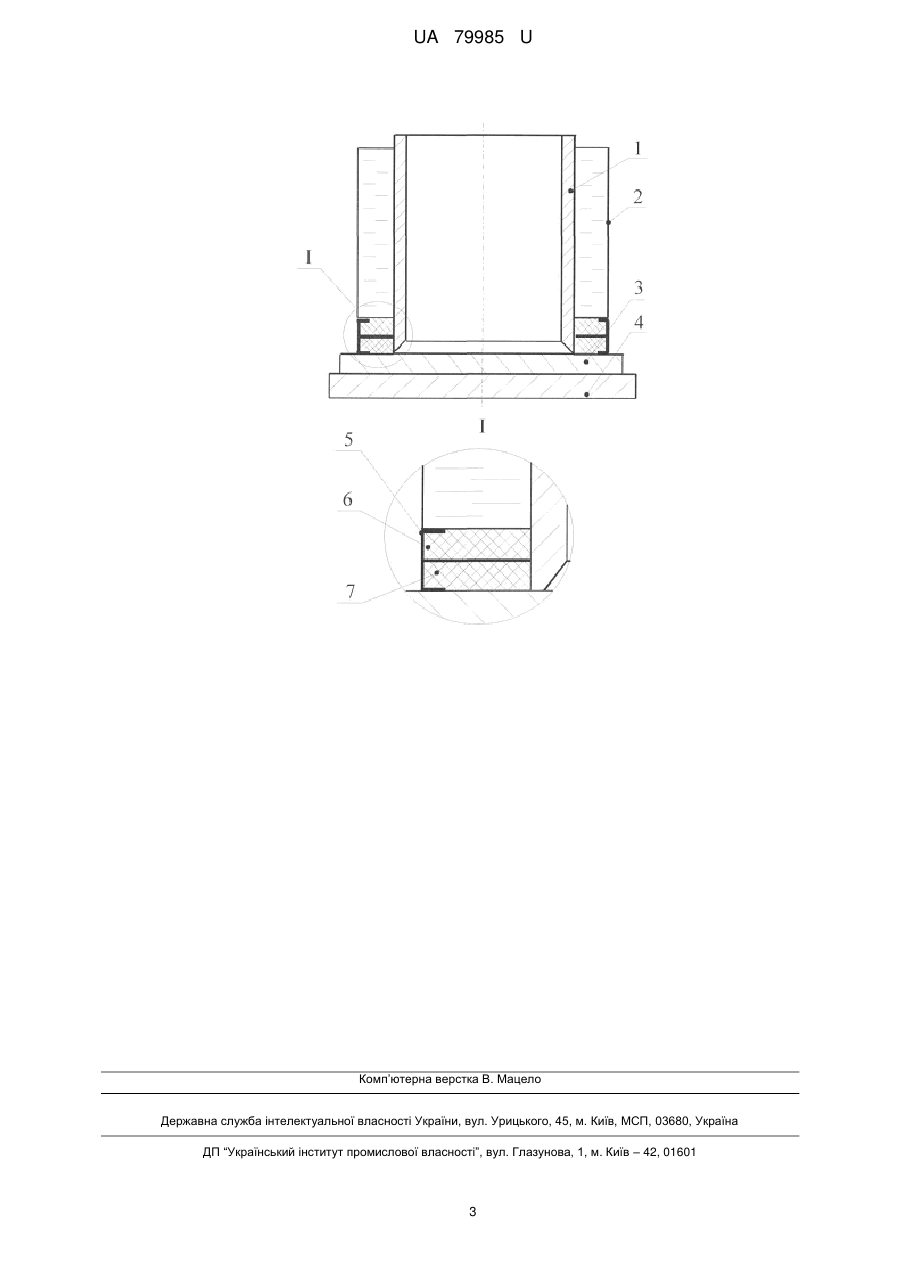
Пристрій для відновлення деталей методом електрошлакового наплавлення, який складається з кристалізатора, що має мідну гільзу, внутрішня поверхня якої біля основи деталі виконана зі скосом, та водоохолоджувальний кожух, який розташовано із зазором відноcно до основи деталі, та стіл для закріплення деталі, який відрізняється тим, що в зазорі між водоохолоджувальним кожухом кристалізатора та основою деталі встановлено Т-подібне мідне кільце, яке кріпиться до мідної гільзи кристалізатора і утримує з його боку теплоізоляційну прокладку, а з боку основи деталі вогнетривку прокладку, причому ширина Т-подібного мідного кільця дорівнює ширині стінки водоохолоджувального кожуха.
