Спосіб електроконтактного поверхневого загартування деталей
Номер патенту: 80082
Опубліковано: 13.05.2013
Автори: Бурикін Віталій Вітальйович, Клименко Сергій Анатолійович, Мілевський Сергій Володимирович
Формула / Реферат
Спосіб електроконтактного поверхневого загартування деталей, якій передбачає нагрівання деталей шляхом пропускання струму через електроди з промислової міді, підведені до оброблювальної поверхні, якій відрізняється тім, що нагрівання поверхні здійснюється по дискретних ділянках поверхні, а електрод при цьому використовується у вигляді труби визначеного діаметру та форми.
Текст
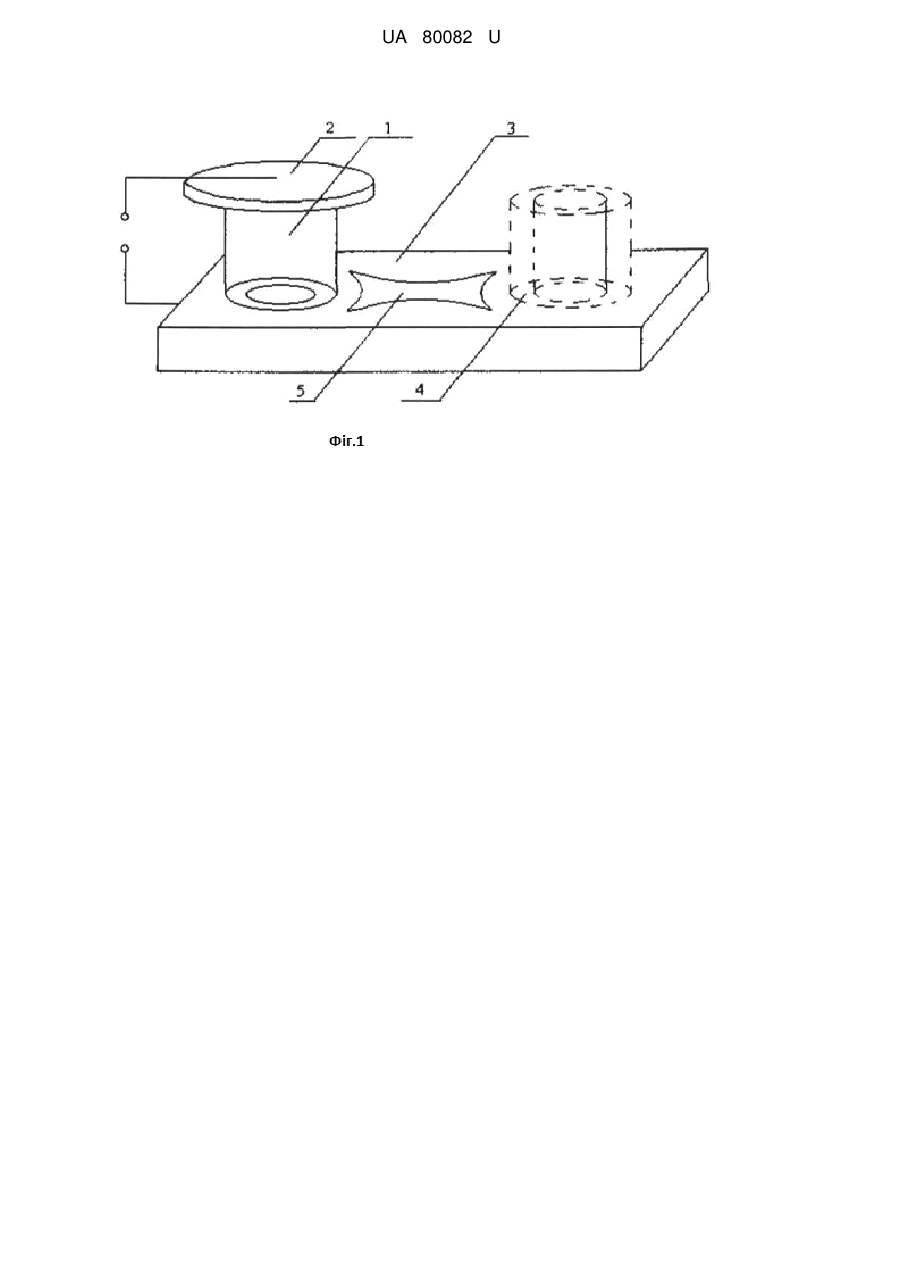
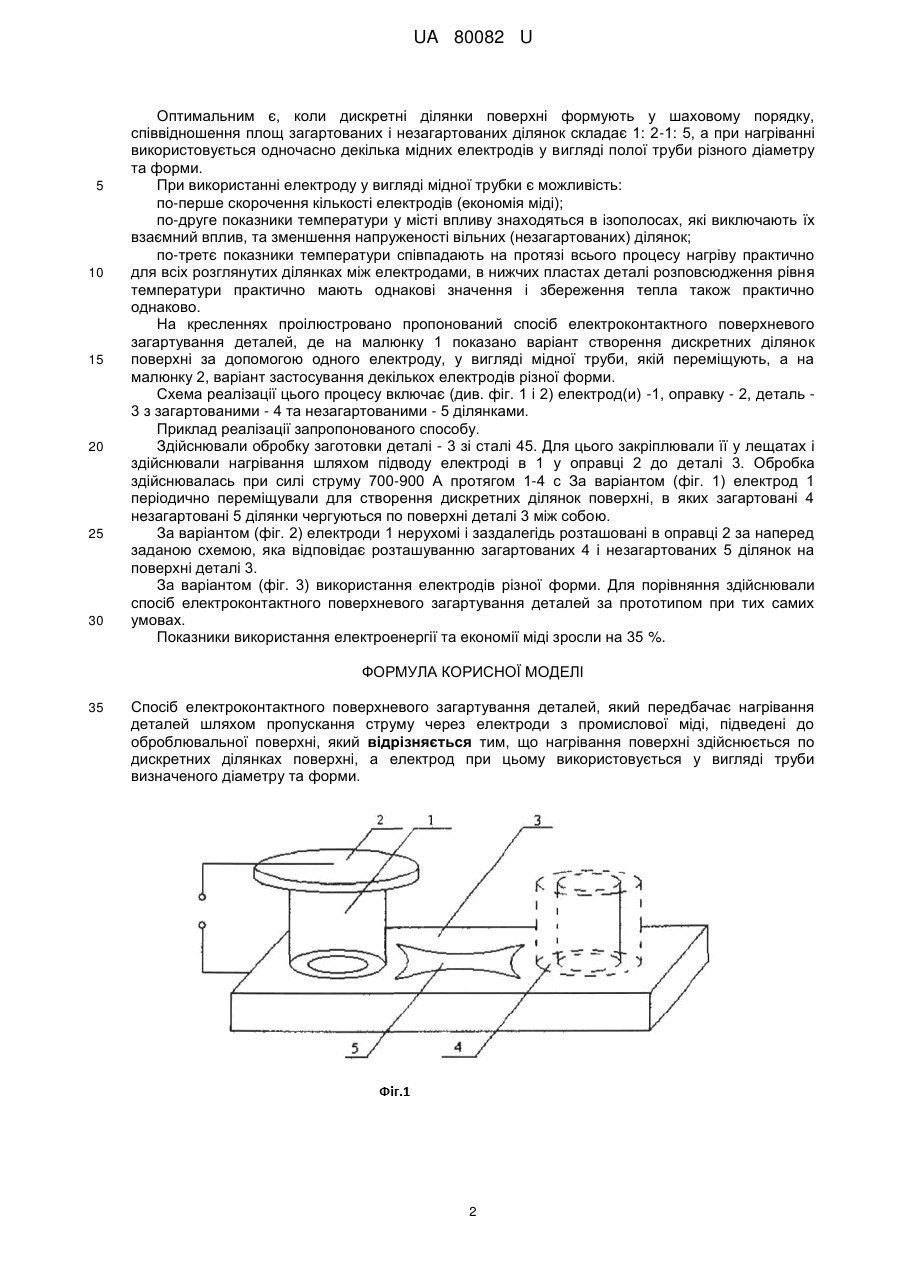
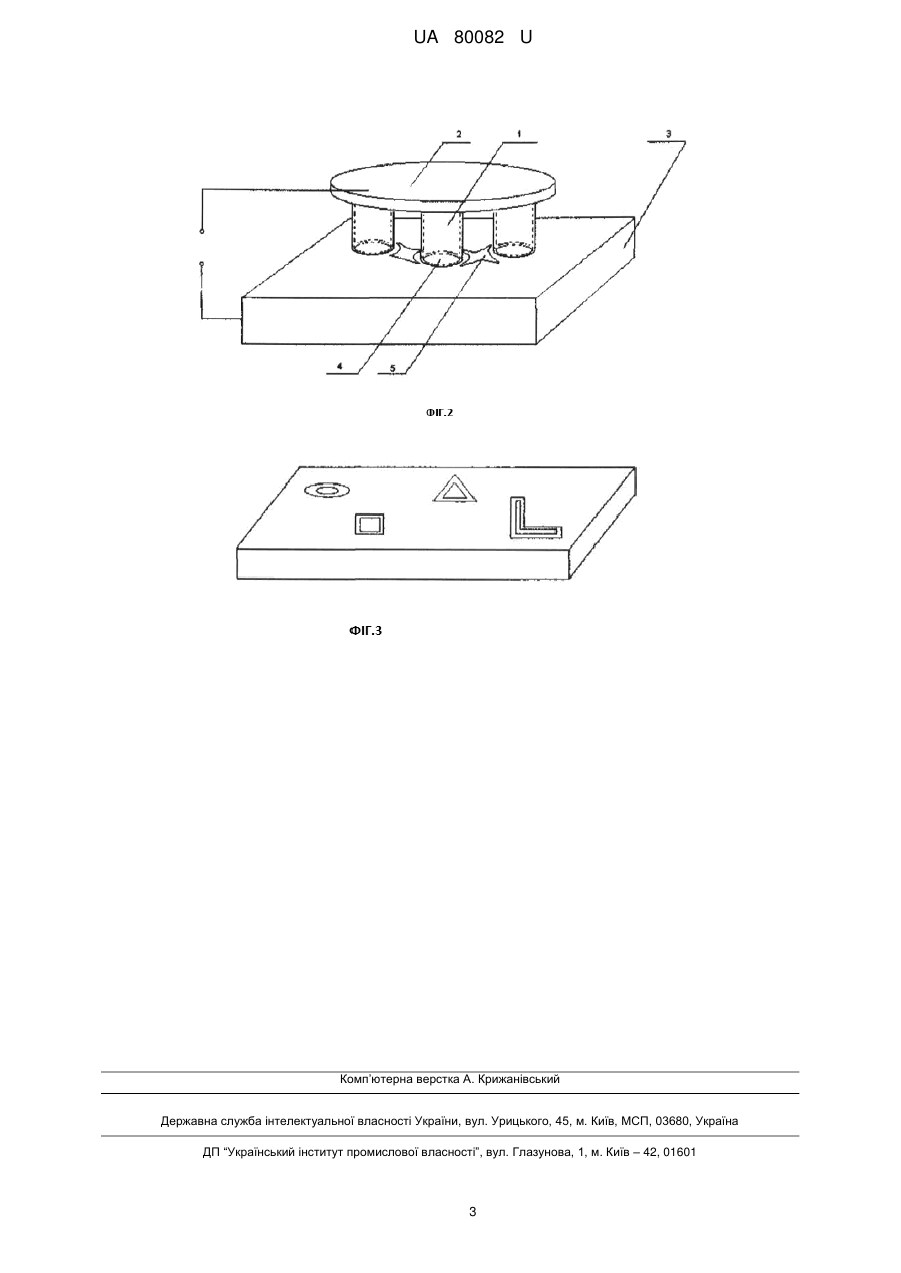
Реферат: Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму через електроди з промислової міді, підведені до оброблювальної поверхні. Нагрівання поверхні здійснюється по дискретних ділянках поверхні. Електрод при цьому використовується у вигляді труби визначеного діаметру та форми. UA 80082 U (12) UA 80082 U UA 80082 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до термічної обробки металів і сплавів, переважно великогабаритних деталей і може бути використаний у машинобудуванні, особливо у тих випадках, коли треба забезпечити ефективну роботу в умовах термоциклічних навантажень і в абразивному середовищі. Відомий спосіб електроконтактного поверхневого загартування деталей (див. авт. св. СРСР № 259101, МПК С 21 D 1/40, опубл. 12.12.1969 р., Бюл. № 2 за 1970 p.), якій передбачає нагрівання деталей, шляхом пропускання струму через електроди, підведені до деталі з одночасним охолодженням ділянок, які знаходяться під струмом і повторним нагріванням деталі на ділянці, яка знаходиться між охолоджуючім пристроєм і другим по ходу руху деталі електродом. Недоліком цього способу є неможливість обробки деталей іншої форми, крім тонкостінних металевих