Спосіб автоматизованого управління виробництвом рослинної олії
Номер патенту: 87097
Опубліковано: 27.01.2014
Автори: Воінова Світлана Олександрівна, Грабарчук Андрій Андрійович, Муратов Віктор Георгійович

Формула / Реферат
Спосіб автоматизованого управління виробництвом рослинної олії, що включає вимірювання і регулювання температури у першій та другій зонах екструдера пресу шляхом зміни ступеня навантаження електронагрівачів, вимірювання і регулювання струму навантаження електроприводу екструдера пресу шляхом зміни швидкості обертання шнека-дозатора сировини, компенсації впливу перехресного зв'язку з контуру регулювання струму навантаження електроприводу екструдера на контур регулювання температури у другій зоні екструдера пресу, який відрізняється тим, що за значенням зміни швидкості обертання шнека-дозатора сировини за допомогою упереджувача Сміта компенсують транспортне запізнення у контурі регулювання струму навантаження електроприводу екструдера пресу.
Текст
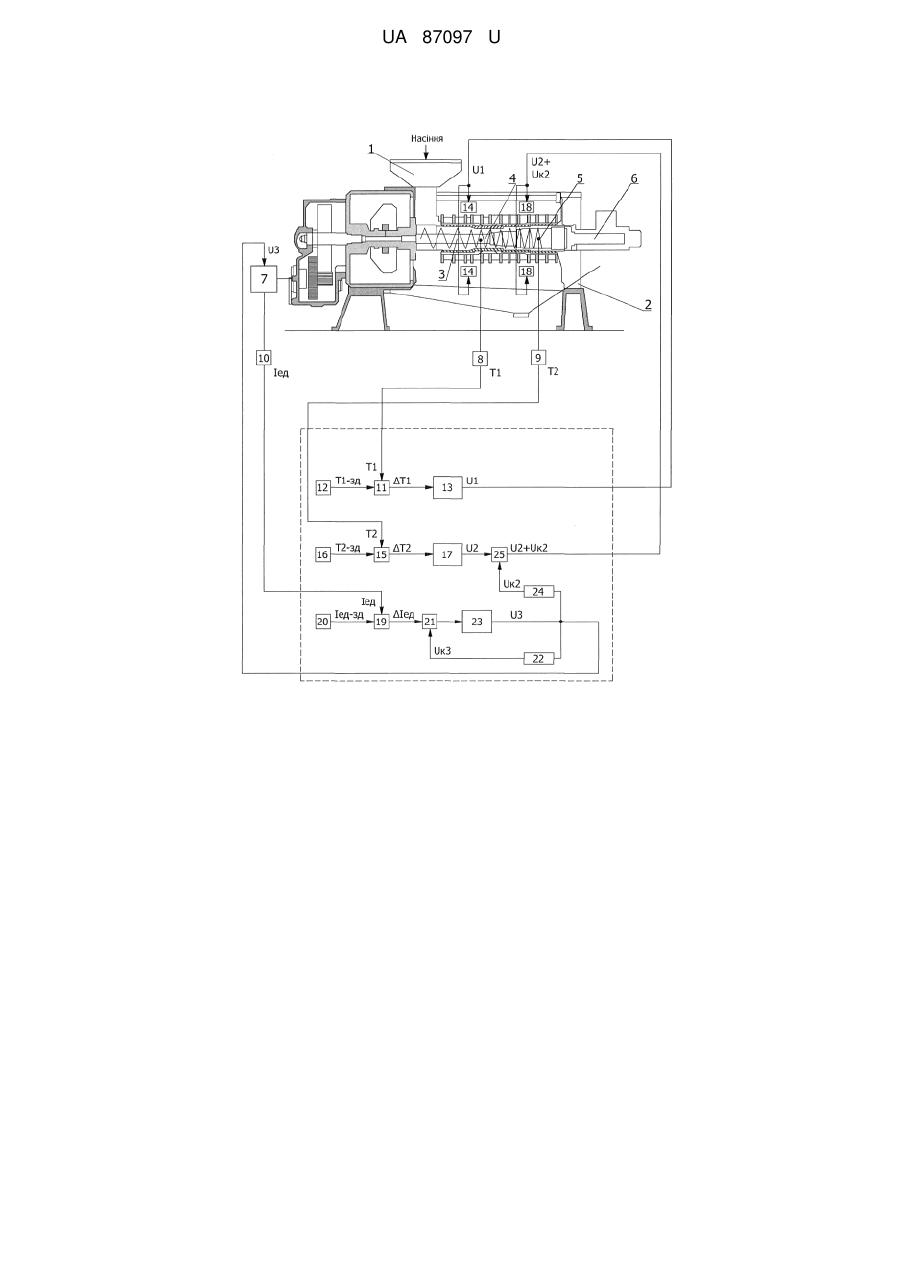
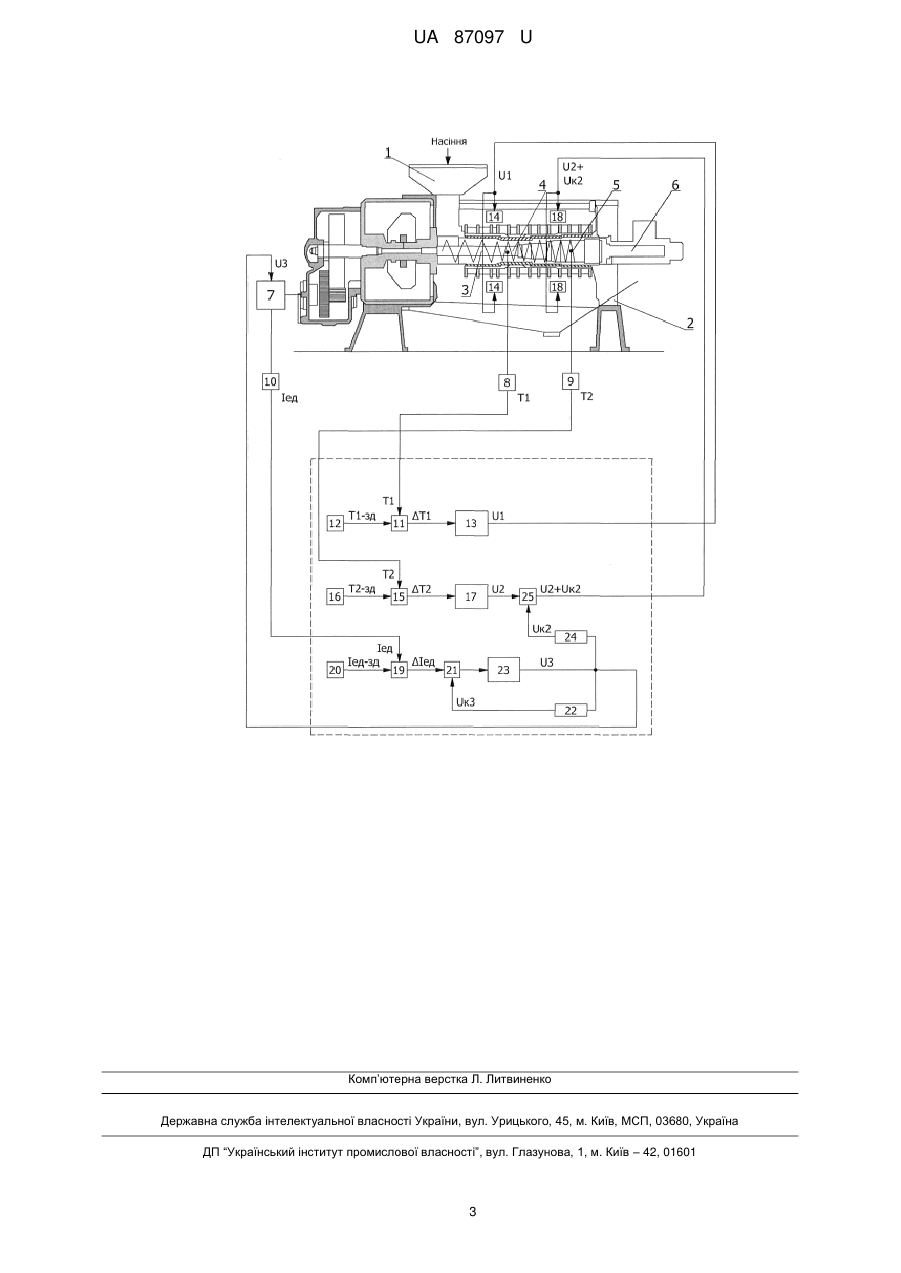
Реферат: UA 87097 U UA 87097 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до техніки виробництва рослинної олії методом пресування. Запропонований спосіб знайде використання в олійно-жировій та інших галузях промисловості, де використовується пресування. Відомі різноманітні способи автоматизованого управління процесом пресування рослинних олій, які відрізняються технологічними схемами, кількістю регульованих параметрів та методами управління. Відомий спосіб автоматичного управління виробництва рослинної олії складається з вимірювання і регулювання температури жаріння м'ятки та мезги в чанних жаровнях шляхом зміни витрат гарячої водяної пари, вимірювання струму навантаження електродвигуна пресаекструдера [Н.Ф. Васильєв, Л.Н. Федоровский. Автоматизация масло-экстракционного производства. -М.: Пищевая промышленность, 1979. - С.115, рис.5.1]. Недоліком розглянутого способу є те, що система автоматичного регулювання не забезпечує належної якості та динамічної точності регулювання за рахунок наявності істотного транспортного запізнення в контурі регулювання струму навантаження електропривода екструдера пресу. Також відомій спосіб автоматичного управління виробництвом рослинних олій, що складається з вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, вимірювання