Пристрій для виготовлення металевого виробу за допомогою прокатки

Формула / Реферат
1. Пристрій для виготовлення металевого виробу (1) за допомогою прокатки, який містить:
першу зону (2), в якій виготовляються плоскі заготовки за допомогою первинного формування;
розташовану за першою зоною (2) у напрямку (F) проходження матеріалу другу зону (3), в якій розташований щонайменше один перший прокатний пристрій (4) для прокатки плоских заготовок;
розташовану за другою зоною (3) у напрямку (F) проходження матеріалу третю зону (5), в якій розташований щонайменше один другий прокатний пристрій (6) для прокатки плоских заготовок, або виготовленого з них проміжного виробу;
та розташовану за третьою зоною (5) у напрямку (F) проходження матеріалу четверту зону (7), в якій розташований щонайменше один пристрій (8) для подальшої обробки прокатаного матеріалу,
який відрізняється тим, що містить транспортувальний пристрій (9), за допомогою якого металевий виріб (1) дістається між другою зоною (3) і третьою зоною (5), транспортується і знову подається в процес обробки між третьою зоною (5) і четвертою зоною (7).
2. Пристрій за п. 1, який відрізняється тим, що другий прокатний пристрій (6) є прокатним пристроєм Стекеля, який містить щонайменше одну прокатну кліть (10), перед якою у напрямку (F) просування металевого виробу (1) знаходиться перша піч (11), а за нею - друга піч (12).
3. Пристрій за будь-яким із пп. 1-2, який відрізняється тим, що пристрій (8) для подальшої обробки має пристрій (13) для охолодження виробу (1).
4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що транспортувальний пристрій (9) містить рольганг (14), який розташований паралельно другому прокатному пристрою (6).
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що транспортувальний пристрій (9) має щонайменше один, переважно два засоби (15, 16), за допомогою яких металевий виріб (1) транспортується поперек напрямку (F) просування матеріалу.
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що перша зона (2) містить установку (17) безперервного лиття.
7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що у першій зоні (2) або у другій зоні (3) розташований склад (18) для плоских заготовок.
8. Пристрій за п. 7, який відрізняється тим, що між складом (18) для плоских заготовок і першим прокатним пристроєм (4) розташована щонайменше одна нагрівальна піч (19).
9. Пристрій за п. 8, який відрізняється тим, що між щонайменше однією нагрівальною піччю (19) і першим прокатним пристроєм (4) розташований пристрій (20) для видалення окалини.
10. Пристрій за будь-яким із пп. 2-9, який відрізняється тим, що за другою піччю (12) у напрямку (F) просування металевого виробу (1) розташовані ножиці (21).
Текст
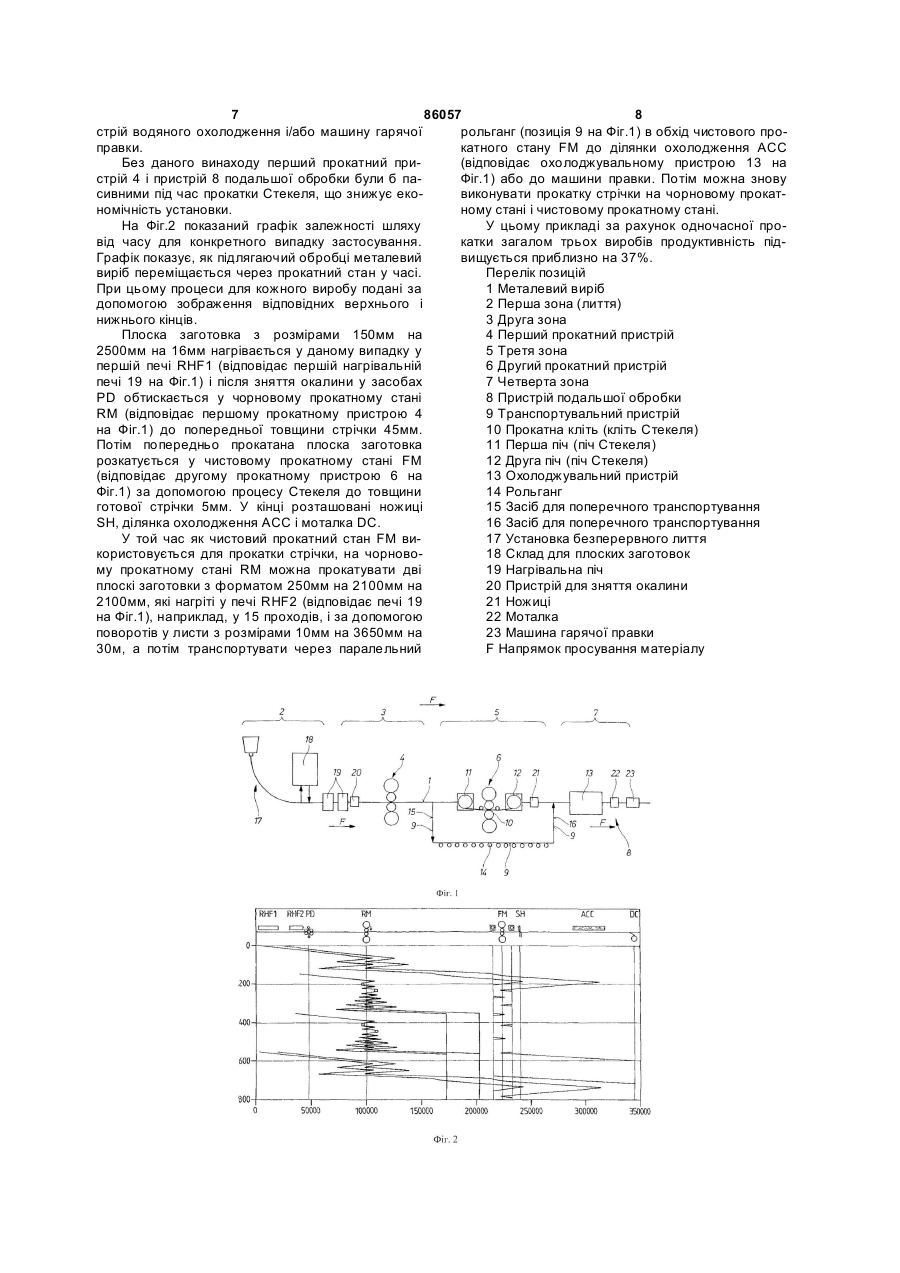
1. Пристрій для виготовлення металевого виробу (1) за допомогою прокатки, який містить: першу зону (2), в якій виготовляються плоскі заготовки за допомогою первинного формування; розташовану за першою зоною (2) у напрямку (F) проходження матеріалу другу зону (3), в якій розташований щонайменше один перший прокатний пристрій (4) для прокатки плоских заготовок; розташовану за другою зоною (3) у напрямку (F) проходження матеріалу третю зону (5), в якій розташований щонайменше один другий прокатний пристрій (6) для прокатки плоских заготовок, або виготовленого з них проміжного виробу; та розташовану за третьою зоною (5) у напрямку (F) проходження матеріалу четверту зону (7), в якій розташований щонайменше один пристрій (8) для подальшої обробки прокатаного матеріалу, який відрізняється тим, що містить транспортувальний пристрій (9), за допомогою якого металевий виріб (1) дістається між другою зоною (3) і третьою зоною (5), транспортується