Спосіб термічної обробки прокату
Номер патенту: 82432
Опубліковано: 10.04.2008
Автори: Мурикау Максім Анатоліьєвіч, Анелькін Мікалай Іванавіч, Андриянау Мікалай Віктаравіч, Лєщенко Олександр Іванович, Горбаньов Аркадій Олексійович, Жучков Сергій Михайлович, Бабренок Гєнадзь Людвігавіч, Луценко Владислав Анатолійович, Токмаков Павло Вадимович, Колосов Борис Миколайович, Матачкін Віктар Аркадзевіч

Формула / Реферат
Спосіб термічної обробки прокату, переважно стрижневих арматур з низьколегованих кремніймарганцевих сталей, з прокатного нагріву, що включає циклічне охолодження водою з числом циклів більше одного, з регульованими швидкостями охолодження, що змінюють від циклу до циклу, при охолодженні в першому циклі зі швидкістю не нижче:
 ,
,
і переохолодженням поверхні прокату нижче точки мартенситного перетворення Мн, з проміжним відігрівом поверхні, здійснюваним в одному циклі до температури Мн + (240-250)°С і остаточним відігріванням поверхні та охолодженням на повітрі, який відрізняється тим, що циклічне охолодження водою здійснюють з числом циклів, рівним трьом, причому охолодження водою у другому і у третьому циклах ведуть відповідно зі швидкостями не нижче:
 ,
,
 ,
,
де ![]() - коефіцієнт пропорційності, що залежить від швидкості прокатки,
- коефіцієнт пропорційності, що залежить від швидкості прокатки, ![]() ,
, ![]() - швидкість прокатки, м/с;
- швидкість прокатки, м/с; ![]() - температура кінця прокатки,
- температура кінця прокатки, ![]() ,
, ![]() - площа поперечного перерізу прокату, мм2,
- площа поперечного перерізу прокату, мм2, ![]() - периметр поперечного перерізу прокату, мм.
- периметр поперечного перерізу прокату, мм.
Текст
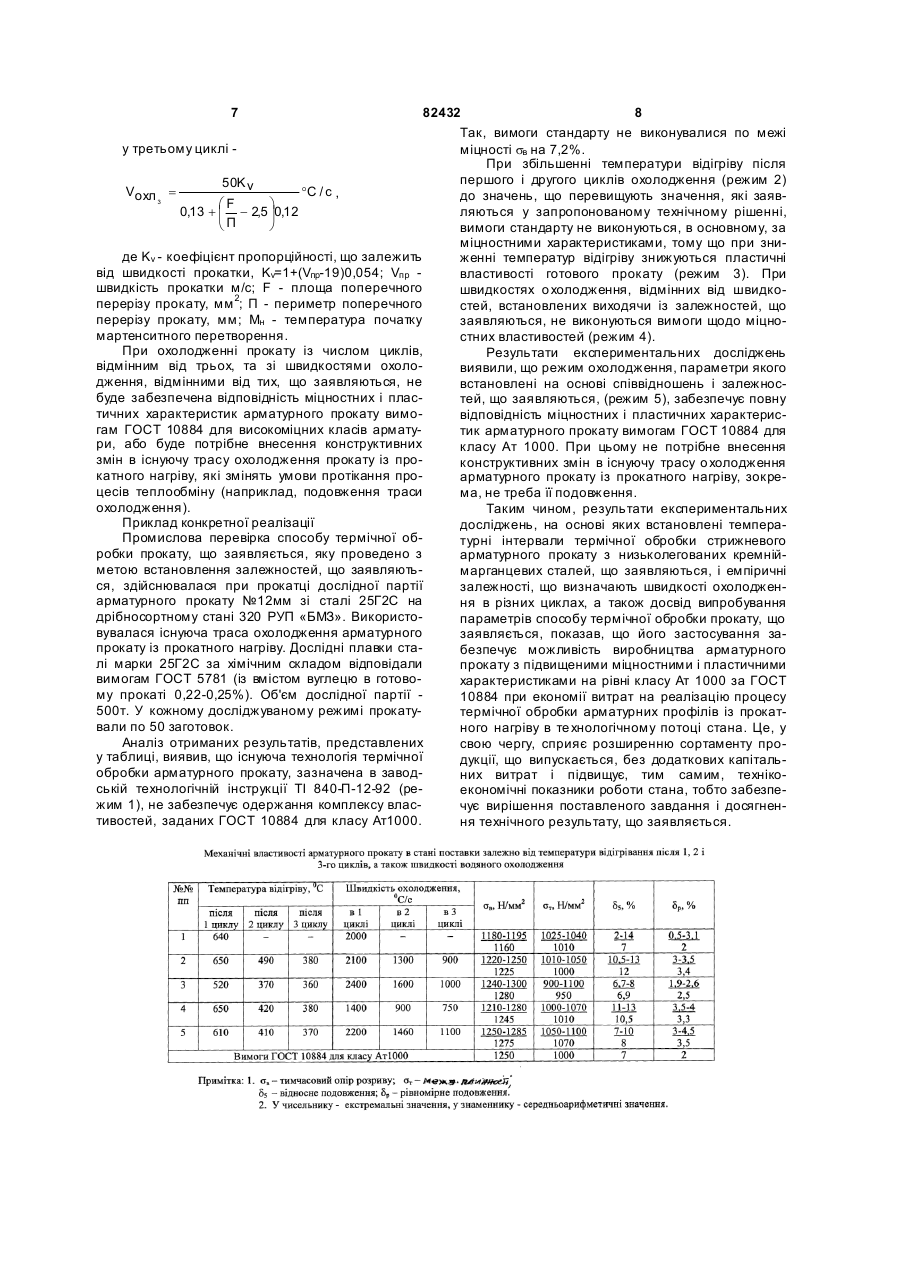
Спосіб термічної обробки прокату, переважно стрижневих арматур з низьколегованих кремніймарганцевих сталей, з прокатного нагріву, що включає циклічне охолодження водою з числом циклів більше одного, з регульованими швидко стями охолодження, що змінюють від циклу до циклу, при охолодженні в першому циклі зі швидкістю не нижче: Т к.пр. - 610 К v Vохл 1 = °С / с , æF ö 0,2 + ç - 2,5÷ 0,4 èП ø і переохолодженням поверхні прокату нижче точки мартенситного перетворення Мн, з проміжним відігрівом поверхні, здійснюваним в одному циклі до температури Мн + (240-250)°С і остаточним відігріванням поверхні та охолодженням на повітрі, який відрізняється тим, що циклічне охолодження водою здійснюють з числом циклів, рівним трьом, причому охолодження водою у другому і у третьому циклах ведуть відповідно зі швидкостями не нижче: 130К v Vохл = °С / с , 2 æF ö 0,13 + ç - 2,5 ÷ 0,12 èП ø Винахід відноситься до прокатного виробництва, зокрема, до способів термічної обробки прокату, переважно арматурного періодичного профілю в прутках і мотках, із прокатного нагріву в технологічному потоці дрібносортних і дротових станів. від швидкості прокатки, К v = 1 + ( Vпр - 19 )0,054 , Vпр - швидкість прокатки, м/с; Т к.