і регулювання струму навантаження електродвигуна преса-екструдера шляхом зміни витрат сировини - насіння олійних культур на його вході та її магнітного сепарування від метало домішок [Пресс двошнековый для производства растительных масел ППРМ 23/380-210 (ТУУ 22716555-137-99) Паспорт и инструкция по эксплуатации. - Харьков: АО "РОСС", 2000.]. Недоліком розглянутого способу є те, що система автоматичного регулювання не забезпечує належної якості та динамічної точності регулювання за рахунок наявності істотного транспортного запізнення в контурі регулювання струму навантаження електропривода екструдера пресу. Найбільш близьким до запропонованого є спосіб автоматично керованого виробництва рослинних олій методом пресування, який вибраний як прототип, що складається з вимірювання і регулювання температури у першій та другій зонах екструдера пресу шляхом зміни ступеня навантаження електронагрівачів, вимірювання і регулювання струму навантаження електропривода екструдера пресу шляхом зміни швидкості обертання шнекадозатора сировини, компенсації впливу перехресного зв'язку з контуру регулювання струму навантаження електропривода екструдера на контур регулювання температури у другій зоні екструдера пресу [Патент №41744 Україна, МПК С11В 3/00, Спосіб автоматично керованого виробництва рослинних олій методом пресування / Доскач М.В., Муратов В.Г., заявл. 28.11.2008, опубл. 10.06.2009]. Загальними рисами прототипу та запропонованого способу є: вимірювання і регулювання температури у першій та другій зонах екструдера пресу шляхом зміни ступеня навантаження електронагрівачів, вимірювання і регулювання струму навантаження електропривода екструдера пресу шляхом зміни швидкості обертання шнека-дозатора сировини, компенсація впливу перехресного зв'язку з контуру регулювання струму навантаження електропривода екструдера на контур регулювання температури у другій зоні екструдера пресу. Недоліком розглянутого способу є те, що система автоматичного регулювання не забезпечує належної якості та динамічної точності регулювання за рахунок наявності істотного транспортного запізнення в контурі регулювання струму навантаження електропривода екструдера пресу. В основу корисної моделі поставлена задача підвищення динамічної точності регулювання параметрів технологічного процесу виробництва рослинних олій методом пресування, що