Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати, спосіб його виготовлення і установка для його виготовлення
Номер патенту: 74198
Опубліковано: 15.11.2005
Автори: Бофіс Себастьєн, Ковентрі-Сейлор Кетлін Х., Калеро Клер
Формула / Реферат
1. Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати типу скловати або вати з азбесту або базальту, який відрізняється тим, що щонайменше частина зовнішньої поверхні цього виробу позбавлена зовнішнього покриття, причому ця частина поверхні оброблена складом, який має пом'якшувальні властивості і який містить щонайменше одну поверхнево-активну речовину.
2. Ізоляційний виріб за п. 1, який відрізняється тим, що ця частина поверхні виробу оброблена за допомогою складу з пом'якшувальними властивостями на товщині, яка не перевищує 10 мм, зокрема, яка не перевищує 5 мм.
3. Ізоляційний виріб за п. 1 або 2, який відрізняється тим, що концентрація складу з пом'якшувальними властивостями складає щонайменше 0,1 г/м2, зокрема не перевищує 5 г/м2.
4. Ізоляційний виріб за будь-яким з пп. 1-3, який відрізняється тим, що вказаний виріб містить склад з пом'якшувальними властивостями, який використовується для обробки цього виробу і застосовується у формі рідини, у формі пасти або у формі гелю, який переважно піддається змішуванню або розсіюванню у водній фазі, або у формі твердої речовини, який переважним чином піддається розчиненню у водній фазі.
5. Ізоляційний виріб за будь-яким з пп. 1-4, який відрізняється тим, що склад з пом'якшувальними властивостями містить щонайменше одну катіонну поверхнево-активну речовину, що є носієм щонайменше одного позитивного заряду, явно вираженого або делокалізованого.
6. Ізоляційний виріб за будь-яким з пп. 1-5, який відрізняється тим, що склад з пом'якшувальними властивостями містить щонайменше одну поверхнево-активну речовину/пом'якшувальну неіонну речовину, зокрема, яка належить до сімейства жирних ефірів, похідні гліцерину, такі як моностеаринова кислота гліцерину, або парафінові емульсії, за необхідності зв'язані з емульсією мінерального масла.
7. Ізоляційний виріб за п. 5, який відрізняється тим, що катіонна поверхнево-активна речовина містить один або декілька ланцюжків жирних кислот або одну похідну жирної кислоти і щонайменше одну групу, яка містить азот, здатну нести позитивний заряд, явно виражений або делокалізований, і переважно вибрану із солей четвертинного амонію, солей імідазоліну і похідних окислу аміну, ацетатів амідоаміну.
8. Ізоляційний виріб за будь-яким з пп. 1-7, який відрізняється тим, що цей виріб виконаний у формі повстяної панелі, яка має форму, близьку до паралелепіпеда, з двома основними сторонами, вільними від додаткового покриття, причому щонайменше одна з цих сторін оброблена складом з пом'якшувальними властивостями, або з однією основною стороною, вільною від додаткового покриття і обробленою складом з пом'якшувальними властивостями, та іншою основною стороною, яка містить додаткове покриття.
9. Ізоляційний виріб за будь-яким з пп. 1-7, який відрізняється тим, що цей виріб має форму оболонки, елемента круглої форми або сегмента.
10. Ізоляційний виріб за будь-яким з пп. 1-9, який відрізняється тим, що його щільність не перевищує 40 кг/м3 або перевищує 40 кг/м3 аж до 160 кг/м3.
11. Ізоляційний виріб за будь-яким з пп. 1-10, який відрізняється тим, що виріб виготовлений із мінеральної вати, проклеєної клейовою сумішшю, переважно з меншим вмістом цього проклеювального складу у поверхневій зоні виробу, яка відповідає щонайменше частині його зовнішньої поверхні, вільної від додаткового покриття, і яка відповідає, зокрема, зоні, яка оброблена складом з пом'якшувальними властивостями.
12. Ізоляційний виріб за будь-яким з пп. 1-11, який відрізняється тим, що мінеральна вата являє собою у поверхневій зоні, яка відповідає щонайменше частині його зовнішньої вільної від додаткового покриття поверхні і яка відповідає, зокрема, зоні, яка оброблена за допомогою складу з пом'якшувальними властивостями, волокна різних розмірів, зокрема, які мають більшу довжину і/або менший діаметр або мікронний розмір, ніж в іншій частині товщини даного виробу.
13. Спосіб виготовлення ізоляційного виробу на основі мінеральної вати типу скловати за будь-яким з пп. 1-12 за допомогою внутрішнього центрифугування, який відрізняється тим, що обробляють щонайменше частину поверхні вказаного виробу за допомогою складу з пом'якшувальними властивостями в технологічній лінії виробництва мінеральної вати.
14. Спосіб за п. 13, який відрізняється тим, що ізоляційний виріб обробляють складом з пом'якшувальними властивостями за пристроями прийому волокон, які надходять з пристроїв для формування цих волокон, і переважно перед пристроями термічної обробки або створення необхідних теплових умов типу сушильної печі.
15. Спосіб за п. 14, який відрізняється тим, що ізоляційний виріб обробляють складом з пом'якшувальними властивостями у рідкій фазі, зокрема, в основному, у водній фазі, шляхом розбризкування, обмазування або занурення.
16. Спосіб за п. 15, який відрізняється тим, що концентрація складу з пом'якшувальними властивостями у рідкій фазі становить від 0,5 до 10 % за вагою, зокрема від 2,5 до 5 % за вагою, по відношенню до згаданої рідкої фази.
17. Спосіб за будь-яким з пп. 13-16, який відрізняється тим, що обробляють ізоляційний виріб ще у формі суцільного повстяного полотна, яке рухається на транспортувальному засобі типу транспортерної стрічки, за допомогою щонайменше однієї рампи розбризкування, розташованої над і/або під площиною транспортування виробу і переважним чином розташованої по суті перпендикулярно по відношенню до осі його переміщення.
18. Спосіб за п. 13, який відрізняється тим, що обробляють ізоляційний виріб за допомогою складу з пом'якшувальними властивостями на технологічній лінії виробництва, яка має в своєму складі множину розташованих послідовно пристроїв для формування волокон, розбризкуючи на волокна, які надходять тільки з першого і/або останнього пристрою для формування волокон, склад з пом'якшувальними властивостями у рідкій фазі, зокрема, в основному, у водній фазі, перед прийомом згаданих волокон на приймальному пристрої, відповідному згаданому пристрою формування волокон, переважно перед, в процесі або після осадження, у разі необхідності, складу для проклеювання цих волокон, причому вказані оброблені волокна формують щонайменше частину непокритої поверхні виробу.
19. Спосіб за п. 18, який відрізняється тим, що розбризкують пом'якшувальний склад за допомогою кільця розбризкування, що використовується для розбризкування на ці волокна проклеювального складу, або за допомогою іншого кільця розбризкування.
20. Спосіб за будь-яким з пп. 13-19, який відрізняється тим, що в ньому використовують технологічну лінію виробництва, яка має в своєму складі декілька послідовно розташованих пристроїв для формування волокон, причому кожен з цих пристроїв містить центрифугу, яка має можливість обертатися навколо деякої осі, зокрема вертикальної осі, і периферійна стрічка якої містить множину отворів, газовий засіб витягування при високій температурі, виконаний у формі кільцевого пальника, пневматичний засіб, призначений для відведення або регулювання розміру одержаних волокон і виконаний у формі кільця продування, при цьому тиск газу, який видувається через кільце продування першого і/або останнього пристрою для формування волокон, менший від тиску газу в кільцях продування інших пристроїв для формування волокон, зокрема, щонайменше на 20 %, і переважно менший від цього тиску на величину в діапазоні від 30 до 50 %, зокрема, таким чином, щоб даний ізоляційний виріб являв собою в своєму поверхневому шарі і на щонайменше частині своєї зовнішньої поверхні, вільній від додаткового покриття, більш довгі волокна.
21. Спосіб за будь-яким з пп. 13-20, який відрізняється тим, що в ньому використовують технологічну лінію виробництва, яка має в своєму складі декілька послідовно розташованих пристроїв для формування волокон, причому кожен з цих пристроїв містить центрифугу, яка має можливість обертатися навколо деякої осі, зокрема вертикальної осі, і периферійна стрічка якої містить множину отворів, газовий засіб витягування при високій температурі, виконаний у формі кільцевого пальника, пневматичний засіб, призначений для відведення або регулювання розміру одержаних волокон і виконаний у формі кільця продування, при цьому тиск газів, які викидаються з кільцевого пальника першого і/або останнього пристрою для формування волокон, перевищує тиск газів, які викидаються з кільцевих пальників інших пристроїв для формування волокон, зокрема приблизно на 10-25 %, і/або кількість отворів центрифуги в першій і/або в останній центрифузі перевищує кількість отворів в інших центрифугах, зокрема має на 15-25 % більше отворів, зокрема таким чином, щоб даний ізоляційний виріб являв собою в своєму поверхневому шарі і на щонайменше частині своєї зовнішньої поверхні, вільній від додаткового покриття, волокна меншого діаметра або мікронного розміру.
22. Спосіб за будь-яким з пп. 13-21, який відрізняється тим, що в ньому використовують технологічну лінію виробництва, яка має в своєму складі декілька послідовно розташованих пристроїв для формування волокон, де наносять на волокна, які надходять із згаданих пристроїв для формування волокон, склад проклеювання перед тим, як ці волокна досягнуть відповідного приймального пристрою, а також тим, що наносять меншу кількість проклеювального складу на волокна, які надходять з першого і/або останнього пристрою для формування волокон, зокрема щонайменше на 10 або 20 % менше цього проклеювального складу, зокрема таким чином, щоб даний ізоляційний виріб мав в своєму поверхневому шарі і на щонайменше частині своєї зовнішньої поверхні, вільній від додаткового покриття, менше проклеювального складу, ніж його міститься в його товщі.
23. Установка, призначена для виготовлення ізоляційного виробу за одним з пп. 1-12 або для здійснення способу за одним з пп. 13-22, яка має в своєму складі технологічну лінію виробництва мінеральної вати шляхом внутрішнього центрифугування, причому ця технологічна лінія містить відповідно множину пристроїв для формування волокон, розташованих послідовно, один або декілька приймальних пристроїв/пристроїв для транспортування волокон, які надходять із згаданих пристроїв формування волокон, і один або декілька пристроїв для термічної обробки або створення необхідних теплових умов типу сушильної печі, яка відрізняється тим, що ця установка додатково містить щонайменше одну рампу розбризкування, призначену для нанесення складу з пом'якшувальними властивостями на верхню і/або нижню поверхню повстяного полотна з мінеральної вати, яке надходить з пристроїв для прийому волокон, у рідкій фазі, зокрема в тому випадку, коли це полотно ще знаходиться у вигляді суцільної стрічки, позаду приймальних пристроїв і переважно перед одним або декількома пристроями для термічної обробки або створення необхідних теплових умов в даній технологічній лінії.