пр. - температу (13) (19) ра кінця прокатки, °С , F - площа поперечного перерізу прокату, мм 2, П - периметр поперечного перерізу прокату, мм. 82432 де К v (11) 50К v °С / с , æF ö 0,13 + ç - 2,5 ÷ 0,12 èП ø - коефіцієнт пропорційності, що залежить Vохл = 3 C2 ) UA ( 3 82432 4 Відомий спосіб термічної обробки прокату, педругого циклу, що, незважаючи на досить високу реважно стрижневих арматур, що включає циклічшвидкість охолодження, не дозволяє одержати не охолодження водою із числом циклів більше співвідношення ферито-перлітноі і бейнітноі струкодного від температури вище Ас3 , при цьому тур по перерізу, яке забезпечує необхідні механічокремі ступені охолодження здійснюються через ні властивості для найвищого класу міцності армарівні проміжки часу до температур у діапазоні 450турного прокату - Ат1000 за ГОСТ 10884. 650°С [1]· Таким чином, реалізація способу термічної обНедоліком відомого способу є наявність в осробки прокату, прийнятого за прототип, дозволяє новній частині перерізу ферито-перлітної структуодержати арматурний прокат з високими пластичри. Це пояснюється тим, що в зазначеному відоними властивостями, однак при цьому необхідні мому способі не регламентовані швидкості міцностні характеристики високих класів міцності охолодження і температури прокату після циклів не досягаються. охолодження, а їх величини не забезпечують одеЗадача, розв'язувана винаходом, полягає в ржання необхідних властивостей. розробці способу термічної обробки прокату, пеВідомий також спосіб термічної обробки прореважно стрижневої арматури з низьколегованих кату, переважно стрижневих арматур із прокатного кремніймарганцевих сталей, із прокатного нагріву, нагрівання, що включає циклічне охолодження що забезпечує підвищення техніко-економічних водою із числом циклів більше одного, і переохопоказників роботи стана за рахунок розширення лодженням поверхні нижче точки мартенситного сортаменту продукції, що випускається, без додатперетворення Мн, із проміжним відігріванням покових капітальних витрат. верхні, здійснюваним в одному циклі до темпераТехнічний результат, що досягається при реалізації запропонованого технічного рішення, полятури Мн+(5¸20)°С, і остаточним відігріванням поверхні і охолодженням на повітрі [2]. гає в забезпеченні виробництва арматурного прокату з підвищеними міцностними і пластичними Недоліками відомого способу є низька еконохарактеристиками на рівні класу Ат1000 за ГОСТ мічність процесу через велику витрату води і зна10884 при економії витрат на реалізацію процесу чну довжину ділянки охолодження, необхідних для термічної обробки арматурних профілів із прокатзабезпечення низької температури відігрівання після першого циклу охолодження, а також підвиного нагріву в технологічному потоці стана. Вирішення поставленої, задачі забезпечується щена температура відігріву поверхні після другого тим, що циклічне охолодження водою здійснюють циклу охолодження, що знижує міцностні властиз числом циклів, рівним трьом, причому охоловості готової продукції. Це істотно ускладнює одедження водою в другому і у третьому циклах вержання рівня властивостей, що задовольняє вимогам стандартів для високоміцних арматур, дуть, відповідно, зі швидкостями не нижче: наприклад, класу Ат1000 за ГОСТ 10884. За прототип прийнято найбільш близький за 130K v Vохл = °С / с , технічною сутністю