призведе до зростання якості готового продукту і подовження строку роботи технологічного обладнання. Поставлена задача вирішується тим, що вимірювання і регулювання температури у першій та другій зонах екструдера пресу шляхом зміни ступеня навантаження електронагрівачів, вимірювання і регулювання струму навантаження електропривода екструдера пресу шляхом зміни швидкості обертання шнека-дозатора сировини, компенсації впливу перехресного зв'язку з контуру регулювання струму навантаження електропривода екструдера на контур регулювання температури у другій зоні екструдера пресу. Крім цього, згідно з корисною моделлю, за значенням зміни швидкості обертання шнека-дозатора сировини за допомогою упереджувача Сміта компенсують істотне транспортне запізнення у контурі регулювання струму навантаження електропривода екструдера пресу. Суть корисної моделі пояснює креслення. 1 UA 87097 U 5 10 15 20 25 30 35 40 45 50 55 На кресленні приведено структурну схему запропонованого способу автоматичного управління, який реалізується наступним чином. Насіння надходить до завантажувального бункера 1 пресу 2. За допомогою шнека 3 мезга просувається через першу та другу зони (4, 5 відповідно) пресу, де відбувається її нагрівання до заданої температури (Т1, Т2 відповідно) і витягання олії в зеєрній камері 6. Шнек обертається за допомогою електродвигуна 7. Управління технологічним процесом відбувається наступним чином. Поточне значення температури в першій зоні пресу Т1 вимірюється за допомогою датчика температури 8. Поточне значення температури в другій зоні пресу Т2 вимірюється за допомогою датчика температури 9. Поточне значення сили струму навантаження електродвигуна пресу Іед вимірюється за допомогою амперметру 10 із вбудованим в нього датчиком - вимірювальним трансформатором струму. Сигнал поточного значення температури Т1 від датчика 8 надходить до суматора 11, де порівнюється з сигналом завдання температури в першій зоні пресу T1-зд, який надходить від задатчика температури 12. Отриманий сигнал розбалансу ΔT1 з суматора 11 надходить до регулятора 13, який формує широтно-імпульсний вихідний сигнал - керуючу дію U1, який надходить до ТЕНів 14, змінюючи їхню електричну потужність (ступінь навантаження) шляхом зміни співвідношення часу та періоду відкриття/ закриття електричного живлення цих ТЕНів. Аналогічно, сигнал