Спосіб одночасного проточування довгомірних деталей складних профілів
Номер патенту: 83805
Опубліковано: 25.09.2013
Автори: Пилипець Михайло Ількович, Дзюра Володимир Олексійович, Гевко Ігор Богданович

Формула / Реферат
Спосіб одночасного проточування складних профілів довгомірних деталей, наприклад кулачкових валів автомобілів, при якому оброблюваній деталі надають обертовий рух навколо осі, а різцеві радіальне поступове переміщення паралельно осі оброблювальної деталі в заданих параметрах зміни радіусів еліпсного профілю копіра вальним профілем копіра, який в поперечному перерізі має форму складного симетричного профілю, наприклад, еліпса, який синхронно обертається з точним співпаданням однотипних осей еліпсних поверхонь деталі і копіра, а в патроні шпинделя жорстко закріплюють, наприклад, кулачковий вал з періодичним рівномірним розміщенням еліпсних кулачків по довжині вала, наприклад чотири, а другий кінець кулачкового вала жорстко закріплюється в задній бабці, а із зовнішнім діаметром еліпсного кулачкового вала взаємодіє різальна кромка різця, яка жорстко закріплена у різцетримачі верстата, осьове переміщення супорта здійснюють ходовими гвинтами повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра, який відрізняється тим, що проточування, наприклад, чотирьох профільних кулачків кулачкового вала, які розміщені під певними кутами один до одного, здійснюють одночасно прохідними різцями, які жорстко закріплені в різцетримачах поперечних супортів, осьове переміщення цих супортів здійснюють ходовим гвинтом поздовжнього супорта, а різцетримачі задніми торцевими поверхнями знаходяться в постійному контакті з поверхнями еліпсних копірів за рахунок їх притискання пружинами, крім цього, на оброблюваній заготовці кулачкового вала між двома крайніми кулачками з двох кінців проточені циліндричні опорні шийки, які є у взаємодії з циліндричними виступами люнета, який встановлений паралельно заготовці кулачкового вала з протилежної сторони від різців з можливістю взаємного провертання.
Текст
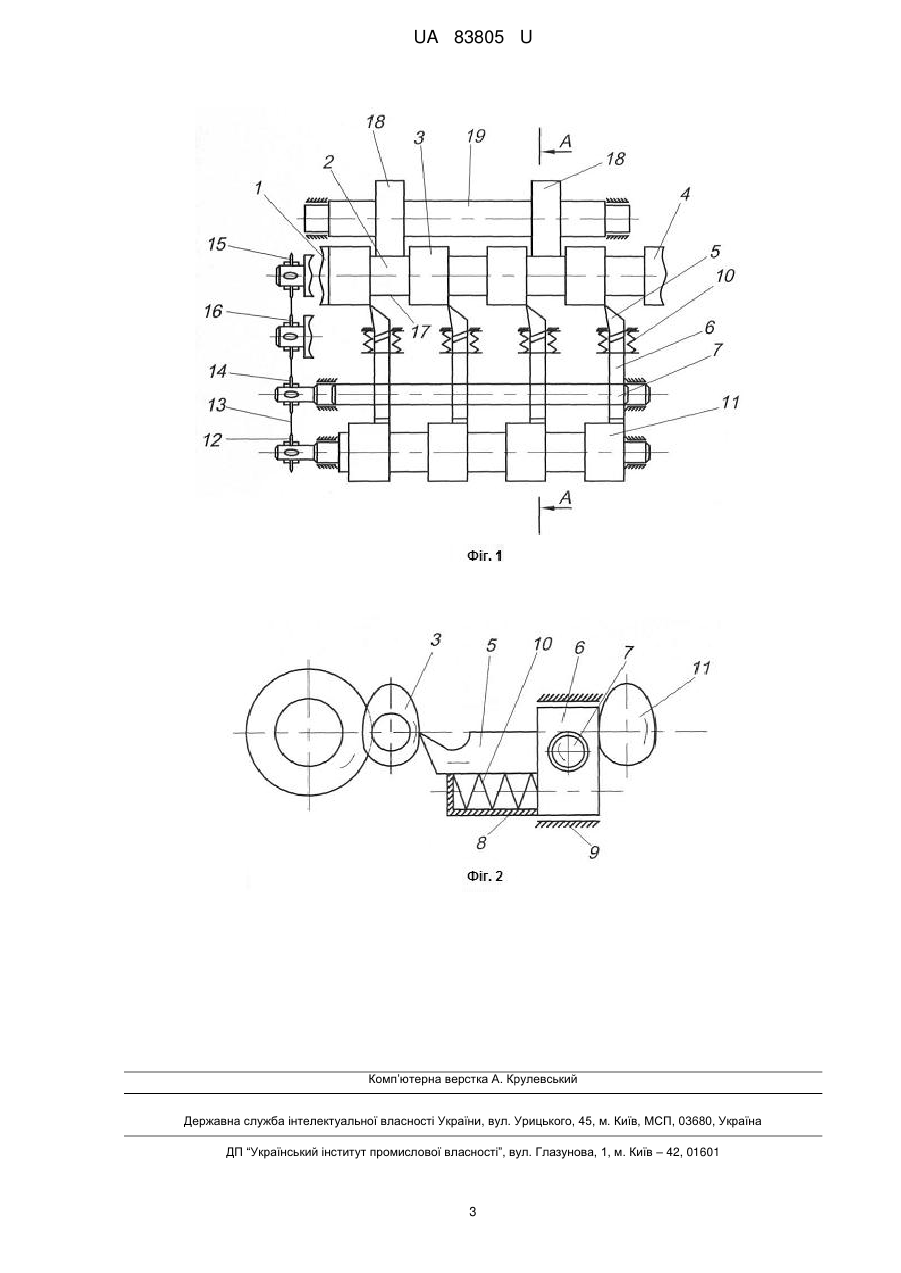
Реферат: Спосіб одночасного проточування складних профілів довгомірних деталей, при якому оброблюваній деталі надають обертовий рух навколо осі, а різцеві радіальне поступове переміщення паралельно осі оброблювальної деталі в заданих параметрах зміни радіусів еліпсного профілю копіра вальним профілем копіра, який в поперечному перерізі має форму складного симетричного профілю, наприклад, еліпса, який синхронно обертається з точним співпаданням однотипних осей еліпсних поверхонь деталі і копіра, а в патроні шпинделя жорстко закріплюють, наприклад, кулачковий вал з періодичним рівномірним розміщенням еліпсних кулачків по довжині вала, наприклад чотири, а другий кінець кулачкового вала жорстко закріплюється в задній бабці, а із зовнішнім діаметром еліпсного кулачкового вала взаємодіє різальна кромка різця, яка жорстко закріплена у різцетримачі верстата, осьове переміщення супорта здійснюють ходовими гвинтами повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра. UA 83805 U (12) UA 83805 U UA 83805 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати практичне