24. Установка за п. 23, яка відрізняється тим, що вона містить щонайменше одну рампу для розбризкування на верхню поверхню повстяного полотна у вигляді суцільної стрічки, яка рухається вздовж площини транспортування, причому ця рампа розташовується над верхньою поверхнею цього повстяного полотна і поперечно до осі його переміщення.
25. Установка за п. 24, яка відрізняється тим, що вона містить також рампу для розбризкування складу з пом'якшувальними властивостями, розташовану під площиною транспортування повстяного полотна.
26. Установка за будь-яким з пп. 23-25, яка відрізняється тим, що одна або декілька рамп для розбризкування містять канал підведення, забезпечений соплами розбризкування, рівномірно розподіленими по його довжині і здатними створювати струмені рідини, що розходяться, переважно плоскі або конічні.
Текст
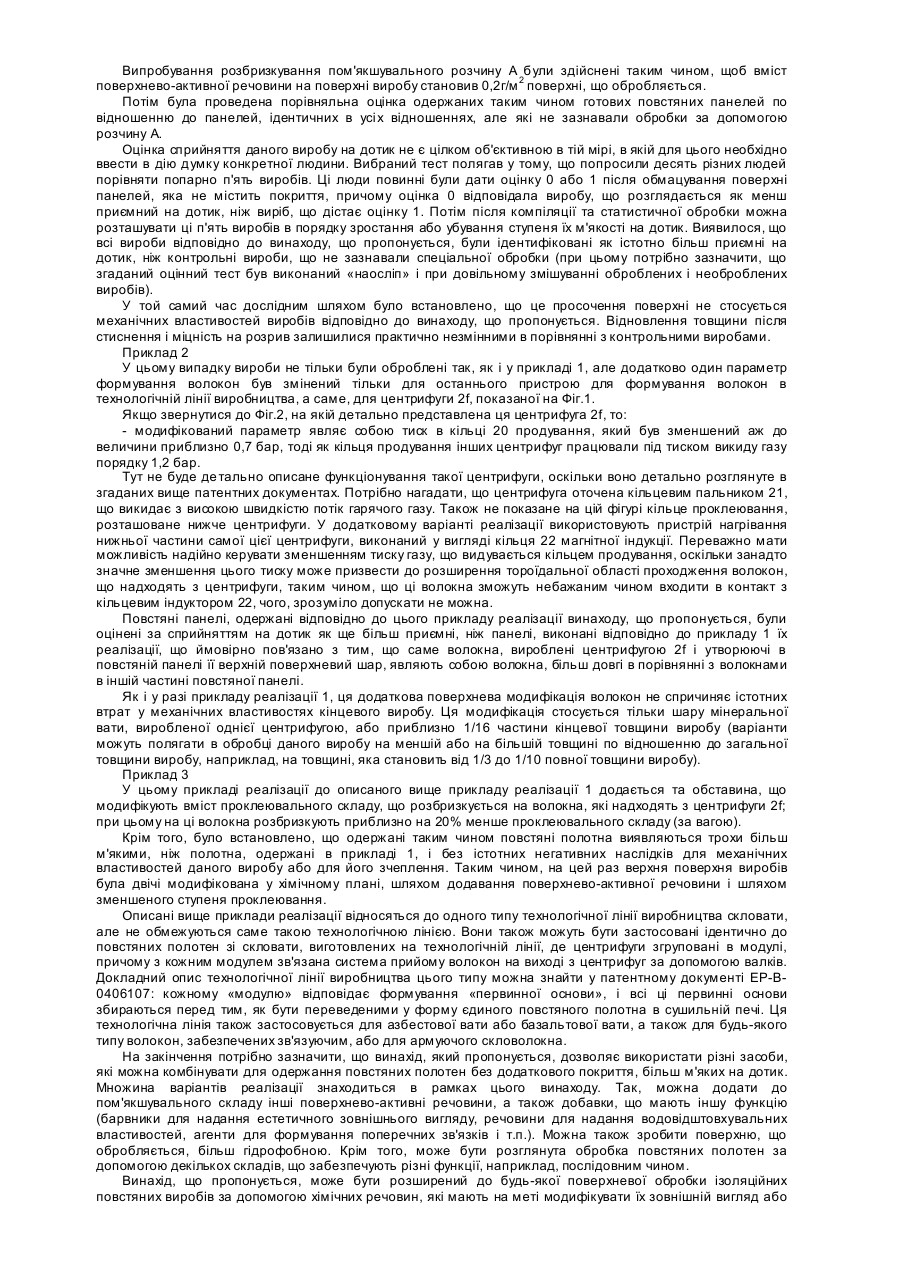
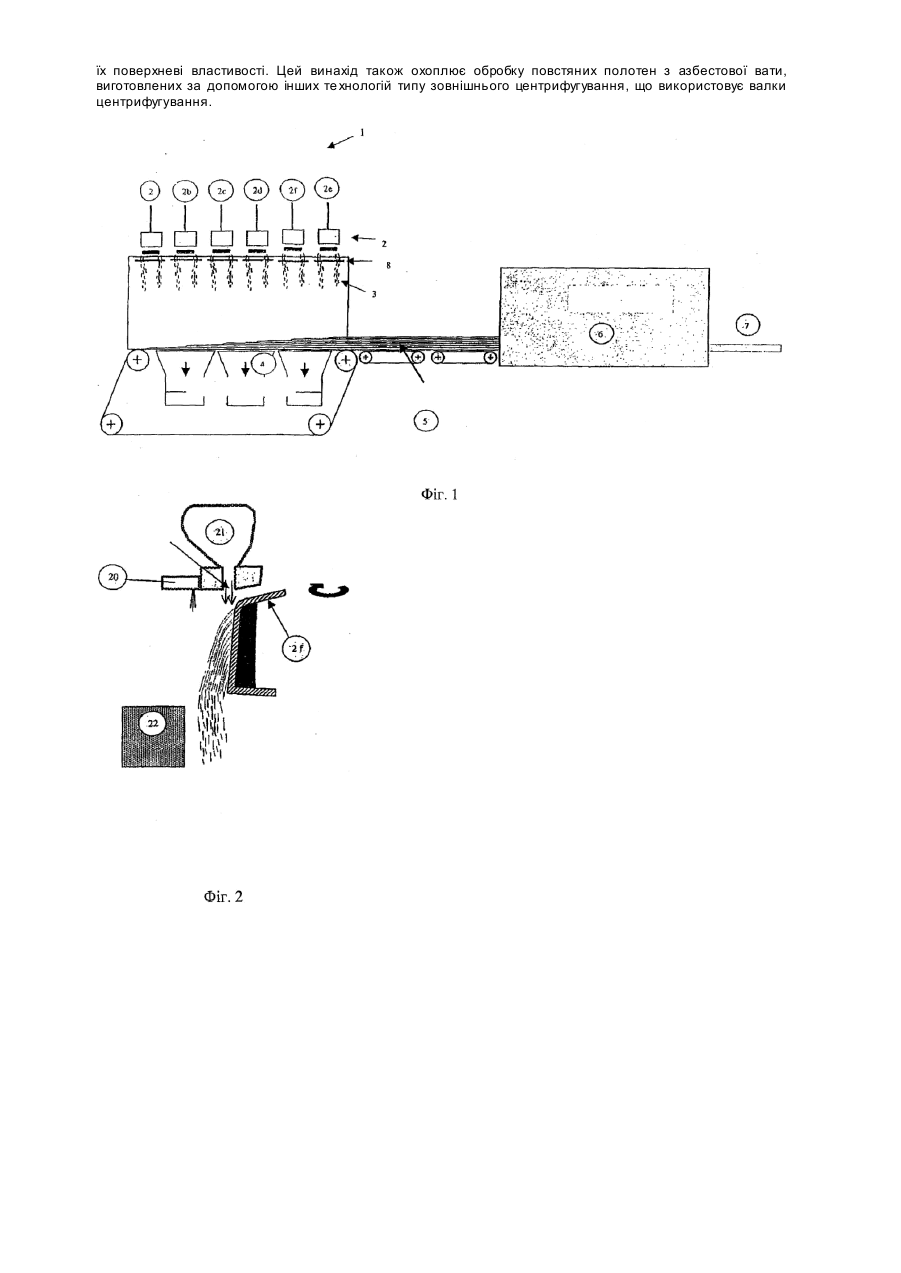
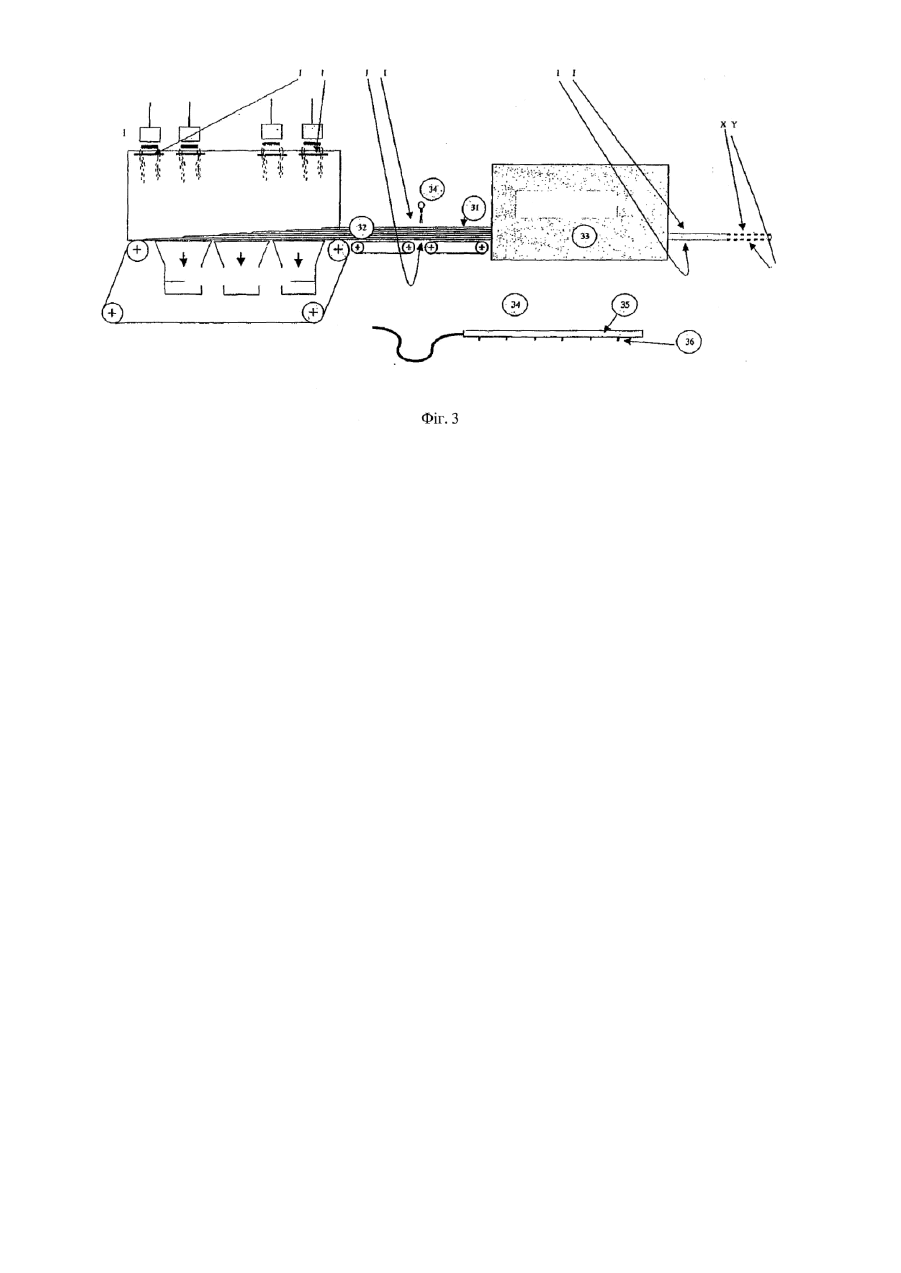
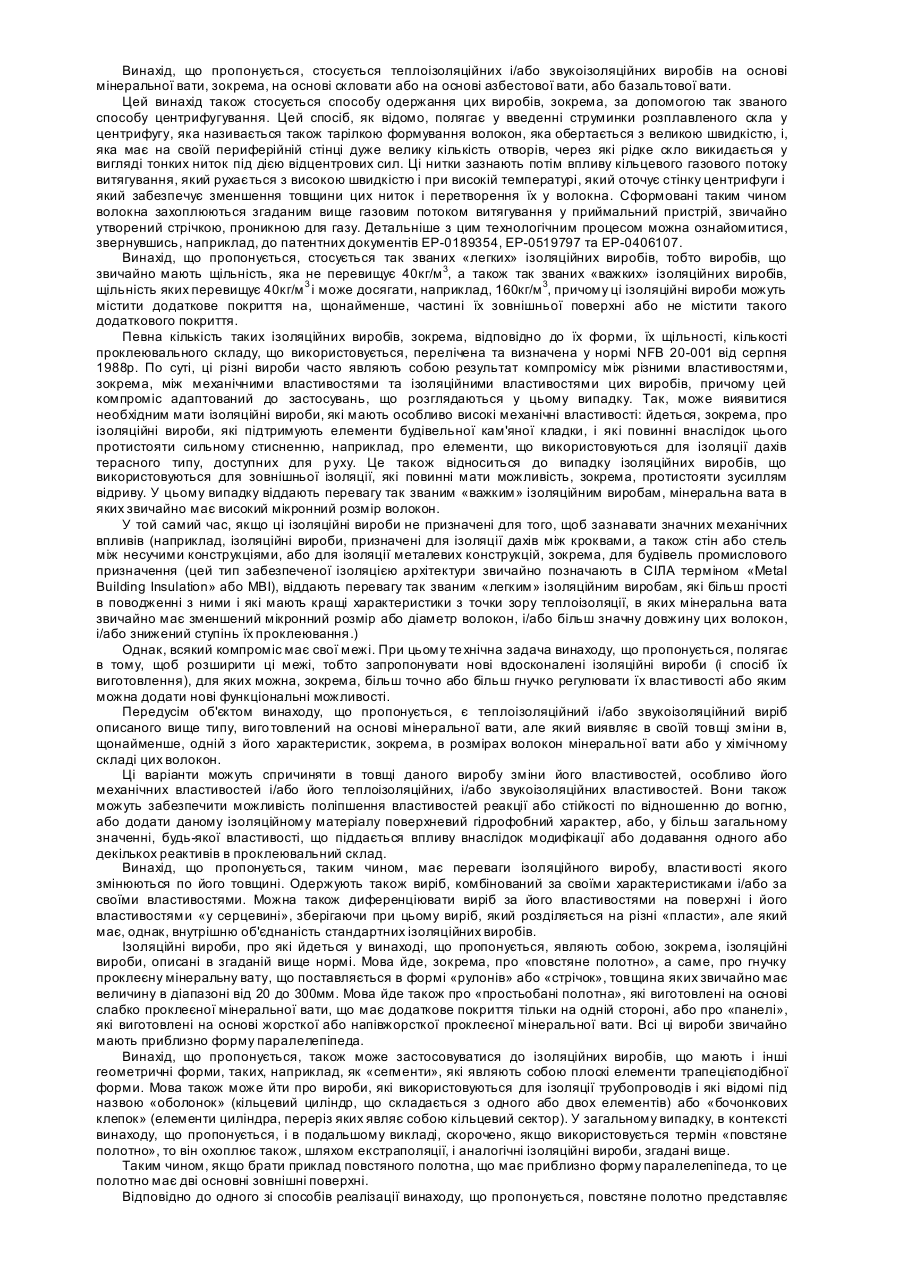
Винахід, що пропонується, стосується теплоізоляційних і/або звукоізоляційних виробів на основі мінеральної вати, зокрема, на основі скловати. Цей винахід може використовуватися також і в застосуванні до азбестової вати або базальтової вати. Даний винахід також стосується способу одержання цих виробів, зокрема, за допомогою так званого способу центрифугування. Цей спосіб, як відомо, полягає у введенні струминки розплавленого скла у центрифугу, яка ще називається тарілкою фільтрації, яка обертається з великою швидкістю, і, яка має на своїй периферійній стінці дуже велику кількість отворів, через які рідке скло викидається у вигляді тонких ниток під дією відцентрових сил. Ці нитки зазнають потім впливу кільцевого газового потоку витягування, який рухається з високою швидкістю і при високій температурі, який оточує стінку центрифуги і який забезпечує зменшення товщини цих ниток і перетворення їх у волокна. Сформовані таким чином волокна захоплюються згаданим вище газовим потоком витягування у приймальний пристрій, звичайно утворений стрічкою, проникною для газу. Детальніше з цим технологічним процесом можна ознайомитися, звернувшись, наприклад, до патентних документів ЕР-0189354 та ЕР-0519797. Кажучи більш конкретно, винахід, що пропонується, стосується, однак, без обмежувань, так званих «легких» ізоляційних виробів, тобто виробів, що звичайно мають щільність, яка не перевищує 40кг/м 3. Цей винахід застосовується також до виробів, які мають більш високу щільність, зокрема, щільність, яка має величину в діапазоні від 40 до 160кг/м 3. Винахід, що пропонується, має на меті виготовлення ізоляційних виробів такого типу, щонайменше, частина зовнішньої поверхні яких не містить додаткового покриття, наприклад, типу металевої плівки, плівки з пластичного матеріалу, паперового листа або покриття багатошарового типу. Ці вироби, які в більшості випадків представляють собою панелі прямокутного перерізу і різних розмірів, широко використовуються для ізоляції будівель, як тих, які зводяться, так і старих, або для ізоляції трубопроводів. Ці вироби зазнають численних маніпуляцій з ними в процесі їх остаточного розміщення на місці використання. Монтажник повинен часто тиснути на поверхню таких виробів, наприклад, для того, щоб із зусиллям розмістити їх між кроквами даху. Те ж саме відбувається також у випадку ізоляції трубопроводів або несучих конструкцій стін або стель, або при ізоляції металевих конструкцій, зокрема, для будівель промислового призначення (цей тип забезпеченої ізоляцією архітектури звичайно називають в США терміном «Metal Building Insulation» або МBI). Контакти, що повторюються з поверхнею цих виробів з мінеральної вати у тому випадку, коли їх поверхня позбавлена додаткового покриття, можуть призвести до того, що ці контакти будуть певною мірою неприємні для монтажника. Технічна задача винаходу, що пропонується, полягає в тому, щоб усунути цей недолік і підвищити комфортність роботи з такими виробами, намагаючись зробити їх більш приємними на дотик. У доповнення до цього винахід, що пропонується, ставить метою вирішення цієї технічної задачі так, щоб не зачіпати істотно інші властивості цих виробів, зокрема, їх теплоізоляційні властивості та їх механічні властивості. У доповнення до цього винахід, що пропонується, має на меті вирішити цю технічну задачу, бер учи до уваги вимоги забезпечення промислового виробництва, зокрема, за допомогою досить простих у використанні і гнучких у різних умовах експлуатації засобів. Об'єктом винаходу, що пропонується, є, передусім, теплоізоляційний і/або звукоізоляційний виріб, виготовлений на основі мінеральної вати типу скловати, щонайменше, частина зовнішньої поверхні якого не містить зовнішнього покриття і який зазнає поверхневої обробки на, щонайменше, частині цієї зовнішньої поверхні за допомогою складу, який має пом'якшувальні властивості і який містить, щонайменше, одну поверхнево-активну речовину. Таким чином, відповідно до винаходу, що пропонується, знайдений простий, економічний і досить ефективний засіб, призначений для поліпшення відчуттів при сприйнятті на дотик виробів на основі мінеральної вати. Несподіваним чином було показано, що наявність поверхнево-активної речовини на поверхні даного виробу, навіть у невеликих кількостях і на дуже малій товщині, впливає істотний чином на сприйняття на дотик цього виробу, який представляється значно більш м'яким, як якби поверхня даного виробу виявилася гладкою. Такі поверхнево-активні речовини вже використовуються в різних областях техніки, зокрема, для надання апретури тканинам у текстильній промисловості. Однак, в цьому випадку не було ніяких підстав передбачати, що згаданий ефект буде мати місце на виробі, де елементарні волокна не організовані у формі тканини, тобто на досить «товстому» виробі, для якого причини одержання цього ефекту не з'ясовані повною мірою: передбачається, що, можливо, має місце явище поглинання поверхнево-активної речовини на поверхні волокон, і що тертя волокон між собою буде зменшене за допомогою покриття подібного роду, і контакт з волокнами тим самим виявляється таким, що сприймається як пом'я кшений. Та обставина, що вироби відповідно до винаходу, що пропонується, зазнають тільки поверхневої обробки, представляє три істотних переваги, а саме: - з одного боку, було встановлено, що присутність поверхнево-активної речовини по всій товщині матеріалу не є необхідною для забезпечення необхідного ефекту, - з іншого боку, зрозуміло, що простіше і дешевше піддавати обробці тільки частину виробу, наприклад, на краю лінії на кожній з його сторін, швидше, ніж забезпечувати таку обробку по всій його товщині, - і нарешті, можна, таким чином, наносити на поверхню виробу пом'якшувальний склад, діючий початок якого, тобто поверхнево-активна речовина, буде несумісною з неструктурованим складом проклеювання. Переважним чином виріб піддають обробці складом з пом'якшувальними властивостями тільки на невеликій товщині, зокрема, на товщині, яка не перевищує 10мм, і переважно, яка не перевищує 5мм, наприклад, на товщині в діапазоні від 1мм до 3мм, за викладеними вище міркуваннями. Концентрація складу, який пом'якшує поверхню виробу, що обробляється таким чином, переважно становить, щонайменше, 0,1г/м 2 поверхні, що обробляється, зокрема, не перевищує 5 г/м 2, наприклад, має величину в діапазоні від 0,2г/м 2 до 1г/м 2. Таким чином, достатньо дуже помірної концентрації згаданого складу для одержання бажаного ефекту, причому така концентрація по суті не змінює зовнішній вигляд і хімічну природу виробів, про які йде мова. Переважним чином склад з пом'якшувальними властивостями використовується у формі рідини, пасти або гелю, що переважно піддається змішуванню у водній фазі, або у формі твердої речовини (порошок, пластівці), яка переважно піддається розчиненню або розсіюванню у водній фазі. Як про це детальніше буде сказано у подальшому викладі, згаданий склад, таким чином, легко може бути розведений, розчинений або розсіяний у воді для того, щоб бути нанесеним на поверхню виробів, що підлягають обробці. Відповідно до переважного способу реалізації, пом'якшувальний склад