Текст
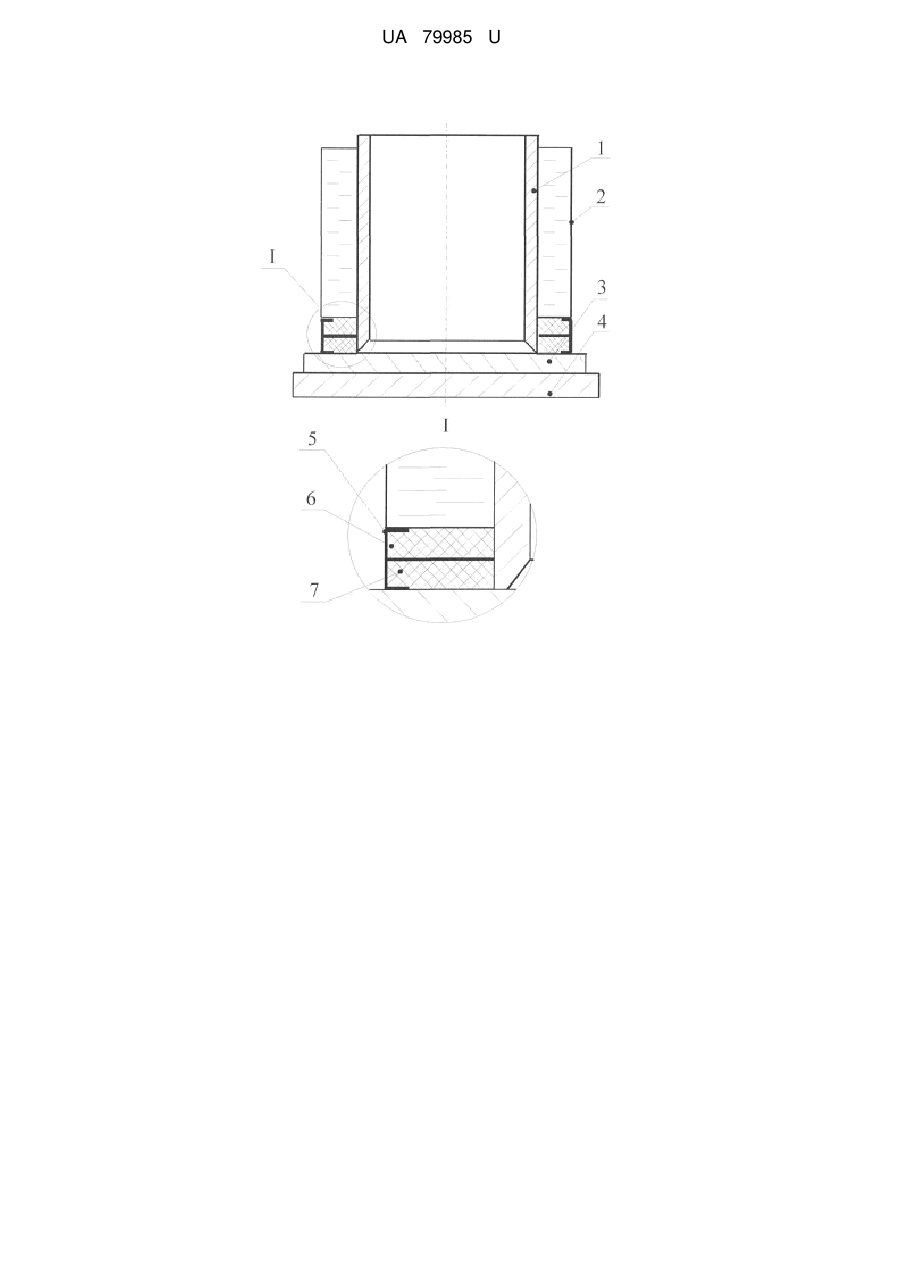
Реферат: Пристрій для відновлення деталей методом електрошлакового наплавлення складається з кристалізатора, що має мідну гільзу, водоохолоджувального кожуха, стола для закріплення деталі В зазорі між водоохолоджувальним кожухом кристалізатора та основою деталі встановлено Т-подібне мідне кільце, яке утримує з його боку теплоізоляційну прокладку, а з боку основи деталі вогнетривку прокладку. UA 79985 U (54) ПРИСТРІЙ ДЛЯ ВІДНОВЛЕННЯ ДЕТАЛЕЙ МЕТОДОМ ЕЛЕКТРОШЛАКОВОГО НАПЛАВЛЕННЯ UA 79985 U UA 79985 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі електрометалургії, а саме до конструкцій пристроїв, які можуть бути використані при електрошлаковому наплавленні. Кристалізатор є одним з основних вузлів установок для відновлення деталей та виплавки біметалевих заготовок. У ньому відбувається плавлення шлаку і витратного електрода, кристалізація розплавленого металу та формування наплавленого елемента (заготовки). Відома конструкція кристалізатора [1], що має мідну гільзу та водоохолоджуваний кожух. Дана конструкція кристалізатора забезпечує якісний процес переплаву витратного електрода електрошлаковим методом. Але для відновлення деталей і виплавки біметалевих заготовок цей кристалізатор не придатний, так як не дозволяє отримати якісне з'єднання металу, що наплавляється, з металом основи деталі, що відновлюється. Найближчим аналогом вибрано пристрій для відновлення відпрацьованих деталей методом електрошлакового наплавлення [2], що містить кристалізатор, внутрішня поверхня якого біля основи відпрацьованої деталі, виконана зі скосом, а водоохолоджувальний кожух розташовано з зазором відносно до столу, на якому закріплюють відпрацьовану деталь. Недоліком відомої конструкції є низька експлуатаційна надійність пристрою у зв'язку зі зменшенням тепловідводу в місці контакту кристалізатора з деталлю, що відновлюється, ненадійність і небезпечність пристрою у процесі електрошлакового наплавлення. Зменшення тепловідводу в зоні контакту мідної гільзи та основи деталі, що відновлюється, призводить до різкого її перегріву високотемпературним рідким шлаком, розплавлення металу деталі в місці її контакту з мідною гільзою і, як наслідок, аварійного виходу рідкого металу і шлаку за межі кристалізатора під край мідної гільзи зі створенням пожежонебезпечної ситуації. Рідкий метал і шлак оплавляють і розмивають метал деталі, що відновлюється, внаслідок незадовільного тепловідводу, який спричинено малою поверхнею контакту мідної гільзи кристалізатора (виконання скосу) з поверхнею деталі, а також зазором між водоохолоджуваним кожухом та деталлю. В основу корисної моделі поставлено задачу, що полягає у розробці пристрою для відновлення деталей та виплавки біметалевих заготовок з поліпшеними експлуатаційними характеристиками, тобто з підвищеною стійкістю, надійністю та безпекою шляхом конструкційних удосконалень. Поставлена задача вирішується тим, що пристрій для відновлення деталей методом електрошлакового наплавлення, який складається з кристалізатора, що має мідну гільзу, внутрішня поверхня якої біля основи деталі виконана зі скосом, та водоохолоджувальний кожух, який розташовано із зазором відносно до основи деталі, та стіл для закріплення деталі, причому в зазорі між водоохолоджувальним кожухом