Спосіб штампування кільцевих заготовок із зовнішнім гребенем
Номер патенту: 24946
Опубліковано: 25.07.2007
Автори: Богун Олексій Олександрович, Яковченко Олександр Васильович
Формула / Реферат
Спосіб штампування кільцевих заготовок із зовнішнім гребенем, що включає попереднє осадження циліндричної заготовки і наступний розгін металу в гребеневу частину штампа у формувальному кільці, який відрізняється тим, що наступний розгін металу в гребеневу частину штампа здійснюють у формувальному кільці, що має зменшений внутрішній діаметр на величину його температурної та пружнопластичної деформації, яка визначається за формулою:
Δ=-0,015·(m-500)+3,
де:
Δ - температурна та пружнопластична деформація формувального кільця, мм;
m - маса заготовки, що штампується (100≤m≤500), кг.
Текст
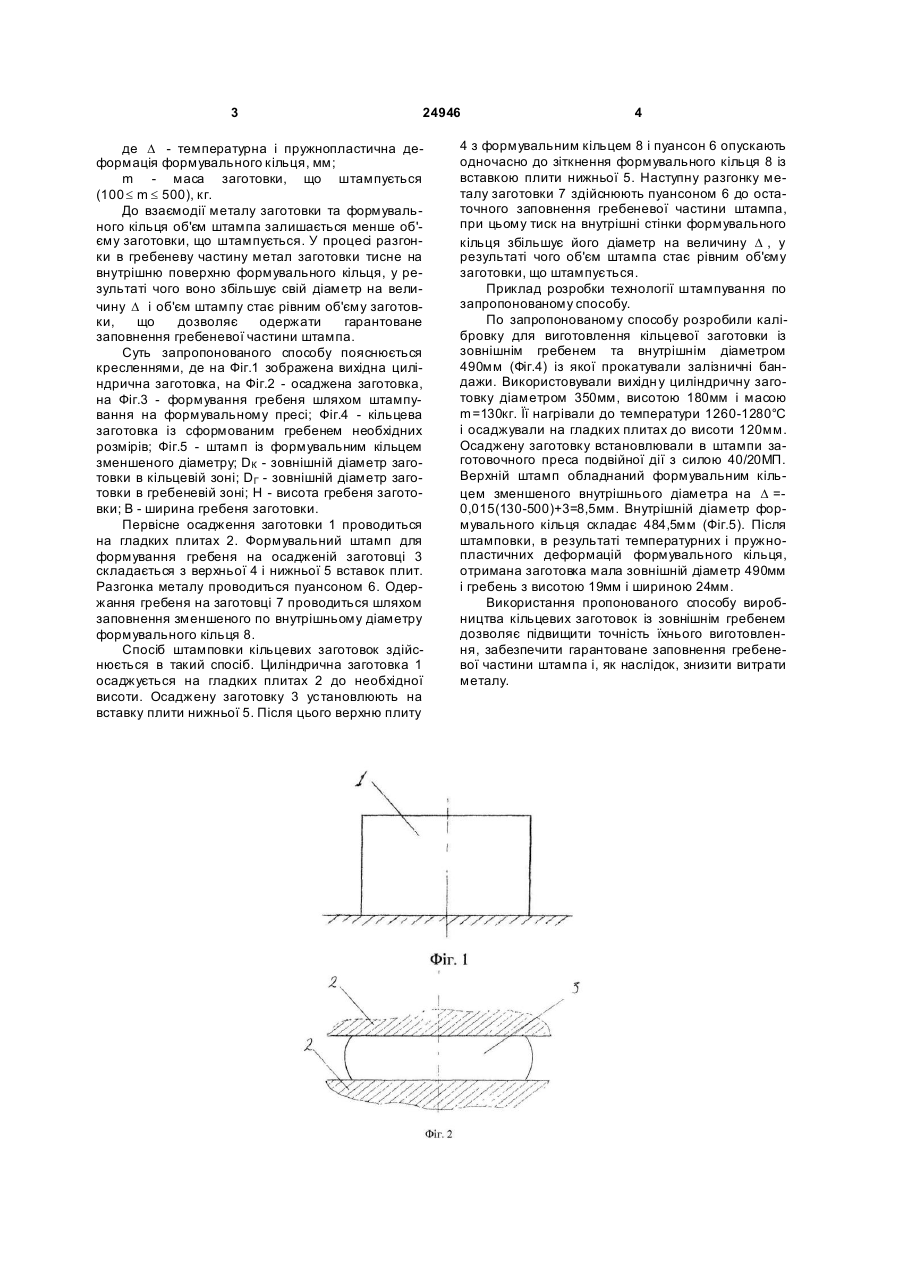
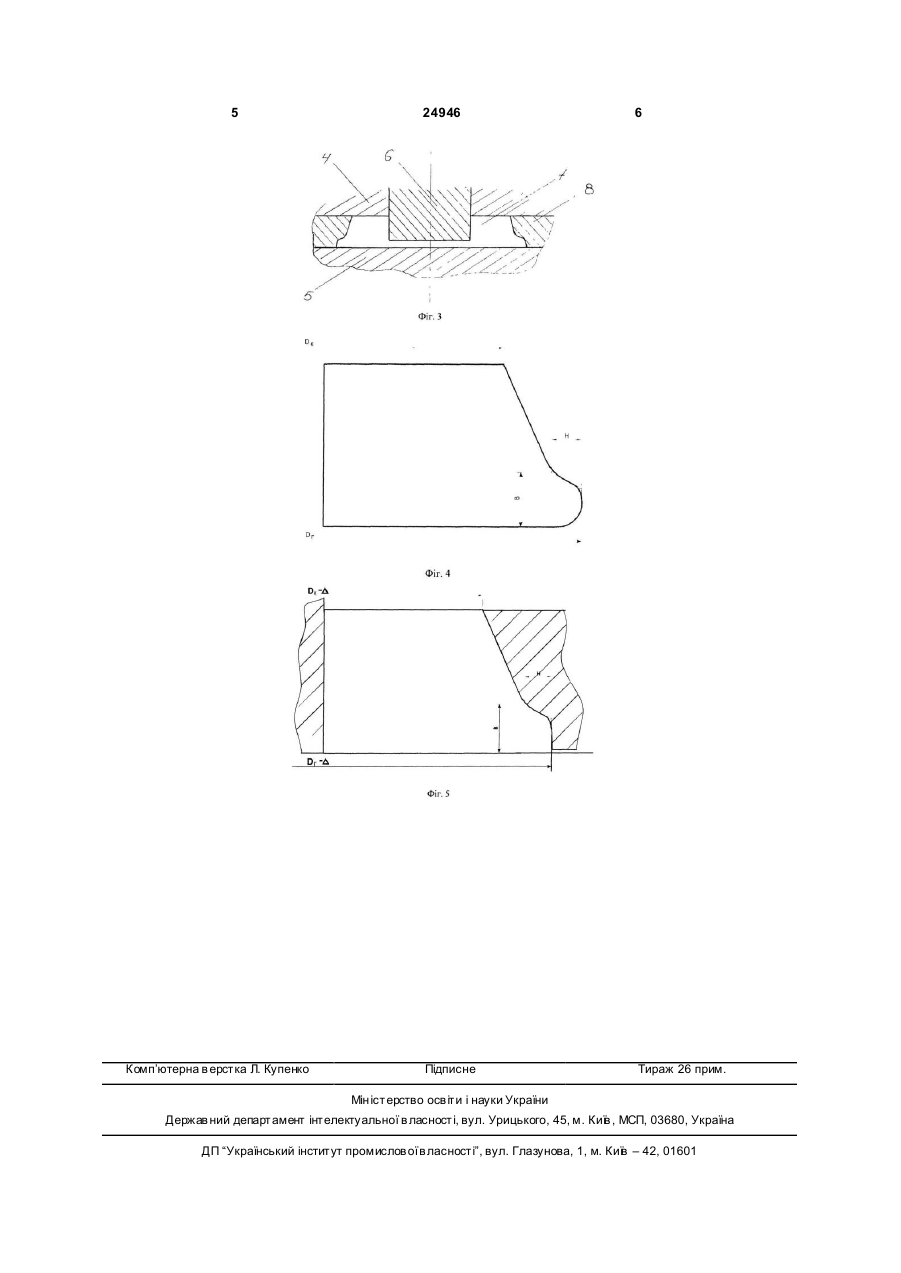
Спосіб штампування кільцевих заготовок із зовнішнім гребенем, що включає попереднє осадження циліндричної заготовки і наступний розгін металу в гребеневу частину штампа у формуваль 3 24946 де D - температурна і пружнопластична деформація формувального кільця, мм; m - маса заготовки, що штампується (100 £ m £ 500), кг. До взаємодії металу заготовки та формувального кільця об'єм штампа залишається менше об'єму заготовки, що штампується. У процесі разгонки в