Спосіб і пристрій для нанесення покриття на металеву заготовку зануренням в розплав
Номер патенту: 80608
Опубліковано: 10.10.2007
Автори: Хартунг Ханс Георг, Тенькхофф Бернхард, Беренс Хольгер, Цилєнбах Міхель, Траковскі Вальтер, Брісбергер Рольф
Формула / Реферат
1. Спосіб нанесення покриття на металеву заготовку (1), зокрема сталеву стрічку, зануренням в розплав, при якому металеву заготовку (1) пропускають вертикально через місткість (3), що містить розплавлений метал (2) покриття, і через розташований перед місткістю напрямний канал (4) певної висоти (Н), при цьому в ділянці напрямного каналу (4) встановлюють щонайменше два розташованих по обох сторонах від металевої заготовки (1) індуктори (5), що створюють електромагнітне поле, здатне утримувати метал (2) покриття в місткості (3), при цьому метал (2) покриття із заданою об'ємною витратою (Q) подають в напрямний канал (4) ділянкою його протяжності по висоті (Н), який відрізняється тим, що метал (2) покриття подають в напрямний канал (4) із заданою об'ємною витратою (Q), яка відповідає частині або всьому додатковому об'єму металу (2) покриття, що подають за одиницю часу, для підтримки бажаного рівня (h) металу (2) покриття в місткості (3).
2. Спосіб за п.1, який відрізняється тим, що підведення металу (2) покриття в напрямний канал з об'ємною витратою (Q) (4) здійснюють з регулюванням і керуванням.
3. Пристрій для нанесення покриття на металеву заготовку (1), зокрема сталеву стрічку, зануренням в розплав згідно зі способом за будь-яким з пп. 1, 2, виконаний з можливістю пропускання металевої заготовки (1) вертикально через місткість (3), що містить розплавлений метал (2) покриття, і через розташований перед місткістю напрямний канал (4), при цьому щонайменше по обох сторонах від металевої заготовки (1) в ділянці напрямного каналу (4) передбачені індуктори (5) для створення електромагнітного поля, здатного втримувати метал (2) покриття в місткості (3), при цьому передбачений щонайменше один підвідний трубопровід (6, 7, 8, 9) для підведення металу (2) покриття із заданою об'ємною витратою (Q) в напрямний канал (4) в ділянку протяжності по висоті (Н) цього каналу, який відрізняється тим, що підвідний трубопровід (6, 7, 8, 9), що входить в напрямний канал (4), передбачений в ділянці довгої сторони (11) і в ділянці торцевої сторони (10) напрямного каналу (4).
4. Пристрій за п. 3, який відрізняється тим, що ширина (В) і відповідно діаметр підвідного трубопроводу (6, 7, 8, 9) менші від розміру довгої сторони (11) напрямного каналу (4).
5. Пристрій за п. 4, який відрізняється тим, що ширина (В) і відповідно діаметр підвідного трубопроводу (6, 7, 8, 9) складає не більше за 10% від ширини довгої сторони (11) напрямного каналу (4).
6. Пристрій за будь-яким з пп. 3-5, який відрізняється тим, що місткість (3) для металу покриття сполучена з системою живлення (12) металом (2) покриття, призначеною для спрямування металу (2) покриття в підвідний трубопровід, і відповідно підвідні трубопроводи (6, 7, 8, 9).
