Пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях
Номер патенту: 80303
Опубліковано: 27.05.2013
Автори: Маржієвський Роман Вікторович, Іванко Андрій Іванович


Формула / Реферат
1. Пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях, що містить інструментальний вузол з приводом, який відрізняється тим, що механізми притиску та ножа отримують рух від кривошипно-кулісного привода, виконавчі елементи яких включають в себе по дві пари кулісних механізмів: кулісні пари обертового типу механізму ножа та коливного типу механізму головного притиску, що забезпечує плавний робочий хід виконавчих органів та швидкий зворотній хід при незмінній швидкості переміщення каретки з аркушевим матеріалом.
2. Пристрій за п. 1, який відрізняється тим, що у транспортувальній системі каретка разом з аркушевим матеріалом переміщується до головного притиску, на якому встановлені пружини стиску, і фіксується там, обрізування відбувається безупинним способом, а функцію контрножа виконує стінка каретки.
Текст
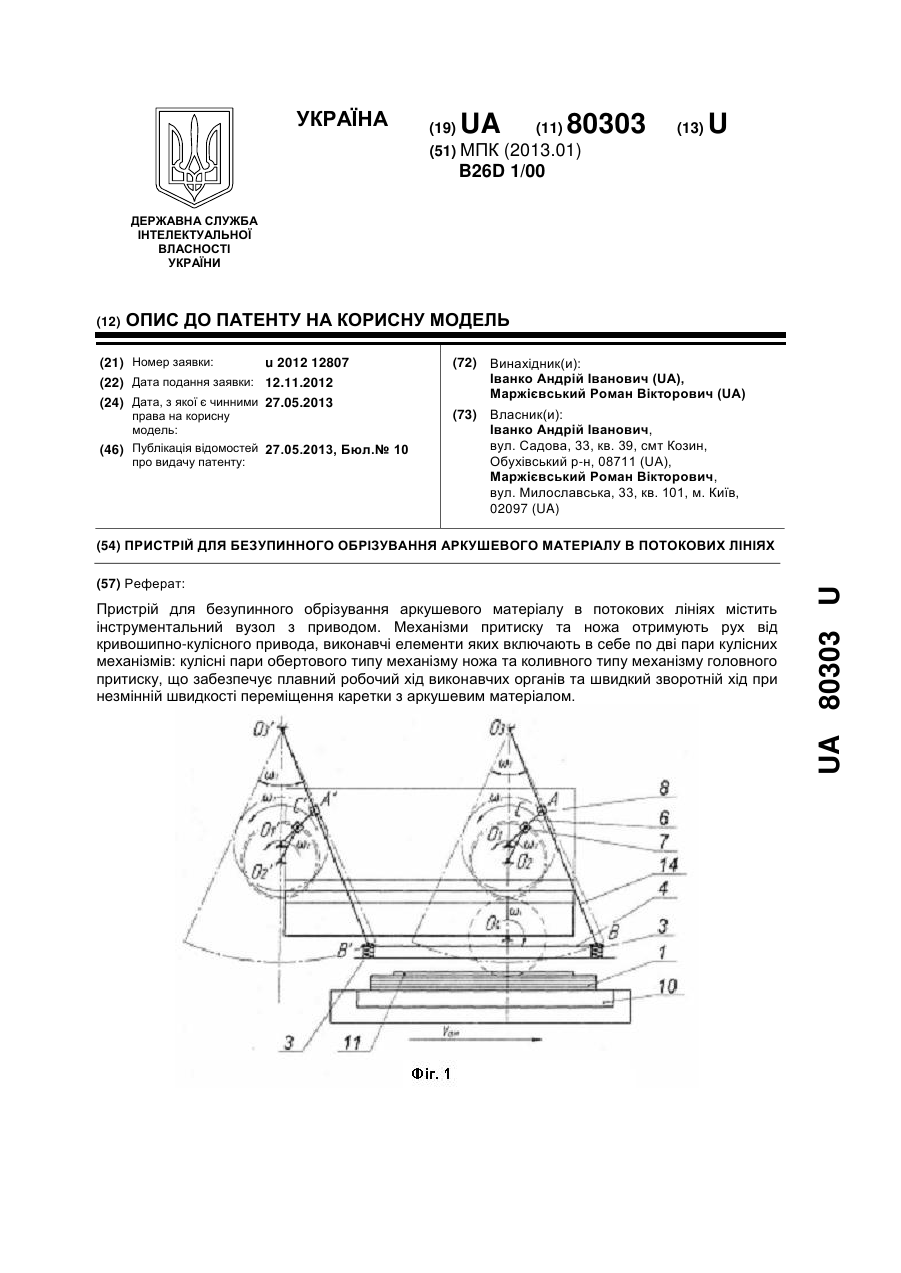
Реферат: Пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях містить інструментальний вузол з приводом. Механізми притиску та ножа отримують рух від кривошипно-кулісного привода, виконавчі елементи яких включають в себе по дві пари кулісних механізмів: кулісні пари обертового типу механізму ножа та коливного типу механізму головного притиску, що забезпечує плавний робочий хід виконавчих органів та швидкий зворотній хід при незмінній швидкості переміщення каретки з аркушевим матеріалом. UA 80303 U (54) ПРИСТРІЙ ДЛЯ БЕЗУПИННОГО ОБРІЗУВАННЯ АРКУШЕВОГО МАТЕРІАЛУ В ПОТОКОВИХ ЛІНІЯХ UA 80303 U UA 80303 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до поліграфічного машинобудування і може бути використана у потокових лініях для обрізування книжкових, журнальних та брошурних блоків. Відомий механізм для обрізування привертки блоків з трьох боків [1]. Механізм сталої структури характерний постійним кінематичним зв'язком між окремими його ланками. Реалізація даного технологічного процесу різання відбувається нашаруванням на приводний кривошип чотириланкового механізму, який забезпечує тривале знаходження ножів у верхньому положенні, де вони здійснюють незначний хитний рух. Недоліками механізму є: - обрізування привертки книжкових блоків під час вистою; - значні енергозатрати через необхідність використання потужних приводів балки притиску та ножа; - значна трудомісткість обслуговування пристрою під час заміни та переналагодження різальних інструментів. Відома ВШРА, яка складається із секцій транспортування і синхронізації, обрізування та виведення готових виробів [2]. Журнальні напівфабрикати транспортером подаються в різальну секцію. Обрізування напівфабрикатів відбувається у двох позиціях плоскими ножами. У першій відбувається обрізування ножем з переднього краю. А потім пасові транспортери подають журнали в другу позицію, де відбувається обрізування двома ножами головки та хвостика. Передній ніж в першій позиції та бокові ножі в другій позиції працюють синхронно. Після базування журнальних напівфабрикатів опускаються ніж і закріплений на ножотримачі підпружинений