гребеневу частину метал заготовки тисне на внутрішню поверхню формувального кільця, у результаті чого воно збільшує свій діаметр на величину D і об'єм штампу стає рівним об'єму заготовки, що дозволяє одержати гарантоване заповнення гребеневої частини штампа. Суть запропонованого способу пояснюється кресленнями, де на Фіг.1 зображена вихідна циліндрична заготовка, на Фіг.2 - осаджена заготовка, на Фіг.3 - формування гребеня шляхом штампування на формувальному пресі; Фіг.4 - кільцева заготовка із сформованим гребенем необхідних розмірів; Фіг.5 - штамп із формувальним кільцем зменшеного діаметру; DК - зовнішній діаметр заготовки в кільцевій зоні; DГ - зовнішній діаметр заготовки в гребеневій зоні; Н - висота гребеня заготовки; В - ширина гребеня заготовки. Первісне осадження заготовки 1 проводиться на гладких плитах 2. Формувальний штамп для формування гребеня на осадженій заготовці 3 складається з верхньої 4 і нижньої 5 вставок плит. Разгонка металу проводиться пуансоном 6. Одержання гребеня на заготовці 7 проводиться шляхом заповнення зменшеного по внутрішньому діаметру формувального кільця 8. Спосіб штамповки кільцевих заготовок здійснюється в такий спосіб. Циліндрична заготовка 1 осаджується на гладких плитах 2 до необхідної висоти. Осаджену заготовку 3 установлюють на вставку плити нижньої 5. Після цього верхню