Текст
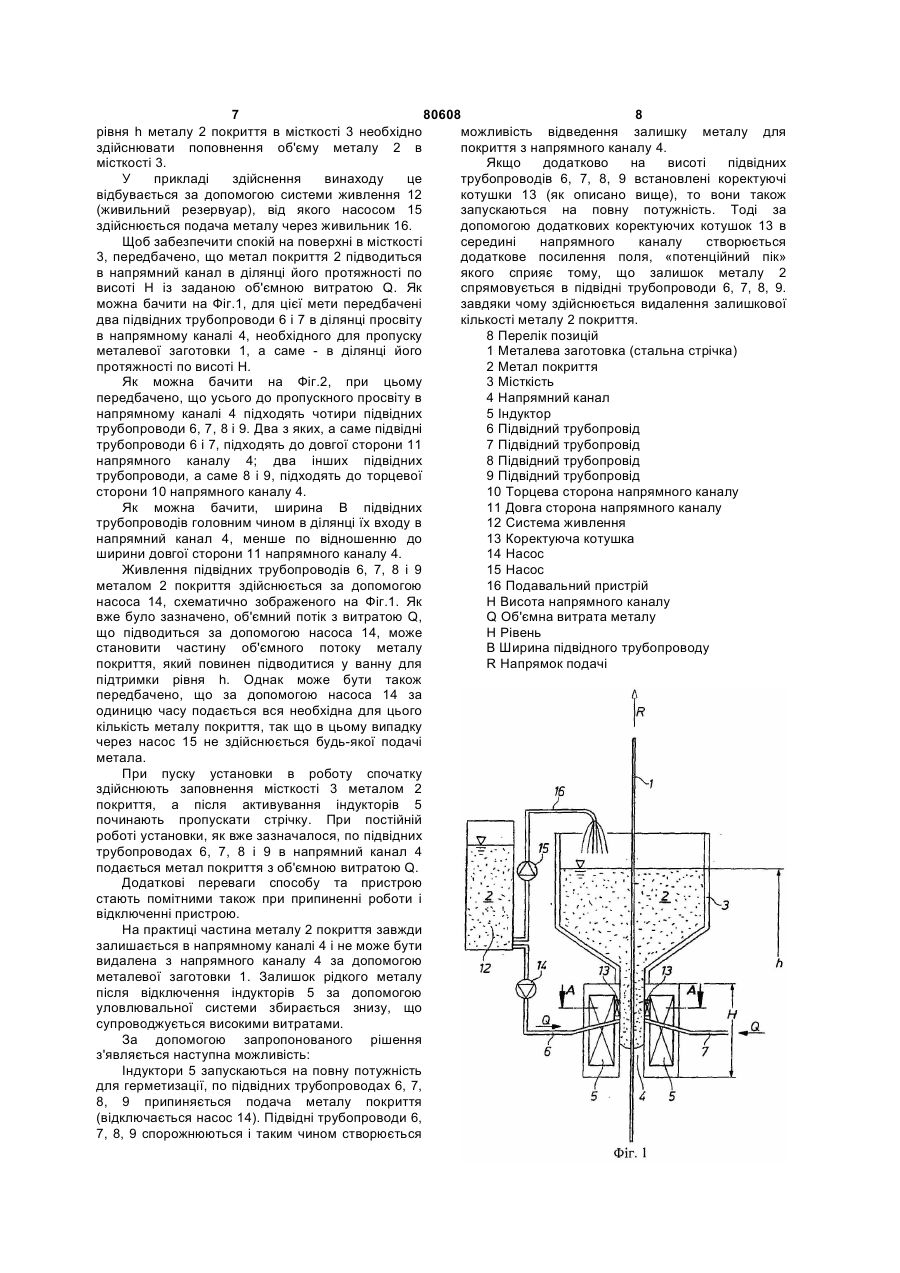
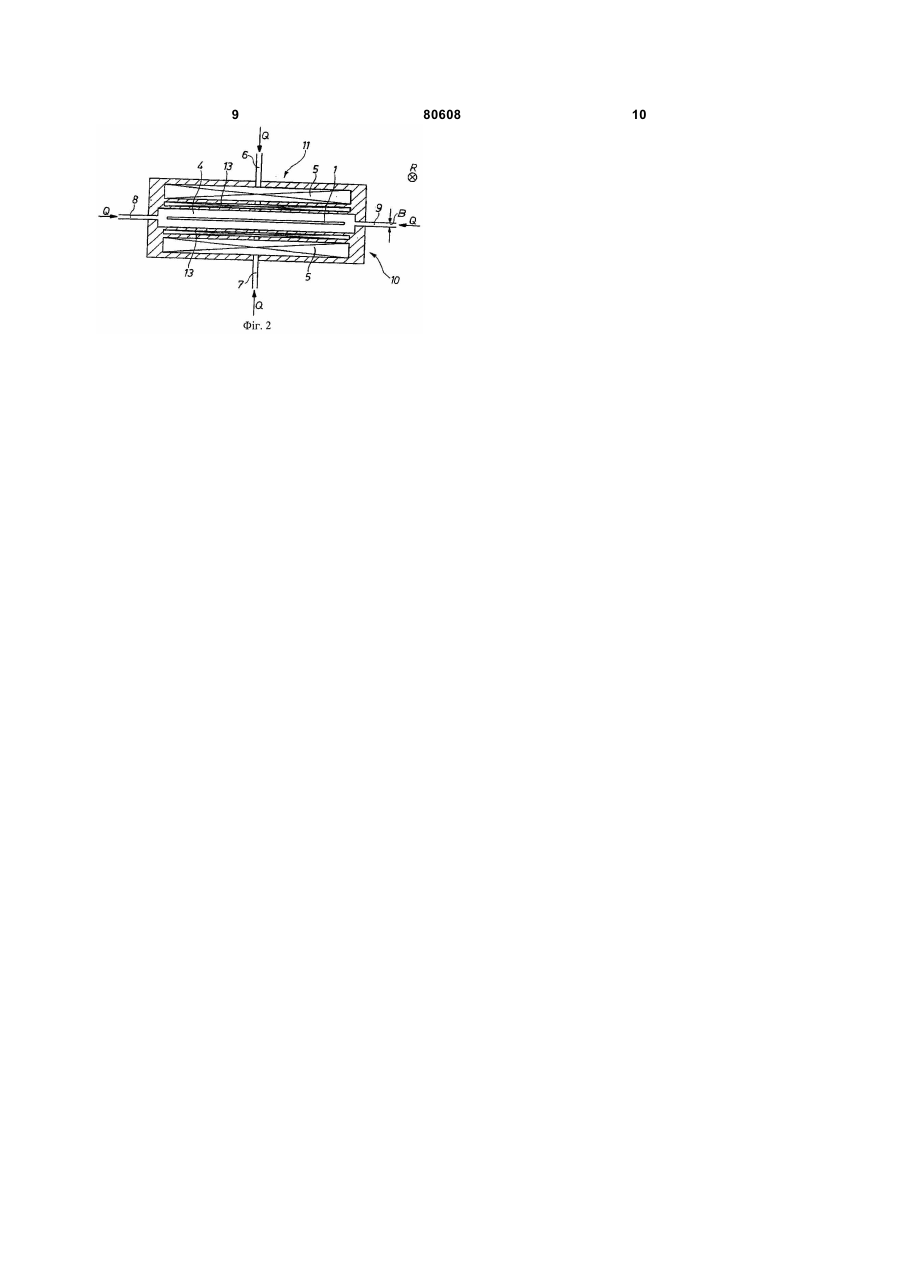
1. Спосіб нанесення покриття на металеву заготовку (1), зокрема сталеву стрічку, зануренням в розплав, при якому металеву заготовку (1) пропускають вертикально через місткість (3), що містить розплавлений метал (2) покриття, і через розташований перед місткістю напрямний канал (4) певної висоти (Н), при цьому в ділянці напрямного каналу (4) встановлюють щонайменше два розташованих по обох сторонах від металевої заготовки (1) індуктори (5), що створюють електромагнітне поле, здатне утримувати метал (2) покриття в місткості (3), при цьому метал (2) покриття із заданою об'ємною витратою (Q) подають в напрямний канал (4) ділянкою його протяжності по висоті (Н), який відрізняється тим, що метал (2) покриття подають в напрямний канал (4) із заданою об'ємною витратою (Q), яка відповідає частині або всьому додатковому об'єму металу (2) покриття, що подають за одиницю часу, для підтримки бажаного рівня (h) металу (2) покриття в місткості (3). 2. Спосіб за п.1, який відрізняється тим, що підведення металу (2) покриття в напрямний канал 2 (19) 1 3 Винахід стосується способу нанесення покриття зануренням в розплав на металеву заготовку, зокрема сталеву стрічку, при якому металеву заготовку пропускають вертикально через місткість, в якій міститься розплавлений метал покриття, і через розташований перед нею напрямний канал певної висоти, при цьому для утримання металу покриття в місткості в ділянці напрямного каналу за допомогою, щонайменше, двох розташованих по обох сторонах металевої заготовки індукторів створюють електромагнітне поле, при цьому метал покриття із заданою об'ємною витратою підводиться в напрямний канал в ділянку його протяжності. Винахід стосується також пристрою для нанесення покриття на металеву заготовку зануренням. Класичні установки для нанесення металевого покриття на металеві стрічки зануренням мають вузол, що вимагає інтенсивного обслуговування, а саме місткість для матеріалу покриття з обладнанням, що знаходиться в ній. Поверхні металевих стрічок, на які наносять покриття, перед нанесенням покриття повинні піддаватися очищенню від оксидних залишків і активуватися для подальшого з'єднання з металом покриття. У зв'язку з цим поверхні стрічок перед нанесенням покриття піддають термічній обробці у відновній атмосфері. Оскільки оксидні шари заздалегідь віддаляються хімічним або механічним способом, при якому використовуються абразиви, при термічній відновній обробці поверхня активується таким чином, що після такої обробки стає металево чистою. Однак при активуванні поверхні стрічки підвищується спорідненість цієї поверхні стрічки до кисню, що знаходиться в навколишній атмосфері. З тим, щоб перешкодити взаємодії кисню повітря перед нанесенням покриття з поверхнею стрічки, її подають у ванну для покриття через спеціальний закритий рукав. Оскільки метал покриття знаходиться