Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 27639
Опубліковано: 15.09.2000
Автори: Оскрет Юрій Вікторович, Орлов Олексій Зінов'євич, Голуб Валентин Антонович, Карпенко Олександр Никифорович, Ройзен Зінаіда Львовна
Текст
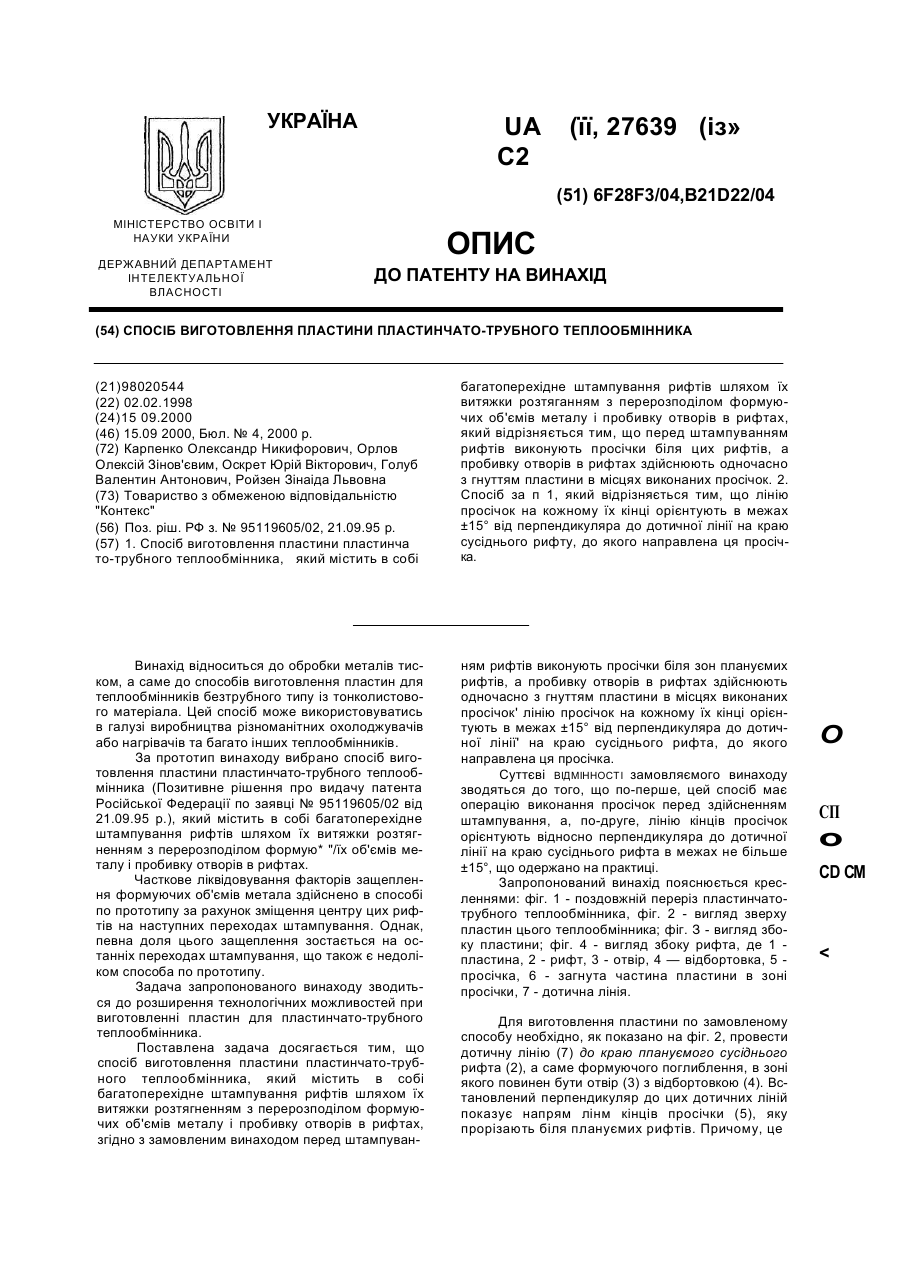
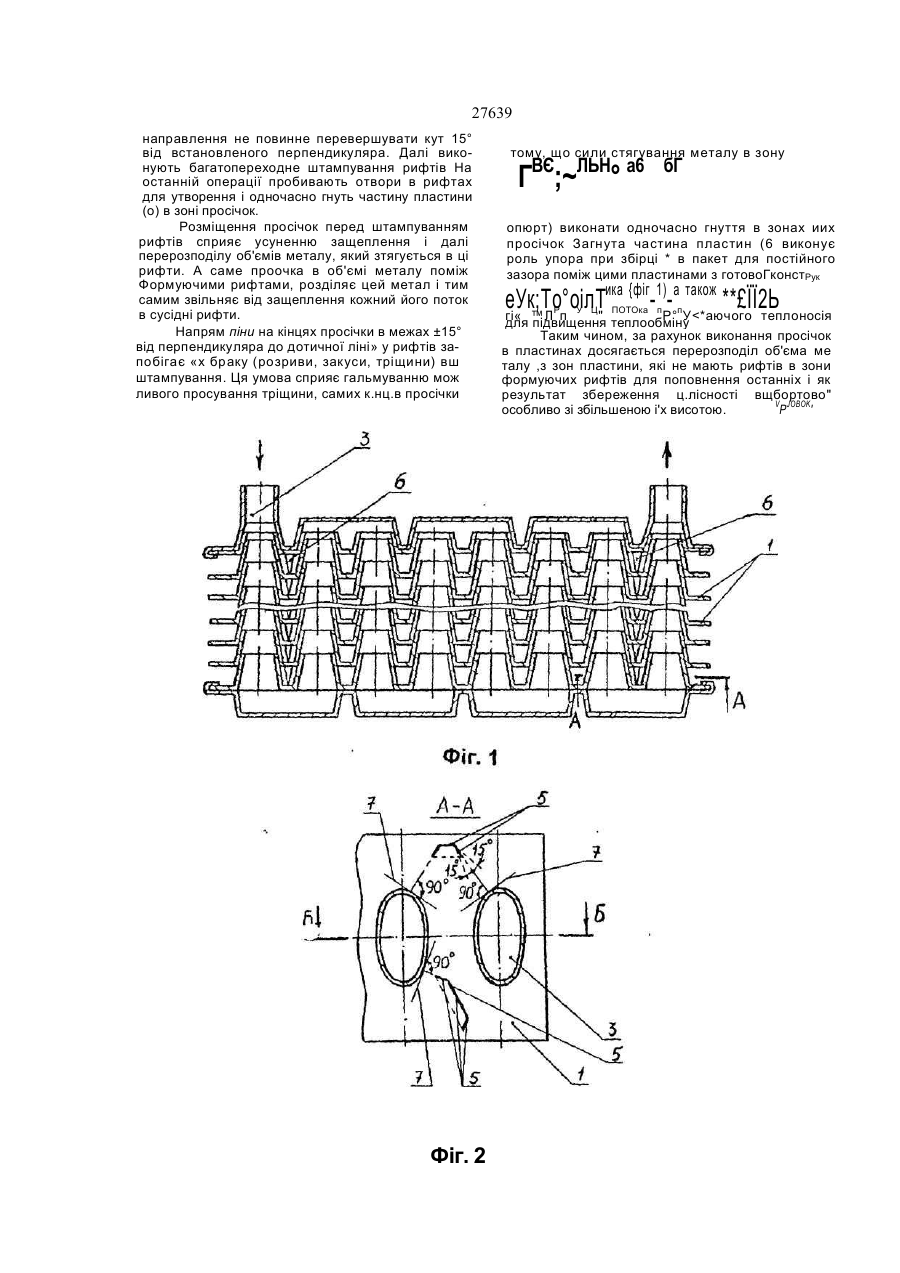
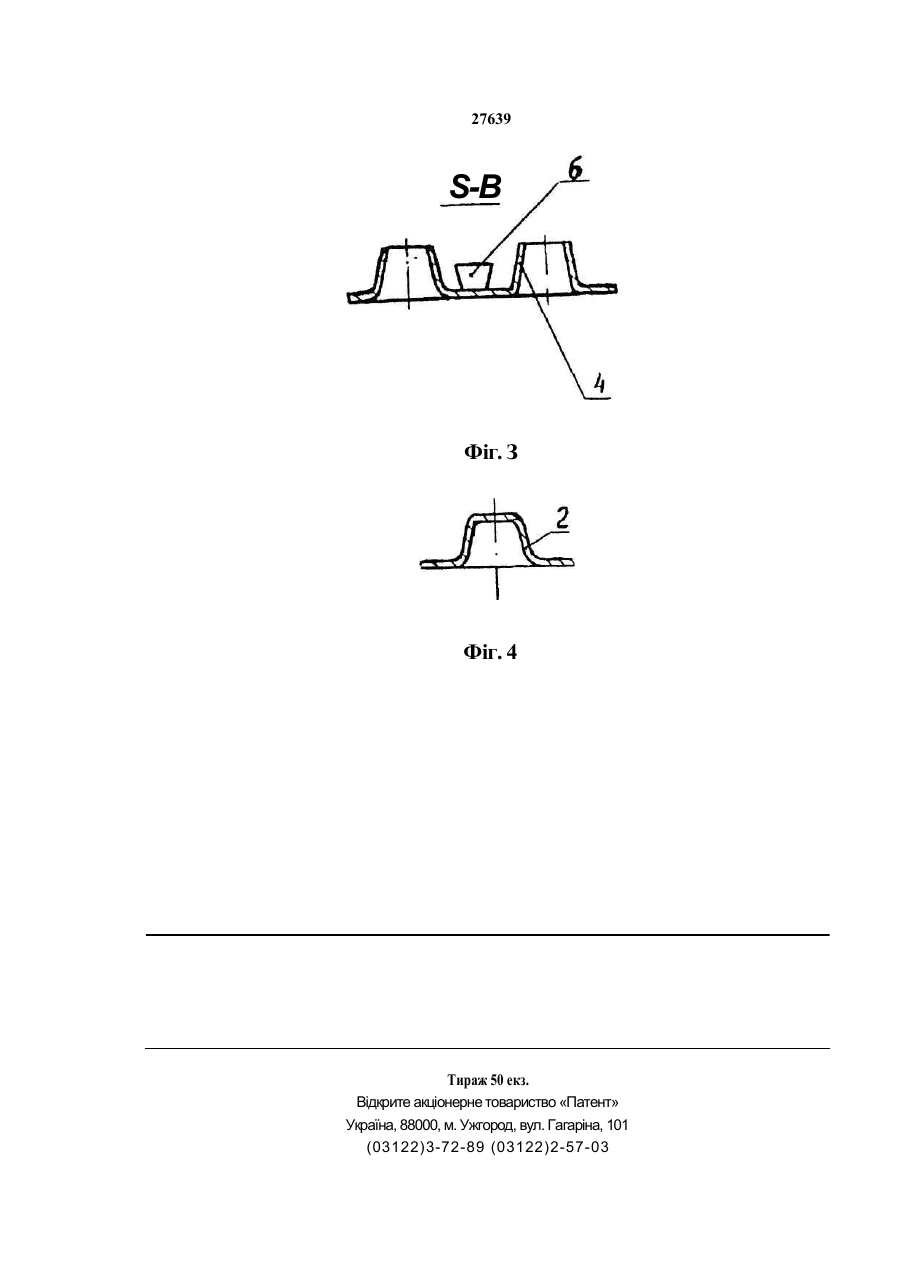
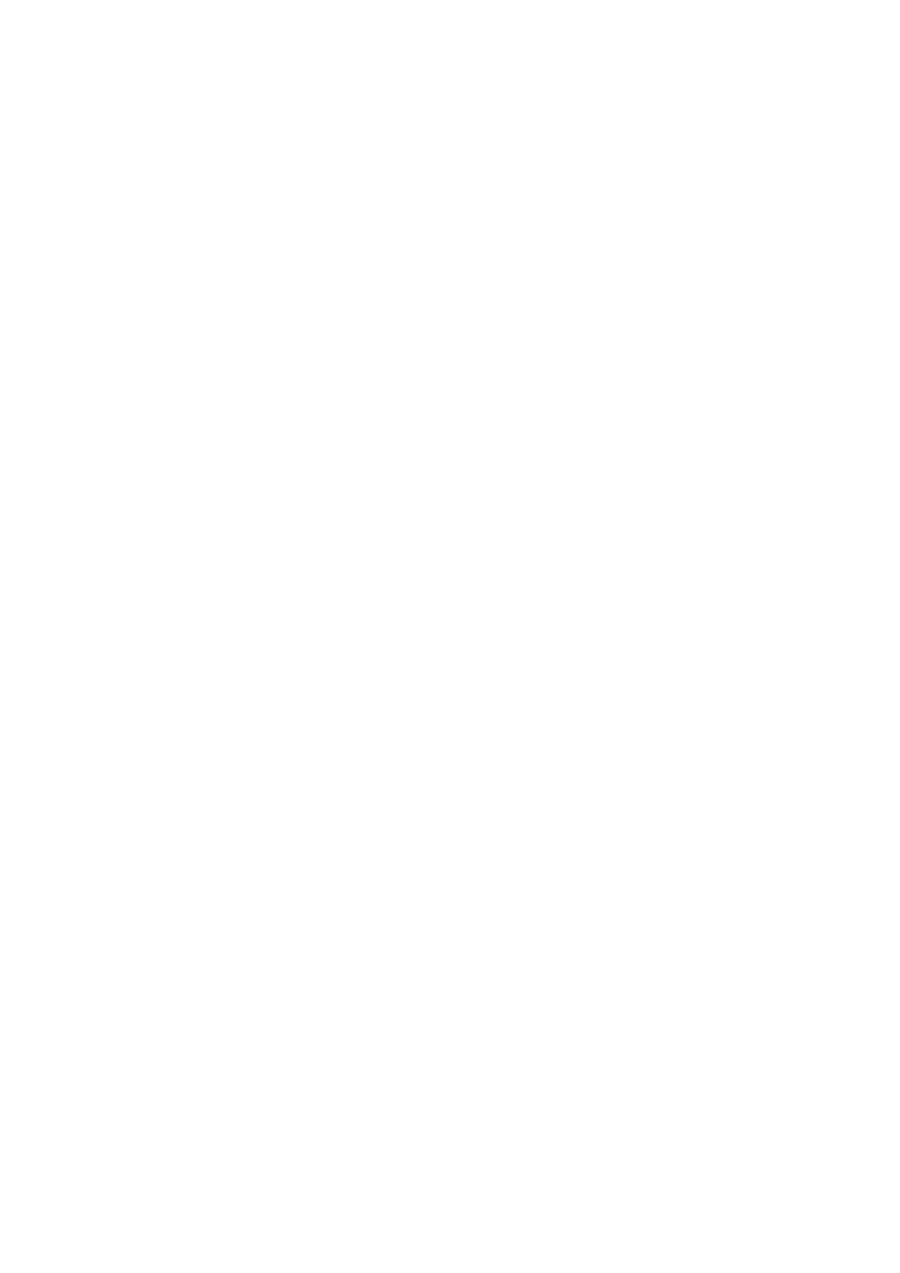
1. Спосіб виготовлення пластини пластинча то-трубного теплообмінника, який містить в собі багатоперехідне штампування рифтів шляхом їх витяжки розтяганням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед штампуванням рифтів виконують просічки біля цих рифтів, а пробивку отворів в рифтах здійснюють одночасно з гнуттям пластини в місцях виконаних просічок. 2. Спосіб за п 1, який відрізняється тим, що лінію просічок на кожному їх кінці орієнтують в межах ±15° від перпендикуляра до дотичної лінії на краю сусіднього рифту, до якого направлена ця просічка. Винахід відноситься до обробки металів тиском, а саме до способів виготовлення пластин для теплообмінників безтрубного типу із тонколистового матеріала. Цей спосіб може використовуватись в галузі виробництва різноманітних охолоджувачів або нагрівачів та багато інших теплообмінників. За