Різальний інструмент з покриттям
Номер патенту: 86915
Опубліковано: 10.01.2014
Автори: Торяник Ігор Миколайович, Копєйкіна Марина Юріївна, Новіков Микола Васильович, Клименко Сергій Анатолійович, Турбін Петро Васильович, Кропотов Олександр Юрійович, Береснєв Вячеслав Мартинович, Литовченко Сергій Володимирович
Формула / Реферат
Різальний інструмент з покриттям, що містить робочу частину з полікристалічного надтвердого матеріалу (ПНТМ) на основі кубічного нітриду бору (cBN) і зносостійке іонно-плазмове покриття, який відрізняється тим, що зносостійке іонно-плазмове покриття виконане з нітриду бору (BN) у аморфному або аморфно-кристалічному стані.
Текст
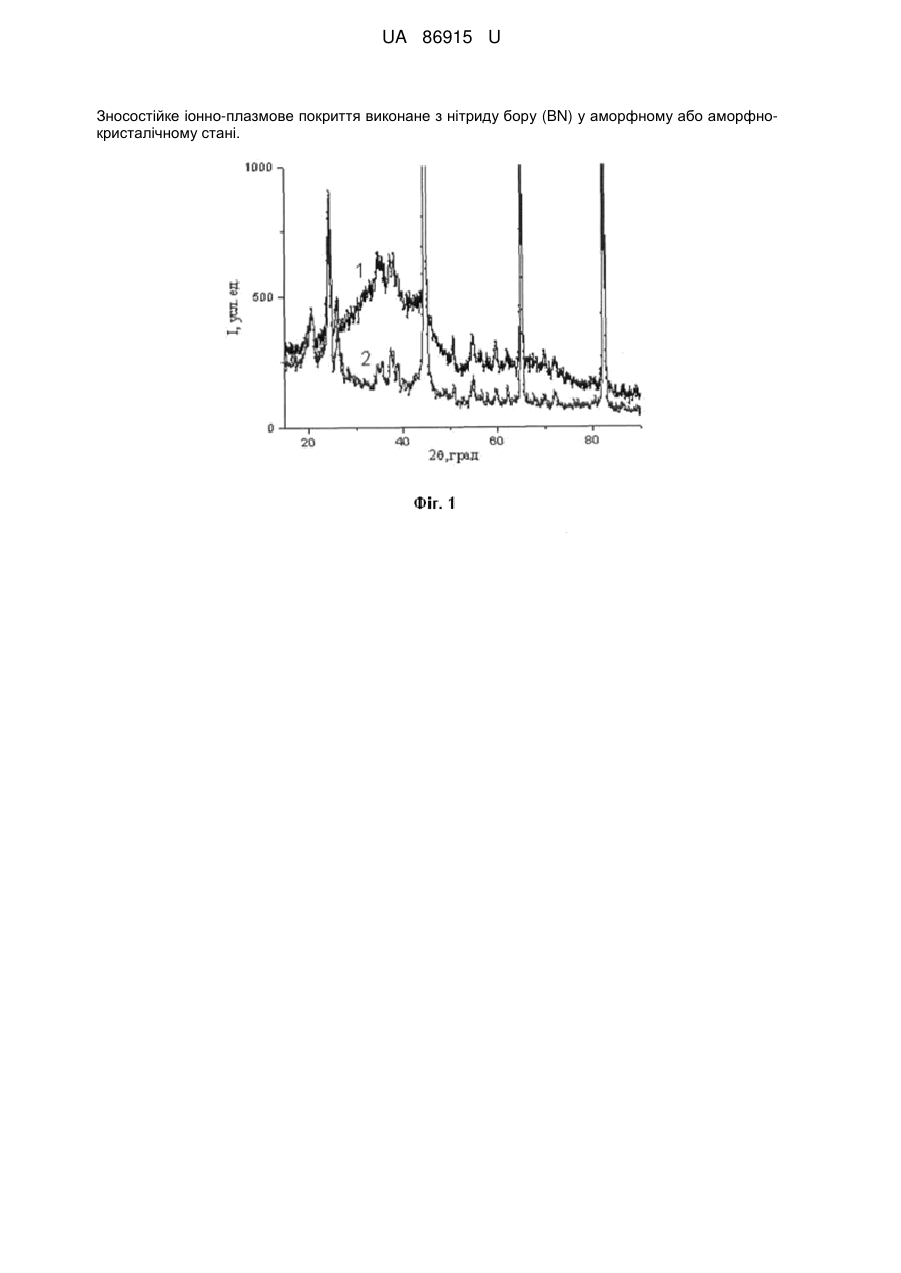
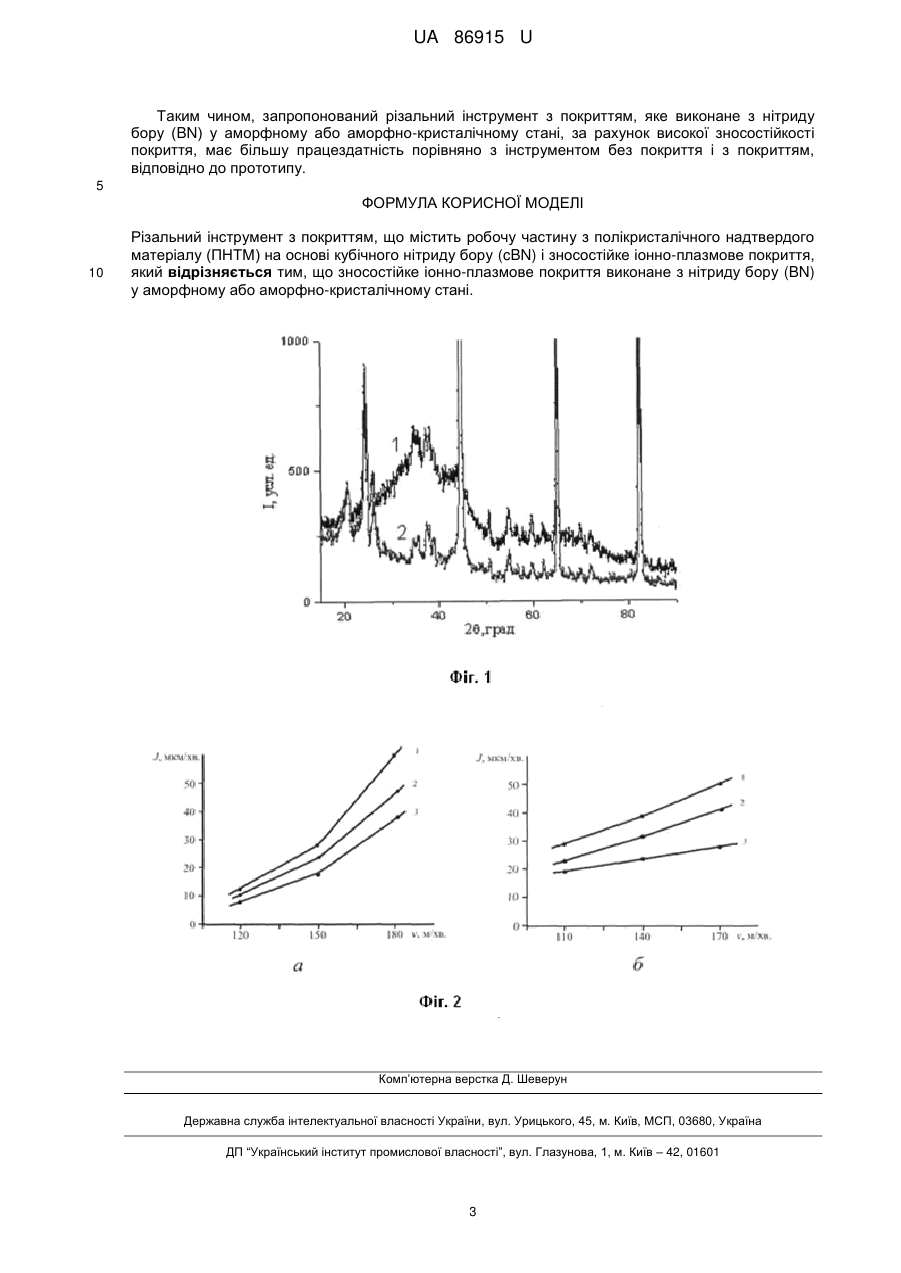
Реферат: Різальний інструмент з покриттям містить робочу частину з полікристалічного надтвердого матеріалу (ПНТМ) на основі кубічного нітриду бору (cBN) і зносостійке іонно-плазмове покриття. UA 86915 U (12) UA 86915 U Зносостійке іонно-плазмове покриття виконане з нітриду бору (BN) у аморфному або аморфнокристалічному стані. UA 86915 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до різального інструмента, на робочу поверхню якого нанесено зносостійке покриття. Інструмент оснащений полікристалічними надтвердими матеріалами (ПНТМ) на основі кубічного нітриду бору (cBN) і може бути застосований в інструментальному виробництві та металообробці. В інструментальному виробництві існує проблема обробки важкооброблюваних матеріалів загартованих сталей, вибілених та легованих чавунів тощо, яка потребує швидкостей, вищих за 1,0-1,5 м/с. Під час роботи з високими швидкостями різання в зоні обробки зазначених матеріалів досягається температура >1000 °С, що призводить до необхідності використовувати різальний інструмент із матеріалів, які витримують таку температуру, наприклад з ПНТМ на основі cBN. Проте, враховуючи значну вартість інструментів з ПНТМ на основі cBN, вони потребують розробки ефективних шляхів підвищення працездатності, які засновані на керуванні механікою і фізико-хімією контактної взаємодії інструменту та оброблюваного матеріалу. Таким підходом є створення на інструменті захисного PVD-покриття, яке перерозподіляє напруження на поверхнях різального інструменту, змінює коефіцієнт тертя і, як наслідок, силу і температуру різання. Є відомим різальний інструмент з тришаровим покриттям, котрий містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття, в якому проміжний шар виконано з нітриду титану, який відрізняється тим, що верхній шар покриття виконано з оксиду алюмінію, а нижній його шар - з титану (Різальний інструмент з тришаровим покриттям /М.