Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу
Формула / Реферат
1. Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу першої деталі (12) з першою стінкою (13) і торцевим краєм до другої деталі (11) з другою стінкою (11) і краєм, де обидві деталі приварюються одна до одної вздовж поверхні з'єднання між згаданими краями, і уздовж якої перша стінка (13) утворює виступаючий кут з другою стінкою (11), який відрізняється тим, що електрод (22) переміщують уздовж згаданої поверхні, при цьому електрод розташовують з боку виступаючого кута під кутом (β) відносно першої стінки (13), меншим за 180°, а напрям (D) електрода проходить через кут, який більший розгорнутого, але менший повного, і який пов'язаний з виступаючим кутом.
2. Спосіб за п. 1, який відрізняється тим, що в ньому подають енергію зварювання, достатню, щоб сформувати кутовий шов (С2, С'2), в куті, який більший розгорнутого, але менший повного, і який пов'язаний з виступаючим кутом.
3. Спосіб за пунктом 1 або 2, який відрізняється тим, що перша деталь (12) циліндрична.
4. Спосіб за п. 3, який відрізняється тим, що першою деталлю (12) є напрямна свічки запалювання, а другою деталлю (11) - кожух камери згорання газотурбінного двигуна.
5. Спосіб за одним із попередніх пунктів, який відрізняється тим, що перед зварюванням одна із стінок формує виступ (15) уздовж поверхні з'єднання.
6. Спосіб за одним із попередніх пунктів, який відрізняється тим, що друга стінка має центрувальне зенкування, на яке перед зварюванням спирається торцевий край першої стінки.
7. Спосіб за одним із попередніх пунктів, який відрізняється тим, що швидкість переміщення і величину струму піддають зміні в залежності від геометрії обох деталей уздовж траєкторії верхівки електрода.
Текст
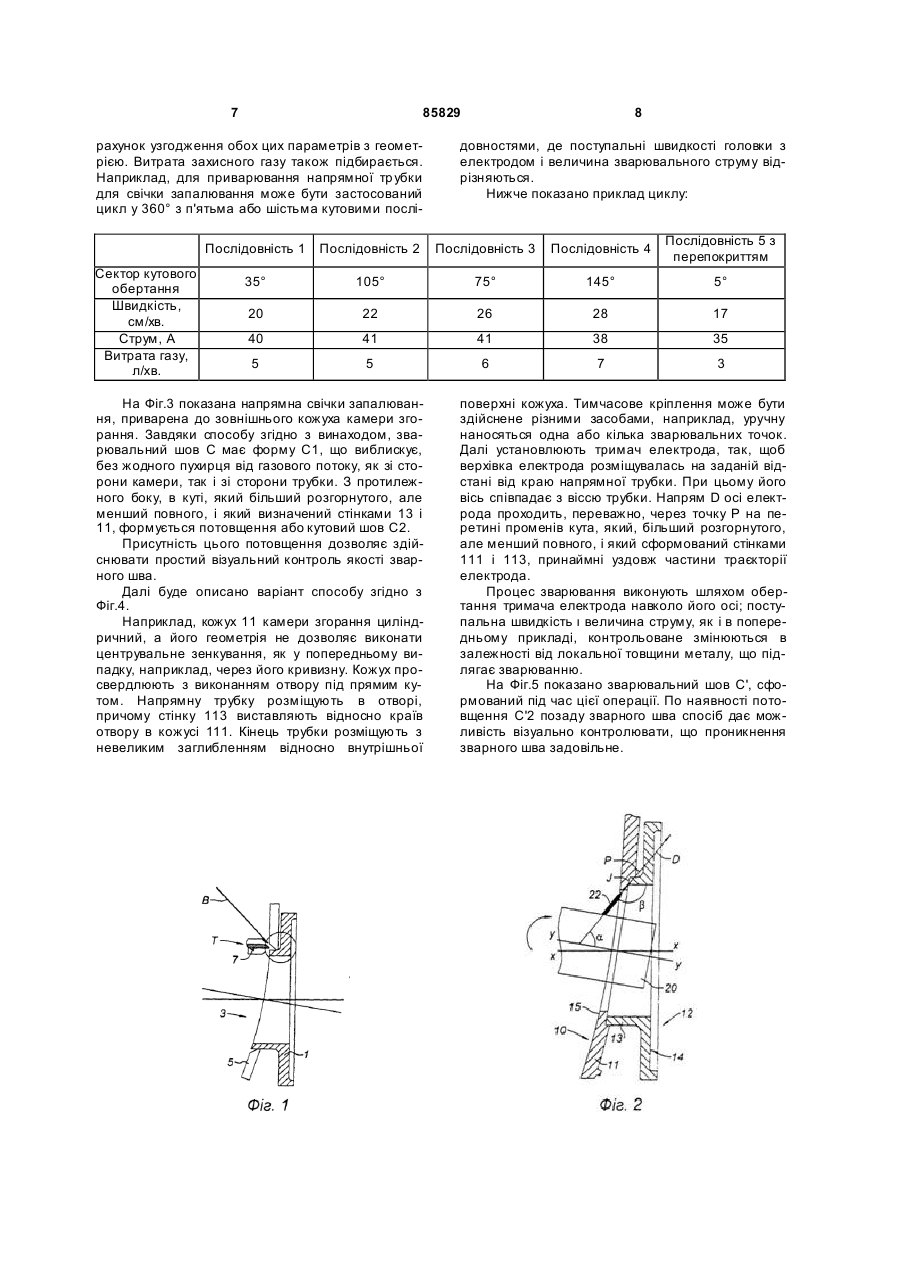
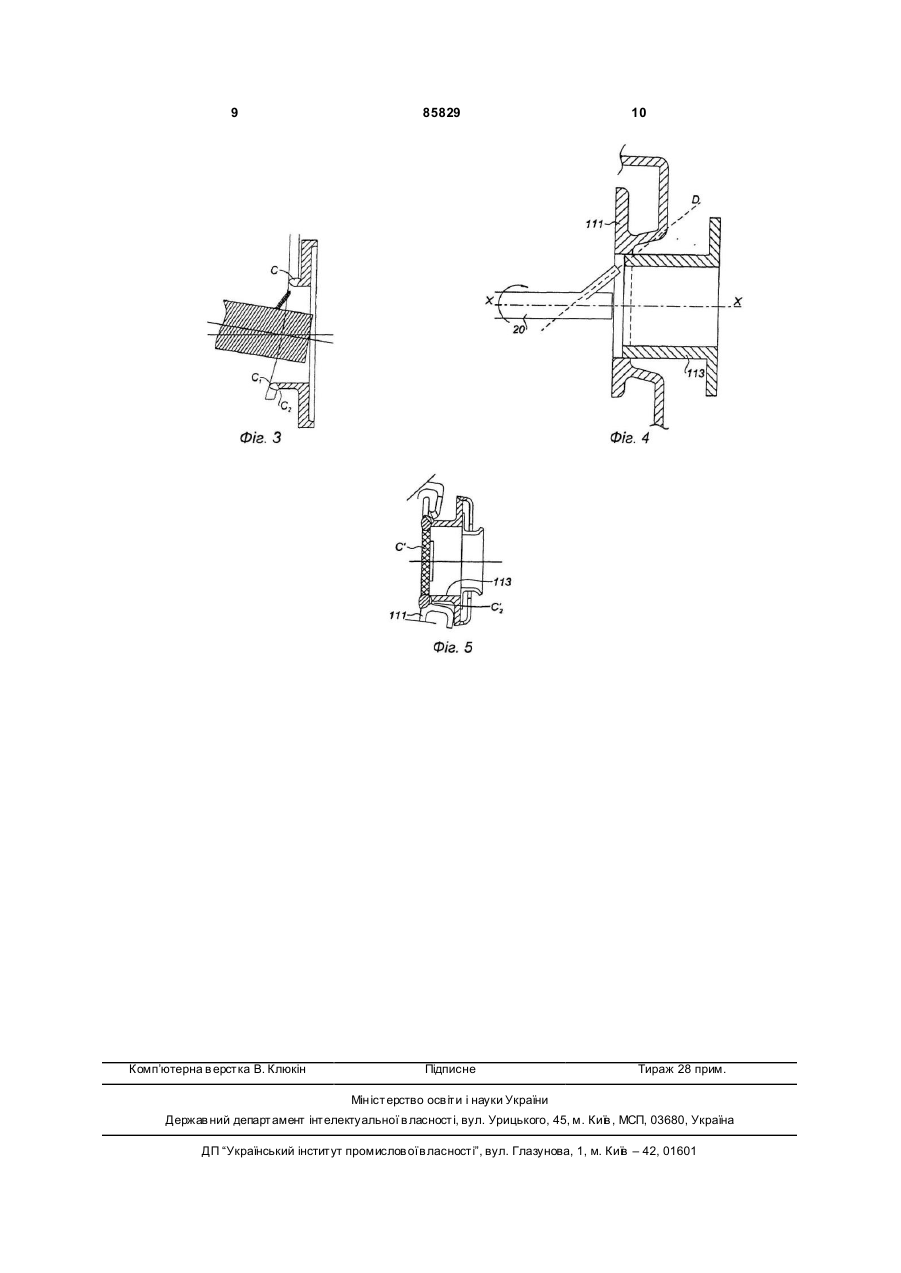
1. Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу першої деталі (12) з першою стінкою (13) і торцевим краєм до другої деталі (11) з другою стінкою (11) і краєм, де обидві деталі приварюються одна до одної вздовж поверхні з'єднання між згаданими краями, і уздовж якої перша стінка (13) утворює виступаючий кут з др угою стінкою (11), який відрізняється тим, що електрод (22) переміщують уздовж згаданої поверхні, при цьому електрод розташовують з боку виступаючого кута під кутом (β) відносно C2 2 85829 1 3 85829 бку 1 для свічки запалювання припасовують до отвору 3, виконаного механічно в стінці 5 камери згорання. Стінка камери, яка показана в осьовому перерізі, має кривизну і в цьому осьовому напрямі. Кромка країв отвору 3 скошена, щоб забезпечити певний простір біля зовнішнього краю трубки. Зварювання полягає в розміщенні зварювального пальника 7 з вольфрамовим електродом Τ над згаданим простором з одночасним подаванням металу у вигляді прутка В. Протягом першого проходу, для глибшого проникнення зварювання, на дно простору накладають перший вузький шов. За другий прохід заповнюють увесь простір. Недолік цього ручного способу полягає в тому, що внаслідок складності зони з'єднання, від оператора вимагається висока