Донний випускний отвір для металургійної посудини
Формула / Реферат
1. Донний випускний отвір металургійної посудини, що включає встановлену у дні (1) металургійної посудини верхню насадку (3) і розміщену під верхньою насадкою нижню насадку (7), причому стінка утвореного наскрізного отвору крізь насадки (3, 7) виконана непроникною принаймні для металевого розплаву, який відрізняється тим, що насадки (3, 7) принаймні частково оточені герметичним кожухом (14), кожух (14) на своєму нижньому кінці герметично охоплює нижню насадку (7), причому частиною своєї внутрішньої поверхні він прилягає до зовнішньої поверхні насадки (7), а між стінкою наскрізного отвору і кожухом (14) розміщений термоізоляційний твердий матеріал.
2. Донний випускний отвір за п. 1, який відрізняється тим, що кожух (14) має кілька герметично з'єднаних між собою, розміщених переважно одна над іншою частин (14а, 14b), причому принаймні одна частина (14b) герметично з'єднана з верхньою насадкою (3) і/або дном (1) переважно за рахунок щільного прилягання принаймні частини її бічної поверхні до зовнішньої поверхні верхньої насадки (3) і/або дна (1).
3. Донний випускний отвір за п. 1 або 2, який відрізняється тим, що над верхньою насадкою (3) або між верхньою і нижньою насадками встановлений клапан (6) для регулювання потоку металевого розплаву.
4. Донний випускний отвір за будь-яким з пп. 1-3, який відрізняється тим, що всередині кожуха (14) або у термоізоляційному матеріалі розміщений газопоглинальний матеріал, переважно із групи, що вміщує титан, алюміній, магній або цирконій.
5. Донний випускний отвір за будь-яким з пп. 1-4, який відрізняється тим, що принаймні одна частина кожуха (14) виконана трубчастою або конічною, переважно з овальним або круглим поперечним перерізом.
6. Донний випускний отвір за будь-яким з пп. 1-5, який відрізняється тим, що кожух (14) виготовлений із сталі, а термоізоляційний матеріал містить переважно оксид алюмінію.
7. Донний випускний отвір за будь-яким з пп. 1-6, який відрізняється тим, що принаймні одна із насадок (3, 7) має засоби підігріву.
Текст
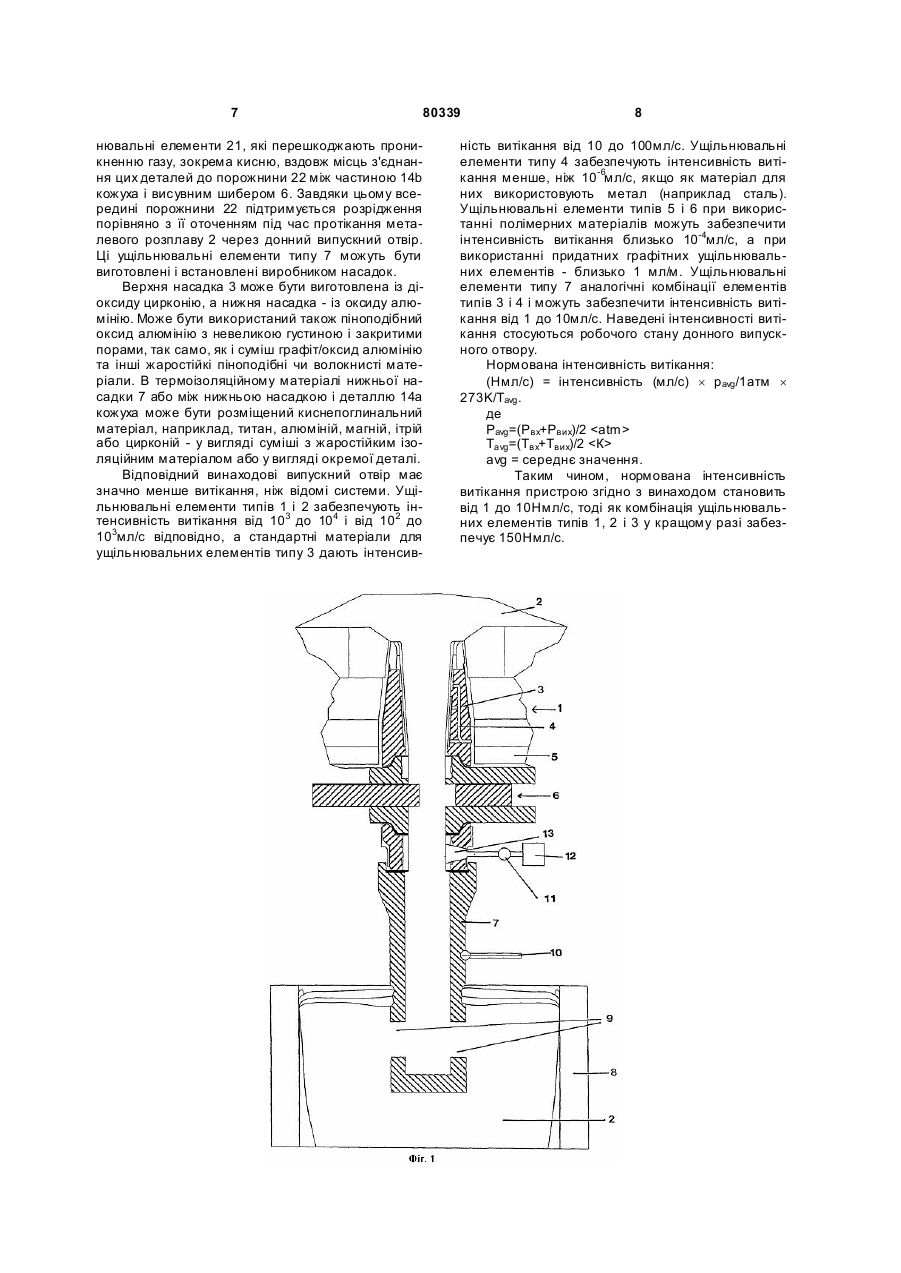
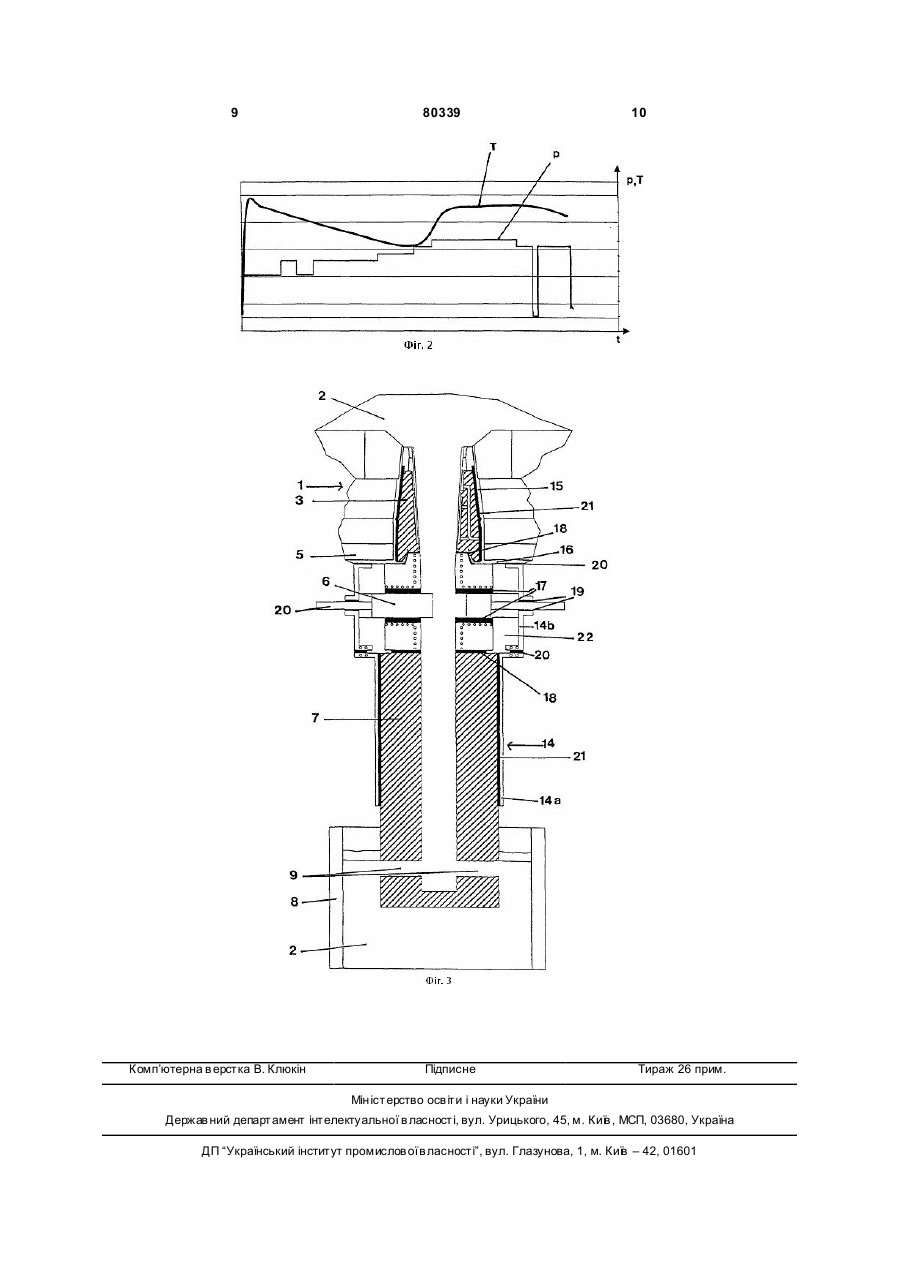
1. Донний випускний отвір металургійної посудини, що включає встановлену у дні (1) металургійної посудини верхню насадку (3) і розміщену під верхньою насадкою нижню насадку (7), причому стінка утвореного наскрізного отвору крізь насадки (3, 7) виконана непроникною принаймні для металевого розплаву, який відрізняється тим, що насадки (3, 7) принаймні частково оточені герметичним кожухом (14), кожух (14) на своєму нижньому кінці герметично охоплює нижню насадку (7), причому частиною своєї внутрішньої поверхні він прилягає до зовнішньої поверхні насадки (7), а між стінкою наскрізного отвору і кожухом (14) розміщений термоізоляційний твердий матеріал. 