О. Азаренков, В.М. Береснєв, С.А. Клименко та ін. //Патент України № 89923, бюл. "Промислова власність". - 2010. - № 5). Основним недоліком такого покриття, є високий ступінь залишкових напружень, які виникають в процесі його формування, і які обумовлені двома факторами - невідповідністю коефіцієнтів лінійного розширення матеріалів покриття та основи, на якому воно сформовано, а також дефектністю структури самого покриття. Як відомо, залишкові напруження від дії цих факторів співвідносяться як (0,28-0,32) до (0,68-0,72). Значний рівень залишкових напружень, що мають місце у покритті, обумовлює пониження властивостей різального інструменту з покриттям щодо можливостей опору напруженням, які діють під час використання інструменту у процесі обробки. Найбільш близьким за сукупністю ознак до корисної моделі, що заявляється, є різальний інструмент з двошаровим нанокристалічним покриттям, що містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття товщиною 6,0 мкм, яке відрізняється тим, що зносостійке іонно-плазмове покриття виконане у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,5 мкм, із титану і верхнього зовнішнього шару покриття із нанокристалічних нітридів титану, гафнію та нанокристалічного або аморфного нітриду кремнію. (Різальний інструмент з двошаровим нанокристалічним покриттям /М.О. Азаренков, В.М. Береснєв, С.А. Клименко та ін. //Патент України № 96908, бюл. "Промислова власність". - 2011. - № 23). Основним недоліком такого покриття є також високий ступінь залишкових напружень, що обумовлює пониження властивостей різального інструменту з покриттям щодо можливостей опору напруженням, які діють під час використання інструменту у процесі обробки. Відоме покриття на різальному інструменті має недостатньо високу стійкість до утворення тріщин, а також міцність зчеплення його з поверхнею різальної пластини з ПНТМ на основі cBN і шарів покриття між собою, в результаті чого на етапі припрацювання різальний інструмент руйнується внаслідок процесів утворення тріщин в його поверхневих шарах, на етапі сталої роботи має підвищену швидкість зношування і втрачає працездатність за малий період часу. Різальний інструмент з відомим покриттям не дозволяє обробляти загартовані сталі зі швидкостями >1,0-1,5 м/с, що не забезпечує продуктивність процесу різання при обробці виробів з важкооброблюваних