Прес-форма для лиття пластмасового тонкостінного виробу з дном

Формула / Реферат
Прес-форма для лиття пластмасового тонкостінного виробу з дном, яка має площини роз'єму, що дозволяють забезпечити знімання ливникової системи і пластмасового виробу, яка відрізняється тим, що, для забезпечення поетапного знімання ливникової системи і пластмасового виробу, містить рухому втулку, виконану за ходовою посадкою з обоймою і колонкою-тягою, причому колонка-тяга розташована в нерухомій частині прес-форми, а втулка - в рухомій, що дає можливість розбити прес-форму по площинах роз'єму і додає додаткову площину роз'єму по планці, яка розташована перед обоймою і після нерухомої частини прес-форми та необхідна для забезпечення відриву і випадання ливника в багатомісній литтєвій прес-формі.
Текст
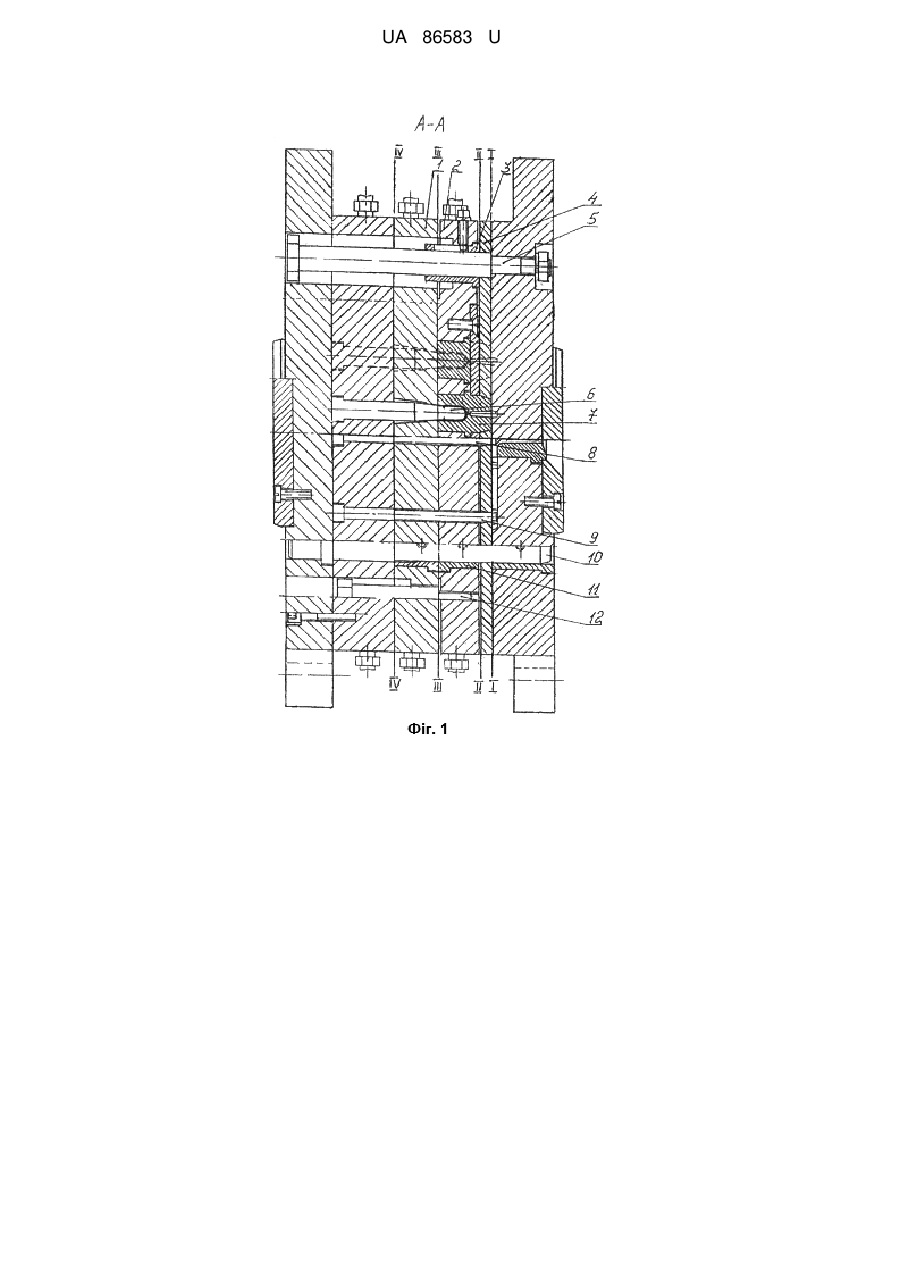
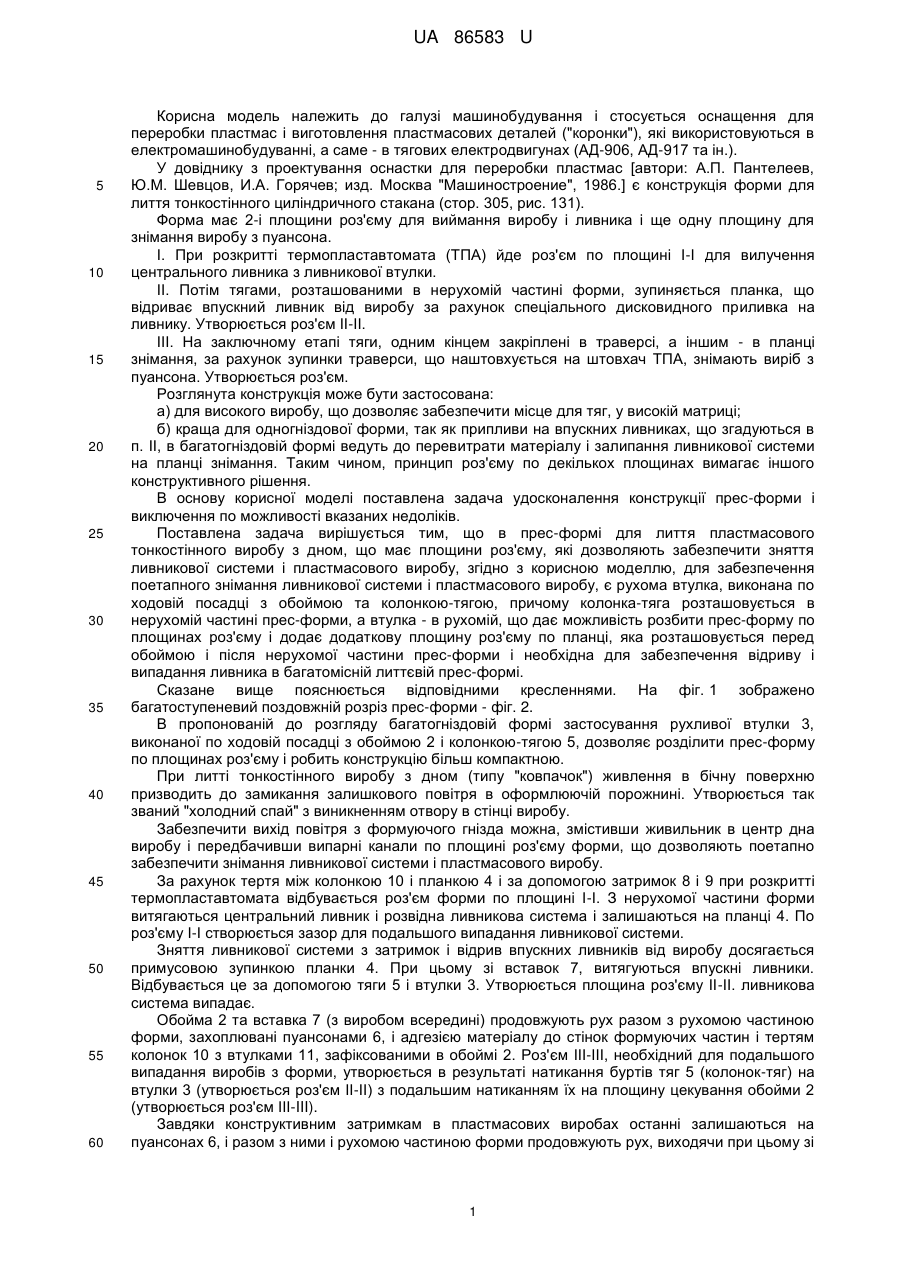
Реферат: UA 86583 U UA 86583 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і стосується оснащення для переробки пластмас і виготовлення пластмасових деталей ("коронки"), які використовуються в електромашинобудуванні, а саме - в тягових електродвигунах (АД-906, АД-917 та ін.). У довіднику з проектування оснастки для переробки пластмас [автори: А.П. Пантелеев, Ю.М. Шевцов, И.А. Горячев; изд. Москва "Машиностроение", 1986.] є конструкція форми для лиття тонкостінного циліндричного стакана (стор. 305, рис. 131). Форма має 2-і площини роз'єму для виймання виробу і ливника і ще одну площину для знімання виробу з пуансона. I. При розкритті термопластавтомата (ТПА) йде роз'єм по площині I-І для вилучення центрального ливника з ливникової втулки. II. Потім тягами, розташованими в нерухомій частині форми, зупиняється планка, що відриває впускний ливник від виробу за рахунок спеціального дисковидного приливка на ливнику. Утворюється роз'єм ІІ-ІІ. III. На заключному етапі тяги, одним кінцем закріплені в траверсі, а іншим - в планці знімання, за рахунок зупинки траверси, що наштовхується на штовхач ТПА, знімають