Спосіб одержання в електронно-променевій печі зливка складнолегованого сплаву
Номер патенту: 88492
Опубліковано: 25.03.2014
Автори: Ладохін Сергій Васильович, Лапшук Тамара Володимирівна, Левицький Микола Іванович
Формула / Реферат
1. Спосіб одержання в електронно-променевій печі зливка складнолегованого сплаву, що включає виплавку сплаву методом електронно-променевої гарнісажної плавки з електромагнітним перемішуванням розплаву і формування зливка в кристалізаторі ковзання методом порційного лиття шляхом зливання розплаву з гарнісажного тигля у кристалізатор і витягування зливка з кристалізатора на фіксовану висоту, який відрізняється тим, що масу розплаву у тиглі розраховують з умови забезпечення формування у кристалізаторі частини зливка, яка дорівнює вказаній фіксованій висоті, а загальну кількість плавок у тиглі - з умови одержання зливка потрібної висоти, причому в процесі зливання у кристалізатор розплаву його обігрівають електронним променем, а по завершенні зливання продовжують обігрів поверхні металу у кристалізаторі для забезпечення температури, достатньої для надійного зварювання при зливанні у кристалізатор металу наступної плавки.
2. Спосіб за п. 1, який відрізняється тим, що на розплав у кристалізаторі накладають електромагнітні поля.
Текст
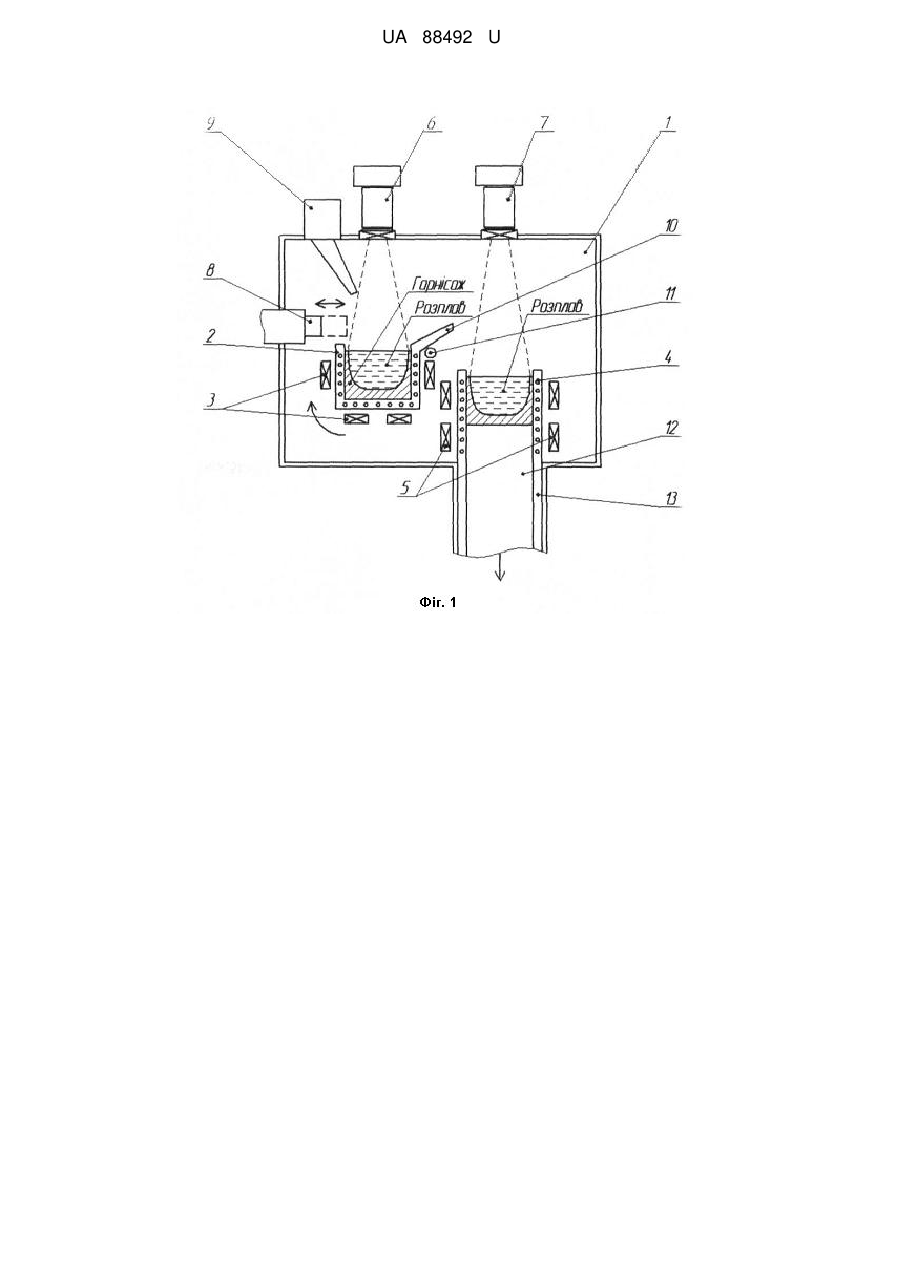
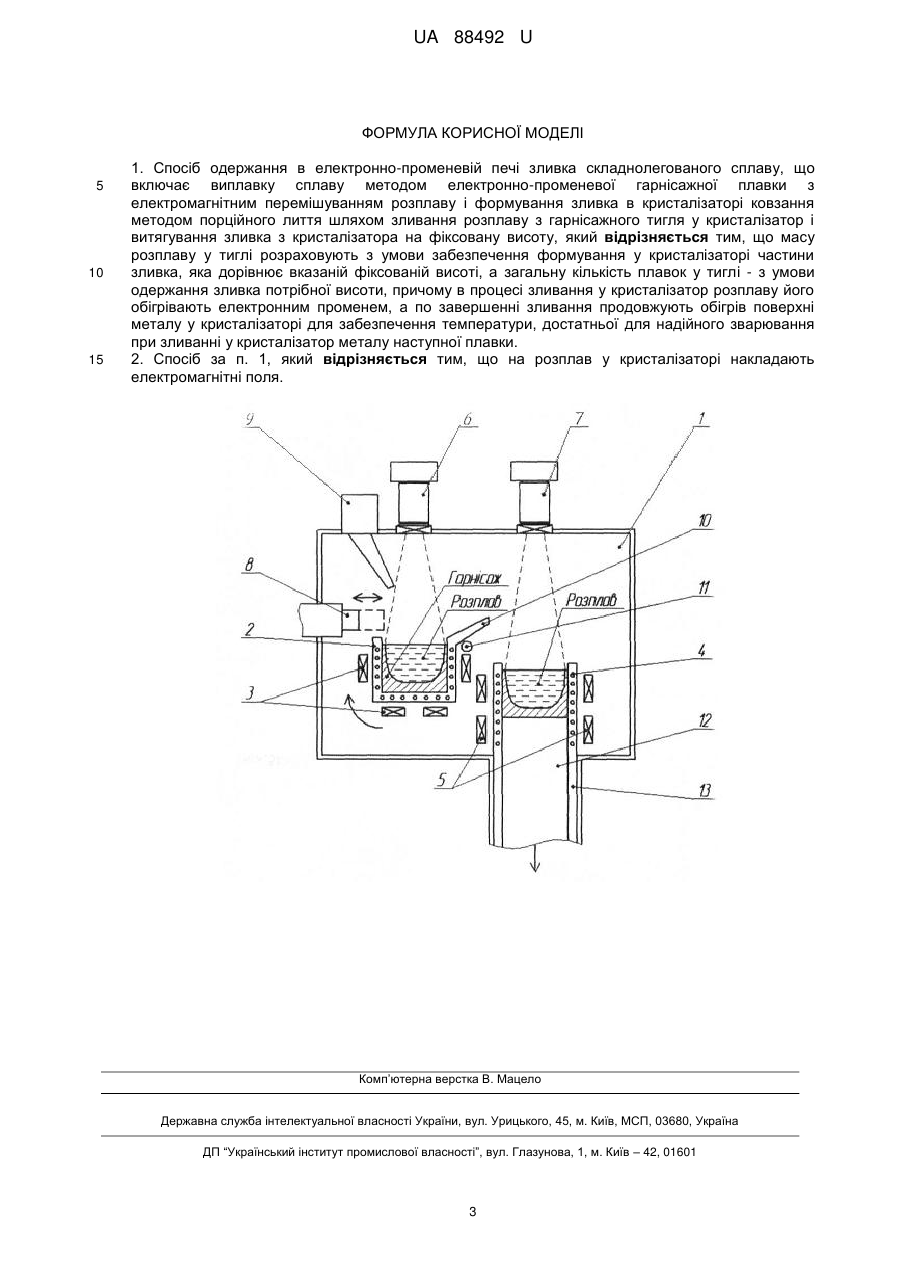
Реферат: Спосіб одержання в електронно-променевій печі зливка складнолегованого сплаву включає виплавку сплаву методом електронно-променевої гарнісажної плавки з електромагнітним перемішуванням розплаву і формування зливка в кристалізаторі ковзання методом порційного лиття шляхом зливання розплаву з гарнісажного тигля у кристалізатор і витягування зливка з кристалізатора на фіксовану висоту, причому масу розплаву у тиглі розраховують з умови забезпечення формування у кристалізаторі частини зливка, яка дорівнює вказаній фіксованій висоті, а загальну кількість плавок у тиглі - з умови одержання зливка потрібної висоти, причому в процесі зливання у кристалізатор розплаву його обігрівають електронним променем, а по завершенні зливання продовжують обігрів поверхні металу у кристалізаторі для забезпечення температури, достатньої для надійного зварювання при зливанні у кристалізатор металу наступної плавки. UA 88492 U (54) СПОСІБ ОДЕРЖАННЯ В ЕЛЕКТРОННО-ПРОМЕНЕВІЙ ПЕЧІ ЗЛИВКА СКЛАДНОЛЕГОВАНОГО СПЛАВУ UA 88492 U UA 88492 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується області спеціальної електрометалургії і може знайти застосування при одержанні в електронно-променевих печах зливків багатокомпонентних сплавів, в тому числі з використанням як вихідного металу промислових відходів і губки. Відомий спосіб одержання в електронно-променевій установці з проміжною ємністю зливків складнолегованих нікелевих сплавів з порційною подачею розплаву у кристалізатор ковзання, в якому