Пристрій для електрошлакового наплавлення

Формула / Реферат
Пристрій для електрошлакового наплавлення, що складається з електрично ізольованих секцій: верхньої струмоведучої із захисним футеруванням від електроерозії, проміжної й нижньої формуючої, який відрізняється тим, що захисне футерування верхньої секції виконано з карбіду кремнію.
Текст
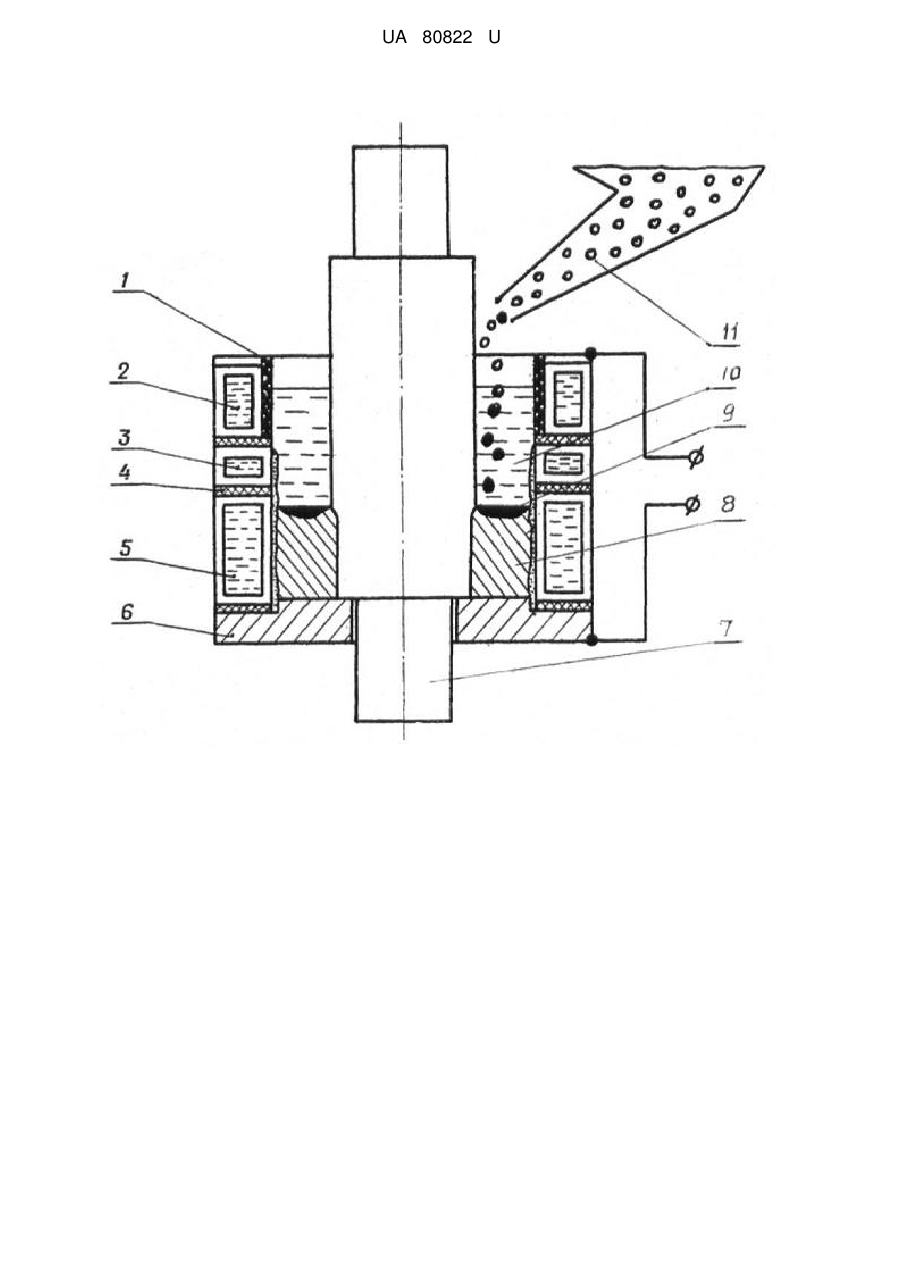
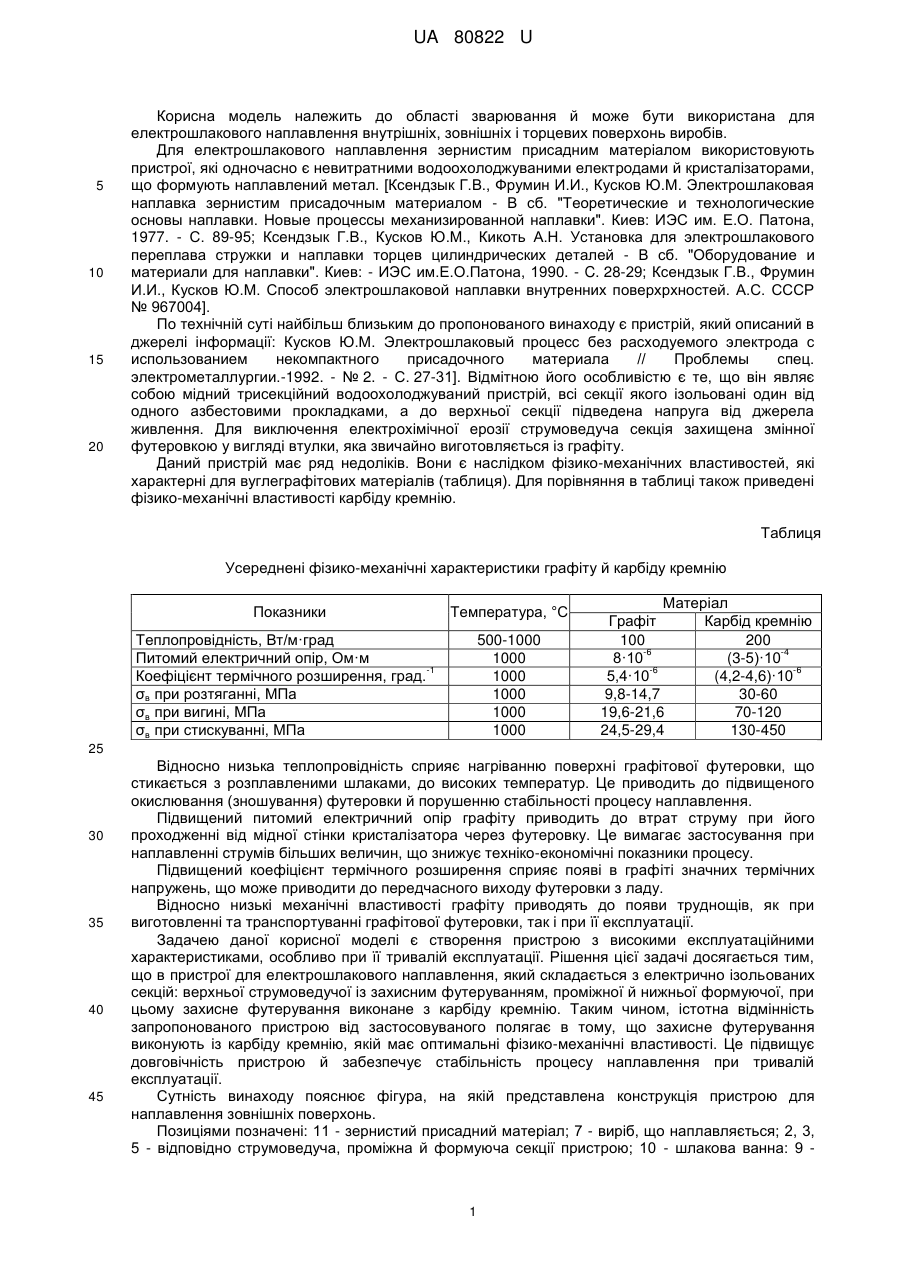
Реферат: UA 80822 U UA 80822 U 5 10 15 20 Корисна модель належить до області зварювання й може бути використана для електрошлакового наплавлення внутрішніх, зовнішніх і торцевих поверхонь виробів. Для електрошлакового наплавлення зернистим присадним матеріалом використовують пристрої, які одночасно є невитратними водоохолоджуваними електродами й кристалізаторами, що формують наплавлений метал. [Ксендзык Г.В., Фрумин И.И., Кусков Ю.М. Электрошлаковая наплавка зернистим присадочным материалом - В сб. "Теоретические и технологические основы наплавки. Новые процессы механизированной наплавки". Киев: ИЭС им. Е.О. Патона, 1977. - С. 89-95; Ксендзык Г.В., Кусков Ю.М., Кикоть А.Н. Установка для электрошлакового переплава стружки и наплавки торцев цилиндрических деталей - В сб. "Оборудование и материали для наплавки". Киев: - ИЭС им.Е.О.Патона, 1990. - C. 28-29; Ксендзык Г.В., Фрумин И.И., Кусков Ю.М. Способ электрошлаковой наплавки внутренних поверхрхностей. А.С. СССР № 967004]. По технічній суті найбільш близьким до пропонованого винаходу є пристрій, який описаний в джерелі інформації: Кусков Ю.М. Электрошлаковый процесс без расходуемого электрода с использованием некомпактного присадочного материала // Проблемы спец. электрометаллургии.-1992. - № 2. - С. 27-31]. Відмітною його особливістю є те, що він являє собою мідний трисекційний водоохолоджуваний пристрій, всі секції якого ізольовані один від одного азбестовими прокладками, а до верхньої секції підведена напруга від джерела живлення. Для виключення електрохімічної ерозії струмоведуча секція захищена змінної футеровкою у вигляді втулки, яка звичайно виготовляється із графіту. Даний