поточного значення температури Т2 від датчика 9 надходить до суматора 15, де порівнюється з сигналом завдання температури в другій зоні пресу Т2-зд, який надходить від задатчика температури 16. Сигнал розбалансу АТ2 з суматора 15 надходить до регулятора 17, який формує керуючу дію U2 зміни ступеня навантаження ТЕНів 18 у другій зоні. Сигнал поточного значення сили струму Іед від датчика 10 надходить до суматора 19, де порівнюється з сигналом завдання сили струму Іед-зд, який надходить від задатчика 20. Сигнал розбалансу ΔІед з суматора 19 надходить до суматора 21, де підсумовується із сигналом, що надходить від упереджувала Сміта 22. Отриманий сигнал надходить до регулятора 23, що формує керуючу дію U3, яка у вигляді зміни частоти електроживлення електродвигуна 7 змінює швидкість його обертання. Шкідливий вплив перехресного зв'язку об'єкту управління з контуру регулювання сили струму електродвигуна на контур регулювання температури у другій зоні пресу компенсується корегуючим зв'язком 24, сигнал з якого Uк2 на суматорі 25 підсумовується з сигналом керуючої дії U2. Широтно-імпульсний сигнал управління U2+Uк2 надходить до ТЕНів 18, змінюючи їхню електричну потужність за рахунок зміни співвідношення часу та періоду вмикання та вимикання електроживлення цих ТЕНів. Для компенсації транспортного запізнення у контурі регулювання сили струму електродвигуна використовують упереджувач Сміта 22, на вхід якого подають сигнал значення швидкості обертання шнека-дозатора сировини. Вихідний сигнал упереджувача Сміта Uк3 підсумовується в суматорі 21 з сигналом розбалансу ΔІед і отриманий таким чином відкорегований сигнал направляють в регулятор 23. Блоки 11-13, 15-17, 19-25 можуть бути виконані за допомогою мікропроцесорного контролера або персонального комп'ютера, зв'язаного з пресом-екструдером за допомогою типових пристроїв зв'язку з об'єктом. Імітаційне моделювання на ЕОМ підтвердило ефективність запропонованого способу автоматизованого управління. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб автоматизованого управління виробництвом рослинної олії, що включає вимірювання і регулювання температури у першій та другій зонах екструдера пресу шляхом зміни ступеня навантаження електронагрівачів, вимірювання і регулювання струму навантаження електропривода екструдера пресу шляхом зміни швидкості обертання