витратну заготовку сплавляють у проміжну ємність, розплав витримують в ємності для забезпечення рафінування при електронно-променевому обігріві, після чого зливають у кристалізатор, де проводять обігрів поверхні за заданою програмою для забезпечення зварювання при зливанні у кристалізатор наступної порції розплаву з проміжної ємності [1]. Недоліком способу є те, що під час сплавлення заготовки і витримки розплаву у проміжній ємності мають місце втрати легуючих елементів як внаслідок їх випаровування, так і можливого осідання у нижній шар ванни у проміжній ємності, що призводить до відхилення складу сплаву від потрібного. Крім того, розподіл легуючих компонентів у проміжній ємності може бути нерівномірним внаслідок недостатньо інтенсивного перемішування розплаву, що буде викликати необхідність проведення додаткового переплаву зливка. Відомий також спосіб плавки багатокомпонентних сплавів в електронно-променевій печі з проміжною ємністю, при якому для попередження випаровування легуючих компонентів на поверхні ванни в проміжній ємності наводять шар шлаку [2]. Недоліком способу залишається вірогідність нерівномірного розподілу легуючих елементів. Ще одним недоліком є можливість попадання шлаку у зливок при зливанні розплаву з проміжної ємності у кристалізатор. Відомий також спосіб одержання в електронно-променевій установці з проміжною ємністю зливків сплаву титану з використанням як шихти губки, в якому витратну заготовку формують у титановому коробі шляхом укладання в ньому губки, легуючих елементів у вигляді лігатур або у чистому вигляді разом з алюмінієм, в якому спочатку в проміжну ємність сплавляють вказану сформовану заготовку, а потім розплав з ємності зливають у кристалізатор ковзання, де формується зливок, причому його загальна висота залежить від кількості зливань з проміжної ємності [3]. Недоліками способу є втрати легуючих елементів внаслідок їх випаровування і вірогідність нерівномірного розподілу легуючих елементів, тобто ті ж, які вказані вище. Відомий також спосіб одержання в електронно-променевій печі зливка складнолегованого сплаву шляхом відповідного виготовлення витратного електроду, що являє собою циліндричну заготовку з металу-основи, у якій зроблені отвори для вкладання в них легуючих елементів або їх лігатур [4]. Недоліком способу є вірогідність нерівномірного розподілу легуючих елементів при переплаві електроду і формуванні зливка у кристалізаторі. Виготовлення витратного електроду є достатньо складною і коштовною технологічною операцією, що підвищує вартість одержання зливка складнолегованого сплаву. Найбільш близьким за технічною суттю і результатом, що досягається, рішенню, що заявляється, є спосіб виплавки багатокомпонентного сплаву в електронно-променевій гарнісажній установці, при якому легуючі компоненти вводять у розплав металу-основи сплаву у гарнісажному тиглі шляхом їх розплавлення