Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки
Номер патенту: 77241
Опубліковано: 15.11.2006
Автори: Демель Роман, Шмідт Дірк, Матієс Андреас, Хорн Герхард
Формула / Реферат
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої правки і розпилювальним охолоджуючим пристроєм при певних натягненнях, регулюючи їх, вказаний прокат охолоджують між розташованими один за одним парами відтискних роликів всередині охолоджуючого пристрою і додатково контролюють натягнення.
2. Спосіб за п. 1, який відрізняється тим, що натягнення вказаного прокату регулюють перемиканням швидкості обертання наступного, попереднього або несучого відтискних роликів при поступальному просуванні зазначеного прокату в залежності від необхідності.
3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що відтискні ролики встановлюють з кроком, причому між двома парами відтискних роликів в залежності від кроку розташовують охолоджуючий пристрій.
4. Спосіб за п. 3, який відрізняється тим, що крок розташування відтискних роликів встановлюють рівним половині довжини хвилі, яку одержують в результаті власної форми прокату з мінімальною товщиною, при максимальній ширині і високій інтенсивності охолоджування.
5. Пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, який включає відтискні ролики, встановлені в напрямі руху стрічки позаду тягових подвійних роликів, між якими, відповідно, розташовується охолоджуючий пристрій, який відрізняється тим, що перед парами (5а) відтискних роликів з охолоджуючими пристроями (9), між якими може формуватися діюче натягнення, встановлена машина (7) попередньої правки.
6. Пристрій за п. 5, який відрізняється тим, що параметри охолоджуючих пристроїв (9) визначаються в залежності від необхідності для високих і середніх інтенсивностей охолоджування.
7. Пристрій за будь-яким з пп. 5, 6, який відрізняється тим, що на виході (18) металевої стрічки (1) передбачений охолоджуючий пристрій (9) з регульованими охолоджуючими елементами (19).
8. Пристрій за будь-яким з пп. 5, 6, який відрізняється тим, що параметри охолоджуючого пристрою (9) розраховуються для високого і/або середнього тепловідведення для заданого спектра виробів.
9. Пристрій за будь-яким з пп. 5, 6, який відрізняється тим, що між попередніми і несучими відтискними роликами (5) або правильними роликами (23) в кінці (1а) металевого листового прокату (1), а також відтискними роликами (5) або правильними роликами (24) на початку цього прокату (1) можуть встановлюватися діючі натягнення (6).
Текст
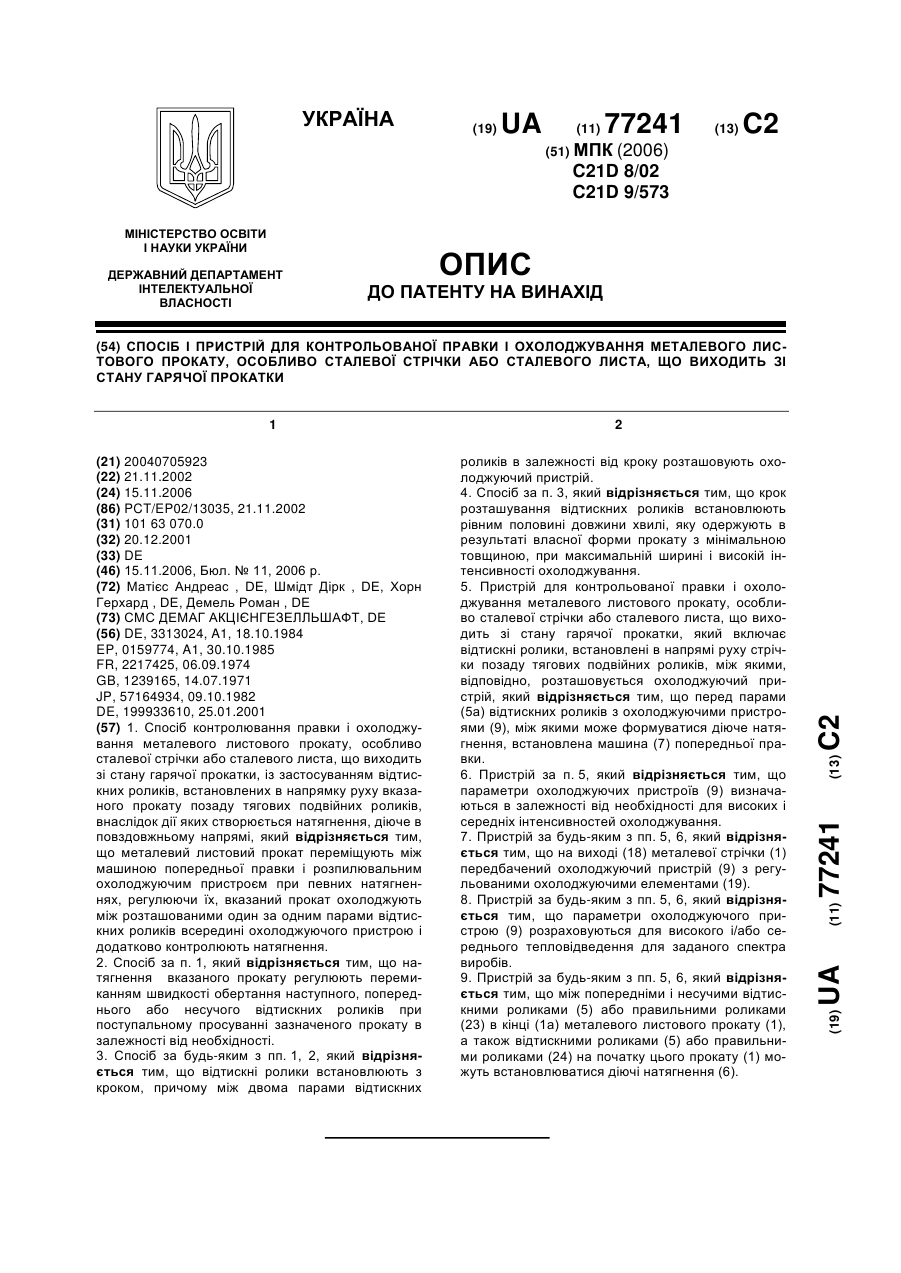
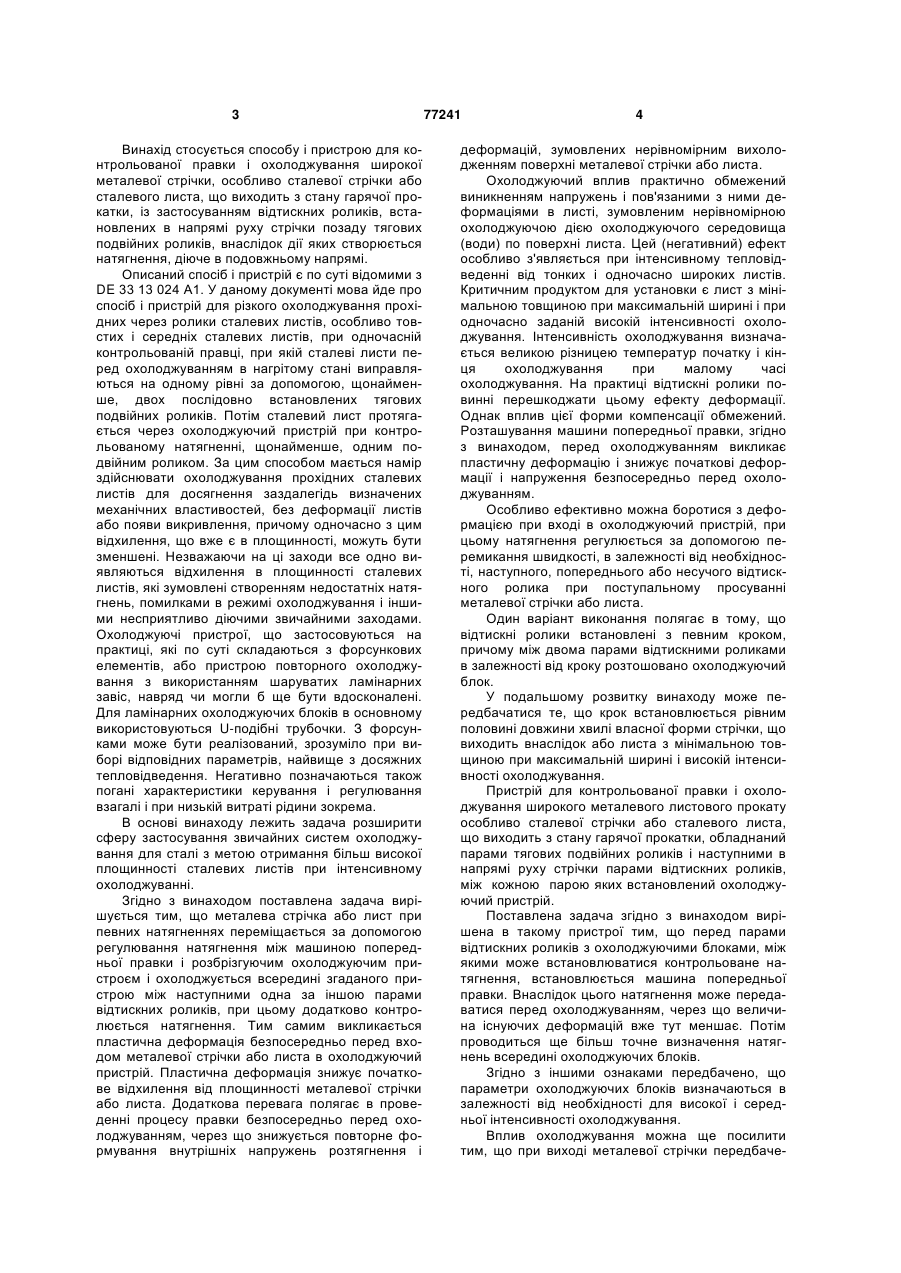
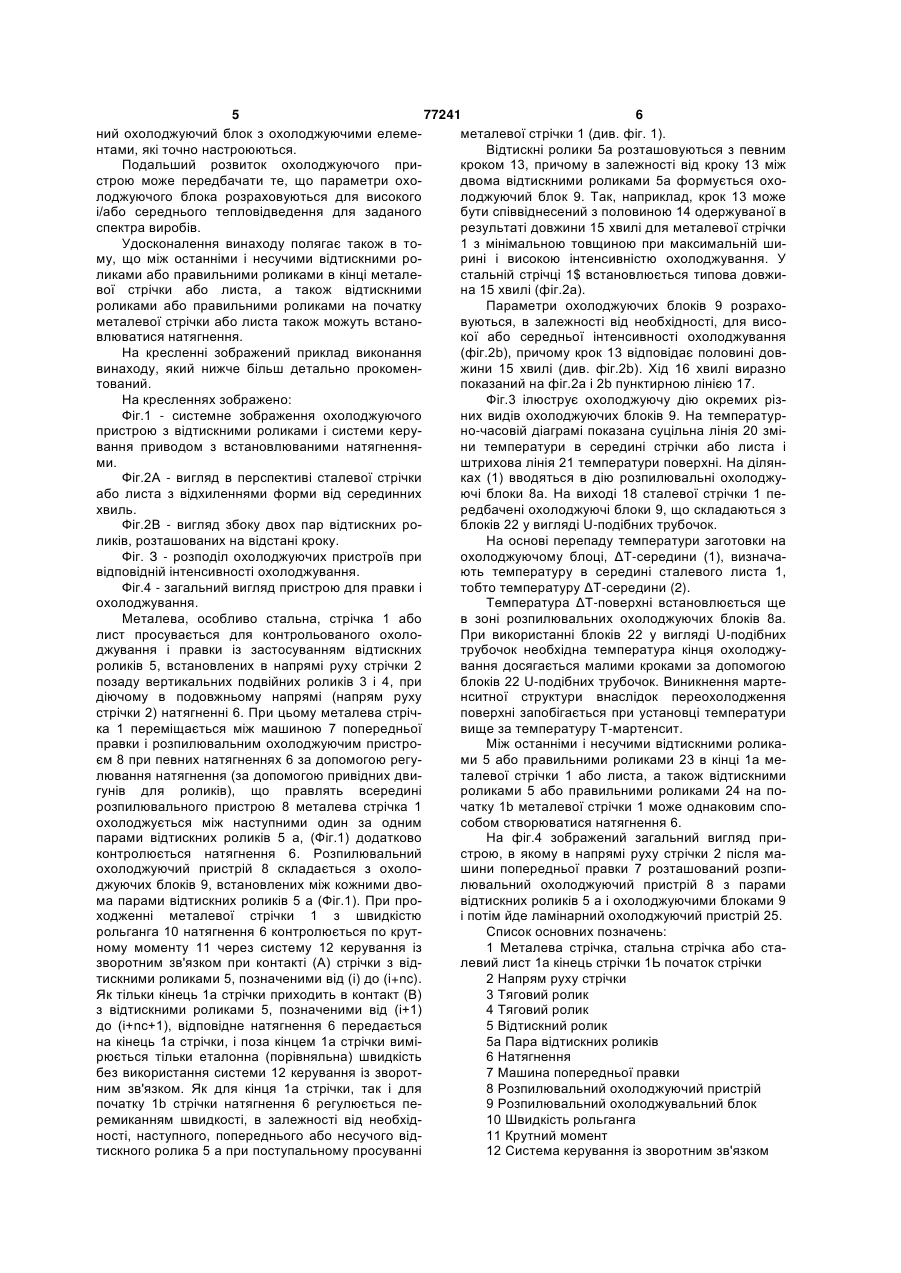
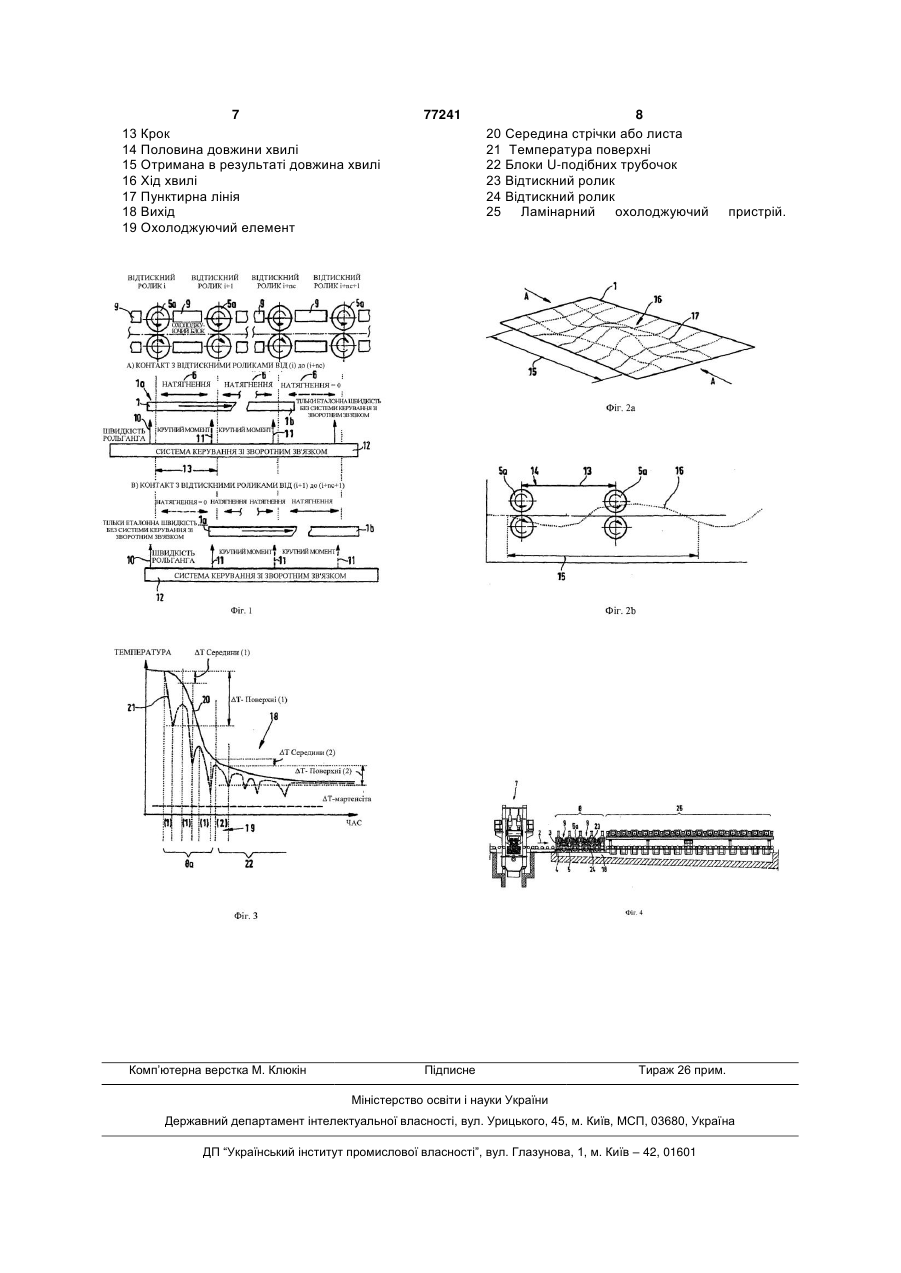