механізм притискача з башмаком. Журнали вивідним стрічковим транспортером подаються на приймальний транспортер. Недоліками даного технологічного процесу є: - вистійний спосіб обрізування журнальних напівфабрикатів; - обмеження товщини корінця, що обрізується. А циклічність переднього та двох бокових ножів створюють значні інерційні навантаження. Найближчим аналогом запропонованої корисної моделі є пристрій для різання стосів листового паперового матеріалу [3]. Пристрій вміщує в собі стіл, ніж та балку притиску аркушевого матеріалу. Відповідно до конструкції ніж з віброприводом кріпиться на двох колесах черв'ячної передачі так, що кути між горизонталлю і точками їх кріплення різні. Обрізування відбувається за рахунок вала, на якому вмонтовані два черв'яки. Обертання вала виконується вручну за допомогою коловорота. Віброрух ножа у вертикальній площині вздовж лінії різу створюється за рахунок механізму вібропривода. Вібропривод містить ексцентричний вал та пасову передачу. Ексцентричний вал встановлений в одному із коліс черв'ячної передачі у точці, де кріпиться ніж. За рахунок обертання ексцентричного вала, ніж виконує віброрух у вертикальній площині. Кожна точка ріжучої кромки ножа здійснює складний рух по замкнутій траєкторії. Недоліками пристрою є: - обрізування напівфабрикату під час його зупинки; - відносно висока трудомісткість за рахунок виконання визначених технологічних операцій обрізування вручну; - порівняно невисокий коефіцієнт корисної дії; - невисока продуктивність, що унеможливлює використання пристрою у потоковому виробництві. В основу корисної моделі поставлена задача підвищення продуктивності роботи потокової лінії та якості зрізаної площини напівфабрикату, зниження споживаної потужності приводу шляхом конструктивних змін пристрою за рахунок зменшення сумарної сили різання та одночасного безупинного транспортування напівфабрикату. Поставлена задача вирішується тим, що у пристрої для безупинного обрізування аркушевого матеріалу в потокових лініях, що містить каретку з попереднім притиском, механізми головного притиску та ножа, новим є те, що механізм головного притиску і механізм ножа об'єднані в один інструментальний вузол, що реалізується кривошипно-кулісним приводом, а привод містить зубчасту передачу, три пари виконавчих важелів з повзунами, причому траєкторії руху ножа та балки притиску визначаються рухом повзунів, а каретка з попереднім притиском вмонтована в транспортувальну систему. Новим також є те, що каретка з попереднім притиском транспортувальної системи безупинно подає аркушевий матеріал до головного притиску, де одночасно відбувається його фіксація і послідовне зрізування корінцевої площини напівфабрикату. А балка головного притиску виконана підпружиненою. 