прототип винаходу вибрано спосіб виготовлення пластини пластинчато-трубного теплообмінника (Позитивне рішення про видачу патента Російської Федерації по заявці № 95119605/02 від 21.09.95 p.), який містить в собі багатоперехідне штампування рифтів шляхом їх витяжки розтягненням з перерозподілом формую* "/їх об'ємів металу і пробивку отворів в рифтах. Часткове ліквідовування факторів защеплення формуючих об'ємів метала здійснено в способі по прототипу за рахунок зміщення центру цих рифтів на наступних переходах штампування. Однак, певна доля цього защеплення зостається на останніх переходах штампування, що також є недоліком способа по прототипу. Задача запропонованого винаходу зводиться до розширення технологічних можливостей при виготовленні пластин для пластинчато-трубного теплообмінника. Поставлена задача досягається тим, що спосіб виготовлення пластини пластинчато-трубного теплообмінника, який містить в собі багатоперехідне штампування рифтів шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, згідно з замовленим винаходом перед штампуван ням рифтів виконують просічки біля зон плануємих рифтів, а пробивку отворів в рифтах здійснюють одночасно з гнуттям пластини в місцях виконаних просічок' лінію просічок на кожному їх кінці орієнтують в межах ±15° від перпендикуляра до дотичної лінії' на краю сусіднього рифта, до якого направлена ця просічка. Суттєві ВІДМІННОСТІ замовляємого винаходу зводяться до того, що по-перше, цей спосіб має операцію виконання просічок перед здійсненням штампування, а, по-друге, лінію кінців просічок орієнтують відносно перпендикуляра до дотичної лінії на краю сусіднього рифта в межах не більше ±15°, що одержано на практиці. Запропонований винахід пояснюється кресленнями: фіг. 1 - поздовжній переріз пластинчатотрубного теплообмінника, фіг. 2 - вигляд зверху пластин цього теплообмінника; фіг. З - вигляд збоку пластини; фіг. 4 - вигляд збоку рифта, де 1 пластина, 2 - рифт, 3 - отвір, 4 — відбортовка, 5 просічка, 6 - загнута частина пластини в зоні просічки, 7 - дотична лінія. Для виготовлення пластини по замовленому способу необхідно, як показано на фіг. 2, провести дотичну лінію (7) до краю ппануємого сусіднього рифта (2), а саме формуючого поглиблення, в зоні якого повинен бути отвір (3) з відбортовкою (4). Встановлений перпендикуляр до цих дотичних ліній показує напрям лінм кінців просічки (5), яку прорізають біля плануємих рифтів. Причому, це О СП о CD CM < 27639 направлення не повинне перевершувати кут 15° від