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої правки і розпилювальним охолоджуючим пристроєм при певних натягненнях, регулюючи їх, вказаний прокат охолоджують між розташованими один за одним парами відтискних роликів всередині охолоджуючого пристрою і додатково контролюють натягнення. 2. Спосіб за п. 1, який відрізняється тим, що натягнення вказаного прокату регулюють перемиканням швидкості обертання наступного, попереднього або несучого відтискних роликів при поступальному просуванні зазначеного прокату в залежності від необхідності. 3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що відтискні ролики встановлюють з кроком, причому між двома парами відтискних 2 (19) 1 3 Винахід стосується способу і пристрою для контрольованої правки і охолоджування широкої металевої стрічки, особливо сталевої стрічки або сталевого листа, що виходить з стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямі руху стрічки позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в подовжньому напрямі. Описаний спосіб і пристрій є по суті відомими з DE 33 13 024 А1. У даному документі мова йде про спосіб і пристрій для різкого охолоджування прохідних через ролики сталевих листів, особливо товстих і середніх сталевих листів, при одночасній контрольованій правці, при якій сталеві листи перед охолоджуванням в нагрітому стані виправляються на одному рівні за допомогою, щонайменше, двох послідовно встановлених тягових подвійних роликів. Потім сталевий лист протягається через охолоджуючий пристрій при контрольованому натягненні, щонайменше, одним подвійним роликом. За цим способом мається намір здійснювати охолоджування прохідних сталевих листів для досягнення заздалегідь визначених механічних властивостей, без деформації листів або появи викривлення, причому одночасно з цим відхилення, що вже є в площинності, можуть бути зменшені. Незважаючи на ці заходи все одно виявляються відхилення в площинності сталевих листів, які зумовлені створенням недостатніх натягнень, помилками в режимі охолоджування і іншими несприятливо діючими звичайними заходами. Охолоджуючі пристрої, що застосовуються на практиці, які по суті складаються з форсункових елементів, або пристрою повторного охолоджування з використанням шаруватих ламінарних завіс, навряд чи могли б ще бути вдосконалені. Для ламінарних охолоджуючих блоків в основному використовуються U-подібні трубочки. З форсунками може бути реалізований, зрозуміло при виборі відповідних параметрів, найвище з досяжних тепловідведення. Негативно позначаються також погані характеристики керування і регулювання взагалі і при низькій витраті рідини зокрема. В основі винаходу лежить задача розширити сферу застосування звичайних систем охолоджування для сталі з метою отримання більш високої площинності сталевих листів при інтенсивному охолоджуванні. Згідно з винаходом поставлена задача вирішується тим, що металева стрічка або лист при певних натягненнях переміщається за допомогою регулювання натягнення між машиною попередньої