застосування при обробці зовнішніх, періодичних, складних довгомірних симетричних профілів деталей, вимірювальних інструментів, калібрів, контралібрів, шаблонів, пуансонів, матриць та інше. Відомий спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертовий рух навколо своєї осі, а різцеві - радіальне поступове переміщення паралельно осі оброблюваної деталі в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі має форму складного симетричного профілю, наприклад, еліпса, який синхронно обертається з точним співпаданням однотипних осей еліпсних поверхонь деталі і копіра, а в патроні шпинделя жорстко закріплюють, наприклад, кулачковий вал з періодичним рівномірним розміщенням еліпсних кулачків по довжині вала, наприклад чотири, а другий кінець кулачкового вала жорстко закріплюється в задній бабаці, а із зовнішнім діаметром еліпсного кулачкового вала взаємодіє радіальна кромка різця, яка жорстко закріплена у різцетримачі верстата, осьове переміщення супорта здійснюють ходовими гвинтами повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра (Патент № 56639 Україна "Спосіб проточування перервних еліпсних гвинтових поверхонь" Гевко І.Б. та інші. Бюл. № 5, 2003). Основний недолік прототипа - низька якість оброблювання складних симетричних профілів довгомірних деталей за рахунок їх відтиску проточними різцями. Задача корисної моделі зменшення відтиску поверхні складного профілю при їх проточуванні чи шліфуванні і підвищення якості оброблення шляхом виконання пристрою для проточування складних профілів довгомірних деталей, наприклад кулачкових валів автомобілів, при якому оброблюваній деталі надають обертовий рух навколо осі, а різцеві радіальне поступове переміщення паралельно осі оброблювальної деталі в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі має форму складного симетричного профілю, наприклад, еліпса, який синхронно обертається з точним співпаданням однотипних осей еліпсних поверхонь деталі і копіра, а в патроні шпинделя жорстко закріплюють, наприклад, кулачковий вал з періодичним рівномірним розміщенням еліпсних кулачків по довжині вала, наприклад чотири, а другий кінець кулачкового вала жорстко закріплюється в задній бабці, а із зовнішнім діаметром еліпсного кулачкового вала взаємодіє різальна кромка різця, яка жорстко закріплена у різцетримачі верстата, осьове переміщення супорта здійснюють ходовими гвинтами повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра, причому проточування, наприклад, чотирьох профільних кулачків кулачкового вала, які розміщені під певними кутами один до одного, здійснюється одночасно прохідними різцями, які жорстко закріплені в різцетримачах поперечних супортів, осьове переміщення цих супортів здійснюється ходовим гвинтом поздовжнього супорта, а різцетримачі задніми торцевими поверхнями знаходяться в постійному контакті з поверхнями еліпсних копірів за рахунок їх притискання пружинами, крім цього, на оброблюваній заготовці кулачкового вала між двома крайніми кулачками з двох кінців проточені циліндричні опорні шийки, які є у взаємодії з циліндричними виступами люнета, який встановлений паралельно заготовці кулачкового вала з протилежної