Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 88644
Опубліковано: 25.03.2014
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович

Формула / Реферат
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку між двома інструментами шляхом покрокової подачі такої заготовки з наступним зближенням робочих поверхонь інструментів по товщині заготовки, її деформуванням та розведенням інструментів, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом її скручування між двома мимобіжно розміщеними вісесиметричними профільними робочими поверхнями інструментів.
Текст
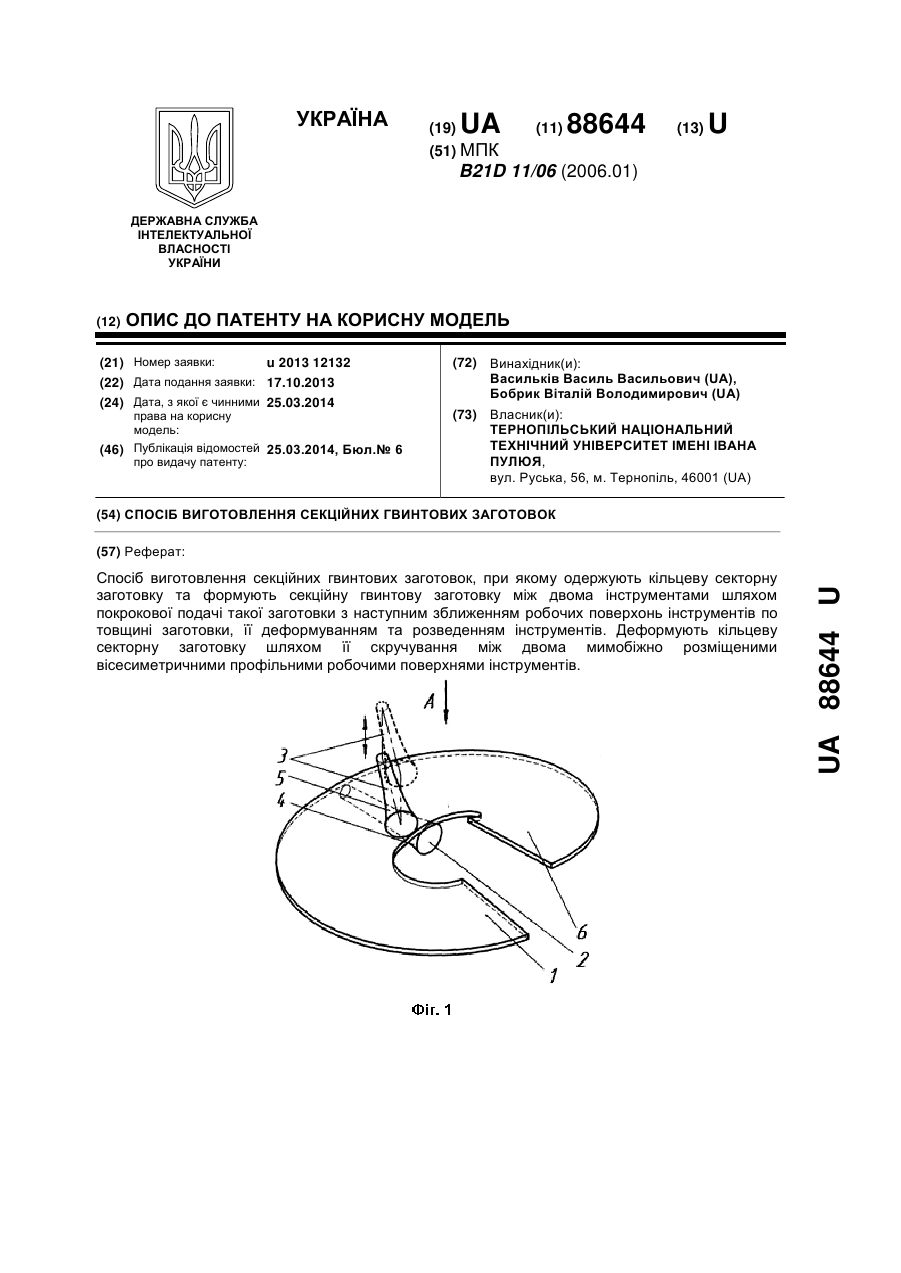
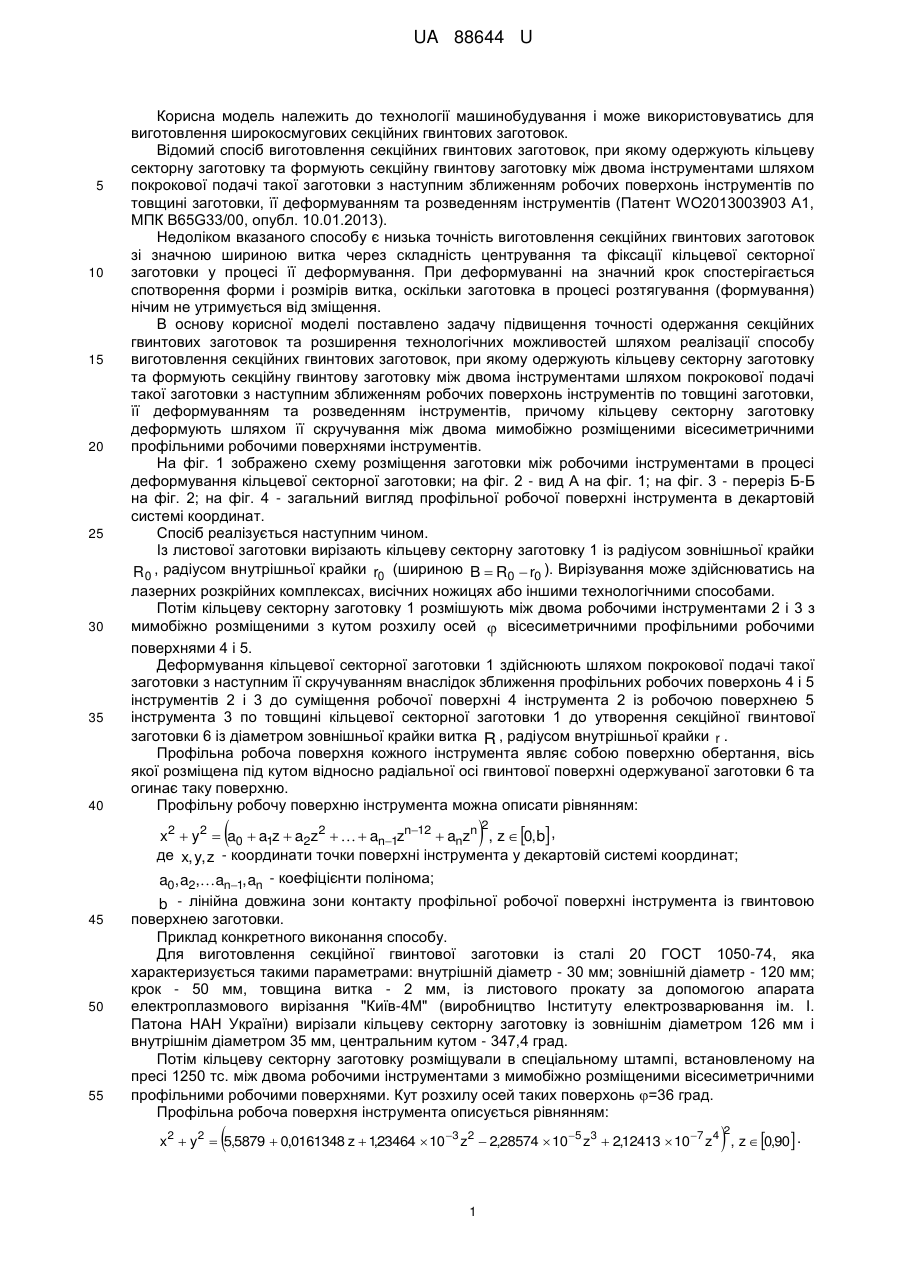
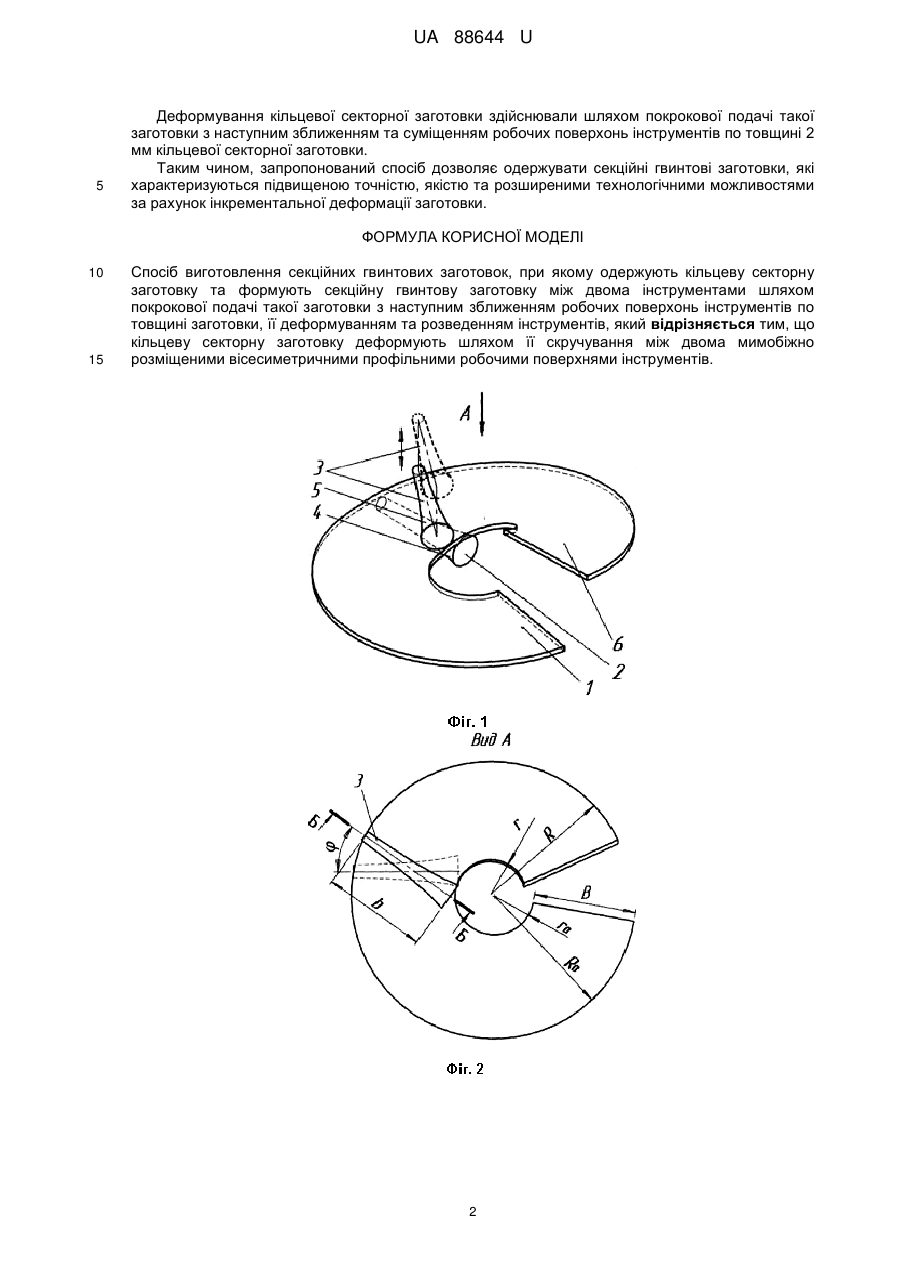
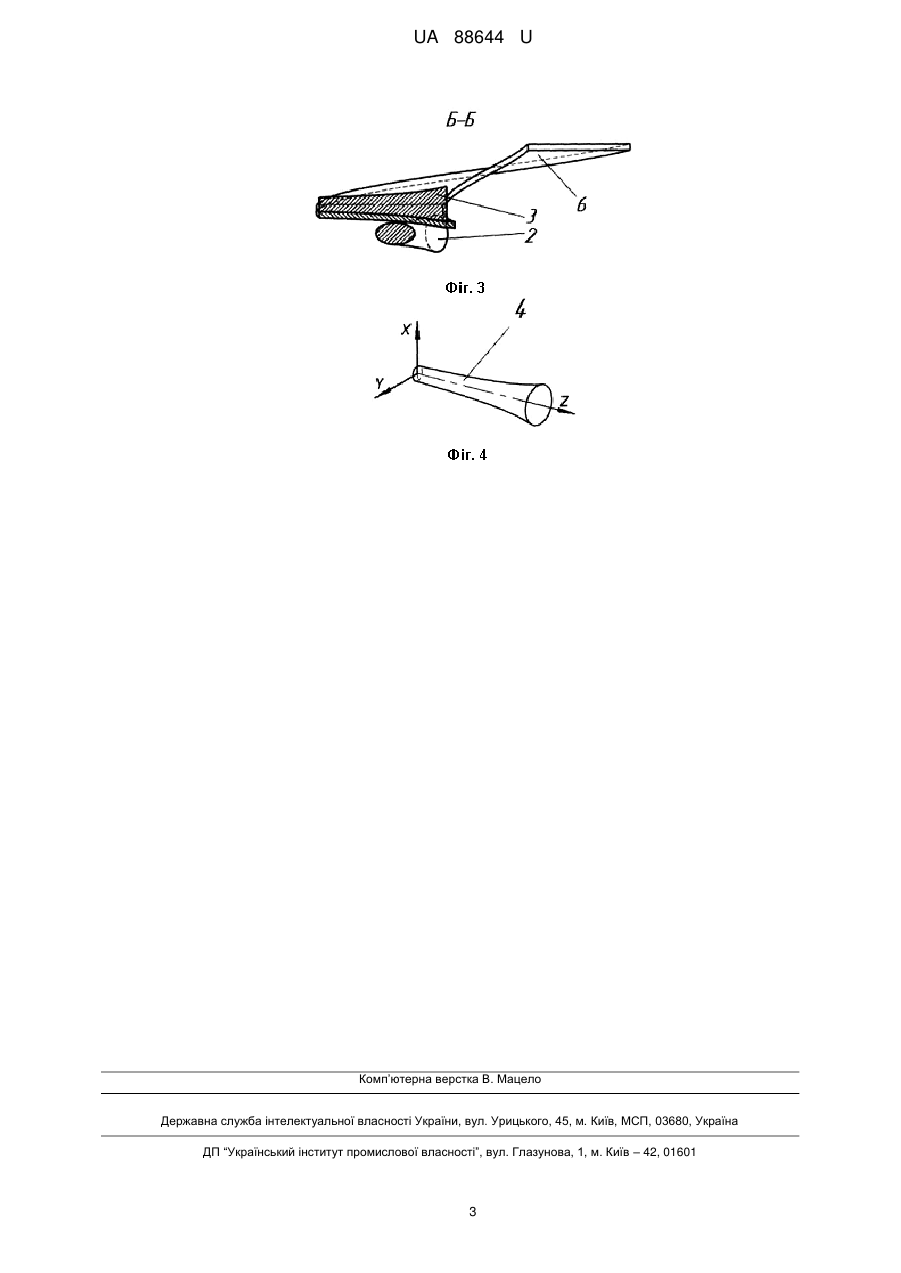
Реферат: UA 88644 U UA 88644 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових секційних гвинтових заготовок. Відомий спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку між двома інструментами шляхом покрокової подачі такої заготовки з наступним зближенням робочих поверхонь інструментів по товщині заготовки, її деформуванням та розведенням інструментів (Патент WO2013003903 А1, МПК B65G33/00, опубл. 