і знову подається C2 2 (19) 1 3 86057 4 гою первинного формування, розташовану за Тому в основу винаходу покладена задача тапершою зоною у напрямку проходження матеріалу кого удосконалення пристрою вказаного на початдругу зону, в якій розташований щонайменше ку виду, що, зокрема, при використанні прокатного один перший прокатний пристрій для прокатки процесу Стекеля досягається підвищена економіплоских заготовок, розташовану за другою зоною у чна ефективність установки. напрямку проходження матеріалу третю зону, в Вирішення цієї задачі за допомогою винаходу якій розташований щонайменше один другий пропередбачає транспортувальний пристрій, за допокатний пристрій для прокатки плоских заготовок, могою якого металевий виріб дістається між друвідповідно, виготовлених з них проміжних виробів, гою зоною і третьою зоною, транспортується і зноі розташовану за третьою зоною у напрямку прову подається у процес обробки між третьою зоною ходження матеріалу четверту зону, в якій розтаі четвертою зоною. шований щонайменше один пристрій для подальТаким чином, ідея винаходу полягає у тому, шої обробки прокатаного матеріалу. що у виробничій установці при відмові від прокату Прокатні пристрої такого виду достатньо відоу другому прокатному пристрої (тобто чистовому мі у рівні техніки. З їх допомогою можна виготовпрокатному стані) використовується лише перший ляти, наприклад, плоский матеріал у вигляді тонпрокатний пристрій (тобто чорновий прокатний кого листа або стрічки зі сталі або незалізних стан), при цьому для забезпечення можливості матеріалів. У пристрої безперервного лиття можна використання пристроїв подальшої обробки для виливати металеву заготовку, яка як плоска загопрокатаного у першому прокатному пристрої витовка направляється через чорновий прокатний робу його транспортують паралельно другій простан (перший прокатний пристрій) і потім через катній установці в обхід її і подають знову у процес чистовий прокатний стан (другий прокатний приобробки перед пристроєм подальшої обробки. стрій), де з плоскої заготовки прокатується готовий Другий прокатний пристрій, переважно, є провиріб заданої геометрії. Потім виконується подакатним пристроєм Стекеля, який має щонайменше льша обробка прокатаного виробу, зокрема, охоодну прокатну кліть, перед якою у напрямку просулодження, намотування, відповідно, за необхіднісвання металевого виробу знаходиться перша піч, тю гаряча правка. а за нею - друга піч. Таким чином, у цьому приУ чорновому прокатному стані плоску заготовстрої виконується потім прокатний процес Стекеку можна спочатку нагрівати у печі до температури ля. прокатки, а потім за допомогою послідовної прокаПристрій для подальшої обробки переважно тки, при якій може здійснюватися також поворот містить пристрій для охолодження прокатаного прокатного виробу на 90°, розкатувати в одно- або виробу. багатоклітьовій прокатній установці до бажаних Транспортувальний пристрій для обходу друрозмірів листа. Спеціальні поворотні пристрої для гого прокатного пристрою, а саме прокатного припрокатки відомі, наприклад, з [DE-OS 1452 161 і з строю Стекеля, може містити рольганг, який розDE-OS 1652 560]. ташований паралельно другому прокатному Як особливо переважний процес прокатки у пристрою. Додатково до цього, транспортувальний чистовому прокатному стані зарекомендував себе пристрій може містити щонайменше один, перепроцес Стекеля. Прокатний пристрій Стекеля має важно два засоби, за допомогою яких металевий передню у напрямку проходження матеріалу первиріб можна транспортувати поперек напрямку шу піч і вихідну другу піч. Ця технологія описана у просування матеріалу. Таким чином, попередньо WO 96/40456, WO 96/41024 і WO 00/03042, де напрокатаний у першому прокатному