1 UA 80303 U 5 10 15 20 Суть корисної моделі полягає у тому, що використання транспортувальної системи з каретками і попереднім притиском у кожній та інструментального вузла з кривошипно-кулісним приводом механізмів балки притиску та ножа дозволяє виконати зрізування однієї площини аркушевого матеріалу та надає балці притиску та ножу відповідну траєкторію руху, яка сприяє зменшенню сумарної сили різання: вертикальної, горизонтальної та лобової, таким чином, зниженню необхідної потужності споживання приводу. Суть корисної моделі пояснює креслення. На фіг 1 та фіг. 2 зображено пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях, що складається з транспортувальної системи, на якій окремо монтуються каретки з попереднім притиском 11 і контрножем 10; двигуна та відкритої зубчастої передачі 12, 13; інструментального вузла для обрізування аркушевого матеріалу 1, що вміщує механізми балки притиску 2. Джерела інформації: 1. Хведчин Ю.Й. Брошурувально-палітурне устаткування. Ч. 2. Палітурне устаткування. Підручник. - Львів: УАД, 2007. - С. 71-72. 2. Хведчин Ю.Й. Брошурувально-палітурне устаткування. Ч. І. Брошурувальне устаткування. Підручник. - Львів: ТеРус, 1999. - С 308-310. 3. Пат. 61213 Україна, МПК B26D 1/00. Пристрій для різання аркушевого паперового матеріалу / А.І. Петрук, О.В. Науменко, О.А. Петрук. - № Заявл. 31.07.2002; Опубл. 25.07.2007. Бюл. № 11, 2007. - 3 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях, що містить інструментальний вузол з приводом, який відрізняється тим, що механізми притиску та ножа отримують рух від кривошипно-кулісного приводу, виконавчі елементи яких включають в себе по дві пари кулісних механізмів: кулісні пари обертового типу механізму ножа та коливного типу механізму головного притиску, що забезпечує плавний робочий хід виконавчих органів та швидкий зворотній хід при незмінній швидкості переміщення каретки з аркушевим матеріалом. 2. Пристрій за п. 1, який відрізняється тим, що у транспортувальній системі каретка разом з аркушевим матеріалом переміщується до головного притиску, на якому встановлені пружини стиску, і фіксується там, обрізування відбувається безупинним способом, а функцію контрножа виконує стінка каретки. 2 UA 80303 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous cutting sheet material in production lines
Автори англійськоюIvanko Andrii Ivanovych, Marzhiievskyi Roman Viktorovych
Назва патенту російськоюУстройство для непрерывной обрезки листового материала в поточных линиях
Автори російськоюИванко Андрей Иванович, Маржиевский Роман Викторович
МПК / Мітки
МПК: B26D 1/00
Мітки: лініях, матеріалу, обрізування, безупинного, потокових, аркушевого, пристрій
Код посилання
<a href="https://ua.patents.su/5-80303-pristrijj-dlya-bezupinnogo-obrizuvannya-arkushevogo-materialu-v-potokovikh-liniyakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях</a>
Пристрій для різання аркушевого паперового матеріалу
Номер патенту: 61213
Опубліковано: 25.07.2007
Автори: Петрук Анатолій Іванович, Науменко Олег Володимирович, Петрук Олег Анатольович
МПК: B26D 1/00
Мітки: матеріалу, пристрій, різання, паперового, аркушевого
Формула / Реферат:
Пристрій для різання аркушевого паперового матеріалу, що містить стіл, ніж, балку притискування аркушевого матеріалу, що знаходяться по одну сторону від площини розрізу, який відрізняється тим, що стіл закріплений, а ніж з механізмом віброприводу, який містить ексцентричний вал, встановлений в одному із коліс черв’ячної передачі в точці, де кріпиться ніж, пасову передачу, що передає крутний момент на ексцентричний вал і електродвигун,...