і досягаємим результатом до 2 æF ö технічного рішення, що заявляється, спосіб термі0,13 + ç - 2,5÷ 0,12 èП ø чної обробки прокату, переважно стрижневих арматур з низьколегованих кремніймарганцевих ста50K v Vохл = °С / с , лей із прокатного нагріву, що включає циклічне 3 æF ö 0,13 + ç - 2,5 ÷0,12 охолодження водою із числом циклів більше одноèП ø го, з регульованими швидкостями охолодження, що змінюються від циклу до циклу, при охолоде Kv - коефіцієнт пропорційності, що залежить дженні в першому циклі зі швидкістю не нижче: від швидкості прокатки, Kv=1+(Vпр-19)0,054; Vпр швидкість прокатки, м/с; F - площа поперечного (Т к.пр. - 610)K v перерізу прокату, мм 2; Π - периметр поперечного Vохл 1 = æF ö перерізу прокату, мм. 0,2 + ç - 2,5÷0,4 Порівняння із прототипом показує, що спосіб, èП ø який заявляється, відрізняється від відомого тим, що циклічне охолодження водою здійснюється із і переохолодженням поверхні нижче точки мачислом циклів, рівним трьом, причому охолодженртенситного перетворення Мн, із проміжним відіня водою в другому і третьому циклах ведуть відгрівом поверхні, здійснюваним в одному циклі до повідно зі швидкостями не нижче: температури Мн+(240-250)°С, і остаточним відігрівом поверхні і охолодженням на повітрі, де Kv 130K v коефіцієнт пропорційності, що залежить від швидVохл = °С / с , кості прокатки, Kv=1+(Vпр-19)0,054; Vпр - швидкість 2 æF ö 0,13 + ç - 2,5÷ 0,12 прокатки, м/с; Тк.пр. - температура кінця прокатки, èП ø °С; F - площа поперечного перерізу прокату, мм 2; 50K v Π - периметр поперечного перерізу прокату, мм; Vохл = °С / с , 3 Мн - температура початку мартенситного перетвоæF ö 0,13 + ç - 2,5 ÷0,12 рення [3]. èП ø Недоліком прототипу є складність одержання рівня властивостей, що задовольняє вимогам стаде Kv - коефіцієнт пропорційності, що залежить ндартів для високоміцних арматур, обумовлена від швидкості прокатки, Kv=1+(Vпр-19)0,054; Vпр високою температурою проміжного відігріву після 5 82432 6 швидкість прокатки, м/с; F - площа поперечного 130K v Vохл = °С / с , перерізу прокату, мм 2; Π - периметр поперечного 2 æF ö перерізу прокату, мм. 0,13 + ç - 2,5÷ 0,12 Таким чином, спосіб, що заявляється, відповіèП ø дає критерію "новизна". 50K v Vохл = °С / с , Порівняння технічного рішення, що заявляєть3 æF ö ся, з іншими технічними рішеннями в даній галузі 0,13 + ç - 2,5 ÷0,12 èП ø техніки показало, що відомі способи термічної обробки із прокатного нагріву і виробництва стрижде Kv - коефіцієнт пропорційності, що залежить невого арматурного прокату, у яких зроблена від швидкості прокатки, Kv=1+(Vпр-19)0,054; Vпр спроба підвищити міцностні і пластичні властивосшвидкість прокатки, м/с; Тк.пр. - температура кінця ті арматурних профілів, не досягають їх потрібного прокатки, °С; F - площа поперечного перерізу прорівня. кату, мм 2; Π - периметр поперечного перерізу проТак, у способі термічної обробки прокатних кату, мм. виробів для виготовлення підкату і стрижневої Спосіб термічної обробки прокату, що заявляарматури для залізобетонних конструкцій [4], з ється, здійснюють таким чином. метою підвищення міцностних властивостей при Арматурний прокат з