пристрої матеводиться опис прокатного процесу Стекеля. При ріал можна по типу байпаса транспортувати безцьому, наприклад, одержані способом безперервпосередньо до пристрою для подальшої обробки. ного лиття довгі плоскі заготовки прокатуються без У першій зоні пристрою переважно передбаповороту на стані Стекеля за допомогою намотучена установка безперервного лиття. У першій вання прокатуваного виробу між останніми прохозоні або у другій зоні пристрою може бути розтадами у печі Стекеля, яка нагрівається, з великими шований склад для плоских заготовок. При цьому кінцевими довжинами, які намотуються після між складом для плоских заготовок і першим проостаннього проходу у котушки або за допомогою катним пристроєм переважно розташована щоножиць розділяються на окремі листи. При цьому найменше одна нагрівальна піч для підлягаючого окремі листи можуть піддаватися охолодженню прокатці виробу (переважно дві печі) для нагріванабо правці. ня його до оптимальної прокатної температури. Прокатний процес Стекеля має різні переваги Крім того, між щонайменше однією нагрівальною при обробці попередньо прокатаної плоскої загопіччю і першим прокатним пристроєм може бути товки у металеву стрічку. Особливо потрібно зарозташований пристрій для видалення окалини. значити, що на відносно невеликому просторі моНарешті, переважно передбачено, що за друже виконуватися процес розкатки до відносно гою піччю прокатного пристрою Стекеля у напрямтонкого прокатного виробу. ку просування металевого виробу розташовані Недоліком є те, що виконання численних проножиці. ходів у прокатній кліті Стекеля займає відносно За допомогою вказаного виконання пристрою багато часу. Таким чином, прокатна кліть Стекеля для прокатки металевого виробу можна значно у виробничому пристрої є вузьким місцем, яке запідвищити економічність способу виготовлення, дає пропускну здатність і тим самим економічну оскільки перший прокатний пристрій під час викоефективність установки. ристання прокатного пристрою Стекеля можна використовувати для іншого виробу, який потім 5 86057 6 того, може бути передбачено, що чистовий прокапіддається подальшій обробці безпосередньо у тний стан містить горизонтальну кліть і вертикальпристрої для подальшої обробки. ну кліть. Потім металевий виріб 1 прокатується у На кресленні показаний приклад виконання чистовому прокатному стані на бажані кінцеві розвинаходу, на якому зображено: міри із заданими температурами, при цьому між Фіг.1 - схема пристрою для виготовлення мепроходами він намотується у печах 11, 12 Стекеталевого виробу за допомогою прокатки і ля. Однак можливо також використовувати чистоФіг.2 - графік залежності шляху від часу для вий прокатний стан, як у звичайному двоклітьовометалевого виробу, оброблюваного за допомогою му листовому прокатному стані, для остаточної пристрою. прокатки листів без процесу Стекеля. На Фіг.1 показаний пристрій для виготовлення, У будь-якому випадку, тобто як при прокатці відповідно, обробки, металевого виробу 1. Прилише у першому прокатному пристрої 4, так і при стрій має по суті чотири зони 2, 3, 5 і 7, які примидодатковій прокатці у другому прокатному прикають одна до одної у напрямку F просування местрої 6, потім йде подальша обробка в установці 8 талевого виробу. У першій зоні 2 відбувається для подальшої обробки, яка розташована у четвепервинне формування виробу 1, тобто лиття. Тут ртій зоні 7 пристрою. розташована установка 17 безперервного лиття, в Установка 8 для подальшої обробки містить якій відомим способом з розплавленого металу охолоджувальний пристрій 13, в якому прокатаний (сталі, легкого металу) виготовляється безперерві ще теплий матеріал відповідно до технологічних но-литий метал, який піддається подальшій обровимог