містить, щонайменше, одну поверхнево-активну речовину з сімейства катіонних поверхнево-активних речовин, які виявляються найбільш ефективними. У контексті винаходу, що пропонується, під катіонною поверхнево-активною речовиною потрібно розуміти поверхнево-активну речовину, що є носієм певного або явно вираженого позитивного заряду («справжня» катіонна сіль, така, наприклад, як сіль амідоаміну або імідазоліну), але також і поверхнево-активну речовину, що є носієм делокалізованого заряду (наприклад, окисел аміну). У цьому сімействі віддають, зокрема, перевагу матеріалам з одним або декількома ланцюжками жирних кислот або похідних жирної кислоти і які містять одну або декілька груп, що містять азот, здатних нести позитивний заряд, явно виражений або делокалізований. Ці групи можуть являти собою первинні, вторинні, третинні аміни, четвертинні амонії або окисли аміну. Вказані хімічні сполуки представляються особливо цікавими, оскільки вони взаємодіють з поверхнею скла, яке іонізоване швидше негативним чином. Саме групи, що містять азот, фіксують молекулу на волокнах. Ця хімічна функціональність буде наділяти молекулу здатністю жорстко закріплятися на волокні, тоді як жирні ланцюжки (вуглеводні) будуть наділяти його необхідною м'якістю. Найбільш цікавими поверхнево-активними речовинами є, наприклад, солі четвертинного амонію або імідазоліну з жирними ланцюжками (з наявністю, наприклад, контр-іону типу ацетату) або окисли аміну з жирними ланцюжками (наприклад, стеарил диметил окисел аміну) і із заданим зв'язком між киснем і азотом. Жирні ланцюжки (вуглеводні) є похідними жирних кислот, які являють собою кислоти типу СН3(СН2)nСООН, коли вони є насиченими. Існують також ненасичені жирні кислоти. Нижче наведені приклади жирних кислот згаданого вище типу, похідні яких можуть бути використані в складі поверхневоактивних речовин відповідно до винаходу, що пропонується: - стеаринова кислота СН3(СН2)16СООН, - лауринова кислота CH3(CH2)10COOH, - пальмітинова кислота СН3(СН2)14СООН, - міристинова кислота СН3(СН2)12СООН. Можна також згадати такі ненасичені жирні кислоти, як олеїнова кислота або лінолева кислота. Часто обмежують жирні кислоти лінійними ланцюжками. Однак, у винаході, що пропонується, під цим терміном також розуміють ланцюжки, що містять вуглець, які є розгалуженими. Можна також використовувати, почергово або сукупно, одну або декілька поверхневоактивних/пом'якшувальних неіонних речовин. Зокрема, мова може йти про сімейство жирних ефірів, таке, наприклад, яке поширювалося на ринку фірмою Cognis Corporation під маркою Bellsoft 7777, і яке раніше поширювалося під маркою Emersoft 7777 фірмою Hencel Corporation. Мова також може йти про похідні гліцерину, такі, як моностеаринова кислота гліцерину, поширювана на ринку під марками КТАХ 668 фірмою Cognis Corporation, яка раніше поширювалася на ринку під маркою Sonostat 668 фірмою Hencel Corporation. Мова також може йти про парафінову емульсію типу тієї, яка поширювалася на ринку під маркою Sandolube NVS-A фірмою Clariant Corporation, колись відомої під назвою Sandoz Chemical Corporation. Мова також може йти про суміш, щонайменше, однієї з цих діючи х речовин з емульсією мінерального масла типу тієї, яка поширювалася на ринку під назвою MULREX. Винахід, що пропонується, специфічним чином пристосований для так званих «легких» ізоляційних виробів, щільність яких не перевищує 40кг/м 3, але може також застосовуватися до більш важких ізоляційних виробів, що мають щільність, наприклад, аж до 160кг/м 3. Ізоляційні вироби, про які йде мова у винаході, що пропонується, являють собою, зокрема, вироби, які описані у французькій нормі NFB 20-001 від серпня 1998р. Йдеться, зокрема, про «повстяне полотно», а саме, про гнучку проклеєну мінеральну вату, яка постачається у формі «рулонів» або «стрічок», товщина яких звичайно має величину в діапазоні від 20 до 200мм. Йдеться також про «простьобані полотна», які виготовлені на основі слабко проклеєної мінеральної вати, що має покриття тільки на одній стороні, або про «панелі», які виготовлені на основі жорсткої або напівжорсткої проклеєної мінеральної вати. Всі ці вироби звичайно мають приблизно форму паралелепіпеда. Винахід, що пропонується, також може застосовуватися до ізоляційних виробів, що мають і інші форми, такі, наприклад, як «сегменти», які являють собою плоскі елементи трапецієподібної форми. Мова також може йти про вироби, які використовуються для ізоляції трубопроводів і які відомі під назвою «оболонок» (кільцевий циліндр, що складається з одного або двох елементів) або «бочонкових клепок» (елементи циліндра, переріз яких являє собою кільцевий сектор). У загальному випадку в контексті винаходу, що пропонується, і в подальшому викладі скорочено, якщо використовується термін «повстяне полотно», то він охоплює також шляхом екстраполяції і аналогічні ізоляційні вироби, згадані вище. Для тих виробів, які мають форму, близьку до паралелепіпеда, можливий випадок, коли обидві основні сторони повстяного полотна не містять додаткового покриття, причому, щонайменше, одна з цих сторін оброблена відповідно до винаходу, що пропонується, і переважно таким чином оброблені обидві сторони. Можливий також випадок, коли одна з цих основних сторін містить додаткове покриття, а інша сторона оброблена відповідно до винаходу, що пропонується. Відомим чином ізоляційні вироби, про які йде мова у винаході, що пропонується, переважно забезпечені в їх товщі проклеювальним складом, функція якого, зокрема, полягає в тому, щоб забезпечити монолітність даного виробу, створюючи зв'язки між волокнами. Ці проклеювальні склади звичайно містять смоли на основі фенолу, формальдегіду і карбаміду. Було встановлено, що це проклеювання, хоча і дуже корисне, сприяє наданню поверхні виробу трохи жорсткого і ламкого відчуття на дотик. Перший додатковий засіб вирішення задачі відповідно до винаходу, що пропонується, призначений для ще більшого удосконалення сприйняття на дотик ізоляційного виробу, полягає в забезпеченні мінеральної вати проклеювальним складом по всій її товщині, але з декілька меншим вмістом цього складу в поверхневій зоні відповідного виробу на, щонайменше, частині його зовнішньої поверхні, яка не містить додаткового покриття. Переважним чином ця поверхнева зона, збіднена проклеювальним складом, може співпадати з поверхневою зоною, обробленою відповідно до винаходу за допомогою складу, що пропонується, з пом'якшувальними властивостями: досить помірно знижують вміст проклеювального складу у виробі для того, щоб не вплинути істотно негативним чином на його монолітність, і одержують ще більш приємне відчуття на дотик. Дійсно, може вийти свого роду синергія між основним засобом вирішення задачі винаходу, що пропонується, а саме, використанням пом'якшувального складу, і додатковим опційним засобом, а саме, зниженим вмістом проклеювального складу на поверхні: менш проклеєні волокна поверхні будуть легше зазнавати покриття пом'якшувальним складом, який, таким чином, буде краще виконувати свою функцію пом'якшення зв'язків між волокнами. Другий додатковий засіб, призначений для удосконалення сприйняття виробів на дотик (який може бути використаний спільно з першим засобом), полягає у модифікації розмірів самих волокон в, щонайменше, одній поверхневій зоні даного виробу, яка не містить додаткового покриття, зокрема, в зоні, обробленій пом'якшувальним складом. Також було встановлено, що за наявності більш довгих волокон сприйняття на дотик виявляється ще більш сприятливим. Гіпотеза для пояснення цього явища полягає в тому, що подовжені волокна загалом мають меншу кількість кінців, які являють собою точки «зачеплення», що можна відчути, якщо проводити рукою по даному виробу. При цьому модифікація розмірів волокон тільки на поверхні виробу дозволяє зберегти механічні властивості стандартних ізоляційних виробів. Третій додатковий засіб вирішення поставленої задачі, призначений для удосконалення сприйняття виробів на дотик (який може бути використаний спільно з двома першими засобами), полягає у модифікації діаметра самих волокон в, щонайменше, одній поверхневій зоні даного виробу, яка не містить додаткового