шнека-дозатора сировини, компенсації впливу перехресного зв'язку з контуру регулювання струму навантаження електропривода екструдера на контур регулювання температури у другій зоні екструдера пресу, який відрізняється тим, що за значенням зміни швидкості обертання шнекадозатора сировини за допомогою упереджувача Сміта компенсують транспортне запізнення у контурі регулювання струму навантаження електропривода екструдера пресу. 2 UA 87097 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюMuratov Viktor Heorhiiovych, Voinova Svitlana Oleksandrivna
Автори російськоюМуратов Виктор Георгиевич, Воинова Светлана Александровна
МПК / Мітки
МПК: C11B 3/00
Мітки: автоматизованого, спосіб, виробництвом, рослинної, управління, олії
Код посилання
<a href="https://ua.patents.su/5-87097-sposib-avtomatizovanogo-upravlinnya-virobnictvom-roslinno-oli.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматизованого управління виробництвом рослинної олії</a>
Спосіб гарантуючого управління виробництвом рослинних олій методом пресування
Номер патенту: 42891
Опубліковано: 27.07.2009
Автор: Доскач Мар'яна Володимирівна
МПК: C11B 3/00
Мітки: гарантуючого, виробництвом, спосіб, методом, управління, олій, пресування, рослинних
Формула / Реферат:
Спосіб гарантуючого управління виробництвом рослинних олій методом пресування, що включає в себе вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, магнітне сепарування металодомішок із сировини, який відрізняється тим, що зону нагріву...
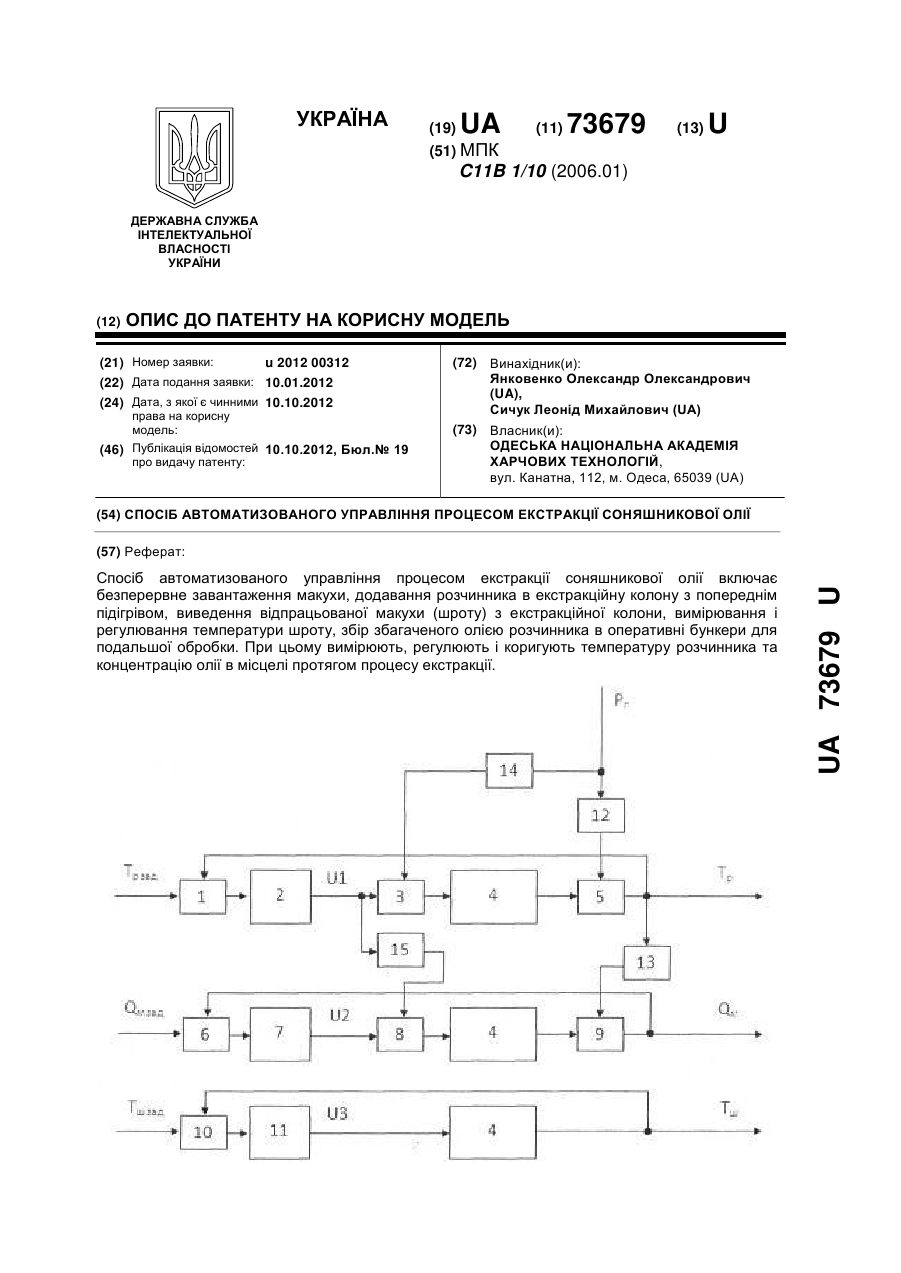
Спосіб автоматизованого управління процесом екстракції соняшникової олії
Номер патенту: 73679
Опубліковано: 10.10.2012
Автори: Янковенко Олександр Олександрович, Сичук Леонід Михайлович
МПК: C11B 1/10
Мітки: екстракції, процесом, автоматизованого, соняшникової, олії, спосіб, управління
Формула / Реферат:
Спосіб автоматизованого управління процесом екстракції соняшникової олії, який включає безперервне завантаження макухи за допомогою гвинтового шнека, додавання розчинника в екстракційну колону з попереднім підігрівом за допомогою теплообмінника, виведення відпрацьованої макухи (шроту) з екстракційної колони за допомогою шнека, збір збагаченого олією розчинника в оперативні бункери для подальшої обробки, який відрізняється тим, що вимірюють і...
Спосіб автоматичного управління екструдером
Номер патенту: 70815