вправність. Крім того, просуваючись уздовж вузького зварювального шва, він повинен постійно підбирати кількість енергії, що вкладається, оскільки товщини і маси, які підлягають зварюванню, не постійні. Зварювання нерівномірне. В результаті виникають деформації, що вимагає, зокрема, завершального нагрівання конструкції з метою зняття внутрішні х напружень, які з'являються, особливо, під час операції зварювання. Крім того, поверхневі нерегулярності, усередині камери або в напрямній трубці, призводять до необхідності проведення повторної механічної обробки зварного шва. Іноді напруження настільки високі, що викликають появу тріщин у зоні з'єднання. Слід нагадати, що зварювання вольфрамовим електродом в атмосфері інертного газу - це спосіб зварювання електричною дугою з тугоплавким електродом у газовій атмосфері. Цей метод застосовується з яким-небудь присадним металом або без нього. Інертний газ, загалом на основі аргону або гелію, відділяє від повітря розплавлений метал, гарячі зони і вольфрамовий електрод. Таким чином, запобігають будь-якому окисленню. У потоці інертного газу електрична дуга примушена загоратися між неплавким вольфрамовим електродом і деталлю, котра підлягає зварюванню. Тепло, генероване дугою, плавить краї деталей і будь-який присадний метал, що подається для формування зварного шва. Дугове зварювання вольфрамовим електродом в атмосфері інертного газу - це ручний або автоматизований спосіб. Він застосовується для малих і середніх товщин, які не перевищують 5-6мм, оскільки швидкості зварювання для більших товщин менші тих швидкостей, що їх дають інші способи. Даний винахід спрямований на подолання недоліків, з якими стикаються, використовуючи ручне зварювання, котре застосовується до цього часу. Згідно з винаходом спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу першої деталі з першою стінкою і торцевим краєм до другої деталі з другою стінкою і краєм, де обидві деталі приварюються одна до одної вздовж поверхні з'єднання між згаданими краями, і уздовж якої перша стінка утворює виступаючий кут з др угою стінкою, відрізняється тим, що уздовж згаданої поверхні переміщують електрод, при цьому електрод розташовують з боку виступаючого кута під кутом (β) відносно першої стінки, 4 меншим за 180°, а напрям (D) електрода проходить через кут, який більший розгорнутого, але менший повного, і який пов'язаний з виступаючим кутом. Виступаючий кут, в кожному положенні електрода вздовж зварного шва, більший за 90°, що визначається обома стінками. У способі згідно з винаходом використовують матеріал, що являє собою деталь, котра підлягає зварюванню без будь-якої зовнішньої присадки, а за рахунок розміщення електрода відносно поверхні з'єднання або з'єднуючої площини, зварювальна ванна ι зварний шов при просуванні вперед виштовхуються в пов'язаний кут, який більший розгорнутого, але менший повного. Переважно, подана енергія достатня для утворення кутового шва або потовщення в куті, який більший розгорнутого, але менший повного, і який пов'язаний з виступаючим кутом. Тому, зварювання двох деталей, в один прохід, може