Мастильно-охолоджуюча рідина для абразивної обробки підшипників ковзання з високолегованих композиційних сплавів
Номер патенту: 81816
Опубліковано: 10.07.2013
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Киричок Петро Олексійович

Формула / Реферат
Мастильно-охолоджуюча рідина для абразивної обробки поверхонь підшипників ковзання з високолегованих композиційних сплавів на основі заліза, що містить дистильовану воду, яка відрізняється тим, що вона додатково містить олеїнову кислоту, мурашину кислоту, гліцерин, дисульфід молібдену, 10 % розчин аміаку, індустріальне мастило "И-20" при наступному співвідношенні компонентів, % об.: олеїнова кислота - 5¸10; мурашина кислота - 3¸5; гліцерин - 10¸15; дисульфід молібдену - 3¸5; 10 % водний розчин аміаку - 2¸3; індустріальне мастило "И-20" - 10¸15; дистильована вода - решта, при цьому компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку в межах 25-50 кГц.
Текст
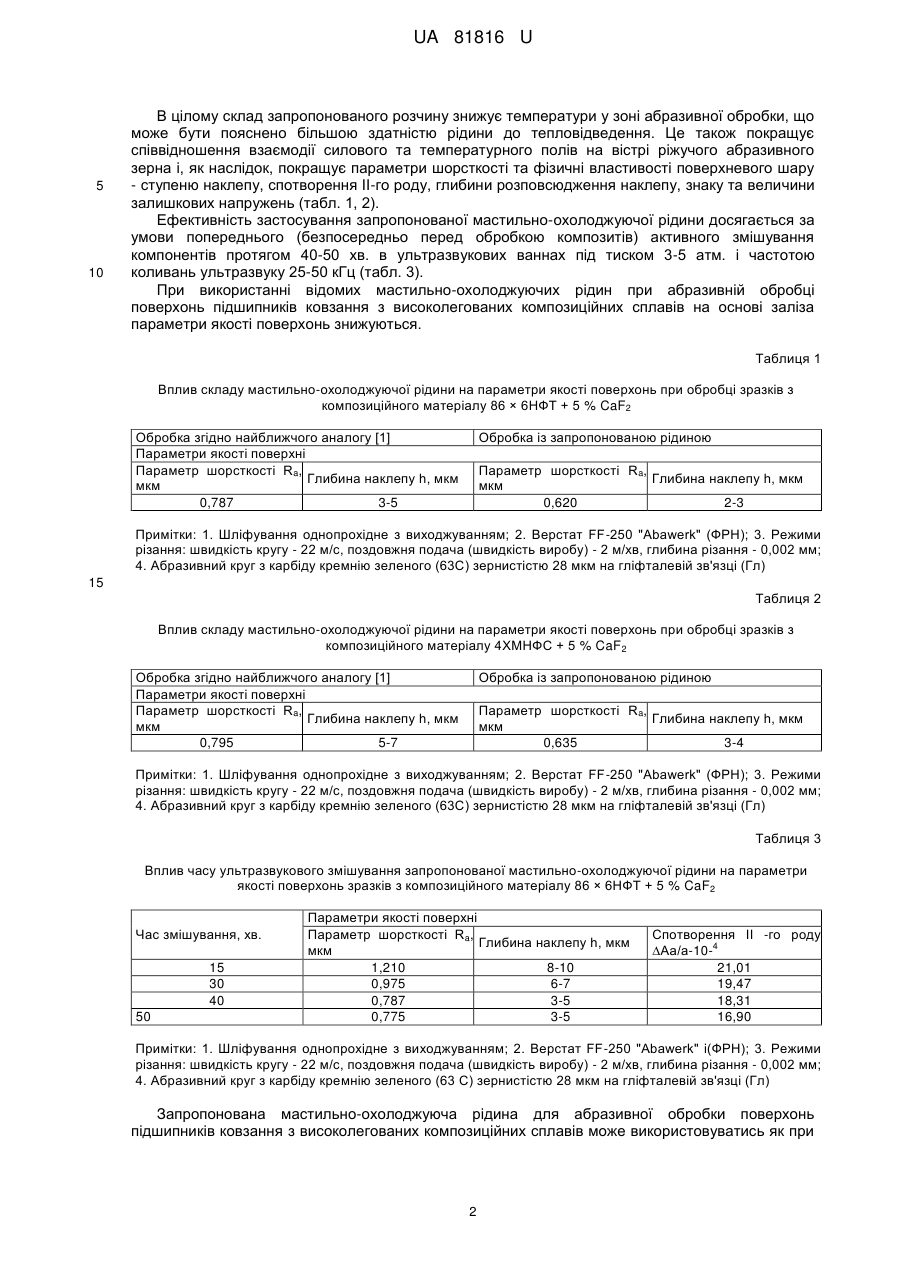
Реферат: Мастильно-охолоджуюча рідина для абразивної обробки поверхонь підшипників ковзання з високолегованих композиційних сплавів на основі заліза містить дистильовану воду, Додатково містить олеїнову кислоту, мурашину кислоту, гліцерин, дисульфід молібдену, розчин аміаку, індустріальне мастило. При цьому компоненти рідини безпосередньо перед застосуванням змішують в ультразвукових ваннах. UA 81816 U (12) UA 81816 U UA 81816 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, зокрема, до високоточних оздоблювальних методів обробки поверхонь отворів деталей тертя з високолегованих композиційних матеріалів на основі сплавів заліза, що належать до класу важкооброблюваних сплавів зі спеціальними властивостями, наприклад, деталей аерокосмічної техніки, газотурбінних систем, компресорних магістральних газогонів та деталей тертя (підшипники ковзання, вкладні сегменти) високошвидкісних поліграфічних машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (температура до 700 °C, тиск 5,08,0 МПа або швидкості обертання до 500 об./хв. при тиску 2,0-4,0 МПа). Високоточне фінішно-оздоблювальне оброблення вказаних композиційних сплавів із застосуванням відомих мастильно-охолоджуючих рідин не забезпечує виконання необхідних технічних вимог до якості поверхонь таких деталей, які піддаються при роботі інтенсивним експлуатаційним навантаженням, що впливає на техніко-економічні показники спеціальної техніки, зокрема, на параметри надійності (зносостійкість, довговічність, ремонтоздатність). Ці показники залежать від параметрів якості поверхонь оброблення деталей вказаної