низьколегованої кремзбереженні пластичних характеристик і стійкості ніймарганцевоі стали, наприклад марки 25Г2С, проти корозійного розтріскування, охолодження після виходу з останньої кліті сортопрокатного при загартуванні поверхні здійснюють зі швидкістю стана піддають термічній обробці із прокатного 800-2000°С/с із самовідпуском при Τ=500(Ас1нагріву шля хом охолодження водою в установках 50)°С, потім охолоджують на повітрі. термічного зміцнення прокату, установлених після Однак при його реалізації не забезпечується чистової робочої кліті стана перед холодильником міцність арматурного прокату, що відповідає класу за ходом технологічного процесу. Установки терАт1000 за ГОСТ 10884. Це обумовлено високою мічного зміцнення забезпечують циклічне охолотемпературою самовідпуску, зниження якої пракдження прокату із числом циклів, рівним трьом і тично важко забезпечити при одному циклі охолорегулювання швидкості охолодження прокату. дження. Це вимагає, з одного боку, наявності довПрактично це реалізується шляхом відключення гої траси охолодження, а з іншої сторони ряду центральних секцій установки термічного неефективно, тому що в цьому випадку має місце зміцнення прокату. У процесі охолодження прокату постійний контакт холодної води із прокатом. водою його поверхню переохолоджують до темпеТаким чином, реалізація відомих те хнічних ріратури нижче точки мартенситного перетворення шень не дозволяє виконати завдання, поставлене Мн , яка становить для сталі 25Г2С приблизно в те хнічному рішенні, що заявляється - забезпечи320°С, потім проводять проміжне відігрівання поти виробництво арматурного прокату з підвищеверхні прокату до температури на 240-250°С вище ними міцностними і пластичними характеристикаточки мартенситного перетворення Мн. Після проми на рівні класу Ат1000 за ГОСТ 10884 при міжного відігрівання поверхні прокату його знову економії витрат на реалізацію процесу термічної охолоджують водою до температури нижче точки обробки прокату в потоці стана. Зазначені обстаМн , потім роблять відігрів поверхні до температури вини забезпечують технічному рішенню, що заявМн+(100-120)°С, потім проводять ще один, третій ляється, відповідність критерію "винахідницький цикл переохолодження поверхні нижче критичної рівень". точки Мн. Остаточний відігрів поверхні проводять Спосіб, що заявляється, включає циклічне до температури Мн+(80-90)°С. охолодження водою із числом циклів більше одноПо завершенню термічної обробки прокату в го, з регульованими швидкостями охолодження, потоці стана здійснюють остаточне його охолощо змінюються від циклу до циклу, при охолодження повітрям на холодильнику прокатного стадженні в першому циклі зі швидкістю не нижче: на. Залежності, що визначають швидкості охоло(Т к.