в рідкому стані, то сили гравітації можна використати спільно з пристроями для обдування з метою регулювання товщини шару покриття, однак при подальших операціях контакти з стрічкою заборонені до повного затвердження шару покриття, тому стрічка у ванні для покриття повинна відхилятися у вертикальному напрямі. Це здійснюється за допомогою ролика, який обертається в рідкому металі покриття. У результаті цей ролик внаслідок контакту з рідким металом покриття зазнає сильного зношування, що стає причиною зупинки і таким чином зниження продуктивності. При бажаній невеликій товщині покриття, а мова може йти про мікрометри, високі вимоги пред'являються до якості поверхні стрічки. Це означає, що і поверхні роликів, які контактують зі стрічкою, також повинні мати високу якість. Пошкодження на цих поверхнях призводять в результаті до пошкоджень поверхні стрічки. Це є іншою причиною частих зупинок процесу. Для розв'язання проблеми, пов'язаної з роликами, які працюють в середовищі з рідким металом покриття, відомі пристрої, в яких 80608 4 використовується відкрита донизу місткість для покриття, що має в своїй нижній ділянці напрямний канал певної висоти для вертикального проходження стрічки, при цьому для герметизації передбачений електромагнітний замок. Мова йде про електромагнітні індуктори, які працюють з відтісняючими, нагнітаючими або звужуючими електромагнітними змінними або біжучими полями, що герметизують знизу ванну, в якій здійснюється покриття. Таке рішення відоме, [наприклад, з ЕР 0673444 В1]. Електромагнітний замок для ущільнення ванни для покриття знизу застосовується також в рішеннях [WO 96/03533 або в JP 5086446]. Для точного регулювання положення металевої заготовки в напрямному каналі згідно з документом [DE 19535854 А1 і DE 10014867 А1] передбачають спеціальні засоби. Згідно з перерахованими рішеннями передбачено, що поряд з котушками для створення електромагнітного біжучого поля існують додаткові коректуючі котушки, які сполучені з регулюючою системою і задачею яких є забезпечувати повернення металевої стрічки, що відхилилася від середнього положення, в згадане середнє положення. Спосіб такого ж роду описано і [в ЕР 0630421 В1], в якому передбачено, що місткість, яка містить метал покриття, сполучена з місткістю для попереднього розплавлення, яка у багато разів більша за об'ємом, ніж місткість, в якій здійснюється покриття. Місткість, в якій здійснюється покриття, забезпечується металом покриття з цієї місткості для попереднього розплаву, якщо метал покриття виноситься металевою заготовкою з місткості для покриття. З документа [FR 2804443 А] відомий спосіб нанесення покриття зануренням в розплав, при якому розплав з місткості відводиться в канал, що йде вниз з місткості для покриття, і після відведення підводиться вертикально в ділянку напрямного каналу. Спосіб нанесення покриття, в якому не використовуються електромагнітні індуктори, відомий [з JP 63192853 