виробів, а також можливість утворення в деталі тріщин по причині наявності в процесі охолодження розігрітої деталі макроскопічних напружень. Відомий також найбільш близький за технічною суттю до корисної моделі спосіб електроконтактного поверхневого загартування деталей, (див. Патент РФ №2044781, МПК6 С 21 Д 1/40, опубл. 27.09.95 р., Бюл. № 27), якій передбачає нагрівання деталей шляхом пропускання струму через електроди, підведені до оброблюваної поверхні, при цьому за цім способом можлива обробка проволоки, яку розміщували між двома волоками-електродами і в 2 процесі пропускання струму густиною 49…103 А/мм протягом 0,5…1,6 с, проволоку переміщували, здійснюючи позовне нагрівання деталі. Однак і при такій схемі обробки деталь перегрівається, необхідно здійснювати її охолодження, а це приводить до поводок, зміни геометричних розмірів деталей і утворення мікроскопічних напруг, які сприятимуть погіршенню якості поверхні по причині появи тріщин та інших непередбачуваних порушень поверхні деталі, крім того використання охолоджуючої рідини погіршує екологічність процесу, а на виправлення отриманих в наслідок такої обробки недоліків поверхні необхідні додаткові енерговитрати. Також цей спосіб не дає можливості обробки деталей великогабаритних, іншої форми, крім проволоки. В основу корисної моделі покладено задачу такого удосконалення способу електроконтактного поверхневого загартування деталей, при якому за рахунок здійснення нагрівання по дискретних ділянках поверхні, а електрод при цьому використовується у вигляді труби визначеного діаметру та форми відпадає необхідність її охолодження з використанням охолоджуючої рідини, підвищується ефективність ступінчастої кристалізації феритно-перлітної системи, зменшення макроскопічних напруг, що призведе до виключення розтискування і інших порушень поверхні деталей і, як наслідок, до поліпшення якості поверхні, зниження