правки і розбрізгуючим охолоджуючим пристроєм і охолоджується всередині згаданого пристрою між наступними одна за іншою парами відтискних роликів, при цьому додатково контролюється натягнення. Тим самим викликається пластична деформація безпосередньо перед входом металевої стрічки або листа в охолоджуючий пристрій. Пластична деформація знижує початкове відхилення від площинності металевої стрічки або листа. Додаткова перевага полягає в проведенні процесу правки безпосередньо перед охолоджуванням, через що знижується повторне формування внутрішніх напружень розтягнення і 77241 4 деформацій, зумовлених нерівномірним вихолодженням поверхні металевої стрічки або листа. Охолоджуючий вплив практично обмежений виникненням напружень і пов'язаними з ними деформаціями в листі, зумовленим нерівномірною охолоджуючою дією охолоджуючого середовища (води) по поверхні листа. Цей (негативний) ефект особливо з'являється при інтенсивному тепловідведенні від тонких і одночасно широких листів. Критичним продуктом для установки є лист з мінімальною товщиною при максимальній ширині і при одночасно заданій високій інтенсивності охолоджування. Інтенсивність охолоджування визначається великою різницею температур початку і кінця охолоджування при малому часі охолоджування. На практиці відтискні ролики повинні перешкоджати цьому ефекту деформації. Однак вплив цієї форми компенсації обмежений. Розташування машини попередньої правки, згідно з винаходом, перед охолоджуванням викликає пластичну деформацію і знижує початкові деформації і напруження безпосередньо перед охолоджуванням. Особливо ефективно можна боротися з деформацією при вході в охолоджуючий пристрій, при цьому натягнення регулюється за допомогою перемикання швидкості, в залежності від необхідності, наступного, попереднього або несучого відтискного ролика при поступальному просуванні металевої стрічки або листа. Один варіант виконання полягає в тому, що відтискні ролики встановлені з певним кроком, причому між двома парами відтискними роликами в залежності від кроку розтошовано охолоджуючий блок. У подальшому розвитку винаходу може передбачатися те, що крок встановлюється рівним половині довжини хвилі власної форми стрічки, що виходить внаслідок або листа з мінімальною товщиною при максимальній ширині і високій інтенсивності охолоджування. Пристрій для контрольованої правки і охолоджування широкого металевого листового прокату особливо сталевої стрічки або сталевого листа, що виходить з стану гарячої прокатки, обладнаний парами тягових подвійних роликів і наступними в напрямі руху стрічки парами відтискних роликів, між кожною парою яких встановлений охолоджуючий пристрій. Поставлена задача згідно з винаходом вирішена в такому пристрої тим, що перед парами відтискних роликів з охолоджуючими блоками, між якими може встановлюватися контрольоване