Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас
Номер патенту: 64652
Опубліковано: 16.02.2004
Автори: Дикий Павло Ілліч, Мокеєв Юрій Геннадійович, Немчин Олександр Федорович

Формула / Реферат
1. Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас, який полягає в тому, що заготовку закріплюють у робочій камері на попередньо обробленій базовій поверхні Хз-Yз, а формоутворення ведуть електродом-дротом з подачею напруги на електрод-дріт і заготовку і прокачуванням робочої рідини через міжелектродний зазор, при цьому верхня опора електрода-дроту має можливість переміщатися по осях Хпрв, Υпрв, який відрізняється тим, що введена можливість двокоординатного переміщення як верхньої Хпрв, Υпрв, так і нижньої Хпрн ,Υпрн опор електрода-дроту в паралельних площинах, а паралельні площини переміщення опор електрода-дроту можуть знаходитись під кутом, що змінюється, до площини установки заготовки ![]() або
або ![]() .
.
2. Спосіб за п. 1, який відрізняється тим, що переміщення опор електрода-дроту уздовж координат Хпрв, Υпрв і Хпрн ,Υпрн незалежне по напрямку і швидкості.
Текст
Винахід належить до області електроерозійної обробки металів і може бути використаний в машинобудуванні при виготовленні і обробці деталей зі складними поверхнями, наприклад гелікоїдальної форми, які знаходять застосовування зокрема в прес-формах для лиття пластмасових турбінних коліс лічильників газу. Відомий спосіб електроерозійної обробки [Заявка Японії №62-228325 (Коренблюм М.В., Полуянов B.C. Автоматизовані електроерозійні верстати, М., 1990.- с.30)], у якому заготовка деталі обертається навколо вертикальної осі Ζ і може фіксуватися в необхідному кутовому положенні, а верхня опора електрода-дроту може переміщатися по горизонтальній осі X. Такий спосіб обробки дозволяє одержувати деталі, перетин яких є рівносторонній чи нерівносторонній багатокутник (заготовка установлюється під певним кутом при обробці кожної грані), виконувати різноманітні вирізи в циліндричних заготовках, а також формувати лінійчаті поверхні. Обмеженість цього способу полягає в тому, що при нахилі електроду-дроту і коловому обертанні заготовки можна формувати криволінійні поверхні з лінійчатої утворюючої тільки типу однопорожнинного гіперболоїда. Відомий також спосіб електроерозійної обробки [Заявка Японії №63-84820 (Коренблюм М.В., Полуянов B.C. Автоматизовані електроерозійні верстати, М., 1990.- с.32)], що забезпечує одержання поверхні довільної форми, яка вирізається без переміщення і нахилу електрода-дроту, тобто він залишається нерухомими і орієнтованим вздовж вертикальної осі Z, а переміщується заготовка завдяки заявленій конструкції її кріплення. Напроти траверси з верхньою направляючою розміщується колонна, що жорстко з'єднана з хрестовим столом, який забезпечує переміщення по осях Χ, Υ. По колонні вертикально переміщається голівка, до якої прикріплений вузол, що забезпечує обертання q x навколо осі X, з цим вузлом жорстко з'єднаний другий вузол, що забезпечує обертання q Y навколо осі Υ. На останньому вузлі розміщено робочий стіл L-подібної форми з закріпленою на ньому заготовкою. При такому способі кріплення заготовки одночасне керування переміщеннями X, Y, Z, q x , q Y забезпечує формування необхідної поверхні. Цей спосіб поряд з безсумнівною перевагою - можливістю одержання довільної поверхні деталі - кінематичне дуже складний, у зв'язку з чим він дорогий і складний в експлуатації, крім того при спрацюванні складно пов'язаних обертальних вузлів відбувається нагромадження похибок по кожному вузлу і втрата необхідної точності виготовлення деталей. Також відомий, вибраний як прототип, спосіб електроерозійної обробки [Magara Т., Iwasaki T. Characteristics and application engineering of wire-cut EDM.- Mitsubishi Electric Advance, 40, 1987.- p.15-18 (Коренблюм М.В., Полуянов B.C. Автоматизовані електроерозійні верстати.- Μ., 1990.- с.30, 130)], при якому заготовку закріплюють у робочій камері на попередньо обробленій базовій поверхні Хз-Yз, а формоутворення ведуть електродом-дротом з подачею напруги на електрод-дріт і заготовку та прокачуванням робочої рідини через міжелектродний зазор, при цьому вер хня опора електрода-дроту має можливість переміщатися по осях Хпрв , Υпрв . Незалежні переміщення заготовки по осях Хз, Yз і верхньої направляючої електрода-дроту по осях Хпрв , Υпрв забезпечують одержання поверхонь з лінійчатими утворюючими і подібними чи зовсім різними геометричними контурами в площині верхнього і нижнього торців деталі. Одночасне керування переміщеннями по осях Хз, Yз, Хпр в, Υпрв дозволяє одержувати похилі профілі з гострими кутами, з циліндричним чи конічним закругленням кутів профілю, змінним кутом нахилу профілю по прямій, чи по дузі, що може змінюватися плавно, чи ступінчасте, а одержання лінійчатих поверхонь з різними по формі контурами верхнього і нижнього торців деталі дозволяє виготовляти прес-форми для деталей із тривимірними профілями, які з деяким допуском можна застосовувати при виготовленні крильчаток вентиляторів, ґратчастих елементів фільтрів, рідинних сопел, лопаток турбін і т.