А]. У ньому замок напрямного каналу для вертикального проходу металевої заготовки, що підлягає покриттю, виконаний у вигляді двох пар валків. У канал подається розплав. Електромагнітний замок для ущільнення напрямного каналу, про який йшла мова в описаних вище джерелах, являє собою в цьому відношенні магнітний насос, який втримує метал покриття в місткості, де здійснюється нанесення покриття. Промислова перевірка таких установок показала, що картина потоків на поверхні металевої ванни, тобто поверхня ванни, досить неспокійна, що може свідчити про наявність електромагнітних сил, які створюються магнітним замком. Наслідком цих хвилювань у ванні є низька якість покриття, що наноситься при зануренні в розплав. 5 80608 6 У зв'язку з цим, задачею винаходу є створення більше за 10% ширини довгої сторони напрямного способу і відповідного пристрою для нанесення каналу. покриття на металеву заготовку зануренням, за Переважний варіант передбачає, нарешті, що допомогою яких можна подолати вказаний місткість з металом покриття сполучена з недолік. Отже повинно бути забезпечено, щоб системою живлення металом покриття, від якої ванна, в яку занурюється заготовка, залишалася метал спрямовується в підвідний трубопровід або спокійною при застосуванні електромагнітного підвідні трубопроводи. замка, за рахунок чого повинна підвищитися якість На кресленні, де представлений приклад покриття, що наноситься. здійснення винаходу, зокрема показано: Рішення цієї задачі за допомогою винаходу Фіг.1 - схематичне зображення пристрою для згідно із запропонованим способом нанесення покриття зануренням з металевою характеризується тим, що метал покриття заготовкою, що пропускається через нього. підводиться в напрямний канал із заданою Фіг.2 - розріз по лінії А-А на Фіг.1. об'ємною витратою, яка відповідає частині Представлений на фігурах пристрій містить додаткового об'єму металу покриття, що одну місткість 3, яка заповнена розплавленим подається в місткість за одиницю часу, для рідким металом покриття. У ній може знаходитися, підтримки бажаного рівня металу покриття в наприклад, цинк або алюміній. Призначена для місткості. Як альтернатива цьому, може бути покриття металева заготовка 1 в формі стальної також передбачено, що задана об'ємна витрата стрічки пропускається через місткість 3 в напрямку металу відповідає загальному додатковому об'єму R, вертикально вгору. Потрібно зазначити, що металу, який потрібний для підтримки рівня. принципово можливо також, щоб металева За допомогою цих заходів в комбінації зі заготовка 1 пропускалася через місткість 3 зверху способом відомого виду досягається те, що замок вниз. для герметизації напрямного каналу, що являє Для пропускання металевої заготовки 1 через собою електромагнітний насос, більше не працює місткість 3, місткість виконана відкритою в донній на квазі холостому ходу, а подає і транспортує ділянці, при цьому передбачений також напрямний об'ємний