пр. - 610)K v дження прокату в кожному циклі способу термічної Vохл 1 = æF ö обробки прокату, що заявляється, установлені на 0,2 + ç - 2,5÷0,4 основі математичної обробки експериментальних П è ø даних, отриманих у процесі проведення досліджень для розробки способу, що заявляється. переохолодження поверхні нижче точки марРезультати досліджень отриманих залежностенситного перетворення Мн, із проміжним відігрітей виявили, що для одержання співвідношення ванням поверхні, здійснюваним в одному циклі до ферито-перлітної і бейнітної структур по перерізу, температури Мн+(240-250)°С, остаточне відігріщо забезпечує необхідні механічні властивості для вання поверхні і охолодження на повітрі. Циклічне найвищого класу міцності арматурного прокату охолодження водою здійснюють із числом циклів, Ат1000 за ГОСТ 10884, варто вести охолодження рівним трьом, причому охолодження водою в друв другому циклі зі швидкістю не нижче: гому і у третьому циклах ведуть відповідно зі швидкостями не нижче: 130K v Vохл = °С / с , 2 æF ö 0,13 + ç - 2,5÷ 0,12 èП ø 7 82432 8 Так, вимоги стандарту не виконувалися по межі у третьому циклі міцності sв на 7,2%. При збільшенні температури відігріву після першого і другого циклів охолодження (режим 2) 50K v Vохл = °С / с , до значень, що перевищують значення, які заяв3 æF ö 0,13 + ç - 2,5 ÷0,12 ляються у запропонованому технічному рішенні, èП ø вимоги стандарту не виконуються, в основному, за міцностними характеристиками, тому що при зниде Kv - коефіцієнт пропорційності, що залежить женні температур відігріву знижуються пластичні від швидкості прокатки, Kv=1+(Vпр-19)0,054; Vпр властивості готового прокату (режим 3). При швидкість прокатки м/с; F - площа поперечного швидкостях о холодження, відмінних від швидко2 перерізу прокату, мм ; Π - периметр поперечного стей, встановлених виходячи із залежностей, що перерізу прокату, мм; Мн - температура початку заявляються, не виконуються вимоги щодо міцномартенситного перетворення. стних властивостей (режим 4). При охолодженні прокату із числом циклів, Результати експериментальних досліджень відмінним від трьох, та зі швидкостями охоловиявили, що режим охолодження, параметри якого дження, відмінними від тих, що заявляються, не встановлені на основі співвідношень і залежносбуде забезпечена відповідність міцностних і пластей, що заявляються, (режим 5), забезпечує повну тичних характеристик арматурного прокату вимовідповідність міцностних і пластичних характерисгам ГОСТ 10884 для високоміцних класів арматутик арматурного прокату вимогам ГОСТ 10884 для ри, або буде потрібне внесення конструктивних класу Ат 1000. При цьому не потрібне внесення змін в існуючу трасу охолодження прокату із проконструктивних змін в існуючу трасу о холодження катного нагріву, які змінять умови протікання проарматурного прокату із прокатного нагріву, зокрецесів теплообміну (наприклад, подовження траси ма, не треба її подовження. охолодження). Таким чином, результати експериментальних Приклад конкретної реалізації досліджень, на основі яких встановлені темпераПромислова перевірка способу термічної обтурні інтервали термічної обробки стрижневого робки прокату, що заявляється, яку проведено з арматурного прокату з низьколегованих кремнійметою встановлення залежностей, що заявляютьмарганцевих сталей, що заявляються, і емпіричні ся, здійснювалася при прокатці дослідної партії залежності, що визначають швидкості охолодженарматурного прокату №12мм зі сталі 25Г2С на ня в різних циклах, а також досвід випробування дрібносортному стані 320 