відомим способом зазнає впливу при задабці у вигляді плоскої заготовки. При цьому може ному температурному режимі. Крім того, у показабути доцільним передбачити за установкою 17 ному прикладі виконання передбачена моталка 22 безперервного лиття склад 18 для плоских заготодля намотування готової стрічки і машина 23 гарявок, в якому зберігаються вилиті плоскі заготовки. чої правки, так що готовий виріб після охолодженПлоскі заготовки, які знаходяться на складі 18, ня на ділянці охолодження намотується або за потребою у холодному або теплому стані або ж транспортується далі до машини правки. комбіновано транспортуються щонайменше в одну Для того, щоб мати можливість подачі проканагрівальну піч 19, де вони нагріваються до темтаного у першому прокатному пристрої 4 металеператури, яка необхідна для подальшої прокатки. вого виробу з обходом другого прокатного приПісля діставання плоскої заготовки з нагрівальної строю 6 - в якому можна паралельно у часі печі 19, вона зазнає видалення окалини у пристрої обробляти матеріал за допомогою прокатного 20 для видалення окалини (змивач первинної окапристрою Стекеля - безпосередньо у пристрій 8 лини) і подається у чорновий прокатний стан. подальшої обробки, передбачений транспортуваЧорновий прокатний стан показаний на Фіг.1 льний пристрій 9, який являє собою байпас друголише схематично у вигляді першого прокатного го прокатного пристрою 6, відповідно, зони 5. За пристрою 4 у другій зоні 3 пристрою. Чорновий допомогою лише схематично зображених засобів прокатний стан складається з горизонтальної про15 виріб, який залишає другу зону 3, транспортукатної кліті і, за необхідністю, вертикальної кліті, а ється поперек напрямку F проходження виробу з також одного або двох поворотних пристроїв певласне шляху обробки, і потім через рольганг 14, ред або після кліті для повороту плоскої заготовки. який проходить паралельно чистовому прокатному За допомогою першого прокатного пристрою 4 стану з другим прокатним пристроєм 6, транспорметалевий виріб може бути вже прокатаний так, тується у напрямку F просування. У кінці рольганга що він достатньо сформований для деяких засто14 розташовані засоби 16, за допомогою яких висувань, так що необов'язково виконувати додаткоріб 1 знову транспортується поперек напрямку F вий процес прокатки. проходження у власне шлях обробки, так що маТобто, плоску заготовку можна у першому теріал попадає безпосередньо і в обхід третьої прокатному пристрої і прокатувати на задані прозони 5 у пристрій 8 для подальшої обробки. Там міжні розміри із заданими температурами, і подавідбувається охолодження в охолоджувальному вати у чистовий прокатний стан. Як альтернативне пристрої 13 і за необхідністю додаткові процеси рішення, можна плоску заготовку прокатувати у подальшої обробки (намотування, правка). першому прокатному пристрої 4 на задані кінцеві За допомогою цього варіанту виконання досярозміри із заданими температурами і транспортугається можливість використання пристрою і, зоквати далі, як буде детально описано нижче. рема, першого прокатного пристрою 4 у другій зоні Якщо попередньо прокатаний у першому про3, а також пристрою 8 подальшої обробки у четвекатному пристрої 4 матеріал необхідно прокатувартій зоні 7 для обробки металевого виробу, у той ти далі, то він транспортується у третю зону 5, в час як у другому прокатному пристрої 6 у третій якій розташований другий прокатний пристрій 6. зоні 5 виконується прокатний процес Стекеля, Він являє собою прокатний пристрій Стекеля, тобякий вимагає відносно багато часу. Таким чином, то він має прокатну кліть 10, перед якою у напрямпри тривалому використанні третьої зони 5, а саме ку F просування розташована перша піч 11 Стекепрокатної установки