плиту 4 4 з формувальним кільцем 8 і пуансон 6 опускають одночасно до зіткнення формувального кільця 8 із вставкою плити нижньої 5. Наступну разгонку металу заготовки 7 здійснюють пуансоном 6 до остаточного заповнення гребеневої частини штампа, при цьому тиск на внутрішні стінки формувального кільця збільшує його діаметр на величину D , у результаті чого об'єм штампа стає рівним об'єму заготовки, що штампується. Приклад розробки технології штампування по запропонованому способу. По запропонованому способу розробили калібровку для виготовлення кільцевої заготовки із зовнішнім гребенем та внутрішнім діаметром 490мм (Фіг.4) із якої прокатували залізничні бандажи. Використовували вихідн у циліндричну заготовку діаметром 350мм, висотою 180мм і масою m=130кг. Її нагрівали до температури 1260-1280°С і осаджували на гладких плитах до висоти 120мм. Осаджену заготовку встановлювали в штампи заготовочного преса подвійної дії з силою 40/20МП. Верхній штамп обладнаний формувальним кільцем зменшеного внутрішнього діаметра на D =0,015(130-500)+3=8,5мм. Внутрішній діаметр формувального кільця складає 484,5мм (Фіг.5). Після штамповки, в результаті температурних і пружнопластичних деформацій формувального кільця, отримана заготовка мала зовнішній діаметр 490мм і гребень з висотою 19мм і шириною 24мм. Використання пропонованого