10.01.2013). Недоліком вказаного способу є низька точність виготовлення секційних гвинтових заготовок зі значною шириною витка через складність центрування та фіксації кільцевої секторної заготовки у процесі її деформування. При деформуванні на значний крок спостерігається спотворення форми і розмірів витка, оскільки заготовка в процесі розтягування (формування) нічим не утримується від зміщення. В основу корисної моделі поставлено задачу підвищення точності одержання секційних гвинтових заготовок та розширення технологічних можливостей шляхом реалізації способу виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку між двома інструментами шляхом покрокової подачі такої заготовки з наступним зближенням робочих поверхонь інструментів по товщині заготовки, її деформуванням та розведенням інструментів, причому кільцеву секторну заготовку деформують шляхом її скручування між двома мимобіжно розміщеними вісесиметричними профільними робочими поверхнями інструментів. На фіг. 1 зображено схему розміщення заготовки між робочими інструментами в процесі деформування кільцевої секторної заготовки; на фіг. 2 - вид А на фіг. 1; на фіг. 3 - переріз Б-Б на фіг. 2; на фіг. 4 - загальний вигляд профільної робочої поверхні інструмента в декартовій системі координат. Спосіб реалізується наступним чином. Із листової заготовки вирізають кільцеву секторну заготовку 1 із радіусом зовнішньої крайки R0 , радіусом внутрішньої крайки r0 (шириною B R0 r0 ). Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Потім кільцеву секторну заготовку 1 розмішують між двома робочими інструментами 2 і 3 з мимобіжно розміщеними з кутом розхилу осей вісесиметричними профільними робочими поверхнями 4 і 5. Деформування кільцевої секторної заготовки 1 здійснюють шляхом покрокової подачі такої заготовки з наступним її скручуванням внаслідок зближення профільних робочих поверхонь 4 і 5 інструментів 2 і 3 до суміщення робочої поверхні 4 інструмента 2 із робочою поверхнею 5 інструмента 3 по товщині кільцевої секторної заготовки 1 до утворення секційної гвинтової заготовки 6 із діаметром зовнішньої крайки витка R , радіусом внутрішньої крайки r . Профільна робоча поверхня кожного інструмента являє собою поверхню обертання, вісь якої розміщена під кутом відносно радіальної осі гвинтової поверхні одержуваної заготовки 6 та огинає таку поверхню. Профільну робочу поверхню інструмента можна описати рівнянням: x2 y2 a0 a1z a2z2 an1zn12 anzn , z 0, b , де x, y, z - координати точки поверхні інструмента у декартовій системі координат; a0, a2,an1, an - коефіцієнти полінома; b - лінійна довжина зони контакту профільної робочої поверхні інструмента із гвинтовою поверхнею заготовки. Приклад конкретного виконання способу. Для виготовлення