Стекеля (чистового прокатноля, а за нею - друга піч 12 Стекеля. го стану), можна здійснювати прокатку у першому Крім того, за прокатним пристроєм Стекеля прокатному пристрої 4 (чорновому прокатному можуть знаходитися ножиці 21, які служать як для стані) з перервами на охолодження або без них відрізування кінців металевого виробу для процесу для термомеханічної прокатки, а вироби у цьому Стекеля, так і для використання як роздільні новипадку подавати в обхід чистового прокатного жиці після останнього чистового проходу. На Фіг.1 стану для подальшої обробки, наприклад, у присхематично показана одна прокатна кліть 10. Крім 7 86057 8 стрій водяного охолодження і/або машину гарячої рольганг (позиція 9 на Фіг.1) в обхід чистового проправки. катного стану FM до ділянки охолодження АСС Без даного винаходу перший прокатний при(відповідає охолоджувальному пристрою 13 на стрій 4 і пристрій 8 подальшої обробки були б паФіг.1) або до машини правки. Потім можна знову сивними під час прокатки Стекеля, що знижує ековиконувати прокатку стрічки на чорновому прокатномічність установки. ному стані і чистовому прокатному стані. На Фіг.2 показаний графік залежності шляху У цьому прикладі за рахунок одночасної провід часу для конкретного випадку застосування. катки загалом трьох виробів продуктивність підГрафік показує, як підлягаючий обробці металевий вищується приблизно на 37%. виріб переміщається через прокатний стан у часі. Перелік позицій При цьому процеси для кожного виробу подані за 1 Металевий виріб допомогою зображення відповідних верхнього і 2 Перша зона (лиття) нижнього кінців. 3 Друга зона Плоска заготовка з розмірами 150мм на 4 Перший прокатний пристрій 2500мм на 16мм нагрівається у даному випадку у 5 Третя зона першій печі RHF1 (відповідає першій нагрівальній 6 Другий прокатний пристрій печі 19 на Фіг.1) і після зняття окалини у засобах 7 Четверта зона PD обтискається у чорновому прокатному стані 8 Пристрій подальшої обробки RM (відповідає першому прокатному пристрою 4 9 Транспортувальний пристрій на Фіг.1) до попередньої товщини стрічки 45мм. 10 Прокатна кліть (кліть Стекеля) Потім попередньо прокатана плоска заготовка 11 Перша піч (піч Стекеля) розкатується у чистовому прокатному стані FM 12 Друга піч (піч Стекеля) (відповідає другому прокатному пристрою 6 на 13 Охолоджувальний пристрій Фіг.1) за допомогою процесу Стекеля до товщини 14 Рольганг готової стрічки 5мм. У кінці розташовані ножиці 15 Засіб для поперечного транспортування SH, ділянка охолодження АСС і моталка DC. 16 Засіб для поперечного транспортування У той час як чистовий прокатний стан FM ви17 Установка безперервного лиття користовується для прокатки стрічки, на чорново18 Склад для плоских заготовок му прокатному стані RM можна прокатувати дві 19 Нагрівальна піч плоскі заготовки з форматом 250мм на 2100мм на 20 Пристрій для зняття окалини 2100мм, які нагріті у печі RHF2 (відповідає печі 19 21 Ножиці на Фіг.1), наприклад, у 15 проходів, і за допомогою 22 Моталка поворотів у листи з розмірами 10мм на 3650мм на 23 Машина гарячої правки 30м, а потім транспортувати через паралельний F Напрямок просування матеріалу 9 Комп’ютерна верстка Л. Купенко 86057 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing metallic product by rolling
Автори англійськоюModrow Wilfried, Skoda-Dopp Ulrich
Назва патенту російськоюУстройство для изготовления металлического изделия с помощью прокатки
Автори російськоюМодров Вильфрид, Скода-Допп Ульріх
МПК / Мітки
Мітки: пристрій, прокатки, допомогою, виробу, виготовлення, металевого
Код посилання
<a href="https://ua.patents.su/5-86057-pristrijj-dlya-vigotovlennya-metalevogo-virobu-za-dopomogoyu-prokatki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення металевого виробу за допомогою прокатки</a>