покриття, зокрема, в зоні, обробленій пом'якшувальним складом. Також було виявлено, що за наявності більш тонких волокон сприйняття на дотик виявлялося ще більш сприятливим. Гіпотеза для пояснення цього явища полягає в тому, що стоншені волокна (тобто волокна, що мають менший мікронний розмір) є більш гнучкими і, отже, більш приємними на дотик. Потоншення волокон на поверхні може навіть сприятливим чином вплинути на теплоізоляційні властивості даного виробу загалом. Перший, другий і третій засоби вирішення згідно з винаходом, згадані вище, можуть торкатися даного виробу на поверхневій товщині від декількох міліметрів до трьох або чотирьох сантиметрів. Винахід, що пропонується, стосується також ізоляційного виробу, в якому використовуються ці перший і/або другий, і/або третій засоби вирішення поставленої задачі незалежно від будь-якої обробки з використанням згаданого складу з пом'якшувальними властивостями. Цей винахід також стосується способу, який буде більш детально описаний в подальшому викладі, і незалежний від способу обробки даного виробу з використанням складу з пом'якшувальними властивостями. Об'єктом винаходу, що пропонується, також є спосіб виготовлення описаного вище виробу шляхом внутрішнього центрифугування, відповідно до якого ізоляційний виріб обробляють за допомогою пом'якшувального складу безпосередньо у технологічній лінії виробництва мінеральної вати. Зрозуміло, що обробка у безперервному режимі на технологічній лінії представляє певний інтерес з точки зору промислового виробництва (однак, альтернативним чином винахід, що пропонується, не виключає обробки на відібраному кінцевому виробі, яка може потребувати використання наступного етапу, що йде за обробкою, сушіння на відкритому повітрі або за допомогою засобів нагрівання в тому випадку, коли вибирають обробку даного виробу за допомогою складу у рідкій фазі або не у рідкій фазі). Відповідно до переважного способу реалізації винаходу, що пропонується, даний виріб обробляють пом'якшувальним складом за пристроями прийому волокон, які надходять з пристроїв для формування цих волокон, і, зокрема, безпосередньо перед тим, як ці волокна будуть оброблені за допомогою пристроїв для створення необхідних теплових умов типу сушильної печі, які використовуються у разі необхідності. Як це детально розглянуто в патентних документах, згаданих в преамбулі опису до винаходу, що пропонується, технологічні лінії виробництва скловати шляхом внутрішнього центрифугування звичайно мають в своєму складі множину розташованих послідовно одна за одною центрифуг. Волокна, які вивільняються під дією відцентрових сил, збираються на приймальних пристроях типу всмоктувального стрічкового конвеєра, причому волокна, що надходять з кожної центрифуги, нагромаджуються у послідовно розташованих полотнах на стрічковому конвеєрі, який потім проводить їх через сушильну піч і/або валки формування. Термічна обробка, здійснювана в процесі проходження через сушильну піч, дозволяє просушити і забезпечити структурування і затвердіння проклеювального складу, нанесеного розбризкуванням на волокна після центрифуг перед тим, як ці волокна будуть зібрані. Обробляти виріб за допомогою пом'якшувального складу строго перед сушильною піччю, якщо така використовується в цьому випадку, або, щонайменше, після того, як всі волокна були зібрані та об'єднані у формі стрічки, виявляється переважним: таким чином можна здійснити обробку тільки на поверхні виробу, і термічна обробка може забезпечити можливість висушити рідку фазу, в якій пом'якшувальний склад міг бути розчинений або розсіяний (якщо цей склад представлений у твердій або пастоподібній формі) або розріджений або розсіяний (якщо цей склад представлений у рідкій формі або у формі гелю) для того, щоб забезпечити можливість його нанесення, наприклад, шляхом розпилення. Ця рідка фаза переважно являє собою в основному водну фазу. Швидше, ніж обробка шляхом розбризкування, може бути також вибраний спосіб нанесення згаданого складу шляхом обмазування або занурення (поверхневим чином шляхом проходження даного виробу в контакті з валком обмазувального пристрою або шляхом часткового занурення у ванну). Концентрація пом'якшувального складу в його рідкій фазі переважно вибирається в діапазоні від 0,5% до 10% за вагою, зокрема, в діапазоні від 2,5% до 5% за вагою, по відношенню до згаданої рідкої фази. Для нанесення цього складу у рідкій фазі простіше усього забезпечити його розбризкування в тому випадку, коли даний виріб ще знаходиться у формі суцільного повстяного полотна або стрічки, що рухається на транспортувальному засобі типу транспортерної стрічки (зокрема, строго перед тим, як цей виріб буде входити в сушильну піч, як про це вже було сказано вище). При цьому можна використати рампу розбризкування, розташовану над і/або під площиною транспортування виробу. Ця рампа розбризкування переважним чином розташовується перпендикулярно по відношенню до осі переміщення повстяного полотна. У тому випадку, коли площина транспортування виробу є по суті горизонтальною в зоні обробки і навіть трохи похилою, рампа розбризкування, розташована над площиною транспортування виробу, буде обробляти верхню поверхню повстяного полотна. Для обробки нижньої поверхні цього полотна можна у разі необхідності передбачити розрив в конвеєрній стрічці, тобто зону, де це повстяне полотно локально не підтримується, для того, щоб рампа розбризкування, розташована під площиною транспортування виробу, мала можливість наносити склад, що використовується, на його нижню поверхню. Це виявляється зайвим в тому випадку, якщо використовують інші типи засобів транспортування, зокрема, застосовують ланцюги. Можна також забезпечити обробку даного ізоляційного виробу відповідно до винаходу, що пропонується, або перед, або після технологічної лінії виробництва: - після технологічної лінії виробництва можна розбризкувати пом'якшувальний склад після пристроїв термічної нормалізації типу сушильної печі, які використовуються у разі необхідності, коли повстяне полотно ще знаходиться у формі безперервної стрічки, або коли ця стрічка вже розрізана. Виріб може бути оброблений після його проходження між пристроями формування, які додають цьому виробу остаточну товщин у. У цьому випадку може виявитися необхідним просушування виробів для того, щоб забезпечити випаровування рідкої фази, або залишаючи їх на відкритому повітрі перед складуванням і упаковкою на деякий час, або просушуючи ці вироби за допомогою спеціального засобу нагрівання, - перед технологічною лінією виробництва можна по суті розбризкувати пом'якшувальний склад у рідкій фазі не на вже сформоване повстяне полотно, але на власне волокна строго під пристроями формування цих волокон перед тим, як вони будуть зібрані на приймальному пристрої. Однак, в цьому випадку для того, щоб даний виріб залишався обробленим тільки поверхневим чином, це розбризкування відповідного складу здійснюється тільки на волокна, що надходять з першого і/або з останнього пристрою формування волокон даної технологічної лінії виробництва (в цьому випадку терміни «перший» і «останній» потрібно розуміти як такі, які відносяться до тих з центрифуг, які будуть виробляти перший шар підлягаючих збору волокон і останній шар таких волокон, що підлягають збору на приймальному пристрої типу всмоктувальної конвеєрної стрічки. Дійсно, відповідні шари є тими шарами, які будуть формувати поверхневі шари верхньої і нижньої сторін повстяного полотна після його формування). Розбризкування пом'якшувального складу може здійснюватися за допомогою кільця розбризкування того ж типу, що і кільце, яке використовується для розбризкування проклеювального складу. Нанесення двох складів може здійснюватися послідовно (спочатку проклеювальний склад, а потім пом'якшувальний склад або навпаки) або одночасно: можна використати єдиний засіб розбризкування, додаючи у проклеювальний склад відповідний пом'якшувальний склад. Можна також подавати в кільце розбризкування проклеювального складу пом'якшувальний склад без попереднього змішування. Альтернативним чином можна використати для нанесення пом'якшувального складу інше кільце розбризкування. У