виріб з пуансона. Утворюється роз'єм. Розглянута конструкція може бути застосована: а) для високого виробу, що дозволяє забезпечити місце для тяг, у високій матриці; б) краща для одногніздової форми, так як припливи на впускних ливниках, що згадуються в п. ІІ, в багатогніздовій формі ведуть до перевитрати матеріалу і залипання ливникової системи на планці знімання. Таким чином, принцип роз'єму по декількох площинах вимагає іншого конструктивного рішення. В основу корисної моделі поставлена задача удосконалення конструкції прес-форми і виключення по можливості вказаних недоліків. Поставлена задача вирішується тим, що в прес-формі для лиття пластмасового тонкостінного виробу з дном, що має площини роз'єму, які дозволяють забезпечити зняття ливникової системи і пластмасового виробу, згідно з корисною моделлю, для забезпечення поетапного знімання ливникової системи і пластмасового виробу, є рухома втулка, виконана по ходовій посадці з обоймою та колонкою-тягою, причому колонка-тяга розташовується в нерухомій частині прес-форми, а втулка - в рухомій, що дає можливість розбити прес-форму по площинах роз'єму і додає додаткову площину роз'єму по планці, яка розташовується перед обоймою і після нерухомої частини прес-форми і необхідна для забезпечення відриву і випадання ливника в багатомісній литтєвій прес-формі. Сказане вище пояснюється відповідними кресленнями. На фіг. 1 зображено багатоступеневий поздовжній розріз прес-форми - фіг. 2. В пропонованій до розгляду багатогніздовій формі застосування рухливої втулки 3, виконаної по ходовій посадці з обоймою 2 і колонкою-тягою 5, дозволяє розділити прес-форму по площинах роз'єму і робить конструкцію більш компактною. При литті тонкостінного виробу з дном (типу "ковпачок") живлення в бічну поверхню призводить до замикання залишкового повітря в оформлюючій порожнині. Утворюється так званий "холодний спай" з виникненням отвору в стінці виробу. Забезпечити вихід повітря з формуючого гнізда можна, змістивши живильник в центр дна виробу