Спосіб виготовлення пластинчатого полімерного теплообмінника
Номер патенту: 88281
Опубліковано: 11.03.2014
Автори: Цьомик Анатолій Михайлович, Клапішевський Олександр Станіславович

Формула / Реферат
1. Спосіб виготовлення пластинчатого полімерного теплообмінника, який включає укладання в пакет полімерних пластин до необхідного розміру, які містять канали для проходження повітря, та з'єднання пластин в пакеті по бокових сторонах пакета, який відрізняється тим, що з'єднання пластин здійснюється їх оплавленням при розігріві.
2. Спосіб виготовлення пластинчатого полімерного теплообмінника за п. 1, який відрізняється тим, що розігрів здійснюється ніхромовою струною, розігрітою до відповідної температури.
Текст
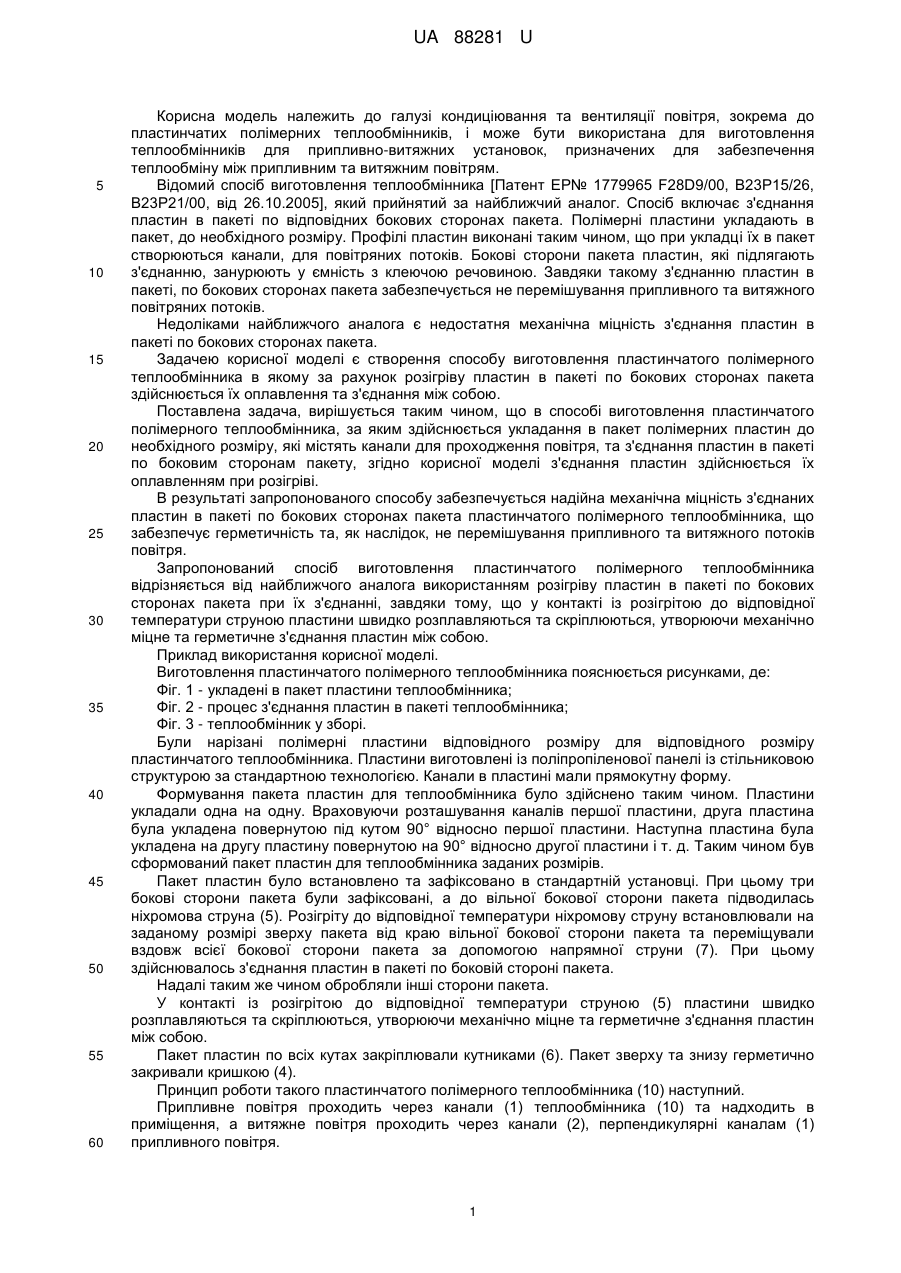
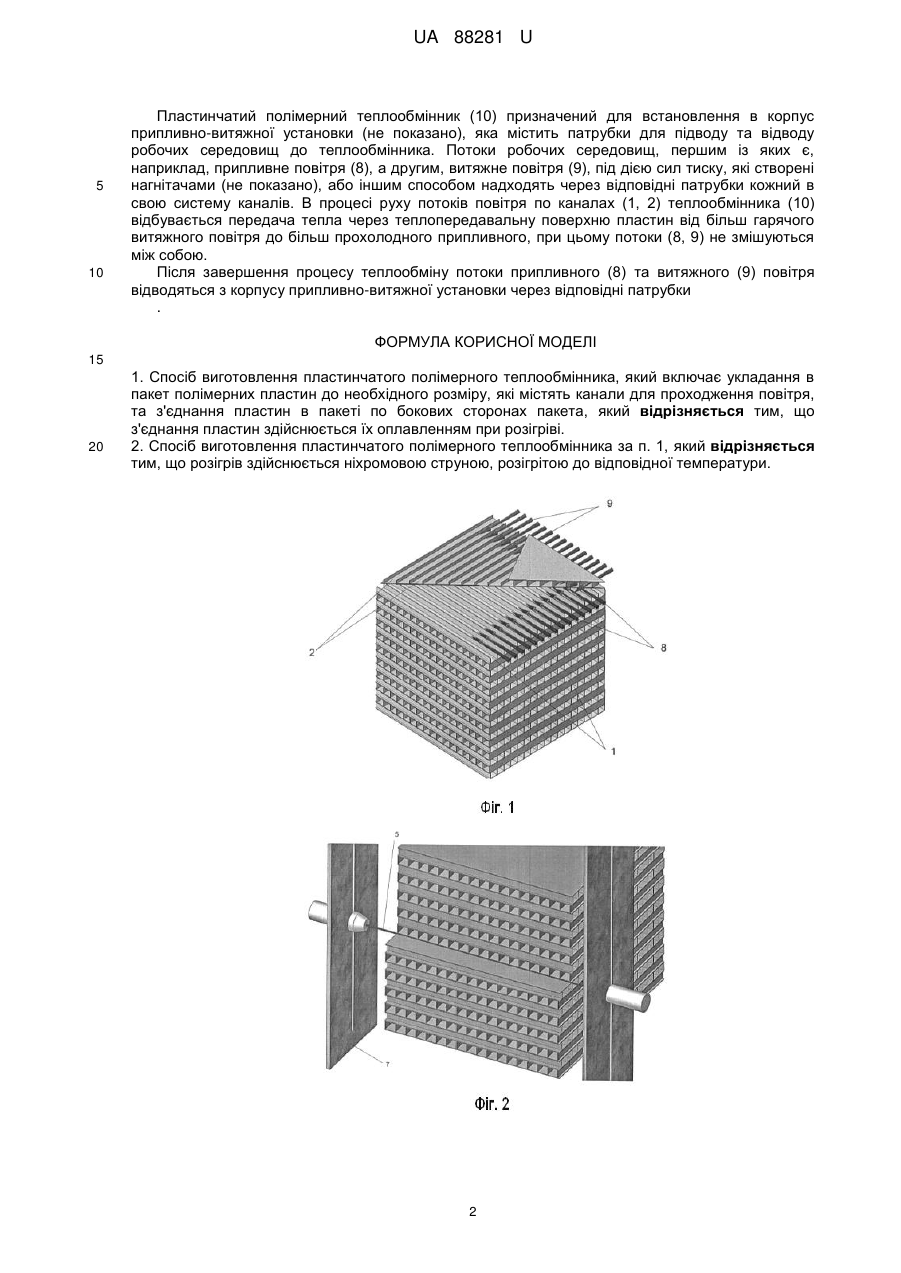
Реферат: Спосіб виготовлення пластинчатого полімерного теплообмінника, який включає укладання в пакет полімерних пластин до необхідного розміру, які містять канали для проходження повітря, та з'єднання пластин в пакеті по бокових сторонах пакета, причому з'єднання пластин здійснюється їх оплавленням при розігріві. UA 88281 U (12) UA 88281 U UA 88281 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі кондиціювання та вентиляції повітря, зокрема до пластинчатих полімерних теплообмінників, і може бути використана для виготовлення теплообмінників для припливно-витяжних установок, призначених для забезпечення теплообміну між припливним та витяжним повітрям. Відомий спосіб виготовлення теплообмінника [Патент ЕР№ 1779965 F28D9/00, В23Р15/26, В23Р21/00, від 26.10.2005], який прийнятий за найближчий аналог. Спосіб включає з'єднання пластин в пакеті по відповідних бокових сторонах пакета. Полімерні пластини укладають в пакет, до необхідного розміру. Профілі пластин виконані таким чином, що при укладці їх в пакет створюються канали, для повітряних потоків. Бокові сторони пакета пластин, які підлягають з'єднанню, занурюють у ємність з клеючою речовиною. Завдяки такому з'єднанню пластин в пакеті, по бокових сторонах пакета забезпечується не перемішування припливного та витяжного повітряних потоків. Недоліками найближчого