натягнення, встановлюється машина попередньої правки. Внаслідок цього натягнення може передаватися перед охолоджуванням, через що величина існуючих деформацій вже тут меншає. Потім проводиться ще більш точне визначення натягнень всередині охолоджуючих блоків. Згідно з іншими ознаками передбачено, що параметри охолоджуючих блоків визначаються в залежності від необхідності для високої і середньої інтенсивності охолоджування. Вплив охолоджування можна ще посилити тим, що при виході металевої стрічки передбаче 5 77241 6 ний охолоджуючий блок з охолоджуючими елемеметалевої стрічки 1 (див. фіг. 1). нтами, які точно настроюються. Відтискні ролики 5а розташовуються з певним Подальший розвиток охолоджуючого прикроком 13, причому в залежності від кроку 13 між строю може передбачати те, що параметри оходвома відтискними роликами 5а формується охолоджуючого блока розраховуються для високого лоджуючий блок 9. Так, наприклад, крок 13 може і/або середнього тепловідведення для заданого бути співвіднесений з половиною 14 одержуваної в спектра виробів. результаті довжини 15 хвилі для металевої стрічки Удосконалення винаходу полягає також в то1 з мінімальною товщиною при максимальній шиму, що між останніми і несучими відтискними рорині і високою інтенсивністю охолоджування. У ликами або правильними роликами в кінці металестальній стрічці 1$ встановлюється типова довживої стрічки або листа, а також відтискними на 15 хвилі (фіг.2а). роликами або правильними роликами на початку Параметри охолоджуючих блоків 9 розрахометалевої стрічки або листа також можуть встановуються, в залежності від необхідності, для висовлюватися натягнення. кої або середньої інтенсивності охолоджування На кресленні зображений приклад виконання (фіг.2b), причому крок 13 відповідає половині доввинаходу, який нижче більш детально прокоменжини 15 хвилі (див. фіг.2b). Хід 16 хвилі виразно тований. показаний на фіг.2a і 2b пунктирною лінією 17. На кресленнях зображено: Фіг.3 ілюструє охолоджуючу дію окремих різФіг.1 - системне зображення охолоджуючого них видів охолоджуючих блоків 9. На температурпристрою з відтискними роликами і системи керуно-часовій діаграмі показана суцільна лінія 20 змівання приводом з встановлюваними натягненняни температури в середині стрічки або листа і ми. штрихова лінія 21 температури поверхні. На ділянФіг.2А - вигляд в перспективі сталевої стрічки ках (1) вводяться в дію розпилювальні охолоджуабо листа з відхиленнями форми від серединних ючі блоки 8а. На виході 18 сталевої стрічки 1 пехвиль. редбачені охолоджуючі блоки 9, що складаються з Фіг.2В - вигляд збоку двох пар відтискних роблоків 22 у вигляді U-подібних трубочок. ликів, розташованих на відстані кроку. На основі перепаду температури заготовки на Фіг. З - розподіл охолоджуючих пристроїв при охолоджуючому блоці, ΔΤ-середини (1), визначавідповідній