2. Донний випускний отвір за п. 1, який відрізняється тим, що кожух (14) має кілька герметично C2 2 80339 1 3 80339 вичерпно механізм регулювання з використанням подачі газу описаний у [WO 01/56725 А1]. Згідно з японською публікацією JP 8290250 з цією метою подають азот. [JP 3193250] розкриває спосіб спостереження за прилипанням матеріалу за допомогою кількох датчиків температури, встановлених один за іншим вздовж донного випускного отвору. Крім того, подача інертного газу всередину донного випускного отвору описана серед іншого також у [JP 2002210545, JP 61206559, JP 58061954 і JP 7290422]. Крім того, із деяких із цих публікацій відоме додатково до подачі інертного газу максимально ретельне запобігання попаданню кисню шляхом застосування кожуха навколо частини донного випускного отвору. При цьому, як, наприклад, у [JP 8290250], всередині такого кожуха створюють надлишковий тиск інертного газу. В [JP 11170033] для запобігання попаданню кисню застосовують кожух навколо клапана донного випускного отвору. Регулювання потоку розплавленого металу через донний випускний отвір у вказаних вище п ублікаціях здійснюють за допомогою висувних шиберів. Ці шибери переміщаються впоперек напрямку потоку металу і тому можуть закрити донний випускний отвір. Іншою можливістю регулювання потоку є так званий стопорний важіль, відомий, наприклад із [JP 2002143994]. У корейській публікації [KR 1020030054769А] описане встановлення кожуха навколо клапана донного випускного отвору. Наявний у кожусі газ відсмоктують вакуумним насосом. В [JP 4270042] описаний подібний кожух. Які в інших наведених вище публікаціях, всередині кожуха створюють неоксидуючу атмосферу. Кожух має отвір, через який може бути підведений інертний газ. Інший пристрій, в якому газ відсмоктують з метою створення вакууму в кожусі, що частково оточує донний випускний отвір, відомий із [JP 61003653]. В основі винаходу лежить задача вдосконалення наявних пристроїв з метою простого і надійного мінімізування прилипання утворених застиглим металом нашарувань до насадки донного випускного отвору без погіршення якості металевого розплаву чи застиглого металу. Задача вирішена ознаками незалежних пунктів формули винаходу. Переважні форми виконання наведені у залежних пунктах формули винаходу. За відповідним винаходові способом регулювання потоку металевого розплаву через донний випускний отвір металургійної посудини, що має встановлену у дні верхню насадку і розміщену над нею нижню насадку, принаймні один отвір для подачі інертного газу і розміщений на або в нижній насадці датчик для визначення товщини твердих відкладень у насадці, подачу інертного газу до донного випускного отвору здійснюють в залежності від вимірювального сигналу датчика. Виходячи із наявного потоку інертного газу чи наявного тиску інертного газу, потік і/або тиск зменшують доти, доки датчик не зареєструє зростання твердих нашарувань і/або потік і/або тиск збільшують доти, доки датчик не зареєструє розчинення твердих нашарувань. При цьому потік інертного газу може бути зменшений до мінімуму, 4 завдяки чому лише незначна кількість інертного газу попадає в металевий розплав і як наслідок -у готовому металі, наприклад, у сталі, утворюється незначна кількість газових включень. Як датчик на або у нижній насадці встановлюють переважно датчик