техніки (шорсткість, величина та глибина наклепу, величина та знак залишкових напружень поверхневої зони). Для забезпечення високих параметрів якості поверхонь під час тонкої абразивної обробки важкооброблюваних високолегованих сплавів застосовують різні мастильно-охолоджуючі рідини. Найбільш близьким до корисної моделі по технічній суті та ефекту, що досягається, є надтонка абразивна обробка отворів підшипників ковзання на прецизійних верстатах із застосуванням як мастильно-охолоджуючих речовин 3 % водного розчину емульсії, індустріальних мастил та газу [1, 2]. Недоліками цих рідин є технічна неможливість впливу на мінімізацію параметрів наклепу та шорсткості поверхні в оброблюваній зоні та відсутність засобів керування процесом надтонкої абразивної обробки для підвищення параметрів якості поверхонь тертя. В основу корисної моделі поставлено задачу підвищення якості поверхонь обробки отворів деталей тертя з високолегованих важкооброблюваних композиційних матеріалів шляхом застосування нової мастильно-охолоджуючої рідини, яка суттєво зменшує сили тертя абразивного зерна у складі кругу з поверхнею оброблення при зрізанні стружки, знижує складові сил різання та сприяє перерозподілу теплових потоків на ріжучому лезі абразиву. Усе це дозволяє суттєво покращити показники шорсткості оброблених поверхонь. Поставлена задача покращення параметрів якості поверхонь підшипників ковзання з композиційних матеріалів на основі заліза відбувається за рахунок застосування запропонованої мастильно-охолоджуючої рідини, що містить дистильовану воду, згідно з корисною моделлю, що вона додатково містить олеїнову кислоту, мурашину кислоту, гліцерин, дисульфід молібдену, 10 % розчин аміаку, індустріальне мастило "И-20" при наступному співвідношенні компонентів об. %: олеїнова кислота - 510; мурашина кислота - 35; гліцерин 1015; дисульфід молібдену - 35; 10 % водний розчин аміаку - 23; індустріальне мастило "И20" - 1015; дистильована вода - решта, при цьому компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку в межах 25-50 кГц. Покращення якості поверхонь тертя підшипників ковзання може бути пояснено тим, що усі складові мастильно-охолоджуючої рідини, діючи одночасно і у сукупності, виконують, при зрізанні стружки окремим абразивним зерном свої, притаманні тільки їм, функціональні задачі, впливаючи на складні фізичні процеси, які відбуваються у тонкому шарі при зрізанні стружки, а саме, суттєво впливають на формування силового і теплового полів. Зокрема, індустріальне мастило "И-20" та гліцерин зменшують тертя ріжучої кромки