попередньому викладі було показано, що перший додатковий засіб відповідно до винаходу, що пропонується, полягає у використанні меншого проклеювання в поверхневих зонах готового виробу. Для реалізації цього меншого проклеювання можна фактично наносити меншу кількість проклеювального складу на волокна, що надходять з першого і/або останнього пристроїв формування волокон, в порівнянні з усіма іншими пристроями формування волокон. Таке зменшення може становити, наприклад, щонайменше 10-20%. У попередньому викладі також було показано, що другий і третій додаткові засоби відповідно до винаходу, що пропонується, полягають в діях, спрямованих на те, щоб волокна готового ізоляційного виробу мали на його поверхні відмінні від інших волокон розмірні параметри, тобто щоб вони були стоншеними і/або подовженими. Спосіб вирішення цієї задачі полягає у зміні параметрів функціонування «першого» і/або «останнього» пристрою для формування волокон в технологічній лінії виробництва таким чином, щоб зачіпати тільки поверхневі шари готового виробу, як і в попередньому випадку. Якщо звернутися до звичайної конструкції пристрою формування волокон цього типу, то ця конструкція має в своєму складі: - центрифугу, що має можливість обертатися навколо деякої осі, зокрема, вертикальної осі, і периферійна стрічка якої містить множину отворів, - газовий засіб витягування при високій температурі, виконаний у формі кільцевого пальника, - пневматичний засіб, призначений для відведення одержаних волокон і виконаний у формі кільця продування. Можна модифікувати, зокрема, один параметр формування волокон першого і/або останнього пристрою для формування волокон, а саме тиск газу, що видувається через кільце продування. Таким чином, можна зменшити тиск газу, що видувається через кільце продування, в порівнянні з іншими кільцями продування в технологічній лінії, причому таке зменшення може становити, зокрема, щонайменше 20%, і переважно має величину в діапазоні від 30% до 50% в порівнянні з рівнями тиску в інших кільцях продування. Дійсно, знижений тиск буде створювати тенденцію до меншого розбиття волокон і збереження їх довжини. Для того, щоб зробити волокна більш тонкими (тобто зменшити їх мікронний розмір), переважним чином можна модифікувати почергово або сукупно два інших параметри формування волокон для першого і/або для останнього пристрою для формування волокон, а саме: - тиск в кільцевому пальнику, - характеристики просвердлин у центрифузі. Таким чином, можна збільшити тиск в кільцевому пальнику приблизно на 10-25% в порівнянні з тиском в інших кільцевих пальниках, що призводить до збільшення швидкості потоку газів витягування і до збільшення, таким чином, тонкості волокон. Можна також збільшити кількість отворів в тарілці центрифуги приблизно на 15-25% в порівнянні з кількістю отворів в інших тарілках: при тиску в кільцевому пальнику, що підтримується на рівні, ідентичному тиску в інших пальниках, спостерігається та ж сама тенденція до зменшення товщини волокон. Це дуже вигідний підхід, суть якого полягає в тому, щоб використати в технологічній лінії виробництва мінеральної вати пристрої формування волокон, не всі з яких функціонують відповідно до одних і тих самих параметрів формування волокон. Перевага такого підходу очевидна: таким чином можна наділити оригінальними властивостями поверхні даного виробу, наділити цю поверхню різним зовнішнім виглядом, модифікувати її хімічні характеристики і/або розміри поверхневих волокон. У той же час при такому підході можна зберегти звичайні параметри формування волокон для створення серцевини виробу і внаслідок цього не змінювати істотним чином загальні і добре відомі характеристики цих ізоляційних виробів. При цьому є можливість зберегти абсолютно звичайне функціонування технологічної лінії виробництва, внаслідок чого промислове використання винаходу, що пропонується, не вимагає ніяких радикальних змін. Об'єктом винаходу, що пропонується, також є установка, призначена для виготовлення описаного вище виробу або для здійснення описаного вище способу в різних варіантах його реалізації. З метою обробки ізоляційного виробу за допомогою пом'якшувального складу згадана вище установка може мати в своєму складі, як про це вже було сказано вище, одну або декілька рамп розбризкування. Переважним чином одна або декілька таких рамп містять канал підведення, забезпечений соплами розбризкування, рівномірно розподіленими по його довжині. Ці сопла розбризкування здатні створювати переважним чином «плоскі» (не конічні) і струмені рідини, що розходяться. Також може бути вибрана і конічна форма цих струменів. Можна відрегулювати відносну конфігурацію такої рампи і виробу, який підлягає обробці, таким чином, щоб згадані струмені сходилися над або на виробі, що обробляється, так, щоб пом'якшувальний склад рівномірно просочував всю поверхню виробу. Винахід, що пропонується, буде краще зрозумілий з наведеного нижче опису прикладів його реалізації, де даються посилання на наведені в додатку фігури, серед яких: - Фіг.1 являє собою схематичний вигляд технологічної лінії виробництва скловати за допомогою внутрішнього центрифугування, - Фіг.2 являє собою схематичний вигляд центрифуги, що використовується в згаданій технологічній лінії, - Фіг.3 являє собою схематичний вигляд ділянки технологічної лінії, де даний виріб обробляється за допомогою пом'якшувального складу. Наведені у додатку фігури свідомо виконані дуже схематичними і без додержання реального масштабу для полегшення їх розуміння. Всі приклади реалізації винаходу, що пропонується, які описані нижче і які не є обмежувальними, стосуються виготовлення повстяних полотен із скловати зі щільністю, яка має величину в діапазоні від 8 до 12кг/м 3, і з розмірами 60x80x120мм, які виготовляють на технологічній лінії виробництва типу лінії, схематично представленої на Фіг.1. Деякі з цих повстяних полотен забезпечені на одній зі своїх сторін додатковим покриттям, наприклад, типу крафт-паперу, і зазнають обробки відповідно до винаходу, що пропонується, на їх іншій стороні для поліпшення сприйняття на дотик . Як можна побачити на Фіг.1, технологічна лінія 1 має в своєму складі шість розташованих послідовно одна за одною центрифуг 2а, 2b, 2c, 2d, 2e, 2f, з яких у формі тора викидаються волокна 3 (такі технологічні лінії звичайно містять від трьох до восьми центрифуг). Ці волокна зазнають проклеювання за допомогою кілець 8 розбризкування, а потім збираються на всмоктувальній транспортерній стрічці 4, яка транспортує ці волокна у вигляді безперервної стрічки 5 аж до сушильної печі 6, яка забезпечена валками формування і яка забезпечує затвердіння складу проклеювання волокон і надає повстяним полотнам 7 необхідних розмірів і товщину. На виході з цієї сушильної печі суцільна повстяна стрічка потім розрізається на панелі, які мають по суті форму паралелепіпеда, після чого ці панелі укладаються у вигляді рулону або складених або нескладених стрічок і пакуються (кінцева ділянка даної технологічної лінії на Фіг.1 не показана). Відповідно до винаходу, що пропонується, і як це більш детально показано на Фіг.3, до цієї звичайної технологічної лінії виробництва додають етап розбризкування пом'якшувального складу у водній фазі 30 на верхню поверхню 31 повстяного полотна 32 ще у формі суцільної стрічки і ще не відформованої, строго перед сушильною піччю 33 структурування. Ця операція здійснюється за допомогою рампи 34 розбризкування, яка насичується відповідним розчином і яка містить канал 35, на якому рівномірно розподілені сопла 36 (вигляд спереду цієї рампи в збільшеному масштабі представлений в нижній частині Фіг.3 для більшого розуміння). Ці сопла формують плоскі струмені, що розходяться, які незначною мірою проникають один в одний перед тим, як увійти в контакт з верхньою поверхнею 31 повстяного полотна 32. Кількість рідини, що розбризкується таким чином, і тиск, під яким вона розбризкується, регулюються таким чином, щоб розчин, що використовується в цьому випадку, просочував виріб, що обробляється, на глибину в декілька міліметрів, зокрема, на глибину в 1мм або 2мм. Ця рампа розбризкування розташовується над повстяним полотном, яке