секційної гвинтової заготовки із сталі 20 ГОСТ 1050-74, яка характеризується такими параметрами: внутрішній діаметр - 30 мм; зовнішній діаметр - 120 мм; крок - 50 мм, товщина витка - 2 мм, із листового прокату за допомогою апарата електроплазмового вирізання "Київ-4М" (виробництво Інституту електрозварювання ім. І. Патона НАН України) вирізали кільцеву секторну заготовку із зовнішнім діаметром 126 мм і внутрішнім діаметром 35 мм, центральним кутом - 347,4 град. Потім кільцеву секторну заготовку розміщували в спеціальному штампі, встановленому на пресі 1250 тс. між двома робочими інструментами з мимобіжно розміщеними вісесиметричними профільними робочими поверхнями. Кут розхилу осей таких поверхонь =36 град. Профільна робоча поверхня інструмента описується рівнянням: 2 x2 y2 5,5879 0,0161348 z 123464 103 z2 2,28574 105 z3 2,12413 107 z4 , z 0,90 . , 2 1 UA 88644 U 5 Деформування кільцевої секторної заготовки здійснювали шляхом покрокової подачі такої заготовки з наступним зближенням та суміщенням робочих поверхонь інструментів по товщині 2 мм кільцевої секторної заготовки. Таким чином, запропонований спосіб дозволяє одержувати секційні гвинтові заготовки, які характеризуються підвищеною точністю, якістю та розширеними технологічними можливостями за рахунок інкрементальної деформації заготовки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку між двома інструментами шляхом покрокової подачі такої заготовки з наступним зближенням робочих поверхонь інструментів по товщині заготовки, її деформуванням та розведенням інструментів, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом її скручування між двома мимобіжно розміщеними вісесиметричними профільними робочими поверхнями інструментів. 2 UA 88644 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюVasylkiv Vasyl Vasyliovych, Bobryk Vitalii Volodymyrovych
Автори російськоюВасилькив Василий Васильевич, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, спосіб, заготовок, секційних, виготовлення
Код посилання
<a href="https://ua.patents.su/5-88644-sposib-vigotovlennya-sekcijjnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення секційних гвинтових заготовок</a>
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 70378
Опубліковано: 11.06.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, виготовлення, секційних, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між пуансоном, з гвинтовою робочою поверхнею, та матрицею шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом проникнення пуансона з такою кільцевою секторною заготовкою в пружну матрицю з плоскою робочою...