енерговитрат і підвищення економічності процесу. Для вирішення цього завдання у способі електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму через електроди з промислової міді, підведені до оброблювальної поверхні, згідно корисної моделі, нагрівання поверхні здійснюється по дискретних ділянках поверхні, а електрод при цьому використовується у вигляді труби визначеного діаметру та форми. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Завдяки здійснення дискретного нагрівання ділянок поверхні, коли загартовані і незагартовані ділянки чергуються між собою, досягається можливість усунути операції охолодження деталі (охолодження здійснюється природно шляхом відводу тепла в деталь) і кінцеву обробку, яка проводиться при виникненні поверхневих дефектів і тріщин. Це одночасно сприяє як поліпшенню якості поверхні, так і зменшенню енерговитрат на здійсненню процесу. Виключення охолоджуючої рідини також сприяє підвищенні екологічності процесу. При використанні одночасно декількох електродів у вигляді труби розташованих за наперед заданою схемою додатково досягається швидкість обробки, а також здійснюється вирівнювання внутрішніх напруг по поверхні деталі. При застосуванні декількох електродів у вигляді труби необхідно враховувати відстань між ними. Ця відстань виключає взаємний вплів теплових полів солідних електродів. Крім того при рівномірному експлуатаційному навантаженні відстань між зміцненими ділянками відповідає характерному розміру внутрішньої порожнини електрода, а при нерівномірному навантаженні співвідношення відстаней між зміцненими ділянками і величиною характерного розміру внутрішньої порожнини електрода зворотно зміні елементів в епюрі експлуатаційного навантаження. Цей факт дозволяє застосовувати електроду у вигляді мідної трубки. 