кристалізатора та основою деталі встановлено Т-подібне мідне кільце, яке кріпиться до мідної гільзи кристалізатора і утримує з його боку теплоізоляційну прокладку, а з боку основи деталі вогнетривку прокладку. Ширина Тподібного мідного кільця дорівнює ширині стінки водоохолоджувального кожуха. Саме встановлення в зазорі між водоохолоджувальним кожухом кристалізатора та основою деталі Т-подібного мідного кільця з теплоізоляційною та вогнетривкою прокладками забезпечує сплавлення основи деталі з металом витратного електрода при електрошлаковому наплавленні без прориву рідкого металу і шлаку за межі кристалізатора під край мідної гільзи і зупинки процесу електрошлакового наплавлення, тому що при проплавленні основи деталі під гільзою кристалізатора рідкий метал і шлак кристалізуються під вогнетривкою прокладкою, не порушуючи технологічного процесу і не шкодячи водоохолоджувальному кожуху за рахунок наявності теплоізоляційної прокладки. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей, шляхом конструкційних удосконалень розроблено пристрій для відновлення деталей методом електрошлакового наплавлення із поліпшеними характеристиками, тобто підвищеною експлуатаційною стійкістю, надійністю та безпекою. На кресленні зображено переріз пристрою для відновлення деталей методом електрошлакового наплавлення, що заявляється. Пристрій містить мідну гільзу 1 та водоохолоджувальний кожух 2, які утворюють між собою порожнину для проходження охолоджувача. Внутрішня поверхня мідної гільзи кристалізатора 1 біля основи деталі 3, виконано зі скосом, а водоохолоджувальний кожух 2 розташовано із зазором відносно до основи деталі 3, яка закріплена на столі 4. Між водоохолоджувальним кожухом 2 та основою деталі 3 встановлено Т-подібне мідне кільце 5, яке кріпиться до мідної гільзи 1 і утримує з боку водоохолоджувального кожуха 2 теплоізоляційну прокладку 6 (наприклад з азбесту), а з боку основи деталі 3, вогнетривку прокладку 7 (наприклад з шамоту). Ширина Т подібного мідного кільця 5 дорівнює ширині стінки водоохолоджувального кожуха 2. 1 UA 79985 U 5 10 15 20 25 30 Пристрій, який заявлено, виконує свою функцію шляхом переплаву витратного електрода на основу деталі 3, що відновлюється. При цьому досягається якісне з'єднання електрошлакового металу витратного металу і основи деталі 3, за рахунок виконання мідної гільзи 1 зі скосом біля основи деталі 3, що відновлюється, та розташування водоохолоджуваного кожуха 2 з зазором відносно до основи деталі 3, що відновлюється. Застосування Т-подібного мідного кільця 5, яке кріпиться до мідної гільзи 1 і утримує з боку водоохолоджуваного кожуха 2 теплоізоляційну прокладку 6, а з боку основи деталі 3, що наплавляється, вогнетривку прокладку 7, дозволяє запобігати прориву рідкого металу і шлаку за межі зони електрошлакового процесу, забезпечує стійкість, надійність та безпеку роботи пристрою, що заявляється. Для перевірки працездатності пристрою, який заявлено, було відновлено партію деталей "серга" підвіски електровозів серії ЧС методом електрошлакового наплавлення на Запорізькому електровозоремонтному заводі. При відновленні деталей "серга" із застосуванням пристрою – найближчого аналога [2], на початку електрошлакового процесу наплавлення при розігріві основи час від часу відбувався прорив