пристрій має ряд недоліків. Вони є наслідком фізико-механічних властивостей, які характерні для вуглеграфітових матеріалів (таблиця). Для порівняння в таблиці також приведені фізико-механічні властивості карбіду кремнію. Таблиця Усереднені фізико-механічні характеристики графіту й карбіду кремнію Показники Температура, °C Теплопровідність, Вт/м·град Питомий електричний опір, Ом·м -1 Коефіцієнт термічного розширення, град. σв при розтяганні, МПа σв при вигині, МПа σв при стискуванні, МПа 500-1000 1000 1000 1000 1000 1000 Матеріал Графіт Карбід кремнію 100 200 -6 -4 8·10 (3-5)·10 -6 -6 5,4·10 (4,2-4,6)·10 9,8-14,7 30-60 19,6-21,6 70-120 24,5-29,4 130-450 25 30 35 40 45 Відносно низька теплопровідність сприяє нагріванню поверхні графітової футеровки, що стикається з розплавленими шлаками, до високих температур. Це приводить до підвищеного окислювання (зношування) футеровки й порушенню стабільності процесу наплавлення. Підвищений питомий електричний опір графіту приводить до втрат струму при його проходженні від мідної стінки кристалізатора через футеровку. Це вимагає застосування при наплавленні струмів більших величин, що знижує техніко-економічні показники процесу. Підвищений коефіцієнт термічного розширення сприяє появі в графіті значних термічних напружень, що може приводити до передчасного виходу футеровки з ладу. Відносно низькі механічні властивості графіту приводять до появи труднощів, як при виготовленні та транспортуванні графітової футеровки, так і при її експлуатації. Задачею даної корисної моделі є створення пристрою з високими експлуатаційними характеристиками, особливо при її тривалій експлуатації. Рішення цієї задачі досягається тим, що в пристрої для електрошлакового наплавлення, який складається з електрично ізольованих секцій: верхньої струмоведучої із захисним футеруванням, проміжної й нижньої формуючої, при цьому захисне футерування виконане з карбіду кремнію. Таким чином, істотна відмінність запропонованого пристрою від застосовуваного полягає в тому, що захисне футерування виконують із карбіду кремнію, якій має оптимальні