інтенсивності охолоджування. ють температуру в середині сталевого листа 1, Фіг.4 - загальний вигляд пристрою для правки і тобто температуру ΔΤ-середини (2). охолоджування. Температура ΔΤ-поверхні встановлюється ще Металева, особливо стальна, стрічка 1 або в зоні розпилювальних охолоджуючих блоків 8а. лист просувається для контрольованого охолоПри використанні блоків 22 у вигляді U-подібних джування і правки із застосуванням відтискних трубочок необхідна температура кінця охолоджуроликів 5, встановлених в напрямі руху стрічки 2 вання досягається малими кроками за допомогою позаду вертикальних подвійних роликів 3 і 4, при блоків 22 U-подібних трубочок. Виникнення мартедіючому в подовжньому напрямі (напрям руху нситної структури внаслідок переохолодження стрічки 2) натягненні 6. При цьому металева стрічповерхні запобігається при установці температури ка 1 переміщається між машиною 7 попередньої вище за температуру Т-мартенсит. правки і розпилювальним охолоджуючим пристроМіж останніми і несучими відтискними роликаєм 8 при певних натягненнях 6 за допомогою регуми 5 або правильними роликами 23 в кінці 1а мелювання натягнення (за допомогою привідних двиталевої стрічки 1 або листа, а також відтискними гунів для роликів), що правлять всередині роликами 5 або правильними роликами 24 на порозпилювального пристрою 8 металева стрічка 1 чатку 1b металевої стрічки 1 може однаковим споохолоджується між наступними один за одним собом створюватися натягнення 6. парами відтискних роликів 5 а, (Фіг.1) додатково На фіг.4 зображений загальний вигляд приконтролюється натягнення 6. Розпилювальний строю, в якому в напрямі руху стрічки 2 після маохолоджуючий пристрій 8 складається з охолошини попередньої правки 7 розташований розпиджуючих блоків 9, встановлених між кожними дволювальний охолоджуючий пристрій 8 з парами ма парами відтискних роликів 5 а (Фіг.1). При провідтискних роликів 5 а і охолоджуючими блоками 9 ходженні металевої стрічки 1 з швидкістю і потім йде ламінарний охолоджуючий пристрій 25. рольганга 10 натягнення 6 контролюється по крутСписок основних позначень: ному моменту 11 через систему 12 керування із 1 Металева стрічка, стальна стрічка або стазворотним зв'язком при контакті (А) стрічки з відлевий лист 1а кінець стрічки 1Ь початок стрічки тискними роликами 5, позначеними від (і) до (і+nc). 2 Напрям руху стрічки Як тільки кінець 1а стрічки приходить в контакт (В) 3 Тяговий ролик з відтискними роликами 5, позначеними від (і+1) 4 Тяговий ролик до (і+nс+1), відповідне натягнення 6 передається 5 Відтискний ролик на кінець 1а стрічки, і поза кінцем 1а стрічки вимі5а Пара відтискних роликів рюється тільки еталонна (порівняльна) швидкість 6 Натягнення без використання системи 12 керування із зворот7 Машина попередньої правки ним зв'язком. Як для кінця 1а стрічки, так і для 8 Розпилювальний охолоджуючий