температури. Вимірювання може бути здійснене також індуктивним, резистивним, ультразвуковим чи рентгенівським способом. Доцільним є зменшення потоку і/або тиску доти, доки виміряна температура стінки не стане знижуватися швидше, ніж попередньо задане граничне значення охолодження, і/або потік і/або тиск збільшувати доти, доки виміряна температура стінки не стане знижуватися менш швидко, ніж попередньо задане граничне значення охолодження. Зокрема може бути доцільним регулювання потоку металевого розплаву за допомогою клапана, встановленого між верхньою і нижньою насадками, або над верхньою насадкою. У першому разі між верхньою і нижньою насадками встановлюють висувний шибер (Sliding Gate), а в останньому - стопорний стрижень (Stopper Rod). Доцільним є введення інертного газу в донний випускний отвір нижче верхньої насадки. Як інертний газ використовують переважно аргон. Відповідно до винаходу донний випускний отвір металургійної посудини для здійснення способу містить встановлену у дні посудини верхню насадку і розміщену під нею нижню насадку, причому під нижньою насадкою розміщений принаймні один отвір для подачі інертного газу у випускний отвір, і причому на або у зовнішній поверхні нижньої насадки встановлений датчик, переважно датчик температури, для визначення товщини шару нашарування (clogging) в насадці, і причому датчик з'єднаний з регулятором потоку інертного газу. Принаймні одна із насадок може мати підігрів. У доцільній формі виконання під або над верхньою насадкою встановлений клапан (висувний шибер або стопорний стрижень) для регулювання потоку металевого розплаву. Інша форма виконання відповідного винаходові донного випускного отвору для металургійної посудини, що містить верхню насадку і розміщену під верхньою насадкою нижню насадку, має виконану непроникною для металевого розплаву стінку і відрізняється тим, що насадки принаймні частково оточені герметичним кожухом, кожух на своєму нижньому кінці герметично охоплює нижню насадку по всьому обхвату, причому він частиною своєї внутрішньої поверхні прилягає до зовнішньої поверхні насадки, між стінкою наскрізного отвору і кожухом розміщений термоізоляційний твердий матеріал. Термін "принаймні частково" слід розуміти так, що кожух, звичайно ж, не може прилягати до насадки у місці розташування отворів у ній. Кожух перешкоджає проникненню газу; він має верхній кінець і нижній кінець і є між ними герметичним. У даній конструкції донний випускний отвір має два принципових ущільнення, а саме одне ущільнення проти проникнення розплаву у зоні стінки наскрізного отвору, а друге - ущільнення проти проникнення газу у холоднішій, протилежній наскрізному отвору зоні донного випускного отвору. Завдяки цьому для досягнення герметичності 5 80339 можуть бути використані менш жаростійкі матеріали. При цьому під герметичністю, звичайно ж, не слід розуміти абсолютну герметичність; можливий незначний потік газу, наприклад, менше, ніж 10мл/с, переважно менше, ніж 1мл/с, особливо переважно порядку 10-4мл/с, в залежності від виду і положення ущільнювальних елементів/матеріалів. Таке