електронним променем над ванною розплаву, тобто у рідкому стані, або у твердому стані за рахунок розміщення в оболонці з металу-основи сплаву, причому розплав у тиглі інтенсивно перемішується під впливом електромагнітних полів [5]. Недоліком способу є обмежена маса розплаву у тиглі, що не дозволяє формувати зливки достатньо великих розмірів. Крім того, для забезпечення гарантованого складу сплаву, що виплавляється, маса розплаву з металу-основи у тиглі повинна бути достатньо строго визначеною, тобто необхідно володіти методами встановлення маси розплаву у тиглі без урахування маси гарнісажу. Задачею корисної моделі є одержання в електронно-променевій печі зливка складнолегованого сплаву, в тому числі з використанням губки і промислових відходів, з забезпеченням гарантованого вмісту легуючих елементів, їх рівномірного розповсюдження у сплаві і зниження втрат на одержання зливка. Поставлена задача вирішується тим, що у способі одержання в електронно-променевій печі зливка складнолегованого сплаву, який включає виплавку сплаву методом електроннопроменевої гарнісажної плавки з електромагнітним перемішуванням розплаву і формування зливка в кристалізаторі ковзання методом порційного лиття шляхом зливання розплаву з гарнісажного тигля в кристалізатор і витягування зливка з кристалізатора на фіксовану висоту, відповідно до корисної моделі, масу розплаву у тиглі розраховують з умови забезпечення 1 UA 88492 U 5 10 15 20 25 30 35 40 45 50 55 формування у кристалізаторі частини зливка, яка дорівнює вказаній фіксованій висоті, а загальну кількість плавок у тиглі - з умови одержання зливка потрібної висоти, причому в процесі зливання в кристалізатор розплаву його обігрівають електронним променем, а по завершенні зливання продовжують обігрів поверхні металу у кристалізаторі для забезпечення температури, достатньої для надійного зварювання при зливанні у кристалізатор розплаву наступної плавки. Крім того, на розплав у кристалізаторі накладають електромагнітні поля. Вказана сукупність ознак способу забезпечує одержання на стадії гарнісажної плавки з електромагнітним перемішуванням розплаву багатокомпонентного сплаву необхідного складу і маси, достатньої для формування відповідної частини зливка у кристалізаторі ковзання, а на стадії формування зливка у кристалізаторі забезпечує одержання потрібної структури як внаслідок порційного зливання розплаву у кристалізатор, при якому забезпечується утворення дрібнозернистої рівномірної структури завдяки інтенсивному охолодженню розплаву при його попаданні на вже сформовану раніше частину зливка, так і завдяки надійному зварюванню порції розплаву, що зливається у кристалізатор, зі зливком у ньому. Суть корисної моделі пояснюється кресленням, де показано схему реалізації способу. В плавильній камері 1 розміщені гарнісажний тигель 2 з системою електромагнітного перемішування 3 і