сторони від різців з можливістю взаємного провертання. На фіг. 1 зображена конструкторсько-технологічна схема і на фіг. 2 - переріз по А-А на фіг. 1. Спосіб одночасного проточування складних профілів довгомірних деталей здійснюється на верстаті, що складається із станини, шпинделя, двох механізмів головного приводу і двох механізмів подачі, задньої і передньої бабок, двох поперечних і двох поздовжніх супортів, які розміщені паралельно з двох сторін оброблювальної деталі. При цьому в патроні шпинделя 1 жорстко закріплюють довгомірний вал 2 з кулачками 3 еліпсної симетричної форми, які розміщені рівномірно по довжині деталі і під певним кутом один до одного. Другий кінець цього вала жорстко закріплюють в задній бабці 4. Із зовнішнім діаметром кулачків 3 взаємодіють ріжучі кромки різців 5, які жорстко закріплюють в різцетримачах поперечних супортів 6, які розміщені з однієї сторони від оброблювальної деталі 2. Осьове переміщення цих супортів здійснює ходовий гвинт 7, який вкручений в гайку повздовжніх супортів 8, а його кінці встановлюють в опори 9 з можливістю осьового переміщення на задану величину S=r 1-r2, де r1, r2, відповідно максимальні значення радіусів великого і малого еліпсів кулачків довго мірного вала 2. До поздовжніх супортів 8 спереду жорстко закріплюють прохідні різці 5, які підтискують у вихідне положення пружинами 10, які розміщують у тілі супортів. Заднім торцем поздовжній супорт 8 є в контакті з еліпсними копірами 11, привід яких з'єднають ходовими гвинтами супортів 8 і еліпсними симетричними поверхнями 3 через головний привід верстата за допомогою зірочок 12 ланцюгової передачі 13 зірочками 14 приводу ходових гвинтів 7, 1 UA 83805 U 5 10 15 зірочками 15 приводу головного руху і зірочками 16 натяжного пристрою. Ходові гвинти 7 і еліпсні копіри 11 своїми кінцями встановлюють в опори ковзання. Крім цього, на оброблюваній заготовці кулачкового вала 2 між двома крайніми кулачками з двох кінців проточені циліндричні опорні поверхні 17, які є у взаємодії з циліндричними виступами 18 люнета 19, який встановлено паралельно заготовці кулачкового вала 2 з протилежної сторони від різців 5 з можливістю взаємного прокручування. Еліпсні копіри 10 мають поперечні перерізи форми кулачків 3 готової деталі, встановлюють таким чином, щоб однотипні осі кулачків копірів 10 і кулачків 3 кулачкового вала мали однакове вихідне положення. Вибирають необхідну довжину різців 5 і їх жорстко закріплюють до поперечних супортів 6. Задня поверхня супортів повинна знаходитися у постійному контакті з еліпсними копірами 11. Після цих підготовчих робіт включають верстат і налагоджують на відповідні режими роботи. Поперечні супорти 6 з різцями 5 здійснюють процеси проточування кулачків 3 еліпсної форми з необхідним поперечним перерізом, які задають еліпсні копіри 11 різцем 5 пружинами 9. Приклад виконання процесу. Кулачковий вал 2 з кулачками 3 встановлюють одним кінцем в 3-х кулачковий патрон токарного копіровального верстата 1А730, а другим кінцем в задню бабку 4. Матеріал вала Ст…45, 40х та інші. Різці прохідні, матеріал ріжучих пластинок Т15К6, режими представлені в таблиці, вони одинакові для кожного кулачка. 