пристрій початку 1b стрічки натягнення 6 регулюється пе9 Розпилювальний охолоджувальний блок ремиканням швидкості, в залежності від необхід10 Швидкість рольганга ності, наступного, попереднього або несучого від11 Крутний момент тискного ролика 5 a при поступальному просуванні 12 Система керування із зворотним зв'язком 7 13 Крок 14 Половина довжини хвилі 15 Отримана в результаті довжина хвилі 16 Хід хвилі 17 Пунктирна лінія 18 Вихід 19 Охолоджуючий елемент Комп’ютерна верстка М. Клюкін 77241 8 20 Середина стрічки або листа 21 Температура поверхні 22 Блоки U-подібних трубочок 23 Відтискний ролик 24 Відтискний ролик 25 Ламінарний охолоджуючий Підписне пристрій. Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for controlled strightening and cooling of a wide metal strip, especially a steel strip or sheet metal, running out of a hot rolled strip rolling mill
Автори англійськоюSchmidt Dirk, Horn, Gerhard
Назва патенту російськоюСпособ и устройство для контролированной правки и охлаждения металлического листового проката, особенно сталевой ленты или сталевого листа, который выходит из состояния горячей прокатки
Автори російськоюШмидт Дирк, Хорн Герхард
МПК / Мітки
МПК: C21D 8/02, C21D 9/573
Мітки: правки, гарячої, пристрій, стану, стрічки, сталевої, сталевого, металевого, виходить, особливої, контрольованої, спосіб, охолоджування, листа, листового, прокату, прокатки
Код посилання
<a href="https://ua.patents.su/4-77241-sposib-i-pristrijj-dlya-kontrolovano-pravki-i-okholodzhuvannya-metalevogo-listovogo-prokatu-osoblivo-stalevo-strichki-abo-stalevogo-lista-shho-vikhodit-zi-stanu-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки</a>
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48358
Опубліковано: 15.12.2003
Автори: Бєляєв Юрій Борисович, Орловський Юрій Володимирович, Бєлобров Юрій Миколайович, Бєляєва Анастасія Юрьєвна, Грабовський Георгій Геннадієвич
МПК: B21B 37/58, B21B 37/16
Мітки: товщини, прокатки, реверсивних, стабілізації, пристрій, станах, листа, гарячої
Формула / Реферат:
Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить електрогідравлічний блок управління, з’єднаний з системою автоматичного регулювання товщини (САРТ) листа і гідравлічними виконавчими механізмами (ГВМ) з датчиками тиску рідини і датчиками положення, підключеними до блока управління, причому порожнини виконавчих механізмів з’єднані з джерелом тиску рідини через сервоклапани і з магістраллю зливу - через...
Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Бєляєва Анастасія Юрьєвна, Бєляєв Юрій Борисович, Бєлобров Юрій Миколайович, Грабовський Георгій Геннадієвич, Орловський Юрій Володимирович
МПК: B21B 37/58, B21B 37/16
Мітки: товщини, станах, реверсивних, листа, гарячої, прокатки, спосіб, стабілізації
Формула / Реферат:
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил...