фізико-механічні властивості. Це підвищує довговічність пристрою й забезпечує стабільність процесу наплавлення при тривалій експлуатації. Сутність винаходу пояснює фігура, на якій представлена конструкція пристрою для наплавлення зовнішніх поверхонь. Позиціями позначені: 11 - зернистий присадний матеріал; 7 - виріб, що наплавляється; 2, 3, 5 - відповідно струмоведуча, проміжна й формуюча секції пристрою; 10 - шлакова ванна: 9 1 UA 80822 U 5 10 15 20 25 30 металева ванна; 8 - наплавлений метал; 6 - затравка; 4 - електроізоляційні прокладки; 1 захисна футеровка. Процес наплавлення із пропонованим пристроєм здійснюється в такий спосіб. На затравці 6 установлюється виріб 7, концентрично з яким розташовується пристрій для електрошлакового наплавлення, що складає із трьох секцій, ізольованих один від одного прокладками 4. Розплавлений в окремій ємності шлак заливається в зазор між поверхнею виробу, що наплавляється, й робочою поверхнею пристрою так, що шлакова ванна 9 обмиває всі секції пристрою. Шлакова ванна є електропровідним середовищем і проводить через себе електричний струм від струмоведучої секції 2, захищеної від електроерозії футеровкою 1, виготовленої з карбіду кремнію. Шлакова ванна за рахунок цього перебуває в розплавленому стані при температурі більше 1000 °C, тобто здійснюється електрошлаковий процес. Подаваний у шлакову ванну зернистий присадний матеріал 11, розплавляючись, утворює металеву ванну 9, що потім кристалізується в наплавлений метал 8, який формується секцією 5. Проміжна секція 3 служить для поділу струмоведучої й формуючої секцій і виключення нестабільності процесу наплавлення. Пропонований пристрій випробуваний у лабораторних і промислових умовах. Нижче приводяться результати цих випробувань. Приклад 1. Наплавлення чавунним дробом із хромистого чавуну сталевих заготівок Ø 140 мм, довжиною близько 1 м у трисекційному пристрої Ø 210 мм із захисним футеруванням з карбіду кремнію. Режим наплавлення: струм - 4,0…4,5 кА, напруга 30-32 В, флюс АН-75. Процес стабільний, формування наплавленого металу гарне. Час наплавлення - 2,0 год. Ніяких