20 Таблиця № пп 1 2 3 Швидкість V, різання м/кв 110 130 150 Глибина t, різання мм Подача Sмм/oб Шорсткість Rz, мікрон 2 1,5 1,2 0,2 0,15 0,1 3,6 2,8 1,7 Даний спосіб може мати застосування для оброблення зовнішніх складних профілів деталей машин, вимірювальних інструментів, пуансонів, матриць та інше. 25 30 35 40 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб одночасного проточування складних профілів довгомірних деталей, наприклад кулачкових валів автомобілів, при якому оброблюваній деталі надають обертовий рух навколо осі, а різцеві радіальне поступове переміщення паралельно осі оброблювальної деталі в заданих параметрах зміни радіусів еліпсного профілю копіра вальним профілем копіра, який в поперечному перерізі має форму складного симетричного профілю, наприклад, еліпса, який синхронно обертається з точним співпаданням однотипних осей еліпсних поверхонь деталі і копіра, а в патроні шпинделя жорстко закріплюють, наприклад, кулачковий вал з періодичним рівномірним розміщенням еліпсних кулачків по довжині вала, наприклад чотири, а другий кінець кулачкового вала жорстко закріплюється в задній бабці, а із зовнішнім діаметром еліпсного кулачкового вала взаємодіє різальна кромка різця, яка жорстко закріплена у різцетримачі верстата, осьове переміщення супорта здійснюють ходовими гвинтами повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра, який відрізняється тим, що проточування, наприклад, чотирьох профільних кулачків кулачкового вала, які розміщені під певними кутами один до одного, здійснюють одночасно прохідними різцями, які жорстко закріплені в різцетримачах поперечних супортів, осьове переміщення цих супортів здійснюють ходовим гвинтом поздовжнього супорта, а різцетримачі задніми торцевими поверхнями знаходяться в постійному контакті з поверхнями еліпсних копірів за рахунок їх притискання пружинами, крім цього, на оброблюваній заготовці кулачкового вала між двома крайніми кулачками з двох кінців проточені циліндричні опорні шийки, які є у взаємодії з циліндричними виступами люнета, який встановлений паралельно заготовці кулачкового вала з протилежної сторони від різців з можливістю взаємного провертання. 2 UA 83805 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPylypets Mykhailo Ilkovych, Dziura Volodymyr Oleksiiovych, Hevko Ihor Bohdanovych
Автори російськоюПилипец Михаил Илькович, Дзюра Владимир Алексеевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B23B 5/00
Мітки: спосіб, одночасного, проточування, складних, профілів, деталей, довгомірних
Код посилання
<a href="https://ua.patents.su/5-83805-sposib-odnochasnogo-protochuvannya-dovgomirnikh-detalejj-skladnikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одночасного проточування довгомірних деталей складних профілів</a>
Спосіб проточування перервних еліпсних гвинтових поверхонь
Номер патенту: 56639
Опубліковано: 15.05.2003
Автори: Васильків Василь Васильович, Пилипець Михайло Ількович, Гудь Віктор Зіновійович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: спосіб, проточування, еліпсних, перервних, поверхонь, гвинтових
Формула / Реферат:
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного...