1 UA 80082 U 5 10 15 20 25 30 Оптимальним є, коли дискретні ділянки поверхні формують у шаховому порядку, співвідношення площ загартованих і незагартованих ділянок складає 1: 2-1: 5, а при нагріванні використовується одночасно декілька мідних електродів у вигляді полої труби різного діаметру та форми. При використанні електроду у вигляді мідної трубки є можливість: по-перше скорочення кількості електродів (економія міді); по-друге показники температури у місті впливу знаходяться в ізополосах, які виключають їх взаємний вплив, та зменшення напруженості вільних (незагартованих) ділянок; по-третє показники температури співпадають на протязі всього процесу нагріву практично для всіх розглянутих ділянках між електродами, в нижчих пластах деталі розповсюдження рівня температури практично мають однакові значення і збереження тепла також практично однаково. На кресленнях проілюстровано пропонований спосіб електроконтактного поверхневого загартування деталей, де на малюнку 1 показано варіант створення дискретних ділянок поверхні за допомогою одного електроду, у вигляді мідної труби, якій переміщують, а на малюнку 2, варіант застосування декількох електродів різної форми. Схема реалізації цього процесу включає (див. фіг. 1 і 2) електрод(и) -1, оправку - 2, деталь 3 з загартованими - 4 та незагартованими - 5 ділянками. Приклад реалізації запропонованого способу. Здійснювали обробку заготовки деталі - 3 зі сталі 45. Для цього закріплювали її у лещатах і здійснювали нагрівання шляхом підводу електроді в 1 у оправці 2 до деталі 3. Обробка здійснювалась при силі струму 700-900 А протягом 1-4 с За варіантом (фіг. 1) електрод 1 періодично переміщували для створення дискретних ділянок поверхні, в яких загартовані 4 незагартовані 5 ділянки чергуються по поверхні деталі 3 між собою. За варіантом (фіг. 2) електроди 1 нерухомі і заздалегідь розташовані в оправці 2 за наперед заданою схемою, яка відповідає розташуванню загартованих 4 і незагартованих 5 ділянок на поверхні деталі 3. За варіантом (фіг. 3) використання електродів різної форми. Для порівняння здійснювали спосіб електроконтактного поверхневого загартування деталей за прототипом при тих самих умовах. Показники використання електроенергії та економії міді зросли на 35 %. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму через електроди з промислової міді, підведені до оброблювальної поверхні, який відрізняється тим, що нагрівання поверхні здійснюється по дискретних ділянках поверхні, а електрод при цьому використовується у вигляді труби визначеного діаметру та форми. 2 UA 80082 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrocontact surface hardening of details
Автори англійськоюMilevskyi Serhii Volodymyrovych, Klymenko Serhii Anatoliiovych, Burykin Vitalii Vitaliiovych
Назва патенту російськоюСпособ электроконтактной поверхностной закалки деталей
Автори російськоюМилевский Сергей Владимирович, Клименко Сергей Анатольевич, Бурыкин Виталий Витальевич
МПК / Мітки
МПК: C21D 1/40
Мітки: спосіб, деталей, поверхневого, електроконтактного, загартування
Код посилання
<a href="https://ua.patents.su/5-80082-sposib-elektrokontaktnogo-poverkhnevogo-zagartuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного поверхневого загартування деталей</a>
Спосіб електроконтактного поверхневого загартування деталей

Номер патенту: 55099
Опубліковано: 17.03.2003
Автори: Муковоз Юрій Олександрович, Мілевський Сергій Володимирович, Мановицький Олександр Степанович, Ляшенко Борис Артемович, Клименко Сергій Анатолійович
МПК: C21D 1/34
Мітки: деталей, загартування, поверхневого, електроконтактного, спосіб
Формула / Реферат:
Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму протягом 0,5 -1,6 с через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані та незагартовані ділянки чергуються між собою, при цьому нагрівання здійснюють струмом густиною 110-180А/мм2 з силою притискання електродів...