бути легко автоматизоване за допомогою відносно простого устаткування. Винахід застосовують в першу чергу для зварювання деталей, з яких перша деталь циліндрична. Переважно використовують зварювальну машину орбітального типу, відому для зварювання трубок. В даному випадку траєкторія верхівки електрода кругова. Матеріал присадки забезпечується, переважно, однією із стінок, яка виконана так, що перед зварюванням на ній сформований виступ. Переважно, напрям D проходить через перетин першої і другої стінок кута, який більший розгорнутого, але менший повного, принаймні вздовж частини обертального шляху тримача електрода. Згідно з особливим варіантом здійснення способу, др уга стінка має центрувальне зенкування, на яке перед зварюванням спирається торцевий край першої стінки. Цей варіант має перевагу, коли стінка другої деталі виконана у формі сферичного ковпака або в подібній формі або ж має достатньо великий радіус кривизни. Для урахування складної геометрії деталей, які підлягають зварюванню, швидкість переміщення електрода і величину струму, який іде через нього, піддають зміні. Обидва ці параметри регулюються відносно локальної геометрії обох деталей в зоні з'єднання, уздовж траєкторії верхівки електрода, і відносно тепловідведення, якщо це необхідно. Винахід стосується також тримача електрода, який установлюється на машині, що реалізує спосіб. Машина містить тримач електрода і засоби керування для переміщення засобів приведення у дію уздовж заданої траєкторії. Зокрема, під час зварювання засоби приведення у дію обертають електрод навколо нерухомої осі. Отже, використовується технологія, відома як орбітальне зварювання. Зокрема, засоби приведення у дію мають змінну швидкість. Тримач електрода згідно з винаходом містить осьову частину і засоби для кріплення електрода під заданим кутом відносно згаданої осі. Переважно, такий кут не дорівнює 90°; цей кут знаходиться між 0 і 180°. Він встановлюється таким, щоб під час обертання тримача елек 5 85829 трода, кут β електрода, відповідно до розглядуваної конфігурації, мав постійне значення, наскільки це можливо. Далі буде описано варіант здійснення винаходу, що не вносить обмежень, з посиланням на додані ілюстрації, де: на Фіг.1 показано ручне зварювання згідно з відомими рішеннями, на Фіг.2 показано перший варіант зварювання згідно з винаходом, на Фіг.3 показано обидві деталі після зварювання, на Фіг.4 показано другий варіант здійснення винаходу, на Фіг.5 показана деталь зварного шва згідно з другим варіантом здійснення винаходу. На Фіг.2 зображена частина зовнішнього кожуха 11 камери 10 згорання турбореактивного двигуна, на рівні отвору для проходу свічки запалювання. Свічка, як і решта кожуха, не показана. Напрямна 12 свічки запалювання дає можливість утримувати свічку запалювання на своєму місці всередині камери згорання. Тут ця перша деталь виготовлена як частина циліндра 13 з віссю XX та з кріпильним фланцем 14 уздовж зовнішнього розширення циліндричної частини. Зовнішній кожух 11 камери по суті циліндричний і має секцію, загалом у формі сферичного ковпака, спрямованого