зазнає транспортування вздовж по суті горизонтальної площини на відстані приблизно від 50см до 80см від поверхні 31 повстяного полотна і поперечно до осі його переміщення за допомогою спеціальної опорної споруди портального типу, не показаного на Фіг.3. На Фіг.3 стрілками і вказані всі зони технологічної лінії, де можна почергово або сукупно наносити пом'якшувальний склад. Стрілки X та Υ показують сторони ізоляційного виробу, які можуть бути оброблені відповідно до винаходу, що пропонується. Пом'якшувальний розчин А, який зазнає розбризкування, має наступний склад: - водна фаза, - катіонна поверхнево-активна речовина з вмістом 0,025%, 0,05% і 0,1% за вагою по відношенню до водної фази за вагою, утворена поверхнево-активною речовиною, що містить 90% солі ацетату жирної кислоти і 10% оцтової кислоти. Ця речовина представлена у вигляді пластівців, що піддаються розсіюванню у воді. Згаданий ацетат відповідає такій хімічній формулі: октадеканамід, N-[2[[2-[[2-[(2-аміноетил)аміно]етил]аміно]етил]аміно]етил]-, моноацетат (9С1), з молекулярною формулою C26H57N5 O. C 2H4O 2. Приклад 1 Параметри формування волокон є звичайними. Усі центрифуги функціонують відповідно до одних і тих самих параметрів, розбризкують під кожною центрифугою відомим чином за допомогою кільця розбризкування склад проклеювання на основі стандартної фенолформальдегідної смоли. Випробування розбризкування пом'якшувального розчину А були здійснені таким чином, щоб вміст поверхнево-активної речовини на поверхні виробу становив 0,2г/м 2 поверхні, що обробляється. Потім була проведена порівняльна оцінка одержаних таким чином готових повстяних панелей по відношенню до панелей, ідентичних в усі х відношеннях, але які не зазнавали обробки за допомогою розчину А. Оцінка сприйняття даного виробу на дотик не є цілком об'єктивною в тій мірі, в якій для цього необхідно ввести в дію думку конкретної людини. Вибраний тест полягав у тому, що попросили десять різних людей порівняти попарно п'ять виробів. Ці люди повинні були дати оцінку 0 або 1 після обмацування поверхні панелей, яка не містить покриття, причому оцінка 0 відповідала виробу, що розглядається як менш приємний на дотик, ніж виріб, що дістає оцінку 1. Потім після компіляції та статистичної обробки можна розташувати ці п'ять виробів в порядку зростання або убування ступеня їх м'якості на дотик. Виявилося, що всі вироби відповідно до винаходу, що пропонується, були ідентифіковані як істотно більш приємні на дотик, ніж контрольні вироби, що не зазнавали спеціальної обробки (при цьому потрібно зазначити, що згаданий оцінний тест був виконаний «наосліп» і при довільному змішуванні оброблених і необроблених виробів). У той самий час дослідним шляхом було встановлено, що це просочення поверхні не стосується механічних властивостей виробів відповідно до винаходу, що пропонується. Відновлення товщини після стиснення і міцність на розрив залишилися практично незмінними в порівнянні з контрольними виробами. Приклад 2 У цьому випадку вироби не тільки були оброблені так, як і у прикладі 1, але додатково один параметр формування волокон був змінений тільки для останнього пристрою для формування волокон в технологічній лінії виробництва, а саме, для центрифуги 2f, показаної на Фіг.1. Якщо звернутися до Фіг.2, на якій детально представлена ця центрифуга 2f, то: - модифікований параметр являє собою тиск в кільці 20 продування, який був зменшений аж до величини приблизно 0,7 бар, тоді як кільця продування інших центрифуг працювали під тиском викиду газу порядку 1,2 бар. Тут не буде де тально описане функціонування такої центрифуги, оскільки воно детально розглянуте в згаданих вище патентних документах. Потрібно нагадати, що центрифуга оточена кільцевим пальником 21, що викидає з високою швидкістю потік гарячого газу. Також не показане на цій фігурі кільце проклеювання, розташоване нижче центрифуги. У додатковому варіанті реалізації використовують пристрій нагрівання нижньої частини самої цієї центрифуги, виконаний у вигляді кільця 22 магнітної індукції. Переважно мати можливість надійно керувати зменшенням тиску газу, що видувається кільцем продування, оскільки занадто значне зменшення цього тиску може призвести до розширення тороїдальної області проходження волокон, що надходять з центрифуги, таким чином, що ці волокна зможуть небажаним чином входити в контакт з кільцевим індуктором 22, чого, зрозуміло допускати не можна. Повстяні панелі, одержані відповідно до цього прикладу реалізації винаходу, що пропонується, були оцінені за сприйняттям на дотик як ще більш приємні, ніж панелі, виконані відповідно до прикладу 1 їх реалізації, що ймовірно пов'язано з тим, що саме волокна, вироблені центрифугою 2f і утворюючі в повстяній панелі її верхній поверхневий шар, являють собою волокна, більш довгі в порівнянні з волокнами в іншій частині повстяної панелі. Як і у разі прикладу реалізації 1, ця додаткова поверхнева модифікація волокон не спричиняє істотних втрат у механічних властивостях кінцевого виробу. Ця модифікація стосується тільки шару мінеральної вати, виробленої однієї центрифугою, або приблизно 1/16 частини кінцевої товщини виробу (варіанти можуть полягати в обробці даного виробу на меншій або на більшій товщині по відношенню до загальної товщини виробу, наприклад, на товщині, яка становить від 1/3 до 1/10 повної товщини виробу). Приклад 3 У цьому прикладі реалізації до описаного вище прикладу реалізації 1 додається та обставина, що модифікують вміст проклеювального складу, що розбризкується на волокна, які надходять з центрифуги 2f; при цьому на ці волокна розбризкують приблизно на 20% менше проклеювального складу (за вагою). Крім того, було встановлено, що одержані таким чином повстяні полотна виявляються трохи більш м'якими, ніж полотна, одержані в прикладі 1, і без істотних негативних наслідків для механічних властивостей даного виробу або для його зчеплення. Таким чином, на цей раз верхня поверхня виробів була двічі модифікована у хімічному плані, шляхом додавання поверхнево-активної речовини і шляхом зменшеного ступеня проклеювання. Описані вище приклади реалізації відносяться до одного типу технологічної лінії виробництва скловати, але не обмежуються саме такою технологічною лінією. Вони також можуть бути застосовані ідентично до повстяних полотен зі скловати, виготовлених на технологічній лінії, де центрифуги згруповані в модулі, причому з кожним модулем зв'язана система прийому волокон на виході з центрифуг за допомогою валків. Докладний опис технологічної лінії виробництва цього типу можна знайти у патентному документі ЕР-В0406107: кожному «модулю» відповідає формування «первинної основи», і всі ці первинні основи збираються перед тим, як бути переведеними у форму єдиного повстяного полотна в сушильній печі. Ця технологічна лінія також застосовується для азбестової вати або базальтової вати, а також для будь-якого типу волокон, забезпечених зв'язуючим, або для армуючого скловолокна. На закінчення потрібно зазначити, що винахід, який пропонується, дозволяє використати різні засоби, які можна комбінувати для одержання повстяних полотен без додаткового покриття, більш м'яких на дотик. Множина варіантів реалізації знаходиться в рамках цього винаходу. Так, можна додати до пом'якшувального складу інші поверхнево-активні речовини, а також добавки, що мають іншу функцію (барвники для надання естетичного зовнішнього вигляду, речовини для надання водовідштовхувальних властивостей, агенти для формування поперечних зв'язків і т.п.). Можна також зробити поверхню, що обробляється, більш гідрофобною. Крім того, може бути розглянута обробка повстяних полотен за допомогою декількох складів, що забезпечують різні функції, наприклад, послідовним чином. Винахід, що пропонується, може бути розширений до будь-якої поверхневої обробки ізоляційних повстяних виробів за допомогою хімічних речовин, які мають на меті модифікувати їх зовнішній вигляд або їх поверхневі властивості. Цей винахід також охоплює обробку повстяних полотен з азбестової вати, виготовлених за допомогою інших те хнологій типу зовнішнього центрифугування, що використовує валки центрифугування.