змін з футеровкою замічено не було. Приклад 2. Наплавлення хромонікелевим дробом внутрішньої поверхні сталевої труби Ø 200 мм із використанням трисекційного пристрою із захисним футеруванням з карбіду кремнію. Час наплавлення 1,5 год. Режим наплавлення: струм 3,0…3,5 кА, напруга 30-31 В, флюс АН-75. Результати випробувань аналогічні прикладу 1. Приклад 3. Наплавлення сталевою стружкою стали Р6М5 торцевих заготівок Ø 50 мм у трисекційному кристалізаторі із захисним футеруванням з карбіду кремнію. Час наплавлення 1,7 год. Режим наплавлення: струм 800 кА, напруга 37-30 В, флюс АН-75. Результати випробувань аналогічні прикладам 1 і 2. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Пристрій для електрошлакового наплавлення, що складається з електрично ізольованих секцій: верхньої струмоведучої із захисним футеруванням від електроерозії, проміжної й нижньої формуючої, який відрізняється тим, що захисне футерування верхньої секції виконано з карбіду кремнію. 2 UA 80822 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electroslag surfacing
Автори англійськоюKuskov Yurii Mykhailovych
Назва патенту російськоюУстройство для электрошлаковой наплавки
Автори російськоюКусков Юрий Михайлович
МПК / Мітки
МПК: B23K 25/00
Мітки: електрошлакового, пристрій, наплавлення
Код посилання
<a href="https://ua.patents.su/5-80822-pristrijj-dlya-elektroshlakovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрошлакового наплавлення</a>
Пристрій для електрошлакового наплавлення
Номер патенту: 62125
Опубліковано: 10.08.2011
Автор: Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: пристрій, наплавлення, електрошлакового
Формула / Реферат:
1. Пристрій для електрошлакового наплавлення, що складається з електрично ізольованих секцій: верхньої струмоведучої, проміжної й нижньої формуючої, який відрізняється тим, що проміжна секція виконана неводоохолоджуваною з неелектропровідних, хімічно- й термічностійких при температурі 1300-1700 °С матеріалів, що не змочуються шлаками.2. Пристрій за п. 1, який відрізняється тим, що проміжна секція виконана з карбонітриду бору.