Пристрій для безупинного обрізування корінця книжкового блока і підготовки його до нанесення клею

Номер патенту: 49327
Опубліковано: 26.04.2010
Автор: Іванко Андрій Іванович
МПК: B26D 1/00
Мітки: підготовки, клею, обрізування, пристрій, блока, нанесення, корінця, безупинного, книжкового
Формула / Реферат:
1. Пристрій для безупинного обрізування корінця книжкового блока і підготовки його до нанесення клею, що містить траковий транспортер та розміщений вздовж транспортера інструментальний вузол з приводом для його переміщення, який відрізняється тим, що інструментальний вузол містить водило та кривошипно-повзунний механізм з шарнірно з'єднаними та послідовно розміщеними повзуном та коромислом, причому коромисло виконано криволінійним, водило...
Пристрій для безупинного обрізування корінця книжкового блока і підготовки його до нанесення клею
Номер патенту: 94808
Опубліковано: 10.06.2011
Автор: Іванко Андрій Іванович
Мітки: обрізування, книжкового, нанесення, безупинного, пристрій, клею, підготовки, блока, корінця
Формула / Реферат:
1. Пристрій для безупинного обрізування корінця книжкового блока і підготовки його до нанесення клею, що містить траковий транспортер та розміщений вздовж транспортера інструментальний вузол з приводом для його переміщення, який відрізняється тим, що інструментальний вузол містить водило та кривошипно-повзунний механізм з шарнірно з'єднаними та послідовно розміщеними повзуном та коромислом, причому коромисло виконано криволінійним, водило...