і. Недоліком цього способу є обмеженість типу поверхонь, які можна одержати при його застосуванні, криволінійними циліндричними і конічними лінійчатими поверхнями з нахилом утворюючої до 4°, саме до цього кута можна змінювати нахил електрода-дроту без втрати точності виготовлення поверхні навіть при незначній висоті оброблюваної деталі. В основу винаходу спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмаси поставлена задача шляхом модифікації прототипу забезпечити можливість одержання складної не тільки лінійчатої, наприклад гелікоїдальної, поверхні, необхідної при виготовленні прес-форм для лиття коліс турбінних лічильників. Ця задача вирішується тим, що в способі електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас, який полягає в тому, що заготовку закріплюють у робочій камері на попередньо обробленій базовій поверхні Хз-Yз, а формоутворення ведуть електродом-дротом з подачею напруги на електрод-дріт і заготовку та прокачуванням робочої рідини через міжелектродний зазор, при цьому верхня опора електрода-дроту має можливість переміщатися по осях Хпрв, Υпр в згідно з винаходом, введена можливість двохкоординатного переміщення як верхньої Хпр в, Υпрв, так і нижньої Хпрн, Υпрн опор електрода-дроту в паралельних площинах, а паралельні площини переміщення опор електрода-дроту можуть знаходитись під кутом, що змінюється, до площини установки заготовки q x . Крім того, переміщення опор електрода-дроту вздовж координат Хпрв , Υпрв і Хпрн , Υпрн незалежне по напрямку і швидкості. Спосіб, що пропонується, реалізується таким чином: а) при формоутворенні лінійчатої поверхні. Встановлений під деяким початковим кутом q x і початковим координатам верхньої Хпрв , Υпрв і нижньої Хпрн , Υпр н опор електрод-дріт врізається в тіло заготовки, і потім одночасним керуванням переміщеннями по осях Хз, Yз, Хпр в, Υпр в і Хпрн , Υпрн і по куту q x відбувається вирізання необхідної лінійчатої поверхні. б) при формоутворенні нелінійної поверхні. Встановлений під деяким початковим кутом q x і початковим координатам верхньої Υпрв і нижньої Υпр н опор електрод-дріт врізається в тіло заготовки на величину радіуса дроту. Після цього одночасним керуванням переміщеннями по осях Υпрв , Υпр н і куту q x електрод-дріт «обкатує» профіль перетину поверхні деталі в площині Yз-Zз,. Після завершення «обкатування» профілю на кінцевих значеннях Υпр в, Υпрн і q x отриманого перетину електрод-дріт переміщенням по осі Хз знову врізається в тіло заготовки на величину радіуса електрода-дроту і робить «обкатування» наступного перетину. У такій послідовності процес врізання й «обкатування» повторюється до одержання заданої поверхні. Аналогічно обробляється деталь, коли електрод деталь встановлюється під початковим кутом q y . Реалізація способу дозволяє обробляти любої форми опуклі поверхні, а точність їх відтворення залежить від інтервалу і кількості "обкатувань".
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electro-erosion treatment of the complex-shaped parts of molds for casting of plastic articles
Автори англійськоюMokeiev Yurii Hennadiiovych, Nemchyn Oleksandr Fedorovych
Назва патенту російськоюСпособ электроэрозионной обработки сложных деталей пресс-форм для литья изделий из пластмасс
Автори російськоюМокеев Юрий Геннадьевич, Немчин Александр Федорович
МПК / Мітки
Мітки: пластмас, виробів, обробки, складних, лиття, прес-форм, електроерозійної, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/2-64652-sposib-elektroerozijjno-obrobki-skladnikh-detalejj-pres-form-dlya-littya-virobiv-z-plastmas.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки складних деталей прес-форм для лиття виробів з пластмас</a>
Електрод-дріт для електроерозійної обробки матеріалів
Номер патенту: 32707
Опубліковано: 15.02.2001
Автори: Поляков Святослав Петрович, Ступак Денис Олегович, Осипенко Василь Іванович
МПК: B23H 7/08
Мітки: електроерозійної, обробки, матеріалів, електрод-дріт
Формула / Реферат:
Електрод-дріт для електроерозійної обробки матеріалів, виконаний у вигляді латунної серцевини з покриттям, який відрізняється тим, що покриттям є захисна оксидна плівка товщиною 5-7 мкм із складом 60-65% Сu2O, 25-30% СuО та 7-10% ZnO.