РУП «БМЗ». Використопараметрів способу термічної обробки прокату, що вувалася існуюча траса охолодження арматурного заявляється, показав, що його застосування запрокату із прокатного нагріву. Дослідні плавки стабезпечує можливість виробництва арматурного лі марки 25Г2С за хімічним складом відповідали прокату з підвищеними міцностними і пластичними вимогам ГОСТ 5781 (із вмістом вуглецю в готовохарактеристиками на рівні класу Ат 1000 за ГОСТ му прокаті 0,22-0,25%). Об'єм дослідної партії 10884 при економії витрат на реалізацію процесу 500т. У кожному досліджуваному режимі прокатутермічної обробки арматурних профілів із прокатвали по 50 заготовок. ного нагріву в те хнологічному потоці стана. Це, у Аналіз отриманих результатів, представлених свою чергу, сприяє розширенню сортаменту проу таблиці, виявив, що існуюча технологія термічної дукції, що випускається, без додаткових капітальобробки арматурного прокату, зазначена в заводних витрат і підвищує, тим самим, технікоській технологічній інструкції ТІ 840-П-12-92 (реекономічні показники роботи стана, тобто забезпежим 1), не забезпечує одержання комплексу власчує вирішення поставленого завдання і досягнентивостей, заданих ГОСТ 10884 для класу Ат1000. ня технічного результату, що заявляється. 9 82432 Источники информации, принятые во внимание при составлении заявки: 1. Способ изготовления изделия из вальцованной стали, имеющей многослойную стр уктур у: Патент 2916218, ФРГ, МПК С21Д9/52 Опубл. 23.10.80, №43. 2. Способ термической обработки проката: A.c. №1456472, СССР, МКИ C21D1/02 / О.Г. Сидорен Комп’ютерна в ерстка О. Гапоненко 10 ко, В.Т. Черненко, В.К. Бабич и др. Опубл. 7.02.89, Бюл. №5. - С.88. 3. Способ термической обработки проката: Патент 6847, Республика Беларусь, МПК7 С21D8/08, 1/02. Опубл. 30.03.2005 - (прототип). 4. Способ термической обработки прокатных изделий: A.c. №1440939, СССР, МКИ С21D1/78 / В.М. Иващенко, Ю.В. Прилепский, A.A. Голобчанский и др. Опубл. 30.11.88, Бюл. № 44. - С.125. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of rolled metal
Автори англійськоюZhuchkov Serhii Mykhailovych, Andryianau Mikalai Viktaravich, Matachkin Viktar Arkadzevich, Kolosov Borys Mykolaiovych, Horbaniov Arkadii Oleksiiovych, Anelkin Mikalai Ivanavich, Murykau Maksim Anatoliievich, Tokmakov Pavlo Vadymovych, Babrenok Hienadz Liudvihavich, Lutsenko Vladyslav Anatoliiovych, Lieschenko Oleksandr Ivanovych
Назва патенту російськоюСпособ термической обработки проката
Автори російськоюЖучков Сергей Михайлович, Андриянау Микалай Виктаравич, Матачкин Виктар Аркадзевич, Колосов Борис Николаевич, Горбанев Аркадий Алексеевич, Анелькин Микалай Иванавич, Мурикау Максим Анатолиьевич, Токмаков Павел Вадимович, Бабренок Генадзь Людвигавич, Луценко Владислав Анатольевич, Лещенко Александр Иванович
МПК / Мітки
МПК: C21D 9/28, C21D 1/02, C21D 8/06, C21D 1/78, C21D 1/18
Мітки: термічної, прокату, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-82432-sposib-termichno-obrobki-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки прокату</a>
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38833
Опубліковано: 15.05.2001