значення є принаймні на порядок меншим, ніж забезпечує відомий рівень техніки. Ця герметичність (зокрема проти проникнення кисню) впливає на мінімізацію нашарувань застиглого металу (clogging) на випускному отворі. Кожух має переважно кілька герметично з'єднаних між собою, переважно розміщених одна над іншою частин, причому принаймні одна частина кожуха герметично з'єднана з верхньою насадкою і/або дном металургійної посудини переважно за рахунок того, що вона своєю бічною поверхнею прилягає до зовнішньої поверхні верхньої насадки і/або дна. Доцільним є також встановлення над верхньою насадкою або між верхньою і нижньою насадками клапана для регулювання потоку металевого розплаву. У першому випадку клапан є стопорним важелем, а у другому - висувним шибером. Всередині кожуха або у термоізоляційному матеріалі розміщений киснепоглинальний матеріал, зокрема титан, алюміній, магній чи цирконій. Кожух виконаний переважно принаймні частково трубчастим (порожнистий циліндр) або конічним і має переважно овальний або круглий поперечний переріз. Кожух виготовлений переважно зі сталі, а термоізоляційний матеріал може містити переважно оксид. алюмінію. Також може бути доцільним оснащення принаймні однієї насадки підігрівом. Нижче винахід пояснюється з використанням ілюстрацій. На них зображено: Фіг.1 - Донний випускний отвір для здійснення відповідного винаходові способу, Фіг.2 - Діаграма температура/тиск/час, Фіг.3 - Ущільнений відповідно до винаходу донний випускний отвір. Зображений на Фіг.1 донний випускний отвір у дні 1 розливного ковша для стального розплаву 2 має встановлену всередині ковша верхню насадку 3. У ній встановлені електроди 4 для створення електрохімічного ефекту або як нагрівачі. Саме дно 1 має кілька різних шарів із жаростійких матеріалів і зовнішній стальний корпус 5. Під верхньою насадкою 3 встановлений висувний шибер 6 для регулювання потоку стального розплаву, а ще нижче - нижня насадка 7, яка входить до ванну 8 для стального розплаву,яка належить, наприклад, установці для безперервного розливання сталі. Через отвори 9 стальний розплав 2 тече до ванни 8. Датчик 10 температури вимірює температуру на зовнішній поверхні нижньої насадки 7. Зниження цієї температури свідчить про нашарування застиглого металу на внутрішній поверхні нижньої насадки 7, оскільки зростає ізоляція між зовнішньою поверхнею нижньої насадки 7 і стальним розплавом 2, що протікає в ній. Датчик 10 температури разом із датчиком 11 тиску через блок 12 регулювання тиску зумовлюють регулювання подачі ар 6 гону через отвір 13 подачі інертного газу до стального розплаву 2. На Фіг.2 зображено характеристики зміни температури і тиску в часі. При зниженні температури (жирна лінія) ступінчасто підвищують тиск аргону, внаслідок чого потік аргону зумовлює розплавляння нашарувань на стінках. В результаті температура, виміряна на зовнішній стінці, знову зростає до певного сталого значення. Таким чином тиск/потік аргону може підтримуватися на мінімальному значенні, при якому якраз усувається утворення нашарувань або підтримується