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 74208
Опубліковано: 25.10.2012
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: заготовок, секційних, спосіб, виготовлення, гвинтових
Формула / Реферат:
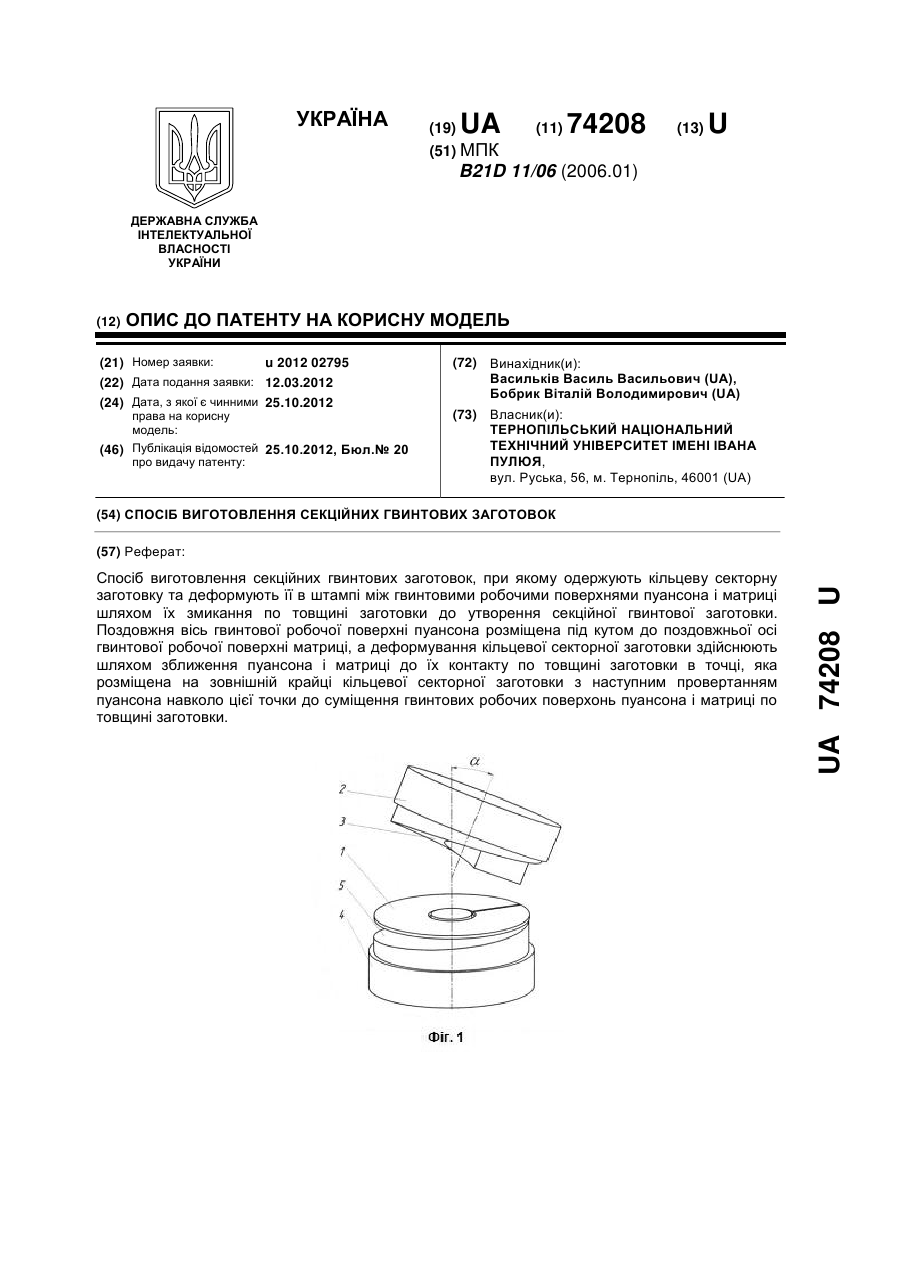
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між гвинтовими робочими поверхнями пуансона і матриці шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що поздовжня вісь гвинтової робочої поверхні пуансона розміщена під кутом до поздовжньої осі гвинтової робочої поверхні матриці, а деформування кільцевої...