аналога є недостатня механічна міцність з'єднання пластин в пакеті по бокових сторонах пакета. Задачею корисної моделі є створення способу виготовлення пластинчатого полімерного теплообмінника в якому за рахунок розігріву пластин в пакеті по бокових сторонах пакета здійснюється їх оплавлення та з'єднання між собою. Поставлена задача, вирішується таким чином, що в способі виготовлення пластинчатого полімерного теплообмінника, за яким здійснюється укладання в пакет полімерних пластин до необхідного розміру, які містять канали для проходження повітря, та з'єднання пластин в пакеті по боковим сторонам пакету, згідно корисної моделі з'єднання пластин здійснюється їх оплавленням при розігріві. В результаті запропонованого способу забезпечується надійна механічна міцність з'єднаних пластин в пакеті по бокових сторонах пакета пластинчатого полімерного теплообмінника, що забезпечує герметичність та, як наслідок, не перемішування припливного та витяжного потоків повітря. Запропонований спосіб виготовлення пластинчатого полімерного теплообмінника відрізняється від найближчого аналога використанням розігріву пластин в пакеті по бокових сторонах пакета при їх з'єднанні, завдяки тому, що у контакті із розігрітою до відповідної температури струною пластини швидко розплавляються та скріплюються, утворюючи механічно міцне та герметичне з'єднання пластин між собою. Приклад використання корисної моделі. Виготовлення пластинчатого полімерного теплообмінника пояснюється рисунками, де: Фіг. 1 - укладені в пакет пластини теплообмінника; Фіг. 2 - процес з'єднання пластин в пакеті теплообмінника; Фіг. 3 - теплообмінник у зборі. Були нарізані полімерні пластини відповідного розміру для відповідного розміру пластинчатого теплообмінника. Пластини виготовлені із поліпропіленової панелі із стільниковою структурою за стандартною технологією. Канали в пластині мали прямокутну форму. Формування пакета пластин для теплообмінника було здійснено таким чином. Пластини укладали одна на одну. Враховуючи розташування каналів першої пластини, друга пластина була укладена повернутою під кутом 90° відносно першої пластини. Наступна