Пристрій для безвистійного обрізування книжково-журнальних блоків
Номер патенту: 73978
Опубліковано: 10.10.2012
Автори: Козар Василь Дмитрович, Топольницький Петро Володимирович
МПК: B26D 1/04
Мітки: блоків, безвистійного, обрізування, книжково-журнальних, пристрій
Формула / Реферат:
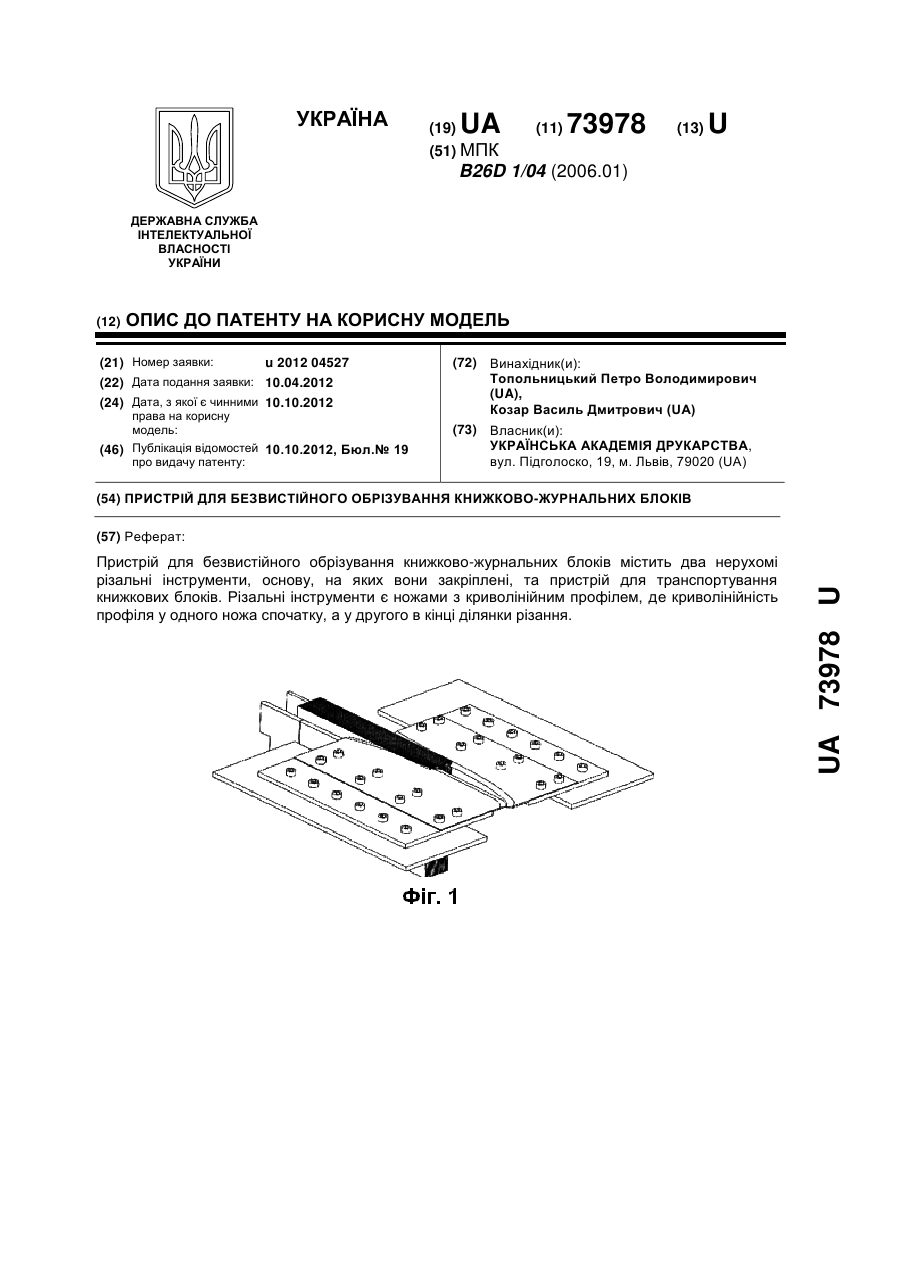
Пристрій для безвистійного обрізування книжково-журнальних блоків, який містить два нерухомі різальні інструменти, основу, на яких вони закріплені, та пристрій для транспортування книжкових блоків, який відрізняється тим що різальні інструменти є ножами з криволінійним профілем, де криволінійність профіля у одного ножа спочатку, а у другого в кінці ділянки різання.
Спосіб обрізування брошур із трьох сторін і пристрій для його реалізації
Номер патенту: 90543
Опубліковано: 11.05.2010
Автори: Книш Олег Богданович, Кравець Віктор Юрійович, Полюдов Олександр Миколайович, Регей Іван Іванович
МПК: B26D 1/01
Мітки: трьох, спосіб, реалізації, обрізування, пристрій, сторін, брошур
Формула / Реферат:
1. Спосіб обрізування брошур з трьох сторін, що включає переміщення брошури, обрізування брошури за допомогою трьох пар ніж-контрніж, який відрізняється тим, що проникнення кожного ножа в брошуру здійснюють поступово при обертовому русі ножа, кінці якого закріплені на дисках однакового діаметра під гострим кутом до осей їх обертання, які розташовують паралельно напрямку переміщення брошури.2. Пристрій для обрізування брошур з трьох...