матеріалів. Це пов'язане з досить високим рівнем тертя на робочих поверхнях інструменту в діапазоні термобаричного навантаження, яке відповідає високій працездатності інструменту та забезпечує отримання потрібної якості обробленої поверхні. В основу корисної моделі поставлено задачу створення різального інструменту з покриттям, яке б розширило номенклатуру оброблюваних матеріалів та підвищило продуктивність обробки за рахунок зниження рівня залишкових напружень в поверхневому шарі інструменту, а також зменшення температури на контактних ділянках інструменту в наслідок пониження коефіцієнту тертя. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у наступному. 1 UA 86915 U 5 10 15 20 25 30 35 40 45 50 55 60 Для вирішення поставленої задачі створено різальний інструмент, оснащений ПНТМ на основі cBN з покриттям, яке являє собою нітрид бору (BN) у аморфному або аморфнокристалічному стані (твердість по Кнупу 17 ГПа, модуль Юнга 220 ГПа). Як відомо, матеріали в аморфному або аморфно-кристалічному стані, за рахунок одночасної наявності високої твердості та пластичності, характеризуються підвищеними триботехнічними властивостями. Інструментальна основа різального інструменту оснащена ПНТМ на основі cBN. Технічний результат при використанні запропонованого інструменту з покриттям з аморфною структурою досягається за рахунок того, що на поверхнях контакту інструменту із стружкою і виробом, який обробляється, знижуються температури у зв'язку із зменшенням коефіцієнта тертя. Зменшення рівня залишкових напружень в покритті має місце у зв'язку з тим, що саме покриття та інструментальна основа, на якій воно формується, близькі за хімічним складом, а структура покриття є аморфною. Перше призводить до зниження рівня залишкових напружень, за які відповідає різниця величин коефіцієнтів термічного розширення компонентів в композиті покриття-основа, друге пов'язане з відносною однорідністю матеріалу покриття. Наявність покриття на робочих поверхнях інструменту призводить до перерозподілу напружень, які формуються в інструменті при його навантаженні силами різання - нормальні і дотичні напруження на передній та задній поверхнях інструменту знижуються у зв'язку з мінімізацією тертя. Зниження напруг в різальному інструменті пов'язано зі зменшенням залишкових напружень в покритті та зменшенням напруг, які обумовлені термобаричним навантаження в процесі різання, особливо, на етапі припрацювання, сприяє підвищенню надійності експлуатації інструменту в умовах динамічного