встановленого перпендикуляра. Далі виконують багатопереходне штампування рифтів На останній операції пробивають отвори в рифтах для утворення і одночасно гнуть частину пластини (о) в зоні просічок. Розміщення просічок перед штампуванням рифтів сприяє усуненню защеплення і далі перерозподілу об'ємів металу, який зтягується в ці рифти. А саме проочка в об'ємі металу поміж Формуючими рифтами, розділяє цей метал і тим самим звільняє від защеплення кожний його поток в сусідні рифти. Напрям піни на кінцях просічки в межах ±15° від перпендикуляра до дотичної ліні» у рифтів запобігає «х браку (розриви, закуси, тріщини) вш штампування. Ця умова сприяє гальмуванню мож ливого просування тріщини, самих к.нц.в просічки Фіг. 2 тому, що сили стягування металу в зону ГВЄ;~ЛЬН° а6 бГ опюрт) виконати одночасно гнуття в зонах иих просічок Загнута частина пластин (6 виконує роль упора при збірці * в пакет для постійного зазора поміж цими пластинами з готовоГконстРук еУк;То°оілТика {фіг-1)Р°а У
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make plate of plate-pipe heat exchanger
Автори англійськоюKarpenko Oleksandr Nykyforovych, Orlov Oleksii Zinovievych, Okset Yurii Viktorovych, Holub Valentyn Antonovych, Roizen Zinaida Lvivna