Автори: Куліченко Іван Іванович, Большаков Вадим Іванович, Лаухін Дмитро Вячеславович, Савенков Володимир Яковлевич, Большаков Володимир Іванович, Воробйов Геннадій Михайлович
МПК: B21B 45/00
Мітки: спосіб, обробки, термомеханічної, прокату, гарячого
Формула / Реферат:
(21) 2000106064(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури у—α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які обертають з кутовою швидкістю со, що відповідає формулі:
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: зварних, термічної, спосіб, з'єднань, обробки
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 40240
Опубліковано: 16.07.2001
Автори: Куліченко Іван Іванович, Большаков Володимир Іванович, Лаухін Дмитро Вячеславович, Воробйов Геннадій Михайлович, Савенков Володимир Яковлевич, Большаков Вадим Іванович
МПК: B21B 45/02
Мітки: термомеханічної, прокату, обробки, гарячого, спосіб
Формула / Реферат:
1. Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури γ-α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які охолоджують потоками води найбільшої витрати, а також потоками води, спрямованими за допомогою сопел до місця дотику прокату і валків з боку виходу прокату з валків, при цьому...
Спосіб термічної обробки рухомого прокату
Номер патенту: 11750
Опубліковано: 25.12.1996
Автори: Дубиня Олександр Андрійович, Пілюшенко Віталій Лаврентьович, Наливайченко Тетяна Михайлівна, Подгайський Михайло Серафимович, Максимов Олександр Борисович, Дмитриєв Василь Дмитрович
Мітки: термічної, прокату, спосіб, рухомого, обробки
Формула / Реферат:
Способ термической обработки движущегося проката, преимущественно листа и полосы, включающий нагрев до температуры свыше Ас3 и охлаждение с чередованием воды и воздуха, отличающийся тем, что, с целью сокращения длительности обработки и повышения ударной вязкости металла, прокат в периоды охлаждения на воздухе подвергают изгибным знакопеременным пластическим деформациям.
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 3378
Опубліковано: 27.12.1994
Автори: Костирко Сергій Андрійович, Черненко Валерій Тарасович, Гунькін Ігор Олександрович, Пелих Людмила Тимофіївна, Гермашев Анатолій Федорович, Кузьменко Анатолій Григорович, Худик Валер'ян Тарасович, Приходько Євгенія Валер'янівна, Костюченко Михайло Іванович
МПК: C21D 1/02
Мітки: прокату, термічної, гідротранспортування, пристрій, обробки
Формула / Реферат:
1. Устройство для термической обработки и гидротранспортирования проката, содержащее форсунку, прямоточную камеру охлаждения, коллектор с отсекающими соплами, установленными перпендикулярно продольной оси устройства, и направляющие воронки, отличающееся тем, что оно снабжено дополнительным коллектором с отсекающими соплами, установленным напротив основного коллектора, при этом сопла основного и дополнительного коллекторов расположены в...
Попередній патент: Спосіб нагріву живильної води котельних агрегатів
Наступний патент: Спосіб формування відбитків індивідуальних ортопедичних устілок та пристрій для його здійснення
Випадковий патент: Трубчастий реактор (варіанти) та установка для виробництва сечовинного сульфату амонію