абразивного інструменту зерна по металу при переміщенні інструменту вздовж поверхні оброблення, а відповідно, сприяють утворенню мінімальних сил різання і зменшують спотворення поверхневого шару деталі. Цьому також сприяє дія олеїнової та мурашиної кислот. Крім того, ці складові всотуються у поверхню композиційного пористого матеріалу, адсорбуючись нею, завдяки чому відбувається легке зрізання стружки, а це, відповідно, також зменшує складові сил різання і, як наслідок, у свою чергу, спрощує процес зрізання стружки та зменшує залишкові напруження поверхневого шару. Наявність домішки дисульфіду молібдену підвищує ріжучу здатність абразивного інструменту і, у свою чергу, мінімізує дефекти поверхні оброблення, одночасно дозволяючи покращити оброблюваність матеріалу та забезпечити отримання найкращої шорсткості поверхні, перш за все, досягти мінімальних значень параметру якості поверхні R a. 1 UA 81816 U 5 10 В цілому склад запропонованого розчину знижує температури у зоні абразивної обробки, що може бути пояснено більшою здатністю рідини до тепловідведення. Це також покращує співвідношення взаємодії силового та температурного полів на вістрі ріжучого абразивного зерна і, як наслідок, покращує параметри шорсткості та фізичні властивості поверхневого шару - ступеню наклепу, спотворення II-го роду, глибини розповсюдження наклепу, знаку та величини залишкових напружень (табл. 1, 2). Ефективність застосування запропонованої мастильно-охолоджуючої рідини досягається за умови попереднього (безпосередньо перед обробкою композитів) активного змішування компонентів протягом 40-50 хв. в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку 25-50 кГц (табл. 3). При використанні відомих мастильно-охолоджуючих рідин при абразивній обробці поверхонь підшипників ковзання з високолегованих композиційних сплавів на основі заліза параметри якості поверхонь знижуються. Таблиця 1 Вплив складу мастильно-охолоджуючої рідини на параметри якості поверхонь при обробці зразків з композиційного матеріалу 86 × 6НФТ + 5 % CaF2 Обробка згідно найближчого аналогу [1] Параметри якості поверхні Параметр шорсткості Ra, Глибина наклепу h, мкм мкм 0,787 3-5 Обробка із запропонованою рідиною Параметр шорсткості Ra, Глибина наклепу h, мкм мкм 0,620 2-3 Примітки: 1. Шліфування однопрохідне з виходжуванням; 2. Верстат FF-250 "Abawerk" (ФРН); 3. Режими різання: швидкість кругу - 22 м/с, поздовжня подача (швидкість виробу) - 2 м/хв, глибина різання - 0,002 мм; 4. Абразивний круг з карбіду кремнію зеленого (63С) зернистістю 28 мкм на гліфталевій зв'язці (Гл) 