способу виробництва кільцевих заготовок із зовнішнім гребенем дозволяє підвищити точність їхнього виготовлення, забезпечити гарантоване заповнення гребеневої частини штампа і, як наслідок, знизити витрати металу. 5 Комп’ютерна в ерстка Л. Купенко 24946 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of punching of ring-shaped billets with external comb
Автори англійськоюYakovchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ штамповки кольцевых заготовок с внешним гребнем
Автори російськоюЯковченко Александр Васильевич
МПК / Мітки
МПК: B21D 22/02
Мітки: штампування, зовнішнім, кільцевих, спосіб, гребенем, заготовок
Код посилання
<a href="https://ua.patents.su/3-24946-sposib-shtampuvannya-kilcevikh-zagotovok-iz-zovnishnim-grebenem.html" target="_blank" rel="follow" title="База патентів України">Спосіб штампування кільцевих заготовок із зовнішнім гребенем</a>
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: штампування, рівчаку, заготовок, чорнових, коліс, колісних, одному, залізничних, спосіб
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб виготовлення кільцевих заготовок масивних шин
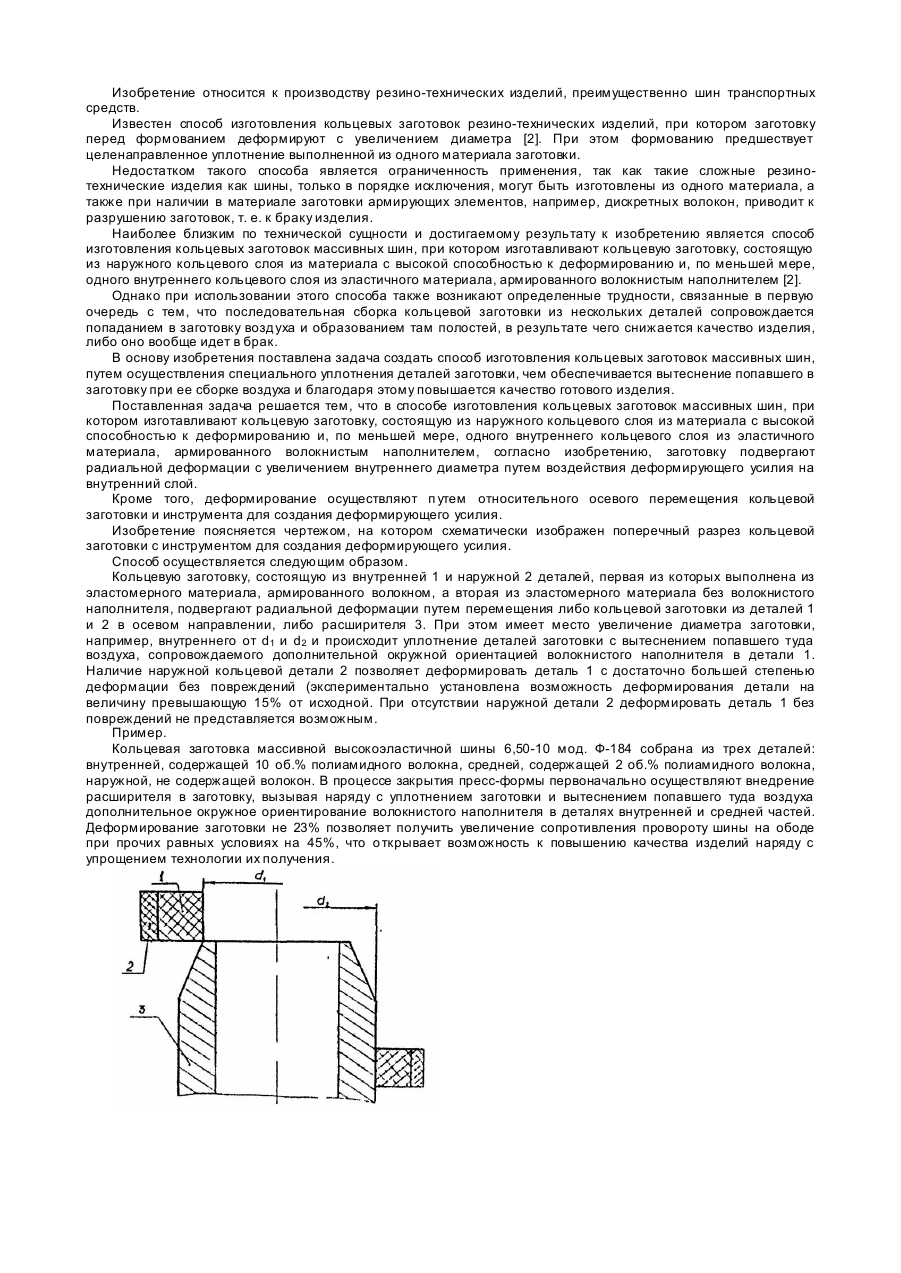
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Столяр Ігор Анатолієвич, Дзюра Євген Антонович
МПК: B29D 30/00, B29C 35/02