навантаження. У подальшому це сприяє підвищенню загальної стійкості інструменту та дозволяє збільшити продуктивність обробки за рахунок росту режимів різання. Приклад конкретної реалізації корисної моделі. Покриття формувалось способом вакуумно-дугового осадження на установці, яка оснащена двома магнетронами та автономним джерелом живлення магнетронної системи. Вакуумна камера мала вид бочки (діаметр ~750 мм, об'єм ~96 л), яка виготовлена зі стали 12X18Н9Т. Система відкачування створює і підтримує вакуум в робочому об'ємі установки. Відкачування вакуумної камери виконувалось за допомогою форвакуумного і високовакуумного насосів. Як робочий газ використовувався аргон. Покриття системи BN було створено шляхом розпилення мішені з гексагонального BN. Як основа різальної пластини використано зразки з ПНТМ на основі cBN марки «борсиніт» (твердість 36-40 ГПа). Пластини, що напилювалися, були встановлені на підложці, яка находилась зверху на відстані 60 мм від поверхні мішені. Іонна чистка поверхні перед нанесенням покриття виконувалась ВЧ-розрядом - 1 година при -2 -1 напрузі 800 В і тиску 210 Па. Осадження виконувалось при тиску аргону РАr=210 Па, струмі 2,0 А, напруга в розряді 500 В, час осадження - 35 хвилин. Зразки, що оброблялись, знаходилися під потенціалом землі. Товщина сформованого покриття ~6,0 мкм. Твердість и модуль Юнга покриття оцінювали методом алмазного індентування на твердомірі ТК-2М. На Фіг. 1 наведено рентгенограма зразка з покриттям (1 - покриття, 2 -основа). Широке гало на рентгенограмі свідчить про аморфний стан матеріалу покриття або його аморфнокристалічний стан у значному ступені аморфізації. Розрахунки розміру області упорядкування підтверджують це ~ Rm=1 нм. Опробування працездатності інструменту із покриттям виконано при обробці загартованих сталей ХВГ (60 HRC) і ШХ15 (60 HRC) на токарно-гвинторізному верстаті ФТ11. Інструмент був оснащеній різальними пластинами RNMN 070300 без покриття і з покриттям. Результати досліджень наведені на Фіг. 2, а саме наведені залежності швидкості зношування інструментів від швидкості різання на при точінні загартованих сталей ХВГ (а) і ШХ15 (б). Як випливає з наведених результатів, різальні інструменті, оснащені ПНТМ на основі cBN з захисним покриттям, згідно з корисної моделлю, що заявляється (3), мають при точінні загартованих сталей більшу стійкість ніж різальні інструменти, оснащені ПНТМ на основі cBN з покриттям, згідно з прототипом (2), а також ПНТМ на основі cBN без покриття (1). У першому випадку стійкість інструменту зростає в 1,2-1,65 рази, у другому - в 1,5-2,1 рази. Крім того більша ефективність інструменту має місце при роботі з більш високими швидкостями різання, що дозволяє підвищити продуктивність процесу обробки. 