потік металу покриття. Разючий канал 4, зображення якого дане в збільшеному результат полягає в тому, що в цьому випадку на вигляді. Канал має задану висоту Н. поверхні ванни, в якій знаходиться метал, відсутні Щоб розплавлений рідкий метал 2 покриття не хвилювання, що вельми позитивно позначається міг виливатися через напрямний канал 4 вниз, по на якості покриття. обох сторонах від металевої заготовки 1 Передбачено, що місткість, в якій знаходиться розташовані два електромагнітних індуктори 5, які метал покриття, з'єднана з системою живлення створюють магнітне поле, що протистоїть силі (резервуар живлення) металом покриття. З тяжіння металу покриття, і таким чином герметизує резервуара живлення здійснюється додаткова знизу напрямний канал. подача металу в місткість, який потрібний для У випадку індукторів 5 мова йде про два підтримки постійного рівня в місткості, оскільки розташовані один навпроти одного індуктори, що металева заготовка при своєму проході через створюють змінне або біжуче поле, при цьому установку для нанесення покриття виносить метал робота індукторів здійснюється в зоні частот від з цієї місткості. 2Гц до 10кГц, а електромагнітне поперечне поле Підведення об'ємного потоку металу для орієнтоване перпендикулярно напрямку R подачі покриття в напрямний канал здійснюється стрічки. Переважна зона частот лежить для переважно з регулюванням і керуванням. однофазної системи (індуктори змінного поля) між Пристрій для нанесення покриття на металеву 2 і 10кГц, для багатофазної системи (наприклад, заготовку методом занурення в розплав, в якому індуктори біжучого поля) між 2Гц і 2кГц. металева заготовка пропускається вертикально Для стабілізації металевої заготовки 1 в через місткість, що містить розплавлений метал середній площині напрямного каналу 4 з обох покриття, і через розташований перед місткістю сторін напрямного каналу 4 по відношенню до напрямний канал, обладнана щонайменше двома металевої заготовки 1, розташовані коректуючі індукторами, розташованими по обох сторонах від котушки 13. Керування котушками здійснюється за металевої заготовки в ділянці напрямного каналу допомогою не показаних засобів регулювання для створення електромагнітного поля, що таким чином, що перекриття магнітним полем втримує метал покриття в місткості. Далі індукторів 5 і коректуючих котушок 13 металевої передбачено, що щонайменше один трубопровід заготовки 1 відбувається постійно всередині для підведення металу покриття із заданою напрямного каналу 4. об'ємною витратою входить в напрямний канал в За допомогою коректуючих котушок 13 ділянці протяжності по висоті. магнітне поле індукторів в залежності від ' Згідно з винаходом, в пристрої передбачено, настройки може посилюватися або послаблятися що підвідний трубопровід виходить в ділянці (принцип суперпозиції магнітних полів). Таким довгої сторони і в ділянку торцевої сторони чином можна впливати на положення металевої напрямного