догори. В ньому передбачені осьові отвори, не показані, для проходу через них засобів, що подають у камеру пальне і повітря. Свічки запалювання запалюють паливноповітряну суміш. Щоб прикріпити напрямну 12 до кожуха 11, свердлиться круговий наскрізний отвір. По периферії отвору товщина стінки зменшена, за рахунок центрувального зенкування з перпендикулярною віссю ΥΥ, щоб сформува ти опорну поверхню, на якій своїм торцевим краєм розміщується циліндрична деталь 13. В даному випадку згадана поверхня утворює площину з'єднання J. Торцевий край і опорна поверхня знаходяться в одній і тій же площині. Внаслідок кривизни кожуха камери вісь ΥΥ утворює кут з віссю XX. З Фігури можна побачити, що діаметр отвору, виконаного в другій стінці, трохи менший, ніж діаметр трубки 13. Така ділянка утворює кільцевий виступ 15, функція якого полягає в тому, щоб бути присадним металом при зварюванні. Щоб зварити обидві деталі докупи, використовують машину для дугового зварювання вольфрамовим електродом в атмосфері інертного газу, від якої можна побачити тільки верхівку тримача 20 електрода. Установка орбітального типу для дугового зварювання вольфрамовим електродом в атмосфері інертного газу сама по собі відома. Вона складається з генератора струму і зварювальної головки. Зварювальна головка кріпиться на опорі і містить кронштейн для тримача електрода з його газовою оболонкою. Кронштейн може рухатися на опорі, щоб дати можливість щільно припасувати електрод відносно зони зварювання. Тримач електрода має форму перемички або прямолінійного стрижня. Тримач електрода обертається навколо 6 своєї осі з допомогою механізму. Конструкція приєднана до програмованого автомата. Цей автомат регулює всі параметри, що впливають на процес зварювання: величини електричного струму, орбітальні поступальні швидкості верхівки електрода, тривалості нагрівання і витрати захисного газу, наприклад, аргону. Автомат розбиває цикл у 360° на низку регулювальних послідовностей. їх може бути, наприклад, 486, з яких кожна може мати різні значення параметрів. Таким чином, є можливість змінювати параметри для кожного положення електрода вздовж його орбітальної траєкторії, в залежності від локальної товщини заземлених деталей або присутності зон тепловідведення. Тримач електрода 20 розміщують коаксіально до осі YY, яка перпендикулярна до площини з'єднання обох деталей. Він несе вольфрамовий електрод 22, який утворює з віссю YY встановлювальний кут а. Це зображення схематичне, і напрямну юбку для захисного газу побачити не можна. Електрод орієнтований у напрямі виступу 15, у виступаючому куті, який утворено першою стінкою 13 циліндричної деталі і другою стінкою 11 другої де талі. Електрод утворює кут β із стінкою 13 так, що напрям D осі електрода проходить через виступ 15. Переважно, напрям D лежить у куті, який більший розгорнутого, але менший повного, утворений стінками 13 і 12 і є доповняльним до 360° для згаданого вище виступаючого кута. Кут β знаходиться в межах від 0 до 180°. Електрод розміщують, переважно, так, що його напрям D проходить через площину з'єднання