15 Таблиця 2 Вплив складу мастильно-охолоджуючої рідини на параметри якості поверхонь при обробці зразків з композиційного матеріалу 4ХМНФС + 5 % CaF2 Обробка згідно найближчого аналогу [1] Параметри якості поверхні Параметр шорсткості Ra, Глибина наклепу h, мкм мкм 0,795 5-7 Обробка із запропонованою рідиною Параметр шорсткості Ra, Глибина наклепу h, мкм мкм 0,635 3-4 Примітки: 1. Шліфування однопрохідне з виходжуванням; 2. Верстат FF-250 "Abawerk" (ФРН); 3. Режими різання: швидкість кругу - 22 м/с, поздовжня подача (швидкість виробу) - 2 м/хв, глибина різання - 0,002 мм; 4. Абразивний круг з карбіду кремнію зеленого (63С) зернистістю 28 мкм на гліфталевій зв'язці (Гл) Таблиця 3 Вплив часу ультразвукового змішування запропонованої мастильно-охолоджуючої рідини на параметри якості поверхонь зразків з композиційного матеріалу 86 × 6НФТ + 5 % CaF2 Час змішування, хв. 15 30 40 50 Параметри якості поверхні Параметр шорсткості Ra, Глибина наклепу h, мкм мкм 1,210 8-10 0,975 6-7 0,787 3-5 0,775 3-5 Спотворення II -го роду 4 Аа/а-1021,01 19,47 18,31 16,90 Примітки: 1. Шліфування однопрохідне з виходжуванням; 2. Верстат FF-250 "Abawerk" і(ФРН); 3. Режими різання: швидкість кругу - 22 м/с, поздовжня подача (швидкість виробу) - 2 м/хв, глибина різання - 0,002 мм; 4. Абразивний круг з карбіду кремнію зеленого (63 С) зернистістю 28 мкм на гліфталевій зв'язці (Гл) Запропонована мастильно-охолоджуюча рідина для абразивної обробки поверхонь підшипників ковзання з високолегованих композиційних сплавів може використовуватись як при 2 UA 81816 U 5 10 15 20 25 обробці отворів деталей, так і для абразивного шліфування плоских та зовнішніх круглих поверхонь деталей. Запропонована рідина може бути використана для надтонкої абразивної обробки спеціальних деталей аерокосмічних систем, деталей тертя газотурбінних і компресорних станцій магістральних газогонів та високошвидкісних підшипників ковзання поліграфічних машин офсетного друку. Джерела інформації: 1. Гавриш А.П., Мельничук ПП. Алмазно-абразивна обробка магнітних матеріалів: Монографія. - Житомир: ЖДТУ, 2004.-552 с. 2. Гурьянихин В.Ф., Худобин И.Л., Белов М.А., Гавриш А.П., Ковенский Б.Г. Эффективность применения СОЖ при шлифовании магнитомягких материалов/Средства связи. - № 3-4, Москва, 1981. - С. 92-96. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Мастильно-охолоджуюча рідина для абразивної обробки поверхонь підшипників ковзання з високолегованих композиційних сплавів на основі заліза, що містить дистильовану воду, яка відрізняється тим, що вона додатково містить олеїнову кислоту, мурашину кислоту, гліцерин, дисульфід молібдену, 10 % розчин аміаку, індустріальне мастило "И-20" при наступному співвідношенні компонентів, % об.: олеїнова кислота - 510; мурашина кислота - 35; гліцерин 1015; дисульфід молібдену - 35; 10 % водний розчин аміаку - 23; індустріальне мастило "И20" - 1015; дистильована вода - решта, при цьому компоненти рідини безпосередньо перед застосуванням протягом 40-50 хв. змішують в ультразвукових ваннах під тиском 3-5 атм. і частотою коливань ультразвуку в межах 25-50 кГц. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюLubricating fluid for abrasive treatment friction bearing surfaces from heavy-alloyed composition alloys
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Kirichok Petro Oleksiyovich, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСмазочно-охлаждающая жидкость для абразивной обработки поверхностей подшипников скольжения из высоколегированных композиционных сплавов
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: F16C 17/00, C10M 103/00
Мітки: сплавів, підшипників, композиційних, абразивної, рідина, обробки, високолегованих, ковзання, мастильно-охолоджуюча
Код посилання
<a href="https://ua.patents.su/5-81816-mastilno-okholodzhuyucha-ridina-dlya-abrazivno-obrobki-pidshipnikiv-kovzannya-z-visokolegovanikh-kompozicijjnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Мастильно-охолоджуюча рідина для абразивної обробки підшипників ковзання з високолегованих композиційних сплавів</a>
Мастильно-охолоджуюча рідина для абразивної обробки скла

Номер патенту: 3775
Опубліковано: 27.12.1994
Автори: Сембай Євген Іллярович, Курильова Олена Франтишківна, Смірнова Олена Іувеналіївна
МПК: C10M 145/00, C10M 173/02, C10N 30/06, C10N 40/20
Мітки: рідина, скла, обробки, мастильно-охолоджуюча, абразивної
Формула / Реферат:
Смазочно-охлаждающая жидкость для абразивной обоаботки стекла, содержащая воду и кислородсодержащую присадку, отличающаяся тем, что жидкость в качестве кислородсодержащей присадки содержит полиоксиэтиленгликольмалеинат при следующем соотношении компонентов в % мас.: полиоксиэтиленгликольмалеинат 0,1-1,0 вода 99,0-99,9
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів
Номер патенту: 60525
Опубліковано: 25.06.2011
Автори: Мельник Олена Олексіївна, Киричок Петро Олексійович, Острик Деніс Вікторович, Макаров Артем Сергійович, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: циліндричних, ковзання, композитів, обробки, спосіб, поверхонь, високолегованих, отворів, фінішної, підшипників
Формула / Реферат:
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого...
Мастильно-охолоджуюча рідина для абразивної обробки металів
Номер патенту: 15824
Опубліковано: 30.06.1997
Автори: Микитенко Володимир Савич, Рахматулін Рустам Мірзовіч, Мовчун Надія Василівна, Пригоф Олександр Борисович, Окунєва Лідія Стєпановна, Шевченко Вадим Леонідович, Бекшенєв Файзі Магзумовіч, Сємьонов Константін Фьодоровіч, Волков Міхаіл Павловіч, Курчік Ніколай Ніколаєвіч, Зайнєтдінова Свєтлана Вікторовна, Маскаєв Анатолій Ксенофонтович, Біткова Валєнтіна Худяхалієвна, Чередниченко Григорій Іванович, Малиновський Григорій Трохимович
МПК: C10M 129/54, C10M 131/00, C10M 159/08, C10N 40/20, C10M 141/00, C10M 137/00, C10N 30/06
Мітки: абразивної, рідина, обробки, мастильно-охолоджуюча, металів
Формула / Реферат:
Смазочно-охлаждающая жидкость для абразивной обработки металлов, содержащая минеральное масло, хлорированный парафин, растительное масло, многозольный алкилсалицилат кальция, антиокислительную присадку, антипенную присадку и фосфорносодержащую присадку, отличающаяся тем, что жидкость содержит очищенное минеральное масло с кинематической вязкостью при 50°С 10-14 ммс, в...
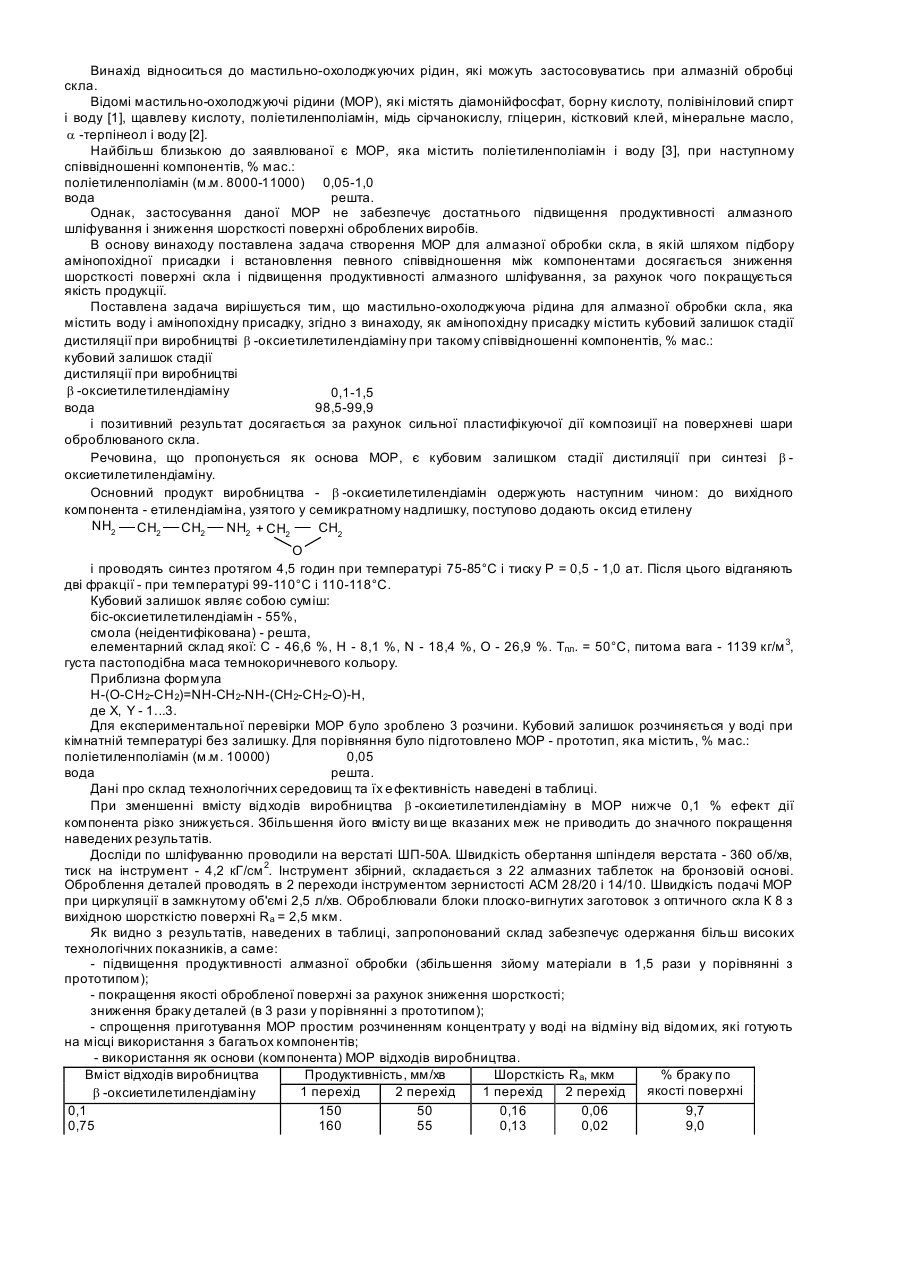
Мастильно-охолоджуюча рідина для алмазної обробки скла
Номер патенту: 3274
Опубліковано: 27.12.1994
Автори: Шкарапата Ярослав Євстафієвич, Смірнова Олена Іувеналіївна, Курильова Олена Франтишківна, Сембай Євген Іллярович, Сошко Олександр Іванович, Литвин Борис Леонідович, Соколик Василь Михайлович
МПК: C10N 30/06, C10N 40/20, C10M 173/02, C10M 133/08
Мітки: обробки, скла, алмазної, рідина, мастильно-охолоджуюча
Формула / Реферат:
Смазочно-охлаждающая жидкость для алмазной обработки стекла, содержащая воду и аминопроизводную присадку, отличающаяся тем, что жидкость в качестве аминопроизводной присадки содержит кубовый остаток стадии дистилляции при производстве -оксиэтилэтилендиамина при следующем соотношении компонентов, в % мас.: кубовый остаток стадии дистилляции при производстве...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Макаров Артем Сергійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Острик Деніс Вікторович, Киричок Петро Олексійович
МПК: G11B 5/127
Мітки: обробки, деталей, сплавів, високолегованих, фінішної, основі, отворів, спосіб, поверхонь, циліндричних, нікелю, магнітно-абразивної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Попередній патент: Пристрій для вловлювання крапельної рідини з газового потоку
Наступний патент: Свічка запалювання
Випадковий патент: Спосіб одержання omega-гідроперфторалкано-ілфторидів