Спосіб електроконтактного поверхневого загартування деталей
Номер патенту: 55100
Опубліковано: 17.03.2003
Автори: Муковоз Юрій Олександрович, Клименко Сергій Анатолійович, Мановицький Олександр Степанович, Мілевський Сергій Володимирович, Ляшенко Борис Артемович
МПК: C21D 1/34
Мітки: електроконтактного, спосіб, загартування, поверхневого, деталей
Формула / Реферат:
1. Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані і незагартовані ділянки чергуються між собою.2. Спосіб за п. 1, який відрізняється тим, що дискретні ділянки поверхні формують у шаховому порядку, при...
Спосіб електроконтактного оброблення деталей
Номер патенту: 97874
Опубліковано: 26.03.2012
Автори: Василенко Михайло Олександрович, Молодик Микола Володимирович, Матвійченко Валерій Сергійович, Чернявський Олег Олександрович
МПК: B23H 7/26, B23H 9/00, B23H 9/08
Мітки: спосіб, оброблення, деталей, електроконтактного
Формула / Реферат:
1. Спосіб електроконтактного оброблення деталей, при якому оброблювану деталь занурюють у ванну з рідиною, здійснюють контакт електрода-інструмента, котрий приводять в обертальний рух навколо заданої осі, з оброблюваною поверхнею деталі, переміщують деталь відносно електрода-інструмента, підводять струм заданої напруги до електрода-інструмента і оброблюваної деталі, який відрізняється тим, що оброблену поверхню деталі переміщують під гострим...
Спосіб поверхневого загартування сталей з низькою прогартовуваністю
Номер патенту: 54030
Опубліковано: 17.02.2003
Автори: Лебедєв Юрій Михайлович, Мартиненко Володимир Олександрович
МПК: C21D 1/09
Мітки: поверхневого, низькою, загартування, сталей, прогартовуваністю, спосіб
Формула / Реферат:
1. Спосіб поверхневого загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, який відрізняється тим, що прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану 1200-1250 °С, охолоджують зі швидкістю 450-500 °С/С.2. Спосіб за п. 1, який відрізняється тим, що кількість послідовних прогрівів залежить від довжини шляху...
Установка для електроконтактного оброблення деталей
Номер патенту: 97298
Опубліковано: 25.01.2012
Автори: Василенко Михайло Олександрович, Молодик Микола Володимирович, Матвійченко Валерій Сергійович, Чернявський Олег Олександрович
Мітки: деталей, електроконтактного, оброблення, установка
Формула / Реферат:
1. Установка для електроконтактного оброблення деталей, яка містить раму, ванну для робочої рідини, головку електрода-інструмента, обладнаного приводом обертального руху, пристрій для закріплення оброблюваних деталей, шарнірно сполучений з ванною, струмопідводи до електрода-інструмента і пристрою для закріплення деталей, яка відрізняється тим, що ванна обладнана роликами, якими встановлена на напрямних, прикріплених до рами і обладнана...
Попередній патент: Упорний гідростатичний підшипник ковзання
Наступний патент: Спосіб отримання порошкового магнітом’якого матеріалу на основі композиційного залізного порошку
Випадковий патент: Сірчані сполуки для поліпшення кавового аромату і продукти, які їх містять