кристалізатор ковзання 4, який також може бути оснащений системою електромагнітного перемішування 5. Тигель 2 і кристалізатор 4 обігріваються електроннопроменевими гарматами 6 та 7. Завалювання шихти у тигель 2 проводиться за допомогою пристрою 8, який може переміщуватися для забезпечення можливості повороту тигля 2 при зливанні розплаву. Плавка у тиглі 2 проводиться з використанням перемішування розплаву під впливом системи 3 електромагнітного перемішування. Введення у розплав у тиглі 2 легуючих елементів проводиться за допомогою пристрою 9. Легуючі елементи можуть подаватись у розплав у тиглі 2 або безпосередньо у твердому стані, або сплавлятись променем гармати 6, тобто у рідкому стані. Розплав з тигля 2 по закінченні плавки зливається у кристалізатор 4 через зливний носок 10 шляхом повороту тигля навколо вісі 11. Витягування зливка 12, який формується у кристалізаторі 4, проводиться у камеру зливка 13 за допомогою механізму витягування (не показано). При необхідності на розплав у кристалізаторі 4 можуть накладатися електромагнітні поля системою 5. Процес одержання зливка складнолегованого сплаву здійснюється таким чином. Після зливання з тигля 2 розплаву у кристалізатор 4 в тигель за допомогою пристрою 8 загружають наступну партію шихти металу-основи сплаву, що виплавляється (це може бути метал-основа у вигляді відходів або губки). Гарматою 6 проводять плавлення і потім за допомогою пристрою 9 у розплав вводять легуючі елементи. Плавлення шихти і розчинення у розплаві легуючих елементів проводяться при електромагнітному перемішуванні розплаву, що забезпечує не тільки інтенсифікацію процесів, а й рівномірне розповсюдження елементів. У разі необхідності забезпечення вмісту у сплаві легуючих елементів з високою пружністю пари їх вводять у розплав у тиглі 2 також за допомогою пристрою 9, але не введенням у розплаві, а шляхом сплавлення променем гармати 6. Після витримки розплаву у тиглі 2 при електромагнітному перемішуванні для забезпечення рівномірного складу його зливають у кристалізатор 4 шляхом повороту тигля 2, і в процесі зливання променем гармати 7 проводять обігрів розплаву як на зливному носку 10, так і в кристалізаторі 4. Обігрів поверхні розплаву у кристалізаторі 4 продовжують і після завершення зливання розплаву з тигля 2, причому його регулюють таким чином, щоб поверхня була у твердому стані для гарантування потрібного складу сплаву і в той же час мала температуру, яка забезпечить надійне зварювання при зливанні з тигля 2 металу наступної плавки. Таким чином, сполучення гарнісажної плавки з електромагнітним перемішуванням розплаву для виплавки складнолегованого сплаву потрібного складу і порційного заповнення кристалізатора ковзання для формування дрібнозернистої кристалічної структури забезпечує одержання зливка складнолегованого сплаву. Джерела інформації: 1. Электронно-лучевая плавка / Б.