Назва патенту російськоюСпособ изготовления пластины пластинчато-трубного теплообменника
Автори російськоюКарпенко Александр Никифорович, Орлов Алексей Зиновьевич, Оскрет Юрий Викторович, Голуб Валентин Антонович, Ройзен Зинаида Львовна
МПК / Мітки
МПК: B21D 22/04, F28F 3/04
Мітки: теплообмінника, пластинчато-трубного, спосіб, пластини, виготовлення
Код посилання
<a href="https://ua.patents.su/4-27639-sposib-vigotovlennya-plastini-plastinchato-trubnogo-teploobminnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пластини пластинчато-трубного теплообмінника</a>
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 26547
Опубліковано: 11.10.1999
Автори: Ройзен Зінаїда Львовна, Оскрет Юрій Вікторович, Карпенко Олександр Никифорович, Орлов Олексій Зінов'євич, Голуб Валентин Антонович
МПК: F28F 3/04
Мітки: виготовлення, спосіб, теплообмінника, пластинчасто-трубного, пластини
Формула / Реферат:
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника, який містить в собі багатоперехідну штамповку рифтів в цій пластині шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед багатоперехідною штамповкою рифтів виконують технологічну формовку пластини поміж її рифтами, а пробивку отворів в рифтах здійснюють в середній частині їх дна з наступною...