пластина була укладена на другу пластину повернутою на 90° відносно другої пластини і т. д. Таким чином був сформований пакет пластин для теплообмінника заданих розмірів. Пакет пластин було встановлено та зафіксовано в стандартній установці. При цьому три бокові сторони пакета були зафіксовані, а до вільної бокової сторони пакета підводилась ніхромова струна (5). Розігріту до відповідної температури ніхромову струну встановлювали на заданому розмірі зверху пакета від краю вільної бокової сторони пакета та переміщували вздовж всієї бокової сторони пакета за допомогою напрямної струни (7). При цьому здійснювалось з'єднання пластин в пакеті по боковій стороні пакета. Надалі таким же чином обробляли інші сторони пакета. У контакті із розігрітою до відповідної температури струною (5) пластини швидко розплавляються та скріплюються, утворюючи механічно міцне та герметичне з'єднання пластин між собою. Пакет пластин по всіх кутах закріплювали кутниками (6). Пакет зверху та знизу герметично закривали кришкою (4). Принцип роботи такого пластинчатого полімерного теплообмінника (10) наступний. Припливне повітря проходить через канали (1) теплообмінника (10) та надходить в приміщення, а витяжне повітря проходить через канали (2), перпендикулярні каналам (1) припливного повітря. 1 UA 88281 U 5 10 Пластинчатий полімерний теплообмінник (10) призначений для встановлення в корпус припливно-витяжної установки (не показано), яка містить патрубки для підводу та відводу робочих середовищ до теплообмінника. Потоки робочих середовищ, першим із яких є, наприклад, припливне повітря (8), а другим, витяжне повітря (9), під дією сил тиску, які створені нагнітачами (не показано), або іншим способом надходять через відповідні патрубки кожний в свою систему каналів. В процесі руху потоків повітря по каналах (1, 2) теплообмінника (10) відбувається передача тепла через теплопередавальну поверхню пластин від більш гарячого витяжного повітря до більш прохолодного припливного, при цьому потоки (8, 9) не змішуються між собою. Після завершення процесу теплообміну потоки припливного (8) та витяжного (9) повітря відводяться з корпусу припливно-витяжної установки через відповідні патрубки . ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб виготовлення пластинчатого полімерного теплообмінника, який включає укладання в пакет полімерних пластин до необхідного розміру, які містять канали для проходження повітря, та з'єднання пластин в пакеті по бокових сторонах пакета, який відрізняється тим, що з'єднання пластин здійснюється їх оплавленням при розігріві. 2. Спосіб виготовлення пластинчатого полімерного теплообмінника за п. 1, який відрізняється тим, що розігрів здійснюється ніхромовою струною, розігрітою до відповідної температури. 2 UA 88281 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKlapishevskyi Oleksandr Stanislavovych, Tsiomyk Anatolii Mykhailovych
Автори російськоюКлапишевский Александр Станиславович, Цьомик Анатолий Михайлович
МПК / Мітки
МПК: F28F 3/00, F28F 3/08, F28D 9/02
Мітки: виготовлення, пластинчатого, полімерного, спосіб, теплообмінника
Код посилання
<a href="https://ua.patents.su/5-88281-sposib-vigotovlennya-plastinchatogo-polimernogo-teploobminnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пластинчатого полімерного теплообмінника</a>
Окремий елемент секції теплообмінника, секція теплообмінника, теплообмінник, спосіб виготовлення окремого елемента секції теплообмінника, спосіб складання секції теплообмінника, спосіб складання теплообмінника
Номер патенту: 64353
Опубліковано: 16.02.2004
Автори: Цесельский Олексій Володимирович, Погорєльцева Олена Іллівна, Сабо Віктор Петрович
МПК: F24H 9/02, F24H 1/24, F24H 9/14
Мітки: секції, елемента, елемент, виготовлення, секція, окремий, теплообмінника, складання, теплообмінник, спосіб, окремого
Формула / Реферат:
1. Окремий елемент секції теплообмінника, який являє собою відбортовану по зовнішньому контуру пластину прямокутної форми з заокругленими кутами, що містить отвори для циркуляції теплоносія та вертикально розміщені повздовжні формовані виступи, обернені в бік, протилежний напрямку відбортовки, який відрізняється тим, що отвори знаходяться в формованих виступах, обернених в бік, протилежний відбортовці, і розміщених в два ряди по висоті...
Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 27639
Опубліковано: 15.09.2000
Автори: Голуб Валентин Антонович, Ройзен Зінаіда Львовна, Орлов Олексій Зінов'євич, Оскрет Юрій Вікторович, Карпенко Олександр Никифорович
МПК: F28F 3/04, B21D 22/04
Мітки: теплообмінника, спосіб, виготовлення, пластини, пластинчато-трубного
Текст:
...ням рифтів виконують просічки біля зон плануємих рифтів, а пробивку отворів в рифтах здійснюють одночасно з гнуттям пластини в місцях виконаних просічок' лінію просічок на кожному їх кінці орієнтують в межах ±15° від перпендикуляра до дотичної лінії' на краю сусіднього рифта, до якого направлена ця просічка. Суттєві ВІДМІННОСТІ замовляємого винаходу зводяться до того, що по-перше, цей спосіб має операцію виконання просічок перед...
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 26547
Опубліковано: 11.10.1999
Автори: Оскрет Юрій Вікторович, Орлов Олексій Зінов'євич, Карпенко Олександр Никифорович, Голуб Валентин Антонович, Ройзен Зінаїда Львовна
МПК: F28F 3/04
Мітки: теплообмінника, пластинчасто-трубного, пластини, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника, який містить в собі багатоперехідну штамповку рифтів в цій пластині шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед багатоперехідною штамповкою рифтів виконують технологічну формовку пластини поміж її рифтами, а пробивку отворів в рифтах здійснюють в середній частині їх дна з наступною...
Спосіб виготовлення щілинного теплообмінника
Номер патенту: 51057
Опубліковано: 25.06.2010
Автор: Ніколаєнко Юрій Єгорович
МПК: H05K 7/20
Мітки: теплообмінника, щілинного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення щілинного теплообмінника шляхом виконання в його теплообмінному блоці щонайменше одного щілинного каналу для теплоносія, який відрізняється тим, що теплообмінний блок виконують із однієї суцільної металевої заготовки, а виконання щілинного каналу здійснюють переміщенням дроту та абразивного матеріалу в тілі металевої заготовки.2. Спосіб виготовлення щілинного теплообмінника за п. 1, який відрізняється тим, що для...
Спосіб виготовлення мікромініатюрного теплообмінника
Номер патенту: 35794
Опубліковано: 16.04.2001
Автори: Фенченко Володимир Миколайович, Фенченко Микола Володимирович, Бондаренко Станіслав Іванович
МПК: F01K 25/00
Мітки: мікромініатюрного, спосіб, теплообмінника, виготовлення
Формула / Реферат:
Спосіб виготовлення мікромініатюрного теплообмінника, що включає формування мікроканалів у пластинах із аморфного немагнітного матеріалу і з'єднання пластин в один блок шляхом нагрівання до розм'якшення матеріалу і подальшого охолодження до кімнатної температури, який відрізняється тим, що з'єднання пластин в один блок проводять в 2-4 цикли нагрівання-охолодження при стисненні пластин з зусиллям 900±100 Н/кв.м, причому в кожному циклі...
Попередній патент: Спосіб перероблення розсолів
Наступний патент: Спосіб діагностики жирової емболії великого кола кровообігу
Випадковий патент: Екзотермічна суміш