Спосіб електроерозійного вирізання внутрішніх кутів деталей
Номер патенту: 40017
Опубліковано: 16.07.2001
Автори: Ступак Денис Олегович, Осипенко Василь Іванович, Поляков Святослав Петрович
МПК: B23H 7/02
Мітки: спосіб, кутів, внутрішніх, деталей, електроерозійного, вирізання
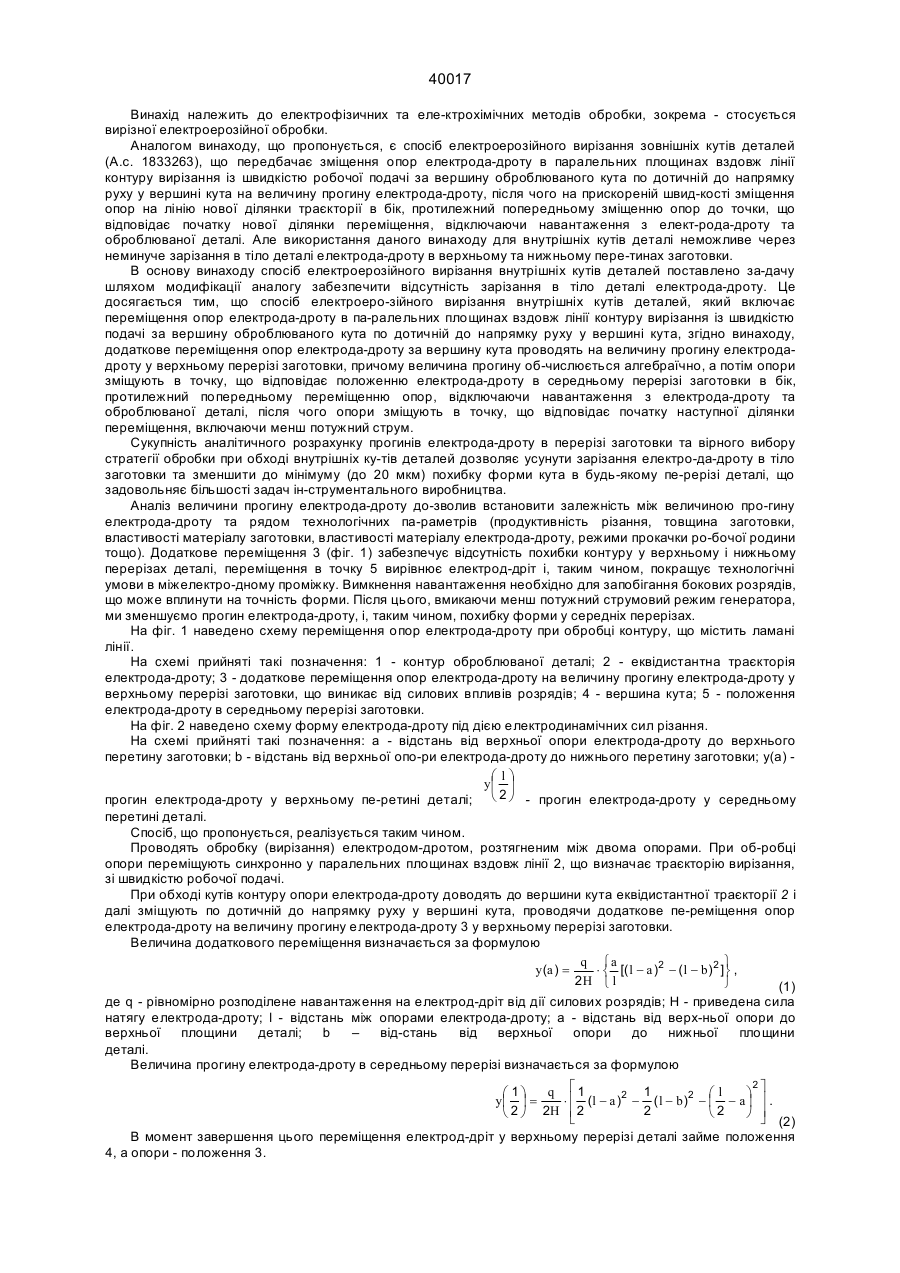
Формула / Реферат:
Спосіб електроерозійного вирізання внутрішніх кутів деталей, що включає переміщення опор електрода - дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, який відрізняється тим, що додаткове переміщення опор електрода - дроту за вершину кута проводять на величину прогину електрода - дроту у верхньому перерізі заготовки, причому величина...
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском
Номер патенту: 43639
Опубліковано: 17.12.2001
Автори: Коваленко Ігор Васильович, Коваленко Василь Опанасович, Коваленко Дмитро Васильович
МПК: C23C 26/00
Мітки: покриття, захисного, тиском, лиття, нанесення, стійкого, спосіб, формоутворюючі, прес-форм, деталі
Формула / Реферат:
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним інтерметалевим зміцненням.
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B23H 1/00
Мітки: зовнішніх, електроерозійної, поверхонь, спосіб, внутрішніх, обробки
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Ступак Денис Олегович, Лукашенко Валентина Максимівна, Поляков Святослав Петрович, Осипенко Василь Іванович
МПК: B23K 35/00
Мітки: спосіб, металевих, виготовлення, електроерозійної, обробки, електродів-інструментів
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Попередній патент: Викопуючий пристрій бурякозбиральної машини
Наступний патент: Спосіб утилізації виробів з гуми
Випадковий патент: Пристрій для дослідження покриття на стійкість до сухого стирання