Пристрій для охолодження прокату на листових станах гарячої прокатки
Номер патенту: 17356
Опубліковано: 15.09.2006
Автори: Лисенко Ніна Іванівна, Кожевніков Георгій Васильович, Вакуленко Олександр Михайлович, Агєєв Олександр Михайлович, Білобров Юрій Миколайович
МПК: B21B 45/02
Мітки: станах, прокатки, прокату, листових, пристрій, гарячої, охолодження
Формула / Реферат:
Пристрій для охолодження прокату на листових станах гарячої прокатки, що містить закриту ємність для охолодної рідини, підвідний трубопровід та U-подібні трубки, який відрізняється тим, що закрита ємність по всій довжині розділена поперечними перегородками на герметичні секції, до кожної з яких виконане підведення охолодної рідини по трубопроводу, на якому встановлений відсічний клапан, відведення охолодної рідини з кожної секції виконане...
Пристрій для переміщення рулону листового прокату з позиції завантаження до позиції розмотки, а також для відгинання переднього кінця стрічки
Номер патенту: 16146
Опубліковано: 29.08.1997
Автори: Магала Олександр Андрійович, Кабанов Едуард Констянтинович, Проткін Олексій Єгорович, Рассошенко Анатолій Іванович, Білобров Володимир Іванович, Котелевець Юрій Сергійович, Кравченко Сергій Олексійович
МПК: B21C 47/24
Мітки: переднього, рулону, кінця, пристрій, позиції, листового, стрічки, також, завантаження, розмотки, відгинання, переміщення, прокату
Формула / Реферат:
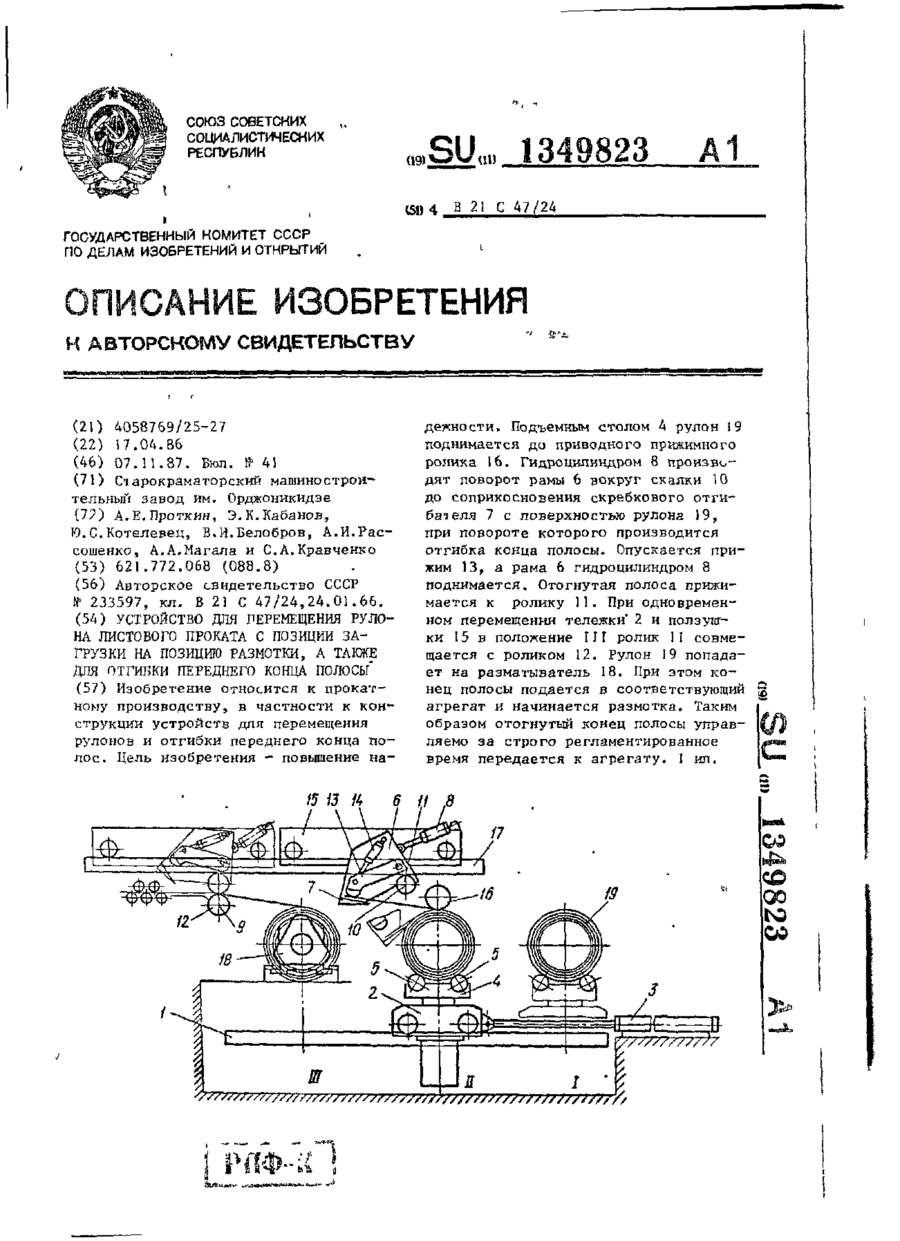
Устройство для перемещения рулона листового проката с позиции загрузки на позицию размотки, а также для отгибки переднего конца полосы, содержащее смонтированную на направляющих приводную тележку с подъемным столом и опорными приводными роликами, раму со скребковым отгибателем, привод перемещения рамы в виде цилиндра, скалки с размещенными на них верхним и нижним задающими роликами, а также прижим и цилиндр привода перемещения...