ДивитисяДодаткова інформація
Назва патенту англійськоюA heat and/or sound insulation product based on mineral wool, a method and a device for making thereof
Автори англійськоюBeaufils Sebastien
Назва патенту російськоюТеплоизоляционное и/или звукоизоляционное изделие на основании минеральной ваты, способ его изготовления и установка для его изготовления
Автори російськоюБофис Себастьен
МПК / Мітки
МПК: C03C 25/24, E04B 1/78
Мітки: установка, виготовлення, звукоізоляційний, виріб, мінеральної, основі, спосіб, вати, теплоізоляційний
Код посилання
<a href="https://ua.patents.su/8-74198-teploizolyacijjnijj-i-abo-zvukoizolyacijjnijj-virib-na-osnovi-mineralno-vati-sposib-jjogo-vigotovlennya-i-ustanovka-dlya-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати, спосіб його виготовлення і установка для його виготовлення</a>
Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, теплоізоляційний і/або звукоізоляційний виріб, виготовлений цим способом
Номер патенту: 73785
Опубліковано: 15.09.2005
Автори: Калеро Клер, Бофіс Себастьєн
МПК: D04H 3/08, D04H 1/70, C03B 37/04, E04B 1/76, D04H 3/02, D04H 13/00
Мітки: звукоізоляційний, звукоізоляційного, теплоізоляційного, способом, основі, мінеральної, теплоізоляційний, виробу, виготовлення, спосіб, виріб, вати, цим, виготовлений
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, виготовленої шляхом внутрішнього центрифугування, з використанням технологічної лінії виробництва, яка має в своєму складі множину послідовно розташованих один за одним пристроїв формування волокон, причому із вказаних послідовно розташованих пристроїв формування волокон щонайменше один є першим і щонайменше один є останнім, який відрізняється...
Спечений виріб з матеріалу на основі нітриду алюмінію та спосіб його виготовлення
Номер патенту: 65551
Опубліковано: 15.04.2004
Автори: Сударєв Анатолій, Авран Патрік, Грішаєв Владімір
МПК: C04B 35/581, C04B 41/45, B28B 3/02, C04B 37/00, B28B 1/00, C04B 35/65, C04B 35/583
Мітки: спечений, виготовлення, виріб, нітриду, основі, алюмінію, спосіб, матеріалу
Формула / Реферат:
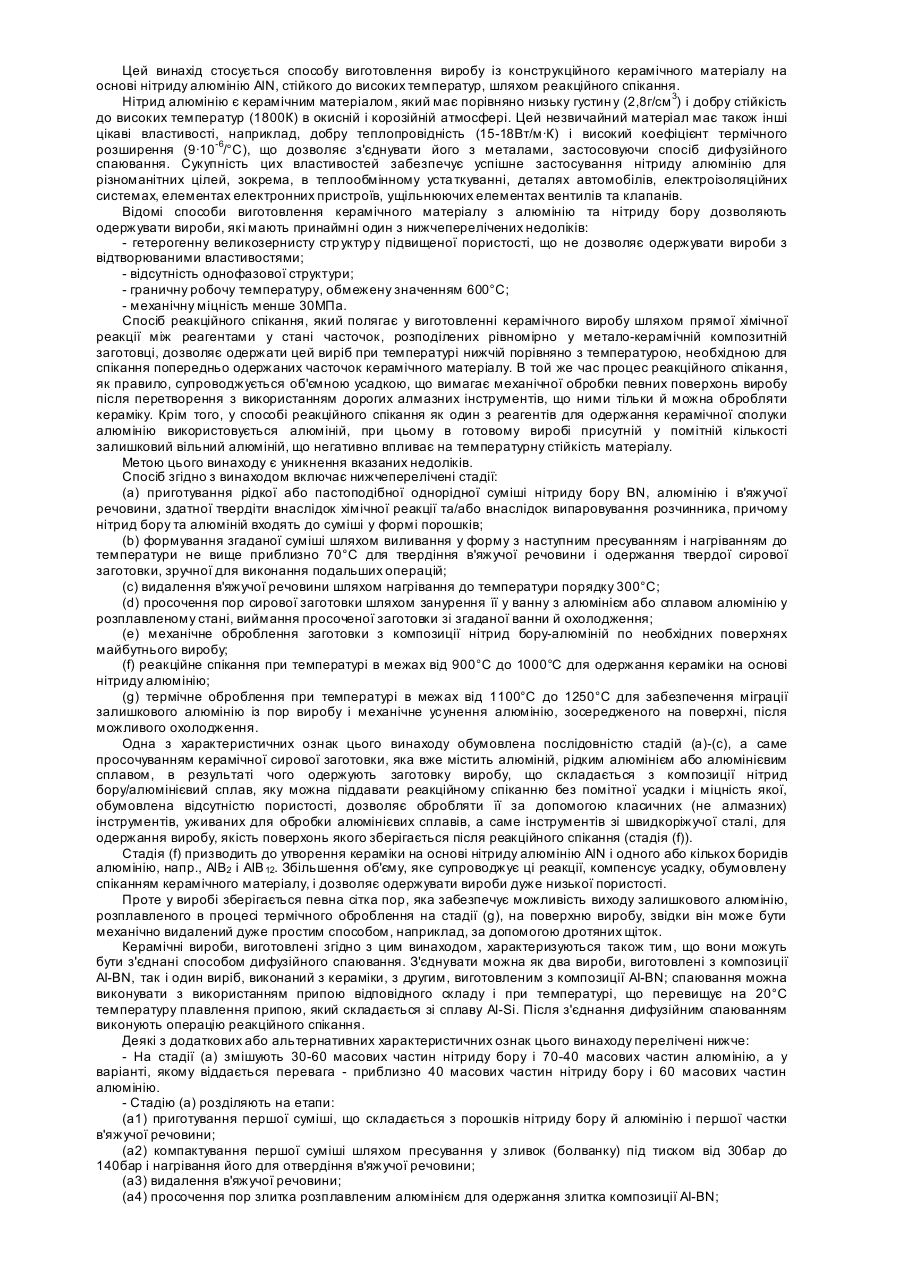
1. Спосіб виготовлення виробу з матеріалу на основі нітриду алюмінію AlN, який включає такі стадії:(а) приготування рідкої або пастоподібної однорідної суміші нітриду бору BN, алюмінію і в'яжучої речовини, здатної твердіти внаслідок хімічної реакції та / або внаслідок випаровування розчинника, причому нітрид бору та алюміній входять до суміші у формі порошків;(b) формування згаданої суміші шляхом виливання у форму з наступним...
Пресований виріб на основі пірогенного діоксиду кремнію та спосіб його виготовлення
Номер патенту: 13034
Опубліковано: 28.02.1997
Автори: Клаус Деллер, Мартін Ферстер, Хельмфрід Краузе
МПК: C01B 33/12, B22F 3/08, B22F 3/14, B22F 3/15
Мітки: пресований, спосіб, пірогенного, основі, виготовлення, кремнію, діоксиду, виріб
Формула / Реферат:
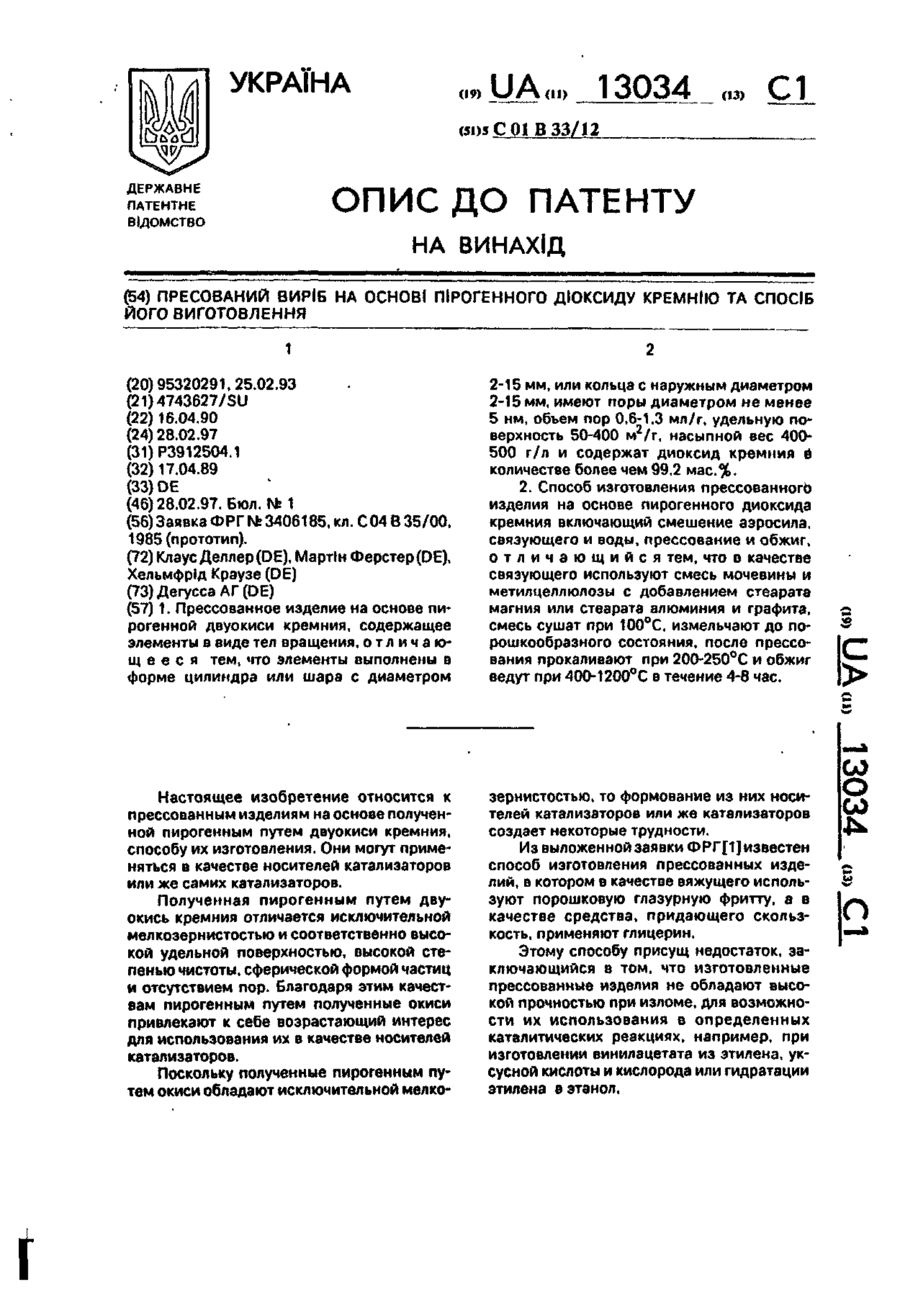
(57) 1. Прессованное изделие на основе пирогенной двуокиси кремния, содержащее элементы в виде тел вращения, отличающееся тем, что элементы выполнены в форме цилиндра или шара с диаметром 2-15 мм, или кольца с наружным диаметром 2-15 мм, имеют поры диаметром не менее 5 нм, объем пор 0,6-1,3 мл/г, удельную поверхность 50-400 м2/г, насыпной вес 400-500 г/л и содержат диоксид кремния о количестве более чем 99,2 мас.%.2. Способ...