Е. Патон, Н.П. Тригуб, Д.А. Козлитин. и др. - Киев: Наук, думка, 1997.-266 с. (С. 92-96). 2. Патент ФРГ № 3827074, С22В9/22, 22.02.1990. 3. Электронно-лучевая плавка титана / Патон Б.Е., Тригуб Н.П., Ахонин С.В., Жук Г.В. - Киев: Наук, думка, 2006.-248 с. (С. 144-146). 4. Патент України № 90377, Н05В3/02, С22В9/16, 26.04.2010. 5. Патент Украины № 43580А, С22В9/22, С21С5/56, 17.12.2001 2 UA 88492 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб одержання в електронно-променевій печі зливка складнолегованого сплаву, що включає виплавку сплаву методом електронно-променевої гарнісажної плавки з електромагнітним перемішуванням розплаву і формування зливка в кристалізаторі ковзання методом порційного лиття шляхом зливання розплаву з гарнісажного тигля у кристалізатор і витягування зливка з кристалізатора на фіксовану висоту, який відрізняється тим, що масу розплаву у тиглі розраховують з умови забезпечення формування у кристалізаторі частини зливка, яка дорівнює вказаній фіксованій висоті, а загальну кількість плавок у тиглі - з умови одержання зливка потрібної висоти, причому в процесі зливання у кристалізатор розплаву його обігрівають електронним променем, а по завершенні зливання продовжують обігрів поверхні металу у кристалізаторі для забезпечення температури, достатньої для надійного зварювання при зливанні у кристалізатор металу наступної плавки. 2. Спосіб за п. 1, який відрізняється тим, що на розплав у кристалізаторі накладають електромагнітні поля. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLadokhin Serhii Vasyliovych, Lapshuk Tamara Volodymyrivna, Levystkyi Mykola Ivanovych
Автори російськоюЛадохин Сергей Васильевич, Лапшук Тамара Владимировна, Левицкий Николай Иванович
МПК / Мітки
МПК: C22B 9/22
Мітки: печі, сплаву, спосіб, зливка, електронно-променевий, одержання, складнолегованого
Код посилання
<a href="https://ua.patents.su/5-88492-sposib-oderzhannya-v-elektronno-promenevijj-pechi-zlivka-skladnolegovanogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання в електронно-променевій печі зливка складнолегованого сплаву</a>
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю
Номер патенту: 100279
Опубліковано: 10.12.2012
Автори: Березос Володимир Олександрович, Корнійчук Валерій Данилович, Северин Андрій Юрійович, ТРИГУБ Микола Петрович
МПК: C22C 14/00, C22B 9/22, C22B 1/02, C22B 4/06
Мітки: титанового, проміжною, отримання, зливка, спосіб, кристалізацією, сплаву, електронно-променевий, пошаровою, установці, ємністю
Формула / Реферат:
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю, який включає в себе плавлення електронними променями шихтової заготовки з титанових сплавів в проміжну ємність, обігрівання утвореного розплаву електронними променями в проміжній ємності, періодичне зливання порцій цього розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні утворюваного зливка...
Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі
Номер патенту: 90377
Опубліковано: 26.04.2010
Автори: Чернявський Вадим Борисович, Лапшук Тамара Володимирівна, Ладохін Сергій Васильович, Шмігідін Віктор Григорович, Кравчук Леонід Адріанович, Гладков Андрій Сергійович
МПК: H05B 3/12, H05B 3/10, H05B 7/07, C22B 9/16, C22B 4/00, H05B 7/20, H05B 7/06, C22C 1/10, C22C 1/02, C22C 1/03, H05H 1/26, H05B 3/02, H05B 3/40, H05B 3/42, C22B 9/18
Мітки: електрод, одержання, методом, переплавлення, зливка, кристалізаторі, витратний, сплаву, складнолегованого
Формула / Реферат:
1. Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі, що включає циліндричну заготовку з металу-основи сплаву з діаметром, що дорівнює діаметру витратного електрода, який відрізняється тим, що у циліндричній заготовці виконані некрізні отвори, в які вкладено чисті легуючі елементи або їх лігатури, і загальний об'єм цих отворів перевищує об'єм легуючих елементів або їх лігатур, причому на...
Спосіб одержання зливків в електронно-променевій установці

Номер патенту: 44741
Опубліковано: 15.03.2002
Автори: Жук Генадій Віліорович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович, Цибань Ігор Володимирович
Мітки: установці, електронно-променевий, спосіб, зливків, одержання
Формула / Реферат:
Спосіб отримання злитків в електронно-променевій установці, що включає подачу рідкого металу з проміжного тиглю в кристалізатор та обігрівання металу в проміжному тиглі та кристалізаторі електронними променями, який відрізняється тим, що одночасно з подачею металу в кристалізатор здійснюють обертання злитку під кутом 15...45° до вертикалі в бік місця подачі рідкого металу з проміжного тигля в кристалізатор, при цьому ванну металу в...
Спосіб економічної плавки реакційних металів в електронно-променевій печі
Номер патенту: 36276
Опубліковано: 16.04.2001
Автори: Семенов Генадій Степанович, ДЕРЕЧА Олександр Якович, Чайка Микола Васильович, Смітюх Григорій Євдокимович
Мітки: печі, металів, спосіб, реакційних, електронно-променевий, економічно, плавки
Формула / Реферат:
Спосіб економічної плавки реакційних металів в електронно-променевій печі, який включає горизонтальну, з двох сторін назустріч, подачу в лотоках некомпактної шихти, нарізне плавлення кожної електронними променями в проміжну ємність і періодичний злив розплаву металу в кристалізатор, який відрізняється тим, що здійснюють одночасне плавлення шихти в єдину проміжну ємність, а передній фронт плавлення по ширині лотока формують під кутом a = 10±...
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 66961
Опубліковано: 25.01.2012
Автори: Матвієць Євген Олександрович, Лапшук Тамара Володимирівна, Кругленко Михайло Петрович, Левицький Микола Іванович, Ворон Михайло Михайлович
Мітки: сплаву, спосіб, установці, електронно-променевий, гарнісажній, виплавки
Формула / Реферат:
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці, що включає завантаження компонентів шихти в тигель у відповідності з температурою плавлення, нагрів і розплавлення її електронним променем, який відрізняється тим, що після наведення рідкометалевої ванни з легкоплавких компонентів електронно-променевий нагрів виключають, тигель повертають на кут 30-45°, внаслідок чого розплав легкоплавкої шихти переміщується до стінки...
Попередній патент: Універсальний пристрій для кріплення гусеничної техніки на залізничній платформі
Наступний патент: Перетворювач опору в напругу на основі rl-діодного генератора детерміновано хаотичних коливань
Випадковий патент: Сухі сніданки глазуровані