каналу. заготовки в напрямному каналі 4. Бажано, щоб ширина, відповідно діаметр При пропущенні металевої заготовки 1 через підвідного трубопроводу були менше від розміру пристрій для нанесення покриття відбувається довгої сторони напрямного каналу; звідси, винесення металу покриття з місткості 3 внаслідок зокрема, виходить, що ширина, а відповідно - і того, що частина металу 2 покриття зчеплюється з діаметр підвідного трубопроводу складає не металевою заготовкою 1. Для підтримки бажаного 7 80608 8 рівня h металу 2 покриття в місткості 3 необхідно можливість відведення залишку металу для здійснювати поповнення об'єму металу 2 в покриття з напрямного каналу 4. місткості 3. Якщо додатково на висоті підвідних У прикладі здійснення винаходу це трубопроводів 6, 7, 8, 9 встановлені коректуючі відбувається за допомогою системи живлення 12 котушки 13 (як описано вище), то вони також (живильний резервуар), від якого насосом 15 запускаються на повну потужність. Тоді за здійснюється подача металу через живильник 16. допомогою додаткових коректуючих котушок 13 в Щоб забезпечити спокій на поверхні в місткості середині напрямного каналу створюється 3, передбачено, що метал покриття 2 підводиться додаткове посилення поля, «потенційний пік» в напрямний канал в ділянці його протяжності по якого сприяє тому, що залишок металу 2 висоті Η із заданою об'ємною витратою Q. Як спрямовується в підвідні трубопроводи 6, 7, 8, 9. можна бачити на Фіг.1, для цієї мети передбачені завдяки чому здійснюється видалення залишкової два підвідних трубопроводи 6 і 7 в ділянці просвіту кількості металу 2 покриття. в напрямному каналі 4, необхідного для пропуску 8 Перелік позицій металевої заготовки 1, а саме - в ділянці його 1 Металева заготовка (стальна стрічка) протяжності по висоті Н. 2 Метал покриття Як можна бачити на Фіг.2, при цьому 3 Місткість передбачено, що усього до пропускного просвітув 4 Напрямний канал напрямному каналі 4 підходять чотири підвідних 5 Індуктор трубопроводи 6, 7, 8 і 9. Два з яких, а саме підвідні 6 Підвідний трубопровід трубопроводи 6 і 7, підходять до довгої сторони 11 7 Підвідний трубопровід напрямного каналу 4; два інших підвідних 8 Підвідний трубопровід трубопроводи, а саме 8 і 9, підходять до торцевої 9 Підвідний трубопровід сторони 10 напрямного каналу 4. 10 Торцева сторона напрямного каналу Як можна бачити, ширина В підвідних 11 Довга сторона напрямного каналу трубопроводів головним чином в ділянці їх входу в 12 Система живлення напрямний канал 4, менше по відношенню до 13 Коректуюча котушка ширини довгої сторони 11 напрямного каналу 4. 