Опубліковано: 25.06.2012
Автори: Трішин Федір Анатолійович, Макаренко Тетяна Анатоліївна
МПК: A23P 1/12, A23N 17/00, B29C 47/00
Мітки: автоматичного, спосіб, екструдером, управління
Формула / Реферат:
Спосіб автоматичного управління екструдером, який включає вимірювання вологості та температури продукту і регулювання температури та вологості в екструдері, який відрізняється тим, що додатково компенсують вплив каналу регулювання вологості відносно каналу регулювання температури екструдування шляхом введення корегуючого зв'язку, який забезпечує автономність цих контурів.
Прес для віджимання рослинної олії
Номер патенту: 31311
Опубліковано: 15.12.2000
Автор: Гроза Андрій Дмитрович
МПК: C11B 1/06
Мітки: олії, віджимання, рослинної, прес
Текст:
...зменшення її розмірів , що дозволяє при помірних силах стискання дисків одержати всередині ЇЇ тиск вище 1000 атм . Це дає змогу ефективно використовувати винахід для пресування макухи , що виходить з екструдерів , а також і для прямого віджимання олії з насіння , що містить олію . Сутність запропонованого технічного рішення пояснується кресленням, де на фіг. 1 - вигляд пресу в поперечному розрізі, на фіг. 2 - його вид А-А в...
Система автоматизованого керування виробництвом товарної продукції

Номер патенту: 19032
Опубліковано: 15.11.2006
Автори: Суков Геннадій Сергійович, Листопад Олексій Петрович, Волошин Олексій Іванович, Чибісов Юрій Володимирович, Панков Віктор Андрійович, Скудар Георгій Маркович
МПК: G06F 17/00, G06N 1/00
Мітки: система, виробництвом, продукції, автоматизованого, товарної, керування
Формула / Реферат:
1. Система автоматизованого керування виробництвом товарної продукції, що містить системну базу даних (центральний сервер), підсистему планування обсягів виробництва продукції, підсистему обліку виробництва продукції і регулювання ходу процесу, підсистему стеження за станом виробництва, а також автоматизовані робочі місця, яка відрізняється тим, що підсистема планування обсягів виробництва продукції складається з блока підготовки й...
Попередній патент: Спосіб експрес-контролю функціональних резервів міокарда і адекватності фізичного навантаження
Наступний патент: Спосіб культивування експлантатів тканин хворих із злоякісними новоутвореннями
Випадковий патент: Універсальний спосіб визначення механічних властивостей захисно-декоративних покрить