J, зокрема, в її центрі, і проходить через точку Р, котра лежить на перетині обох стінок 13 і 15 у куті, який більший розгорнутого, але менший повного. Кут α вибирають в залежності від кута β таким чином, що незалежно від орбітального положення електрода навколо осі ΥΥ його напрям D завжди правильно орієнтований. Переважно, його вибирають таким, щоб надати куту β значення, котре під час обертання тримача електрода змінюється настільки незначно, наскільки це можливо. Цей нахил електрода відносно поверхні з'єднання перемішує зварювальну ванну і формує зварювальний шов, який, переважно, не вимагає жодної повторної механічної обробки. Для зварювання деталей деталь 13 спочатку розміщують на кожусі, накладаючи на підготовлену поверхню. Там її тимчасово закріплюють. Потім виставляють електрод таким чином, що його вісь обертання проходить через опорну площину і вісь XX. Вер хівка електрода розміщується на відстані, яка дозволяє сформувати зварювальну дугу. Запускають машину. Тримач електрода обертається навколо своєї осі від вихідного положення, яке визначається згідно з програмою автомата. Швидкість переміщення головки з електродом запрограмована, так само, як і величина струму, що проходить через електрод, в залежності від її кутового положення в процесі обертання. Дійсно, можна бачити, що через складність геометрії деталей, кількість металу під дугою не є постійною. Однорідний зварювальний шов формується за 7 85829 рахунок узгодження обох цих параметрів з геометрією. Витрата захисного газу також підбирається. Наприклад, для приварювання напрямної тр убки для свічки запалювання може бути застосований цикл у 360° з п'ятьма або шістьма кутовими послі 8 довностями, де поступальні швидкості головки з електродом і величина зварювального струму відрізняються. Нижче показано приклад циклу: Послідовність 1 Сектор кутового обертання Швидкість, см/хв. Струм, А Витрата газу, л/хв. Послідовність 2 Послідовність 3 Послідовність 4 Послідовність 5 з перепокриттям 35° 105° 75° 145° 5° 20 22 26 28 17 40 41 41 38 35 5 5 6 7 3 На Фіг.3 показана напрямна свічки запалювання, приварена до зовнішнього кожуха камери згорання. Завдяки способу згідно з винаходом, зварювальний шов С має форму С1, що виблискує, без жодного пухирця від газового потоку, як зі сторони камери, так і зі сторони трубки. З протилежного боку, в куті, який більший розгорнутого, але менший повного, і який визначений стінками 13 і 11, формується потовщення або кутовий шов С2. Присутність цього потовщення дозволяє здійснювати простий візуальний контроль якості зварного шва. Далі буде описано варіант способу згідно з Фіг.4. Наприклад, кожух 11 камери згорання циліндричний, а його геометрія не дозволяє виконати центрувальне зенкування, як у попередньому випадку, наприклад, через його кривизну. Кожух просвердлюють з виконанням отвору під прямим кутом. Напрямну трубку розміщують в отворі, причому стінку 113 виставляють відносно країв отвору в кожусі 111. Кінець трубки розміщують з невеликим заглибленням відносно внутрішньої поверхні кожуха. Тимчасове кріплення може бути здійснене