Спосіб і пристрій (варіанти) для виробництва мінеральної вати і мінеральна вата, отримана цим способом
Номер патенту: 27362
Опубліковано: 15.09.2000
Автори: Бертьє Гі, Фюртак Ханс, Бернар Жан-Люк, Батіжеллі Жан
МПК: C03B 37/04, C03C 13/00
Мітки: спосіб, вата, мінеральної, виробництва, вати, пристрій, отримана, мінеральна, варіанти, способом, цим
Текст:
...армированной волокнами, также состоящими с карбида кремния /SiC-SiC / или углерода /SiC-C/ Например, обрабатываемая деталь изготавливается первоначально диспергированием газообразного исходного вещества, которое при его осаждении керамизируется в предварительно отформованной заготовке, изготовленной пропиткой стопы смежных слоев ткани из волокон карбида кремния или волокон углерода, с отверстиями в периферической перегородке, которые...
Композиція мінеральної вати
Номер патенту: 72450
Опубліковано: 15.03.2005
Автори: Лафон Фабріс, Віньєзуль Серж, Бернар Жан-Люк
МПК: C03C 13/00
Мітки: вати, мінеральної, композиція
Формула / Реферат:
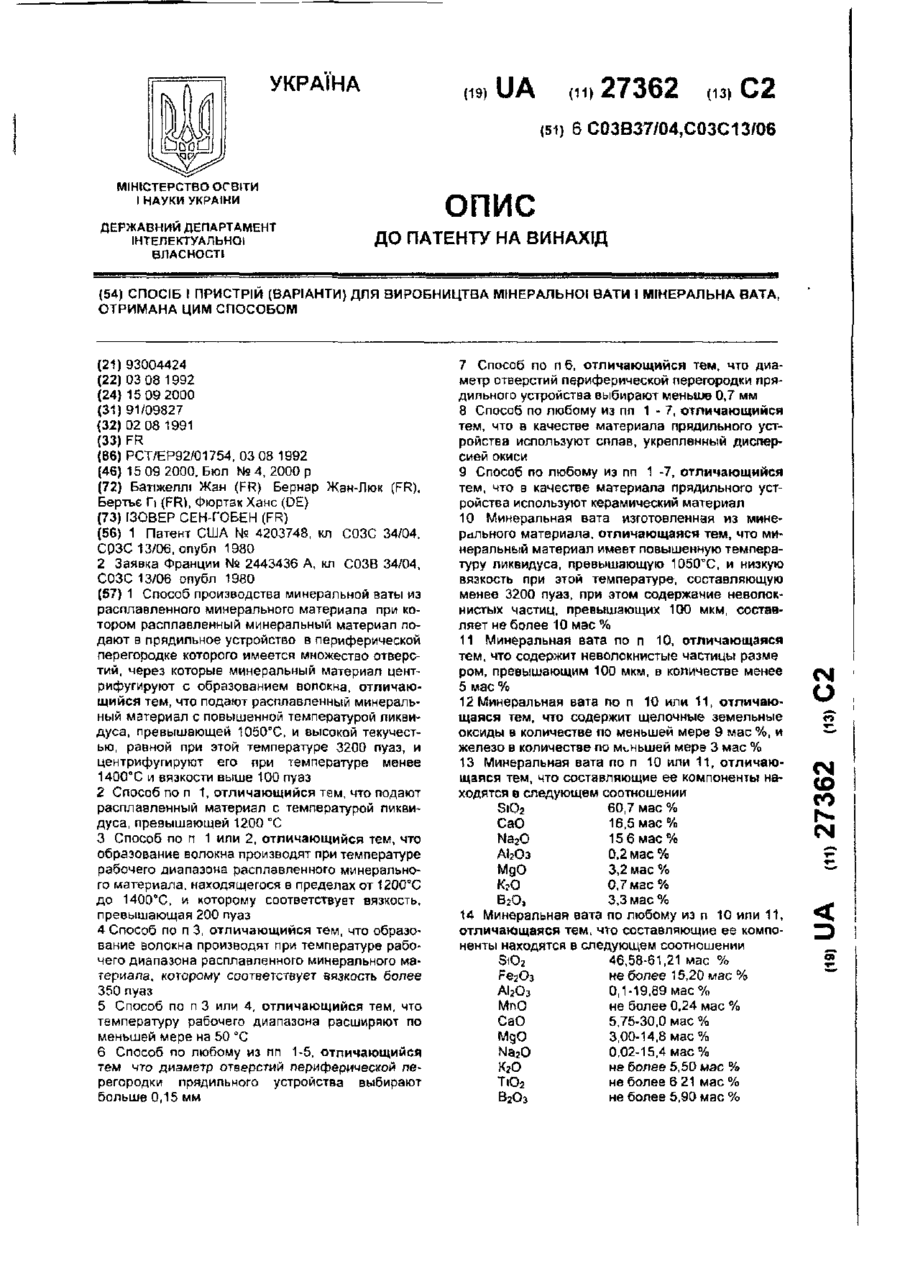
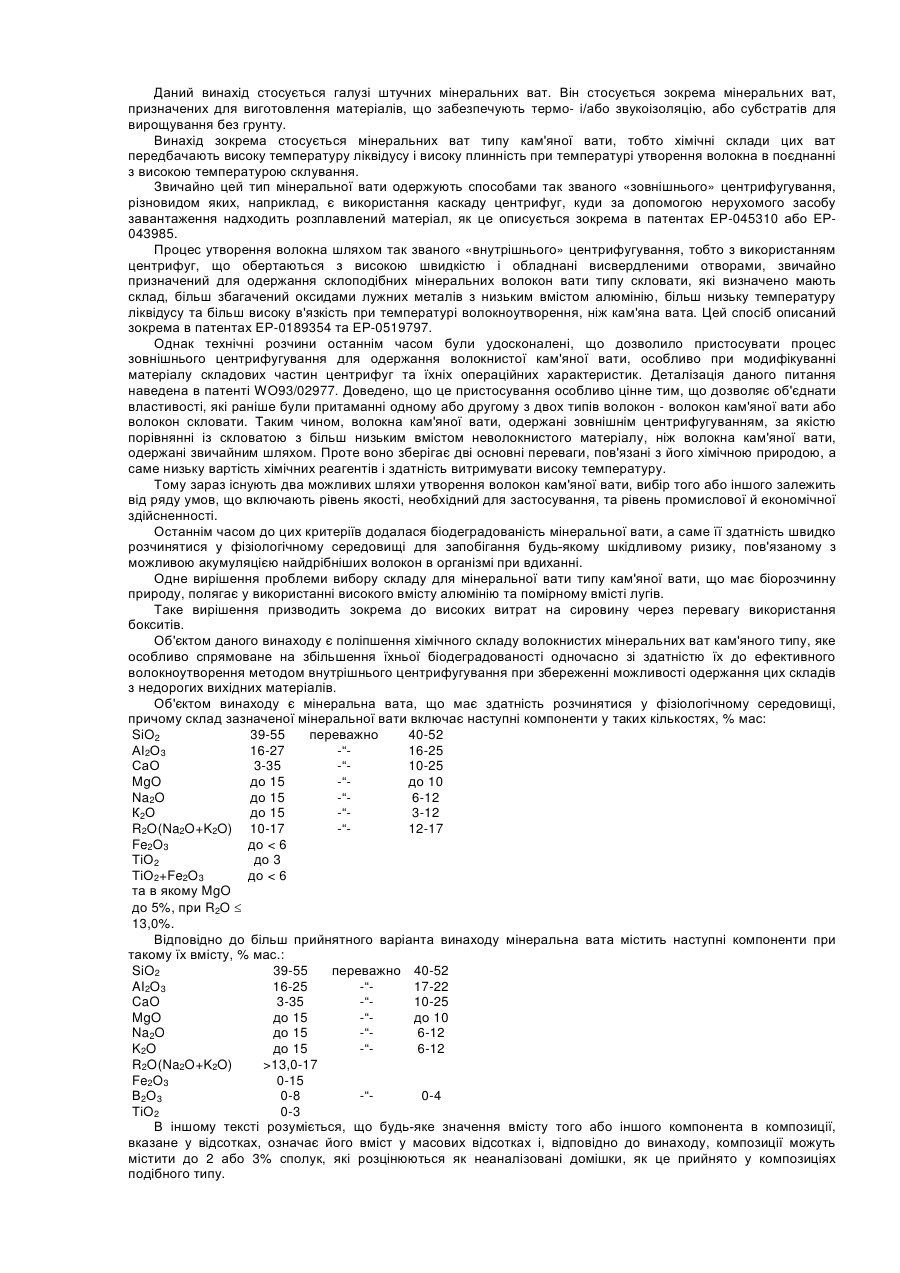
1. Композиція мінеральної вати, яка здатна розчинятися у фізіологічному середовищі, яка містить компоненти у нижченаведених кількостях, мас.%: SiO2 39-55 переважно 40-52 Аl2О3 16-27 переважно 16-25 СаО 3-35 переважно 10-25 MgO ...
Попередній патент: Пристрій обліку спожитої теплової енергії на опалення
Наступний патент: Кероване джерело електроживлення з виходом на змінному струмі
Випадковий патент: Пристрій для швидкого приготування гарячого напою із розчинного порошку