їх незначна товщина. Зображений на Фіг.3 донний випускний отвір має принципово два різні види ущільнення, а саме непроникне для стального розплаву ущільнення вздовж випускного отвору і кожух 14, який реалізує непроникне для газу ущільнення назовні (між навколишньою атмосферою і випускним отвором), причому окремі ущільнювальні елементи працюють у діапазоні значно нижчих температур. Корпус 14 складається із кількох частин 14а і 14b і принципово продовжується металевою втулкою 15, яка охоплює ззовні верхню насадку 3 і з'єднана з фланцем 16, до якого щільно прилягає частина зовнішньої поверхні корпусної деталі 14b. На фігурі зображені різні ущільнювальні елементи. Так звані ущільнювальні елементи 17 типу 1 встановлені між рухомими частинами висувного шибера 6. Вони принаймні частково зазнають впливу металевого розплаву. У щільнювальні елементи 18 типу 2 встановлені між жаростійкими деталями донного випускного отвору, тобто між деталями висувного шибера 6 і верхньої насадки 3 та нижньої насадки 7. Ці ущільнювальні елементи 18 типу 2 також принаймні частково зазнають безпосереднього впливу металевого розплаву, тобто дії температури рідкої сталі. Крім того, сама стінка наскрізного отвору являє собою ущільнювальний елемент (типу 3), яка також зазнає впливу розплаву. Описані вище ущільнювальні елементи принципово наявні також у всіх відомих аналогічних пристроях. Вони можуть бути виготовлені із оксиду алюмінію. Крім того, ущільнювальні елементи типу 3 можуть бути покращені шляхом нанесення шарів високотемпературного скла. Частини зовнішнього кожуха 14 утворюють ущільнювальні елементи типу 4, які не зазнають безпосереднього впливу металевого розплаву чи температур такого діапазону. Вони могуть бути виго товлені із металу, наприклад, сталі або із спеченого керамічного матеріалу. Ущільнювальні елементи 19 типу 5 встановлені між частинами кожуха 14 і рухомими частинами регулятора потоку розплаву, такими як штовхальна штанга 20 висувного шибера 6. Вони не зазнають впливу рідкої сталі і - в залежності від конкретних температурних умов - можуть бути виготовлені із сплаву інконель (до 800°С), алюмінію, міді чи графіту (до близько 450°С), або із еластомерного матеріалу (при температурах до 200°С), так само як і ущільнювальні елементи 20 типу 6 між окремими частинами кожуха. Крім того, є - як перехід між жаростійким матеріалом верхньої насадки 3 чи нижньої насадки 7 і оточуючими їх кожухом 14 чи металевою втулкою 15 - ущіль 7 80339 нювальні елементи 21, які перешкоджають проникненню газу, зокрема кисню, вздовж місць з'єднання цих деталей до порожнини 22 між частиною 14b кожуха і висувним шибером 6. Завдяки цьому всередині порожнини 22 підтримується розрідження порівняно з її оточенням під час протікання металевого розплаву 2 через донний випускний отвір. Ці ущільнювальні елементи типу 7 можуть бути виготовлені і встановлені виробником насадок. Верхня насадка 3 може бути виготовлена із діоксиду цирконію, а нижня насадка - із оксиду алюмінію. Може бути використаний також піноподібний оксид алюмінію з невеликою густиною і закритими