рідкого шлаку і металу за межі кристалізатора, який доводилося засипати шлаком, щоб попередити пожежонебезпечну ситуацію і продовжити процес відновлення деталі. Така незадовільна експлуатаційна надійність пристрою постійно тримає плавильників в напруженому стані, створюючи небезпечні умови їх роботи. При відновленні деталей "серга" з застосуванням запропонованого пристрою для відновлення деталей методом електрошлакового наплавлення всі наплавлення відбулися без порушення проходження електрошлакового процесу. Рідкий метал і шлак не виходили за межі кристалізатора, а оплавлений метал біля основи деталі, в місці контакту гільзи кристалізатора кристалізувався під вогнетривкою прокладкою, не порушуючи цілісність деталі. Результати порівняльних досліджень вказують, що при використанні пристрою для відновлення деталей методом електрошлакового наплавлення, який заявляється, у порівнянні з відомим, забезпечується підвищена експлуатаційна надійність і безпека його роботи. Джерела інформації: 1. Медовар Б.И. Электрошлаковые печи [Текст] / Б.И. Медовар, Л.М. Ступак, Г.А. Бойко и др.: под ред. Б.Е. Патона. - К.: Наукова думка, 1976. - 414 с. 2. АС СРСР № 1160748, МПК С22С В9/18. Пристрій для відновлення відпрацьованих деталей методом електрошлакового наплавлення [Текст] / Б.С. Сперанський, П.С. Кіреев, Ю.А. Шульте та інш. (Україна); заявник ЗМІ ім. В.Я. Чубаря; заяв. 24.11.1982-8с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Пристрій для відновлення деталей методом електрошлакового наплавлення, який складається з кристалізатора, що має мідну гільзу, внутрішня поверхня якої біля основи деталі виконана зі скосом, та водоохолоджувальний кожух, який розташовано із зазором відноcно до основи деталі, та стіл для закріплення деталі, який відрізняється тим, що в зазорі між водоохолоджувальним кожухом кристалізатора та основою деталі встановлено Т-подібне мідне кільце, яке кріпиться до мідної гільзи кристалізатора і утримує з його боку теплоізоляційну прокладку, а з боку основи деталі вогнетривку прокладку, причому ширина Т-подібного мідного кільця дорівнює ширині стінки водоохолоджувального кожуха. 2 UA 79985 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for reconstruction of details by electroslag facing
Автори англійськоюPetrusha Yurii Petrovych, Luniov Valentyn Vasyliovych, Parakhnevych Yevhen Mykolaiovych, Chebotar Liudmyla Kyrylivna, Pyrozhkova Valentyna Petrivna, Burova Nataliia Mykhailivna
Назва патенту російськоюУстройство для восстановления деталей методом электрошлаковой наплавки
Автори російськоюПетруша Юрий Петрович, Лунев Валентин Васильевич, Парахневич Евгений Николаевич, Чеботарь Людмила Кирилловна, Пирожкова Валентина Петровна, Буровая Наталья Михайловна
МПК / Мітки
МПК: C22B 9/18
Мітки: відновлення, методом, деталей, пристрій, електрошлакового, наплавлення
Код посилання
<a href="https://ua.patents.su/5-79985-pristrijj-dlya-vidnovlennya-detalejj-metodom-elektroshlakovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для відновлення деталей методом електрошлакового наплавлення</a>
Пристрій для електрошлакового наплавлення
Номер патенту: 62125
Опубліковано: 10.08.2011
Автор: Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: електрошлакового, наплавлення, пристрій
Формула / Реферат:
1. Пристрій для електрошлакового наплавлення, що складається з електрично ізольованих секцій: верхньої струмоведучої, проміжної й нижньої формуючої, який відрізняється тим, що проміжна секція виконана неводоохолоджуваною з неелектропровідних, хімічно- й термічностійких при температурі 1300-1700 °С матеріалів, що не змочуються шлаками.2. Пристрій за п. 1, який відрізняється тим, що проміжна секція виконана з карбонітриду бору.
Спосіб електрошлакового наплавлення
Номер патенту: 13365
Опубліковано: 15.03.2006
Автори: Попов Борис Анатольович, Попов Анатолій Васильович
МПК: B23K 25/00
Мітки: спосіб, наплавлення, електрошлакового
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у жужільну ванну, обмежену поверхнею, що наплавляють, і кристалізатором, який відрізняється тим, що наплавлення ведуть під кутом 10-75° до горизонтальної поверхні, при цьому заготовку, що наплавляють, обертають відносно кристалізатора, а кристалізатор переміщують вздовж наплавленої заготівки зі швидкістю, яку визначають датчиком контролю рівня рідкого...
Спосіб електрошлакового наплавлення
Номер патенту: 74180
Опубліковано: 25.10.2012
Автори: Литвинов Володимир Олегович, Попов Анатолій Васильович, Литвинов Дмитро Олегович, Попов Борис Анатольович
МПК: B23K 25/00
Мітки: наплавлення, електрошлакового, спосіб
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у жужільну ванну, обмежену поверхнею, що наплавляють, і кристалізатором, який відрізняється тим, що наплавлення ведуть по всій довжині наплавлюваної поверхні заготівки одночасно, при цьому заготівку, що наплавляють, обертають відносно кристалізатора, зі швидкістю, яку визначають датчиком контролю рівня рідкого металу, електроди, що плавляться, подають у...
Спосіб електрошлакового наплавлення
Номер патенту: 51706
Опубліковано: 26.07.2010
Автори: Попов Анатолій Васильович, Матвієнков Сергій Анатолійович
МПК: B23K 25/00
Мітки: наплавлення, спосіб, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у рідку ванну, обмежену поверхнею заготівки, що наплавляють, та кристалізатором, який відрізняється тим, що наплавлення проводять по всій довжині поверхні заготівки, водночас при цьому заготівку обертають відносно кристалізатора, зі швидкістю, яку визначають датчиком контролю рівня рідкого металу, а електроди, що витрачаються, подають у рідку ванну...
Кокіль для відновлення деталей методом електрошлакової технології

Номер патенту: 62891
Опубліковано: 26.09.2011
Автори: Капустян Олексій Євгенович, Петрашов Олександр Сергійович, Білоник Ігор Методійович
МПК: C22B 9/193
Мітки: електрошлакової, відновлення, деталей, технології, методом, кокіль
Формула / Реферат:
Кокіль для відновлення деталей методом електрошлакової технології, виконаний у вигляді корпуса, який має охолоджувані канали і внутрішню порожнину, що копіює форму відновлюваної деталі, має пази, в яких розташовані вставки з легуючих матеріалів, який відрізняється тим, що кокіль має мідний водоохолоджуваний піддон, а з протилежної сторони до вставок він має вікно, куди встановлюється деталь, що відновлюється.
Попередній патент: Філь’єра для отримання високоякісного термоелектричного матеріалу методом екструзії
Наступний патент: Підвісне операторське обладнання для переміщання кінотелекамери
Випадковий патент: Пристрій для вправлення зміщень при пошкодженні тіл хребців