Спосіб зносостійкого електрошлакового наплавлення

Номер патенту: 62124
Опубліковано: 10.08.2011
Автори: Рябцев Ігор Олександрович, Григоренко Георгій Михайлович, Богайчук Ірина Леонідівна, Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: спосіб, наплавлення, зносостійкого, електрошлакового
Формула / Реферат:
Спосіб зносостійкого електрошлакового наплавлення, що включає заливання розплавлених шлаків у секційний кристалізатор, до струмоведучої секції якого підведена напруга від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення й плавлення в ній дискретного присадкового матеріалу й формування наплавленого металу, який відрізняється тим, що вводять присадку певного фракційного складу -...
Пристрій для відновлення деталей методом електрошлакового наплавлення
Номер патенту: 79985
Опубліковано: 13.05.2013
Автори: Чеботар Людмила Кирилівна, Парахнєвич Євген Миколайович, Пирожкова Валентина Петрівна, Бурова Наталія Михайлівна, Петруша Юрій Петрович, Луньов Валентин Васильович
МПК: C22B 9/18
Мітки: відновлення, методом, деталей, пристрій, електрошлакового, наплавлення
Формула / Реферат:
Пристрій для відновлення деталей методом електрошлакового наплавлення, який складається з кристалізатора, що має мідну гільзу, внутрішня поверхня якої біля основи деталі виконана зі скосом, та водоохолоджувальний кожух, який розташовано із зазором відноcно до основи деталі, та стіл для закріплення деталі, який відрізняється тим, що в зазорі між водоохолоджувальним кожухом кристалізатора та основою деталі встановлено Т-подібне мідне кільце,...
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Шевцов Віктор Львович, Кусков Юрій Михайлович, Майданнік Володимир Яковлевич
МПК: B23K 25/00
Мітки: електрошлакового, спосіб, наплавлення
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Спосіб електрошлакового наплавлення металу або сплаву та легкоплавкий шлак для його здійснення
Номер патенту: 69455
Опубліковано: 15.09.2004
Автори: Цикуленко Анатолій Костянтинович, Саєнко Володимир Якович, Патон Борис Євгенович, Шевченко Віталій Юхимович, Федоровський Борис Борисович, Цикуленко Костянтин Анатолійович, Медовар Лев Борисович, Чернець Олександр Владиславович, Ус Василь Іванович
МПК: B22D 19/16, B22D 11/04, B22D 19/10
Мітки: сплаву, спосіб, легкоплавкий, наплавлення, шлак, металу, здійснення, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення металу або сплаву, у якому створюють шлакову ванну, поміщають виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його без оплавлення теплом, яке генерують у шлаковій ванні пропусканням крізь неї електричного струму, і потім подають присадний метал або сплав на шлакову ванну, який відрізняється тим, що створюють шлакову ванну з легкоплавкого шлаку, вимірюють температуру шлакової ванни пірометром...
Попередній патент: Спосіб зносостійкого електрошлакового наплавлення високовуглецевих матеріалів
Наступний патент: Універсальний маніпулятор з можливістю низькочастотної вібраційної обробки зварювальної ванни
Випадковий патент: Спосіб підвищення резистентності молодняку сільськогосподарських тварин і птиці