порами, так само, як і суміш графіт/оксид алюмінію та інші жаростійкі піноподібні чи волокнисті матеріали. В термоізоляційному матеріалі нижньої насадки 7 або між нижньою насадкою і деталлю 14а кожуха може бути розміщений киснепоглинальний матеріал, наприклад, титан, алюміній, магній, ітрій або цирконій - у вигляді суміші з жаростійким ізоляційним матеріалом або у вигляді окремої деталі. Відповідний винаходові випускний отвір має значно менше витікання, ніж відомі системи. Ущільнювальні елементи типів 1 і 2 забезпечують інтенсивність витікання від 103 до 104 і від 102 до 103мл/с відповідно, а стандартні матеріали для ущільнювальних елементів типу 3 дають інтенсив 8 ність витікання від 10 до 100мл/с. Ущільнювальні елементи типу 4 забезпечують інтенсивність витікання менше, ніж 10-6мл/с, якщо як матеріал для них використовують метал (наприклад сталь). Ущільнювальні елементи типів 5 і 6 при використанні полімерних матеріалів можуть забезпечити інтенсивність витікання близько 10-4мл/с, а при використанні придатних графітних ущільнювальних елементів - близько 1 мл/м. Ущільнювальні елементи типу 7 аналогічні комбінації елементів типів 3 і 4 і можуть забезпечити інтенсивність витікання від 1 до 10мл/с. Наведені інтенсивності витікання стосуються робочого стану донного випускного отвору. Нормована інтенсивність витікання: (Нмл/с) = інтенсивність (мл/с) ´ pavg /1атм ´ 273K/Tavg . де Pavg =(Рвх+Рвих)/2 Tavg =(Твх+Твих)/2 avg = середнє значення. Таким чином, нормована інтенсивність витікання пристрою згідно з винаходом становить від 1 до 10Нмл/с, тоді як комбінація ущільнювальних елементів типів 1, 2 і 3 у кращому разі забезпечує 150Нмл/с. 9 Комп’ютерна в ерстка В. Клюкін 80339 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBottom nozzle metallurgical vessel
Автори англійськоюKendall, Martin
Назва патенту російськоюДонное выпускное отверстие для металлургического сосуда
Автори російськоюКендалл, Мартин
МПК / Мітки
МПК: B22D 41/50
Мітки: посудини, випускний, металургійної, отвір, донний
Код посилання
<a href="https://ua.patents.su/5-80339-donnijj-vipusknijj-otvir-dlya-metalurgijjno-posudini.html" target="_blank" rel="follow" title="База патентів України">Донний випускний отвір для металургійної посудини</a>
Установка для введення закладного стержня у забитий пробкою випускний отвір шахтної печі і виведення його
Номер патенту: 25890
Опубліковано: 26.02.1999
Автори: Мілан Патрік, Малівуар Філіп, Рйомен Фернан, Метц Жан, Лонарді Еміл
МПК: C21B 7/12
Мітки: установка, закладного, стержня, шахтної, отвір, печі, виведення, пробкою, введення, випускний, забитий
Формула / Реферат:
1. Установка для ввода закладного стержня в заделанное пробкой выпускное отверстие шахтной печи и вывода его, содержащая удлиненную стойку, имеющую передний конец, расположенный перед выпускным отверстием, и противоположный задний конец, зажим с каналом для прохождения закладного стержня и фиксирующим приспособлением для закладного стержня, установленный на стойке с возможностью перемещения скольжением вдоль нее, по меньшей мере, одну...