2 UA 86915 U Таким чином, запропонований різальний інструмент з покриттям, яке виконане з нітриду бору (BN) у аморфному або аморфно-кристалічному стані, за рахунок високої зносостійкості покриття, має більшу працездатність порівняно з інструментом без покриття і з покриттям, відповідно до прототипу. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Різальний інструмент з покриттям, що містить робочу частину з полікристалічного надтвердого матеріалу (ПНТМ) на основі кубічного нітриду бору (cBN) і зносостійке іонно-плазмове покриття, який відрізняється тим, що зносостійке іонно-плазмове покриття виконане з нітриду бору (BN) у аморфному або аморфно-кристалічному стані. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюNovikov Mykola Vasyliovych, Klymenko Serhii Anatoliiovych, Beresniev Viacheslav Martynovych, Kopieikina Maryna Yuriivna, Kropotov Oleksandr Yuriiovych, Turbin Petro Vasyliovych
Автори російськоюНовиков Николай Васильевич, Клименко Сергей Анатольевич, Береснев Вячеслав Мартынович, Копейкина Марина Юрьевна, Кропотов Александр Юрьевич, Турбин Петр Васильевич
МПК / Мітки
МПК: C23C 14/06
Мітки: інструмент, покриттям, різальний
Код посилання
<a href="https://ua.patents.su/5-86915-rizalnijj-instrument-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Різальний інструмент з покриттям</a>
Різальний інструмент з тришаровим покриттям
Номер патенту: 89923
Опубліковано: 10.03.2010
Автори: Копєйкіна Марина Юріївна, Азарєнков Микола Олексійович, Фареник Володимир Іванович, Маліков Леонід Васильович, Погребняк Олександр Дмитрович, Береснєв Вячеслав Мартинович, Турбін Петро Васильович, Гриценко Валерій Іванович, Литовченко Сергій Володимирович, Клименко Сергій Анатолійович
МПК: B23B 27/14, C23C 14/06, C23C 14/08, C23C 14/14
Мітки: тришаровим, покриттям, різальний, інструмент
Формула / Реферат:
1. Різальний інструмент з тришаровим покриттям, котрий містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття, в якому проміжний шар виконано з нітриду титану, який відрізняється тим, що верхній шар покриття виконано з оксиду алюмінію, а нижній його шар - з титану.2. Різальний інструмент за п. 1, який відрізняється тим, що верхній шар покриття виконано товщиною 2,0 мкм.3. Різальний інструмент за...