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 27156
Опубліковано: 28.02.2000
Автори: Карпенко Олександр Никифорович, Голуб Валентин Антонович, Орлов Олексій Зінов'євич, Оскрет Юрій Вікторович
МПК: B21D 22/04, F28F 3/04
Мітки: теплообмінника, виготовлення, спосіб, пластини, пластинчасто-трубного
Формула / Реферат:
1. Спосіб виготовлення пластини пластинчасто-трубного теплообмінника із листової заготовки багатоперехідною штамповкою рифтів, який містить в собі багатоперехідну витяжку з формовкою розтягнення пуансонами в матрицю рифтів із поперехідним збільшенням висоти рифтів та наступною пробивкою отворів у зоні одержаних рифтів, який відрізняється тим, що на першому переході здійснюють витяжку всіх рифтів висоти або тільки 1 - 2 центральних, а на...
Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 26169
Опубліковано: 07.06.1999
Автори: Мільштейн Павло Абрамович, Оскрет Юрій Вікторович, Голуб Валентин Антонович, Орлов Олексій Зінов'євич, Карпенко Олександр Никифорович
МПК: B21D 22/04, F28F 3/04
Мітки: виготовлення, пластини, теплообмінника, пластинчато-трубного, спосіб
Формула / Реферат:
1. Способ изготовления пластины пластинчато-трубного теплообменника путем многопереходной штамповки рифтов, включающий на первом переходе вытяжку с формовкой растяжением с помощью пуансона с прижимом в матрицу рифта, а на последнем переходе пробивку отверстий в зоне рифтов, отличающийся тем, что на начальных переходах процесс вытяжки с формовкой растяжением проводят с использованием прижима в виде конусного складкообразователя, а формирование...
Спосіб виготовлення фотополімеризаційноздатної пластини
Номер патенту: 22482
Опубліковано: 03.03.1998
Автори: Кук Ганна Федорівна, Гладилович Марта Костянтинівна, Скробацька Катерина Владленівна, Сапій Микола Теодорович, Румянцева Марина Вікторівна, Патрушева Тамара Андріївна, Мельник Микола Григорович, Ковалишин Володимир Михайлович
МПК: B29C 41/22, G03F 7/038
Мітки: спосіб, пластини, виготовлення, фотополімеризаційноздатної
Формула / Реферат:
1. Спосіб виготовлення фотополімеризаційноздатної пластини, що включає нанесення на розміростійку підкладку фотополімеризаційноздатної композиції термопластичним методом і з'єднання отриманого шару з захисною еластичною плівкою, який відрізняється тим, що нанесення фотополімеризаційноздатної композиції термопластичним методом здійснюють на розміростійку підкладку, на якій попередньо формують адгезивний шар, причому формування адгезивного шару...
Спосіб виготовлення теплообмінника
Номер патенту: 7709
Опубліковано: 26.12.1995
Автор: Копак Мирослав Петрович
МПК: B23P 15/26
Мітки: теплообмінника, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления теплообменника, заключающийся в формовке двух спиралей тарельчатой формы, сборке их между собой с патрубками и коническими крышками и последующем их жестком соединении, отличающийся тем, что, с целью упрощения технологии изготовления формовку спирали осуществляют навивкой полосы на оправку виток к витку тарельчатой формы, а после навивки спираль калибруют по шагу, сборку спиралей между собой осуществляют...
Попередній патент: Перетворювач змінної напруги на постійну
Наступний патент: Зернозбиральний комбайн
Випадковий патент: Маніпулятор доїльного апарата