14 Насос Живлення підвідних трубопроводів 6, 7, 8 і 9 15 Насос металом 2 покриття здійснюється за допомогою 16 Подавальний пристрій насоса 14, схематично зображеного на Фіг.1. Як Η Висота напрямного каналу вже було зазначено, об'ємний потік з витратою Q, Q Об'ємна витрата металу що підводиться за допомогою насоса 14, може Η Рівень становити частину об'ємного потоку металу В Ширина підвідного трубопроводу покриття, який повинен підводитися у ванну для R Напрямок подачі підтримки рівня h. Однак може бути також передбачено, що за допомогою насоса 14 за одиницю часу подається вся необхідна для цього кількість металу покриття, так що в цьому випадку через насос 15 не здійснюється будь-якої подачі метала. При пуску установки в роботу спочатку здійснюють заповнення місткості 3 металом 2 покриття, а після активування індукторів 5 починають пропускати стрічку. При постійній роботі установки, як вже зазначалося, по підвідних трубопроводах 6, 7, 8 і 9 в напрямний канал 4 подається метал покриття з об'ємною витратою Q. Додаткові переваги способу та пристрою стають помітними також при припиненні роботи і відключенні пристрою. На практиці частина металу 2 покриття завжди залишається в напрямному каналі 4 і не може бути видалена з напрямного каналу 4 за допомогою металевої заготовки 1. Залишок рідкого металу після відключення індукторів 5 за допомогою уловлювальної системи збирається знизу, що супроводжується високими витратами. За допомогою запропонованого рішення з'являється наступна можливість: Індуктори 5 запускаються на повну потужність для герметизації, по підвідних трубопроводах 6, 7, 8, 9 припиняється подача металу покриття (відключається насос 14). Підвідні трубопроводи 6, 7, 8, 9 спорожнюються і таким чином створюється 9 80608 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for coating application at metal bar by its immersion into the melt
Автори англійськоюBrisberger Rolf, TENCKHOFF BERNHARD, Behrens Holger, Hartung Hans-Georg, TRAKOWSKI, Walter, ZIELENBACH, Michael
Назва патенту російськоюСпособ и устройство для нанесения покрытия на металлическую заготовку погружением в расплав
Автори російськоюБрисбергер Рольф, Тенкхофф Бернхард, Беренс Хольгер, Хартунг Ханс-Георг, Траковски Вальтер, Циленбах Михель
МПК / Мітки
МПК: C23C 2/14, C23C 2/00, C23C 2/36
Мітки: спосіб, пристрій, зануренням, заготовку, покриття, нанесення, розплав, металеву
Код посилання
<a href="https://ua.patents.su/5-80608-sposib-i-pristrijj-dlya-nanesennya-pokrittya-na-metalevu-zagotovku-zanurennyam-v-rozplav.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для нанесення покриття на металеву заготовку зануренням в розплав</a>
Пристрій для нанесення покриття на безперервнолиту металеву заготовку зануренням у металевий розплав
Номер патенту: 79112
Опубліковано: 25.05.2007
Автори: Бергманн Франк, Траковскі Вальтер, Ціленбах Міхель, Йєпсен Олаф Норман, Беренс Хольгер
МПК: C23C 2/00, C23C 2/14, B05C 3/02, B05C 3/09, C23C 2/36
Мітки: нанесення, металевій, металеву, безперервнолиту, пристрій, розплав, зануренням, покриття, заготовку
Формула / Реферат:
1. Пристрій для нанесення покриття на безперервнолиту металеву заготовку (1), зокрема сталеву стрічку, зануренням у металевий розплав, який містить заповнений розплавленим металом покриття (2) резервуар (3) та розташований перед резервуаром (3) напрямний канал (4), виконані з можливістю вертикального пропускання через них вказаної металевої заготовки (1), причому у зоні напрямного каналу розташований електромагнітний індуктор (5),...
Пристрій для нанесення покриття на заготовку металевого прокату зануренням в металевий розплав
Номер патенту: 79109
Опубліковано: 25.05.2007
Автори: Траковскі Вальтер, Хартунг Ханс Георг
Мітки: розплав, нанесення, металевій, металевого, покриття, пристрій, прокату, заготовку, зануренням
Формула / Реферат:
1. Пристрій для нанесення покриття на заготовку металевого прокату (1), зокрема сталеву штабу, зануренням в металевий розплав, який включає заповнений розплавленим металом покриття (2) резервуар (3), який призначений для щонайменше часткового вертикального пропускання вказаної заготовки (1), щонайменше один встановлений на опорах ролик (4) для вертикального направлення вказаної заготовки, причому ролик (4) або його вісь (5) проходить крізь...
Спосіб і пристрій для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 79175
Опубліковано: 25.05.2007
Автори: Тенькхофф Бернхард, Брісбергер Рольф, Ціленбах Міхаель, Юргенс Роберт, Траковскі Вальтер, Беренс Хольгер, Фалькенхан Бодо
Мітки: спосіб, покриття, нанесення, металевій, розплав, виріб, зануренням, пристрій
Формула / Реферат:
1. Спосіб нанесення покриття на металевий виріб, зокрема на сталеву штабу зануренням у розплав металу, при якому металевий виріб (1) по вертикалі подають через ємність (3), що містить розплавлений метал (2) покриття і через розташований перед ємністю напрямний канал (4), причому для втримання металу (2) покриття в ємності (3) в ділянці напрямного каналу (4) створюють електромагнітне поле за допомогою щонайменше двох індукторів (5),...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Брісбергер Рольф, Траковскі Вальтер
Мітки: зануренням, пристрій, здійснення, нанесення, спосіб, розплав, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Установка для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 78891
Опубліковано: 25.04.2007
Автори: Беренс Хольгер, Фалькенхан Бодо, Тенькхофф Бернхард, Брісбергер Рольф, Ціленбах Міхель
МПК: C23C 2/00
Мітки: установка, покриття, виріб, металевій, нанесення, розплав, зануренням
Формула / Реферат:
1. Установка для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, зануренням у розплав, в якій металевий виріб (1) проходить по вертикалі через ємність (3), що містить розплавлений метал (2) покриття, і розташований перед ємністю напрямний канал (4), при цьому по обидві сторони від металевого виробу (1) у зоні напрямного каналу (4) передбачені щонайменше два індуктори (5), що створюють електромагнітне поле, яке утримує...
Попередній патент: Спосіб отримання 3-ціано-6-алкокси-7-нітро-4-хінолінів
Наступний патент: Пристрій для електрогідроімпульсного подрібнення
Випадковий патент: Комбінована зубна коронка