і передбачивши випарні канали по площині роз'єму форми, що дозволяють поетапно забезпечити знімання ливникової системи і пластмасового виробу. За рахунок тертя між колонкою 10 і планкою 4 і за допомогою затримок 8 і 9 при розкритті термопластавтомата відбувається роз'єм форми по площині I-І. З нерухомої частини форми витягаються центральний ливник і розвідна ливникова система і залишаються на планці 4. По роз'єму I-І створюється зазор для подальшого випадання ливникової системи. Зняття ливникової системи з затримок і відрив впускних ливників від виробу досягається примусовою зупинкою планки 4. При цьому зі вставок 7, витягуються впускні ливники. Відбувається це за допомогою тяги 5 і втулки 3. Утворюється площина роз'єму ІІ-ІІ. ливникова система випадає. Обойма 2 та вставка 7 (з виробом всередині) продовжують рух разом з рухомою частиною форми, захоплювані пуансонами 6, і адгезією матеріалу до стінок формуючих частин і тертям колонок 10 з втулками 11, зафіксованими в обоймі 2. Роз'єм III-III, необхідний для подальшого випадання виробів з форми, утворюється в результаті натикання буртів тяг 5 (колонок-тяг) на втулки 3 (утворюється роз'єм ІІ-ІІ) з подальшим натиканням їх на площину цекування обойми 2 (утворюється роз'єм III-III). Завдяки конструктивним затримкам в пластмасових виробах останні залишаються на пуансонах 6, і разом з ними і рухомою частиною форми продовжують рух, виходячи при цьому зі 1 UA 86583 U 5 вставок 7, що зупинилися. Тяги зняття 12 за допомогою плити 1 знімають вироби з пуансонів 6. Утворюється роз'єм IV-IV. Заданий термопластавтомату хід розкриття форми зупиняє утворення роз'єму IV-IV. За даним типом можна відливати і досить великі, як одно-, так і багатомісні відливки в межах можливостей ТПА, застосовуваного для даного типу відливків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Прес-форма для лиття пластмасового тонкостінного виробу з дном, яка має площини роз'єму, що дозволяють забезпечити знімання ливникової системи і пластмасового