Випускний клапанний вузол тепловозного дизеля з локальним охолодженням
Номер патенту: 61381
Опубліковано: 17.11.2003
Автори: Авраменко Андрій Миколайович, Триньов Олександр Володимирович, Шеховцов Анатолій Федорович
Мітки: дизеля, вузол, клапанний, випускний, тепловозного, локальним, охолодженням
Формула / Реферат:
Випускний клапанний вузол тепловозного дизеля з локальним охолодженням, який містить направляючу втулку, випускний клапан з осьовим повітропідвідним каналом, який переходить в розширювальну порожнину, сполучену за допомогою наскрізних отворів в тілі клапана з випускним трактом, а також установленим співвісно в осьовому каналі теплопровідним елементом, жорстко закріпленим в тарілці клапана, який утворює з внутрішньою поверхнею осьового каналу...
Спосіб усунення витоку газу через отвір на лінійній ділянці газопроводу
Номер патенту: 59012
Опубліковано: 15.08.2003
Автори: Мандра Анатолій Степанович, Ніколаєв Віктор Олександрович, Подолян Олександр Петрович, Пудрий Сергій Володимирович, Томашук Олександр Іванович, Налісний Микола Борисович
МПК: F16L 55/16
Мітки: газопроводу, отвір, спосіб, газу, ділянці, усунення, витоку, лінійний
Формула / Реферат:
1. Спосіб усунення витоку газу через отвір на лінійній ділянці газопроводу, при якому виготовляють розрізну муфту, в одній частині якої роблять отвір і прикріплюють до нього технологічну трубу, оснащену краном, після чого кран відкривають і встановлюють муфту на ділянку газопроводу, що має витік газу, причому отвір у муфті розташовують над отвором у трубопроводі, після чого кран закривають, який відрізняється тим, що спочатку в стінці...
Пристрій для запобігання ефекту завихрення в зоні випускного отвору металургійної плавильної ємності
Номер патенту: 75398
Опубліковано: 17.04.2006
Автори: Францкі Рената, Цінковскі Іван, Клопонін Віктор, Артнер Крістіан, Брека Герхард, Шумахер Евалд, Бреннер Хуберт, Шумахер Едгар
МПК: B22D 41/02, B22D 43/00
Мітки: ємності, зони, запобігання, пристрій, металургійної, ефекту, отвору, випускного, плавильної, завихрення
Формула / Реферат:
1. Пристрій для запобігання ефекту завихрення в зоні випускного отвору (16) металургійної плавильної ємності, який характеризується наявністю наступних ознак:1.1. вказаний пристрій виконаний з вогнетривкого керамічного матеріалу та1.2. складається з основної частини (20b) і циліндричної частини (20w), яка прилягає до основної частини й утворює її продовження як стінка, вказані основна та циліндрична частини пристрою своєю...
Спосіб попередження випадіння конкрементів із жовчного міхура крізь ятрогенний перфоративний отвір під час лапароскопічної холецистектомії
Номер патенту: 64916
Опубліковано: 15.03.2004
Автор: Федорук Володимир Анатолійович
МПК: A61B 1/313, A61B 17/00, A61B 17/32
Мітки: міхура, жовчного, лапароскопічної, холецистектомії, перфоративний, отвір, попередження, спосіб, конкрементів, випадіння, ятрогенний, крізь
Формула / Реферат:
Спосіб попередження випадіння конкрементів із жовчного міхура крізь ятрогенний перфоративний отвір під час лапароскопічної холецистектомії, який включає перекриття перфоративного отвору жовчного міхура, який відрізняється тим, що з метою попередження випадіння конкрементів з жовчного міхура крізь ятрогенний перфоративний отвір, поролонові обтуратори кулеподібної форми з діаметром, більшим від діаметра поперечного розрізу жовчного міхура та...