Мітки: масивних, спосіб, кільцевих, виготовлення, заготовок, шин
Формула / Реферат:
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб виробництва кільцевих виробів із зовнішнім гребнем
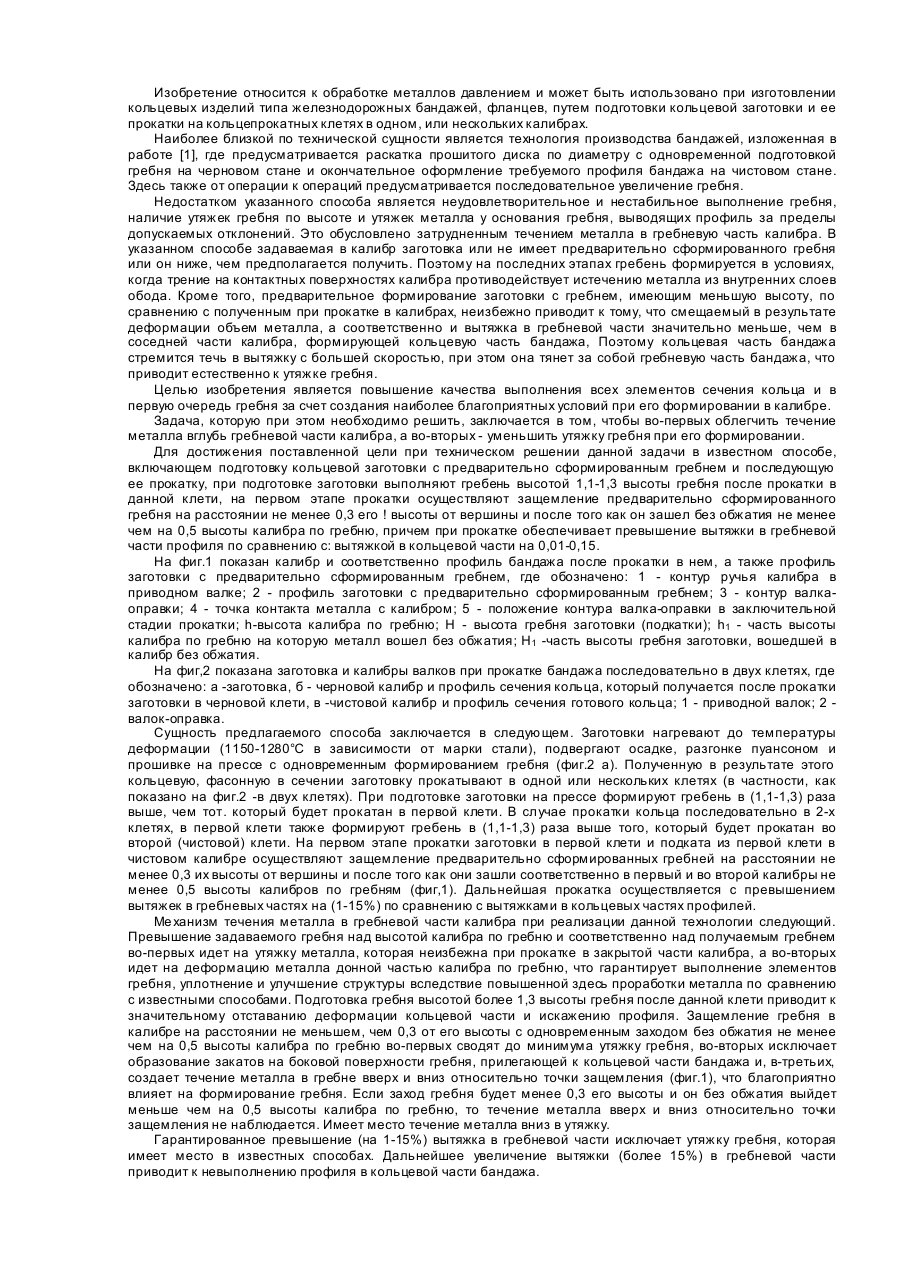
Номер патенту: 19857
Опубліковано: 25.12.1997
Автори: Озимин Віктор Михайлович, Новохатній Володимир Якимович, Яковченко Олександр Васильович, Староселецький Михайло Іліч, Горб Євген Васильович
МПК: B21H 1/00
Мітки: спосіб, гребнем, виробів, зовнішнім, кільцевих, виробництва
Формула / Реферат:
Способ производства кольцевых изделий с наружным гребнем, преимущественно железнодорожных бандажей, содержащий подготовку кольцевой заготовки с гребнем, включающей осадку и прошивку, а также последующую раскатку кольцевой заготовки в одной или нескольких клетях прокатного стана, отличающийся тем, что при подготовке заготовки и раскатке выполняют на заготовке гребень высотой, равной 1,1-1,3 высоты гребня заготовки после прокатки в данной...
Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням
Номер патенту: 10319
Опубліковано: 15.11.2005
Автори: Шуміхін Володимир Сергійович, Потрух Олександр Григорович, Лахненко Володимир Леонідович
МПК: B22D 18/06, B22C 9/00
Мітки: спосіб, вакуумним, одержання, високоміцного, чавуну, всмоктуванням, заготовок, кільцевих
Формула / Реферат:
Спосіб одержання кільцевих заготовок з високоміцного чавуну вакуумним всмоктуванням, що включає всмоктування рідкого чавуну за рахунок створення розрідження, тверднення металу у виливку та злив залишку чавуну, який відрізняється тим, що чавун безупинно модифікують при переливанні, пропускають через шар захисного шлаку, а всмоктування високоміцного чавуну в стопочні форми здійснюють періодично при температурі 1620-1670 К з глибини розплаву, що...
Пристрій для виготовлення профільних кільцевих заготовок
Номер патенту: 52467
Опубліковано: 16.12.2002
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: профільних, виготовлення, пристрій, кільцевих, заготовок
Формула / Реферат:
Пристрій для виготовлення профільних кільцевих заготовок, що містить корпус, який складається з двох частин - верхньої і нижньої, в яких паралельно один до одного встановлені валки, в нижній частині, наприклад три, а у верхній - один або два, напроти один до одного, напроти валків рівномірно по їх довжині виконано пази-калібри, а верхня і нижня частини корпуса з'єднані між собою петлями з можливістю вільного відносного провертання на 90°,...
Попередній патент: Сховище для зберігання сільськогосподарської продукції
Наступний патент: Установка складаних поплавків літального апарата
Випадковий патент: Спосіб корекції цитокінового профілю крові у хворих на рекурентні депресивні розлади