Різальний інструмент з двошаровим нанокристалічним покриттям
Номер патенту: 96908
Опубліковано: 12.12.2011
Автори: Литовченко Сергій Володимирович, Погребняк Олександр Дмитрович, Чишкала Володимир Олексійович, Клименко Сергій Анатолійович, Береснєв Вячеслав Мартинович, Азарєнков Микола Олексійович, Турбін Петро Васильович, Грудницький Вадим Володимирович, Колесніков Дмитро Олександрович, Гриценко Валерій Іванович
МПК: C23C 14/06, B82B 1/00, B23B 27/14, C23C 14/48
Мітки: покриттям, двошаровим, інструмент, різальний, нанокристалічним
Формула / Реферат:
1. Різальний інструмент з двошаровим нанокристалічним покриттям, що містить інструментальну основу з твердого сплаву і зносостійке іонно-плазмове покриття товщиною 6,0 мкм, який відрізняється тим, що зносостійке іонно-плазмове покриття виконане у вигляді нижнього шару покриття, нанесеного безпосередньо на поверхню інструментальної основи товщиною 0,5 мкм, із титану і верхнього зовнішнього шару покриття із нанокристалічних нітридів титану,...
Різальний інструмент

Номер патенту: 51510
Опубліковано: 26.07.2010
Автор: Ковальов Денис Геннадійович
МПК: B23B 27/14
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, який вміщує державку, блок, клиновидний тримач, гвинт, який фіксує тримач, напрямну шпонку, гвинт, що закріплює її до державки, ріжучу пластину, опорну пластину, що встановлена через розрізний штифт, притискач, який утримується гвинтом, який відрізняється тим, що ріжуча пластина має L-подібну форму, напрямна шпонка, довжина якої дорівнює 1/2 довжини блока, розташована на виступі опорної поверхні державки, при цьому...
Різальний інструмент
Номер патенту: 57353
Опубліковано: 25.02.2011
Автори: Девін Леонід Миколайович, Осадчий Олександр Анатолійович
МПК: B23B 27/16
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить державку, оснащену різальною пластиною, яка встановлена між вставками, виготовленими з матеріалу, що має високі демпфуючі властивості, який відрізняється тим, що, з метою покращення якості обробленої поверхні за рахунок підвищення вібростійкості, нижня вставка виконана у вигляді сепаратора, що має паз під різальну пластину, при цьому різальна пластина повністю ізольована від державки високодемпфуючим...
Різальний інструмент

Номер патенту: 32230
Опубліковано: 12.05.2008
Автори: Гузенко Віталій Семенович, Полупан Іван Іванович
МПК: B23B 27/16
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що складається з державки, оправки, різальної пластини, встановленої циліндричним отвором на циліндричний виступ оправки, гвинта та закріплюючого елемента, який відрізняється тим, що торцева поверхня циліндричного виступу оправки виконана конічною, а закріплюючий елемент виконаний у вигляді пружної розрізної втулки, що контактує своєю конічною ділянкою з конічною торцевою поверхнею циліндричного виступу оправки, а...
Попередній патент: Універсальний пристрій для очищення питної води
Наступний патент: Обігрівальна панель з функцією бойлера
Випадковий патент: Атрактант для риб