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 70380
Опубліковано: 11.06.2012
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, секційних, виготовлення, заготовок
Формула / Реферат:
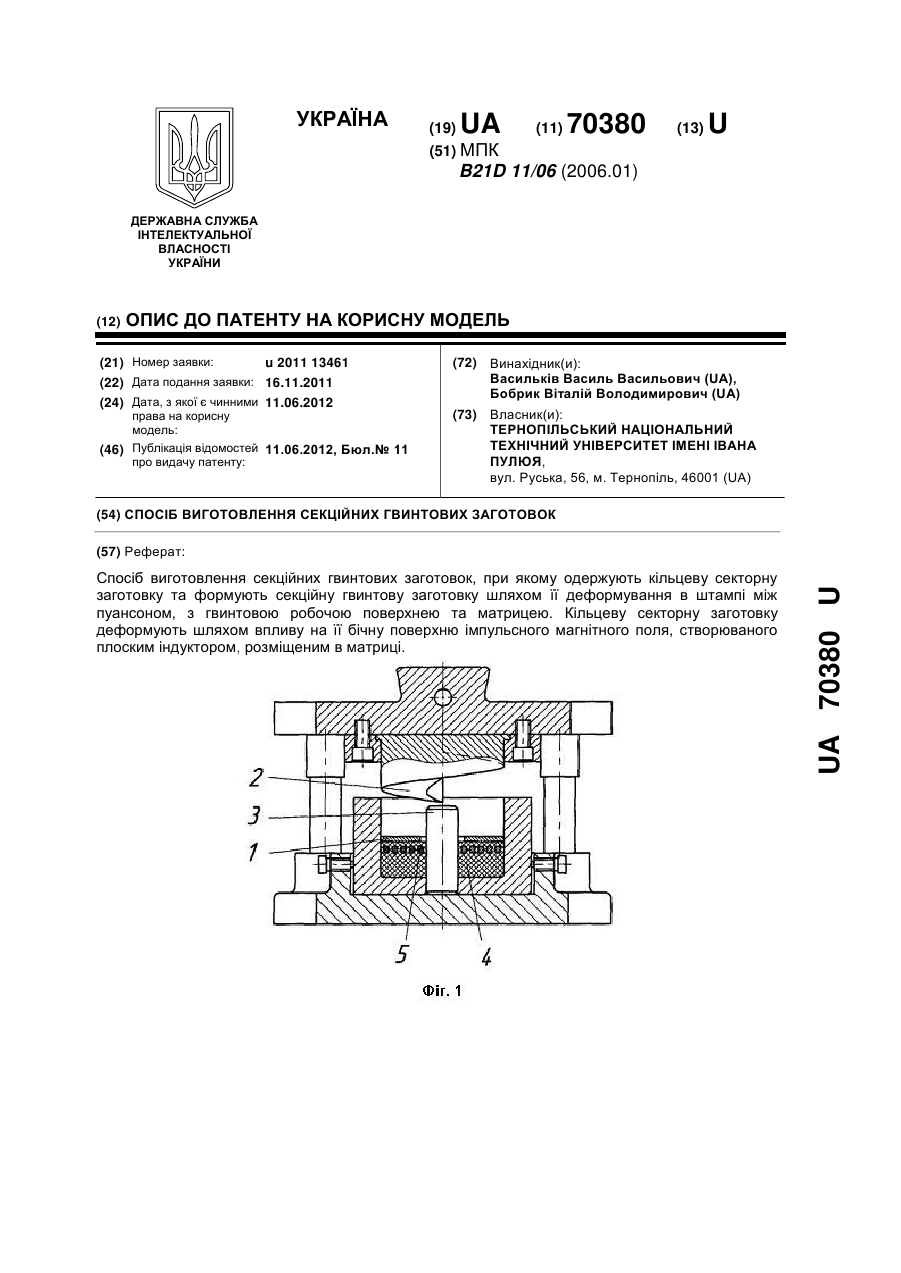
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку шляхом її деформування в штампі між пуансоном, з гвинтовою робочою поверхнею та матрицею, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом впливу на її бічну поверхню імпульсного магнітного поля, створюваного плоским індуктором, розміщеним в матриці.
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 82255
Опубліковано: 25.07.2013
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: спосіб, секційних, заготовок, гвинтових, виготовлення
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують в її штампі за рахунок осьового переміщення гвинтової робочої поверхні пуансона в напрямку матриці до змикання такої поверхні із гвинтовою поверхнею матриці по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що використовують матрицю, оснащену щонайменше трьома обмеженими радіальними ребрами,...
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 73009
Опубліковано: 10.09.2012
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: гвинтових, секційних, спосіб, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між матрицею, з гвинтовою робочою поверхнею, та циліндричним валком шляхом їх змикання по товщині заготовки з наступним обкатуванням циліндричним валком через товщину заготовки гвинтової робочої поверхні матриці до утворення секційної гвинтової заготовки, який відрізняється тим, що в процесі обкатування додатково...
Попередній патент: Палета для великого лиття
Наступний патент: Спосіб виготовлення широкосмугових секційних гвинтових заготовок
Випадковий патент: Спосіб консервативного лікування рефлюкс-езофагіту у хворих на рак шлунка після гастректомії