різними засобами, наприклад, уручну наносяться одна або кілька зварювальних точок. Далі установлюють тримач електрода, так, щоб верхівка електрода розміщувалась на заданій відстані від краю напрямної трубки. При цьому його вісь співпадає з віссю трубки. Напрям D осі електрода проходить, переважно, через точку Ρ на перетині променів кута, який, більший розгорнутого, але менший повного, і який сформований стінками 111 і 113, принаймні уздовж частини траєкторії електрода. Процес зварювання виконують шляхом обертання тримача електрода навколо його осі; поступальна швидкість ι величина струму, як і в попередньому прикладі, контрольоване змінюються в залежності від локальної товщини металу, що підлягає зварюванню. На Фіг.5 показано зварювальний шов С', сформований під час цієї операції. По наявності потовщення С'2 позаду зварного шва спосіб дає можливість візуально контролювати, що проникнення зварного шва задовільне. 9 Комп’ютерна в ерстка В. Клюкін 85829 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding by tungsten electrode in inert gas
Автори англійськоюDuret, Jean-Michel, Serge, Marcel, Guerniou, Pascal
Назва патенту російськоюСпособ дуговой сварки вольфрамовым электродом в атмосфере инертного газа
Автори російськоюДюре Жан-Мишель Серж, Марсель, Гернью Паскаль
МПК / Мітки
МПК: B23K 33/00, B23K 9/167
Мітки: зварювання, електродом, дугового, вольфрамовим, спосіб, атмосфери, інертного, газу
Код посилання
<a href="https://ua.patents.su/5-85829-sposib-dugovogo-zvaryuvannya-volframovim-elektrodom-v-atmosferi-inertnogo-gazu.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу</a>
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Носовський Борис Іванович, Ковалевський Олексій Ігорович
МПК: B23K 9/12
Мітки: дугового, плавиться, електродом, спосіб, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович, Черторильський Леонід Олексійович, Савицький Михайло Михайлович
МПК: B23K 9/167
Мітки: дугового, електродом, зварювання, спосіб, багатопрохідного, неплавким
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кадава Віктор Володимирович, Кассов Валерій Дмитрович, Чигарьов Валерій Васильович, Гавриш Павло Анатолійович
Мітки: установка, наплавлення, дугового, електродом, зварювання, порошковим
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Патон Борис Євгенович, Шевчук Сергій Анатолійович, Жерносєков Анатолій Максимович, Шейко Павло Петрович, Лебедєв Володимир Костянтинович
МПК: B23K 9/173, B23K 9/167
Мітки: електродом, плавким, спосіб, захисних, зварювання, дугового, середовищі, газів
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Чигарьов Валерій Васильович, Літвінов Олександр Павлович, Воленко Ірина Вікторовна, Кассов Валерій Дмитрович
МПК: B23K 9/04
Мітки: дугового, наплавлення, зварювання, електродом, установка, порошковим
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Попередній патент: Перемикання в пасивному режимі в мережі пакетних даних
Наступний патент: Оцінка каналу та просторова обробка для tdd мімо систем
Випадковий патент: Спосіб діагностики стану маткових труб у жінок з неплідністю