виробу, яка відрізняється тим, що, для забезпечення поетапного знімання ливникової системи і пластмасового виробу, містить рухому втулку, виконану за ходовою посадкою з обоймою і колонкою-тягою, причому колонка-тяга розташована в нерухомій частині прес-форми, а втулка в рухомій, що дає можливість розбити прес-форму по площинах роз'єму і додає додаткову площину роз'єму по планці, яка розташована перед обоймою і після нерухомої частини пресформи та необхідна для забезпечення відриву і випадання ливника в багатомісній литтєвій прес-формі. 2 UA 86583 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 43/00
Мітки: тонкостінного, лиття, виробу, дном, пластмасового, прес-форма
Код посилання
<a href="https://ua.patents.su/5-86583-pres-forma-dlya-littya-plastmasovogo-tonkostinnogo-virobu-z-dnom.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для лиття пластмасового тонкостінного виробу з дном</a>
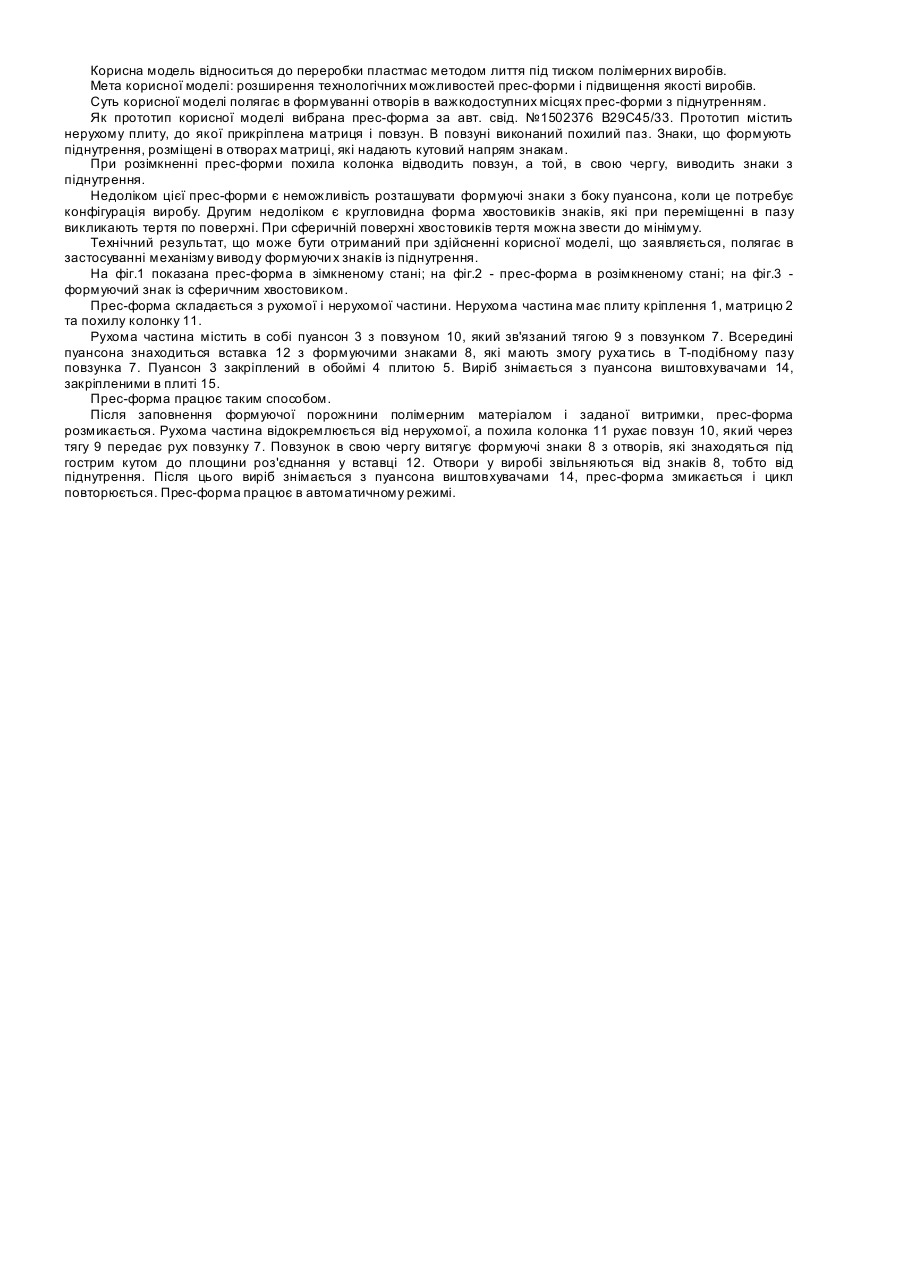
Прес-форма для лиття під тиском полімерних виробів із піднутренням
Номер патенту: 9037
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 45/33
Мітки: піднутренням, прес-форма, лиття, тиском, полімерних, виробів
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів із піднутренням, що містить рухому й нерухому частини, матрицю, пуансон, всередині якого рухається повзунок з формуючими знаками, яка відрізняється тим, що повзунок, який виводить із піднутрення формуючі знаки, має Т-подібний паз, розташований під гострим кутом до площини роз'єднання, і жорстко зв'язаний тягою з повзуном.2. Прес-форма за п.1, яка відрізняється тим, що хвостовики знаків,...
Прес-форма для лиття під тиском полімерів
Номер патенту: 37745
Опубліковано: 15.05.2001
Автори: Бурмістенков Олександр Петрович, Злотенко Борис Миколайович, Костенко Петро Миколайович
МПК: B29C 45/26
Мітки: тиском, полімерів, прес-форма, лиття
Текст:
...по трапляє у перепускний литниковий канал 4, після чого датчик 9 стану розплаву дає команду па ЕОМ, яка керує через виконавчий механізм 10 частотою обертання черв'яка засобу для дроселювання 5 потоку полімеру, що забезпечує перетік розплаву полімеру в рециркуляційний канал 6 із необхідними об'ємними витратами розплаву, що забезпечує вирівнювання тиску розплаву по всій довжині виробу, що відливається, після чого надлишок розплаву...
Прес-форма для лиття під тиском полімерів

Номер патенту: 18318
Опубліковано: 15.11.2006
Автори: Бурмістенков Олександр Петрович, Злотенко Борис Миколайович, Костенко Петро Миколайович
МПК: B29C 45/26
Мітки: прес-форма, лиття, полімерів, тиском
Формула / Реферат:
Прес-форма для лиття під тиском полімерів, яка містить плити з оформлюваними елементами для утворення формувальної порожнини, ливникову систему, яка обігрівається, перепускний ливниковий канал, який з'єднує формувальну порожнину з засобом для дроселювання потоку полімеру, та датчик стану розплаву, що встановлений на виході з формувальної порожнини, яка відрізняється тим, що містить додатковий перепускний ливниковий канал, який утворює...
Прес-форма для лиття під тиском виробів з піднутренням
Номер патенту: 9098
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B29C 45/26
Мітки: лиття, піднутренням, виробів, прес-форма, тиском
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів з пластмас з піднутренням, що має рухому і нерухому частини, плити кріплення, матрицю, пуансон, плити виштовхування, яка відрізняється тим, що механізм виводу з піднутрення складається з механічної пари шибера і повзунка.2. Прес-форма за п. 1, яка відрізняється тим, що повзунок має паз під певним кутом, а шибер - виступ під аналогічним кутом для взаємодії з повзунком.3....
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: матеріалів, порошкових, прес-форма, пресування
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Механізм кріплення магазина
Наступний патент: Спосіб розширення робочого діапазону субмікронних фрикційних демпферів
Випадковий патент: Пристрій автоматичного вмикання резервної нитки двониткової лампи світлофора