Пристрій для зрушення металевого виробу
Номер патенту: 86052
Опубліковано: 25.03.2009
Автори: Тюс Гюнтер, Ханенберг Лотар, Вернер Франк
МПК: B21B 39/00
Мітки: зрушення, виробу, металевого, пристрій
Формула / Реферат:
1. Пристрій (1) для зрушення металевого виробу (2) з пристрою (3) для транспортування або на нього в напрямку (S), перпендикулярному напрямку (F) транспортування, при цьому пристрій (1) має рухомий відносно нерухомої стійки (4) автооператор (5), в одній кінцевій зоні (6) якого розташований щонайменше один захоплювальний елемент (7, 8) для захоплення металевого виробу (2), який відрізняється тим, що автооператор (5) має щонайменше дві...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 30516
Опубліковано: 15.11.2000
Автори: Юськів Василь Миколайович, Дзюбик Андрій Романович, Палаш Володимир Миколайович
МПК: H01L 35/32, G01L 1/20, H01L 35/28
Мітки: спосіб, поверхневому, пристрій, напружень, металевого, визначення, шарі, виробу, реалізації
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно якого вимірюють значення контактної термоелектрорушійної сили, в залежності від величини якої визначають напруження, відрізняється тим, що в еталонному зразку вільному від напружень, з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу, яка виникає при контакті нагрітого термозонду з поверхнею зразка, створюють напружений стан і змінюючи...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 68991
Опубліковано: 16.08.2004
Автори: Дзюбик Андрій Романович, Палаш Роман Володимирович, Кузьо Ігор Володимирович
МПК: G01L 1/20, H01L 35/28, H01L 35/32
Мітки: реалізації, спосіб, напружень, шарі, визначення, металевого, пристрій, поверхневому, виробу
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно з яким у вільному від напружень еталонному зразку з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу (ТЕРС), яка виникає при контакті нагрітого термозонда з поверхнею зразка, створюють напружений стан, і ступенево змінюючи його, кожен раз вимірюють значення ТЕРС, за якими будують градуйовану залежність величини ТЕРС від величини напружень в...
Пристрій визначення величини зміни контактної локальної термоелектрорушійної сили в поверхневому шарі металевого виробу
Номер патенту: 31476
Опубліковано: 15.12.2000
Автори: Палаш Володимир Миколайович, Дзюбик Андрій Романович, Юськів Василь Миколайович
МПК: H01L 35/00
Мітки: поверхневому, контактної, шарі, термоелектрорушійної, пристрій, визначення, зміни, виробу, металевого, величини, сили, локальної
Текст:
...силою в місці контакту першого термозонду з поверхнею досліджуваного зиробу, і контактною локальною термоелектрорушійною силою в місці контакту другого термозонду з поверхнею еталонного зразка. Така різниця компенсує вплив навколишнього середояища, а о*ґже, зміну основних властивостей досліджуваного виробу, як наслідок, підвищується точність вимірювань контактної локальної термоелектрорушійної сили. Амперметр забезпечує...
Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки
Номер патенту: 77241
Опубліковано: 15.11.2006
Автори: Хорн Герхард, Шмідт Дірк, Матієс Андреас, Демель Роман
МПК: C21D 8/02, C21D 9/573
Мітки: правки, листа, контрольованої, виходить, металевого, сталевої, сталевого, листового, стрічки, гарячої, спосіб, прокату, пристрій, охолоджування, прокатки, стану, особливої
Формула / Реферат:
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої...
Попередній патент: Твердий дисперсійний склад базедоксифену ацетату, спосіб його одержання (варіанти) та застосування (варіанти)
Наступний патент: Прокатна кліть для виготовлення катаної штаби
Випадковий патент: Спосіб одержання високодисперсного полімерного магнітного композита