Спосіб механічної обробки складних профілів деталей на верстатах з чпк
Номер патенту: 28827
Опубліковано: 25.12.2007
Автори: Ковалевська Олена Сергіївна, Колот Лідія Петрівна
МПК: B23C 3/00
Мітки: обробки, чпк, механічної, профілів, складних, деталей, спосіб, верстатах
Формула / Реферат:
Спосіб механічної обробки складного профілю деталі на верстаті з ЧПК шляхом автоматичної корекції траєкторії руху інструмента, який відрізняється тим, що перед корекцією траєкторії руху інструмента визначають автоматично за програмою стан технологічної системи у: y=tз-tф, де tз - заданий припуск на обробку; tф - фактичний припуск на обробку; після чого автоматично за програмою режимів обробки здійснюють корекцію руху інструмента.
Спосіб визначення геометричних характеристик поперечних перерізів складних профілів

Номер патенту: 44902
Опубліковано: 26.10.2009
Автори: Шульгін Володимир Васильович, Пашинський Віктор Вікторович
МПК: G01B 1/00
Мітки: геометричних, характеристик, визначення, профілів, поперечних, перерізів, спосіб, складних
Формула / Реферат:
Спосіб визначення геометричних характеристик поперечних перерізів складних профілів, який полягає у вимірюванні поперечного перерізу профілю штангенциркулем, який відрізняється тим, що з метою підвищення точності і достовірності визначення геометричних характеристик профілів, вимірювання поперечного перерізу профілів виконують у системі твердотілого моделювання обведенням профілю за першим рівнем точності з автоматичною обробкою результатів...
Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас
Номер патенту: 64652
Опубліковано: 16.02.2004
Автори: Немчин Олександр Федорович, Дикий Павло Ілліч, Мокеєв Юрій Геннадійович
Мітки: пластмас, прес-форм, електроерозійної, виробів, спосіб, обробки, складних, деталей, лиття
Формула / Реферат:
1. Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас, який полягає в тому, що заготовку закріплюють у робочій камері на попередньо обробленій базовій поверхні Хз-Yз, а формоутворення ведуть електродом-дротом з подачею напруги на електрод-дріт і заготовку і прокачуванням робочої рідини через міжелектродний зазор, при цьому верхня опора електрода-дроту має можливість переміщатися по осях Хпрв, Υпрв,...
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів
Номер патенту: 61353
Опубліковано: 17.11.2003
Автори: Лещук Роман Ярославович, Васильків Василь Васильович, Гевко Ігор Богданович, Гудь Віктор Зеновійович
МПК: B21D 11/06
Мітки: гвинтових, шнекових, профілювання, елементів, верстат, проточування, механізмів
Формула / Реферат:
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього і різцетримача, який відрізняється тим, що шпиндельний вузол виконаний у вигляді шпинделя, на якому встановлено гвинтову заготовку по посадці ковзання з кроком, не меншим від...
Попередній патент: Термошайба універсальна компенсаційна
Наступний патент: Спосіб визначення технології контрейлерних перевезень за допомогою автоматизованої евристичної системи
Випадковий патент: Вузол сполучення металевої колони з фундаментом