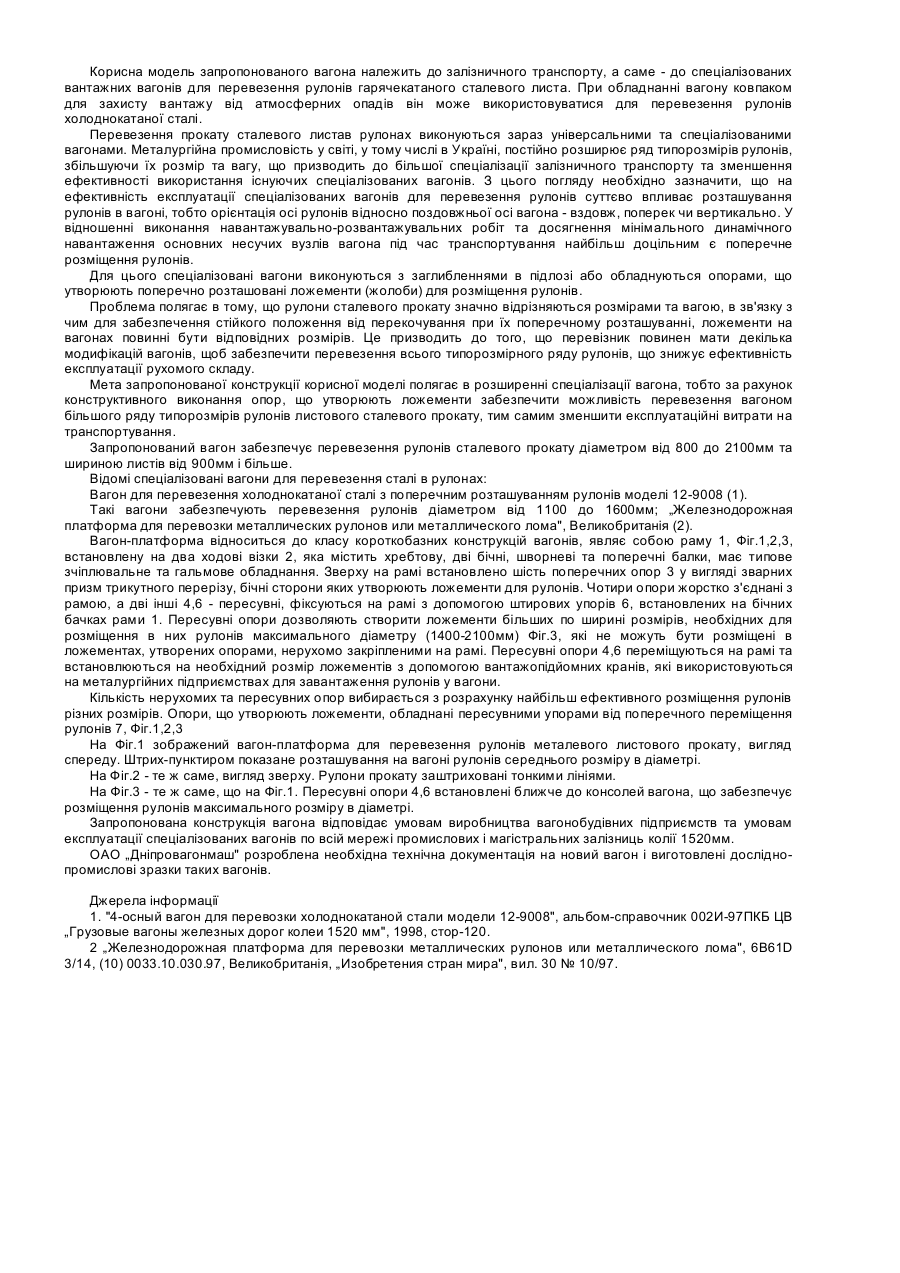
Вагон-платформа для рулонів металевого листового прокату
Номер патенту: 8657
Опубліковано: 15.08.2005
Автори: Крупеніна Ганна Віталіївна, Лозовой Євгеній Олексійович, Гурцев Сергій Павлович, Жовтобрюх Григорій Дем'янович, Худина Валерій Миколайович
МПК: B61D 3/16
Мітки: металевого, рулонів, листового, прокату, вагон-платформа
Формула / Реферат:
1. Вагон-платформа для перевезення рулонів металевого листового прокату, що містить раму, встановлену на два ходові візки, обладнану опорами у вигляді зварних призм трикутної форми у перерізі, які мають поперечне розташування на вагоні, що своїми бічними сторонами утворюють ложементи для рулонів, який відрізняється тим, що не менше як дві опори виконані пересувними вздовж рами вагона.2. Вагон-платформа за п.1, який відрізняється тим,...
Попередній патент: Ролик стрічкового конвеєра
Наступний патент: Спосіб і система для зменшення підвищення температури всмоктуваного повітря
Випадковий патент: Спосіб виплавки сталі у подових сталеплавильних агрегатах