Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 74208
Опубліковано: 25.10.2012
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович

Формула / Реферат
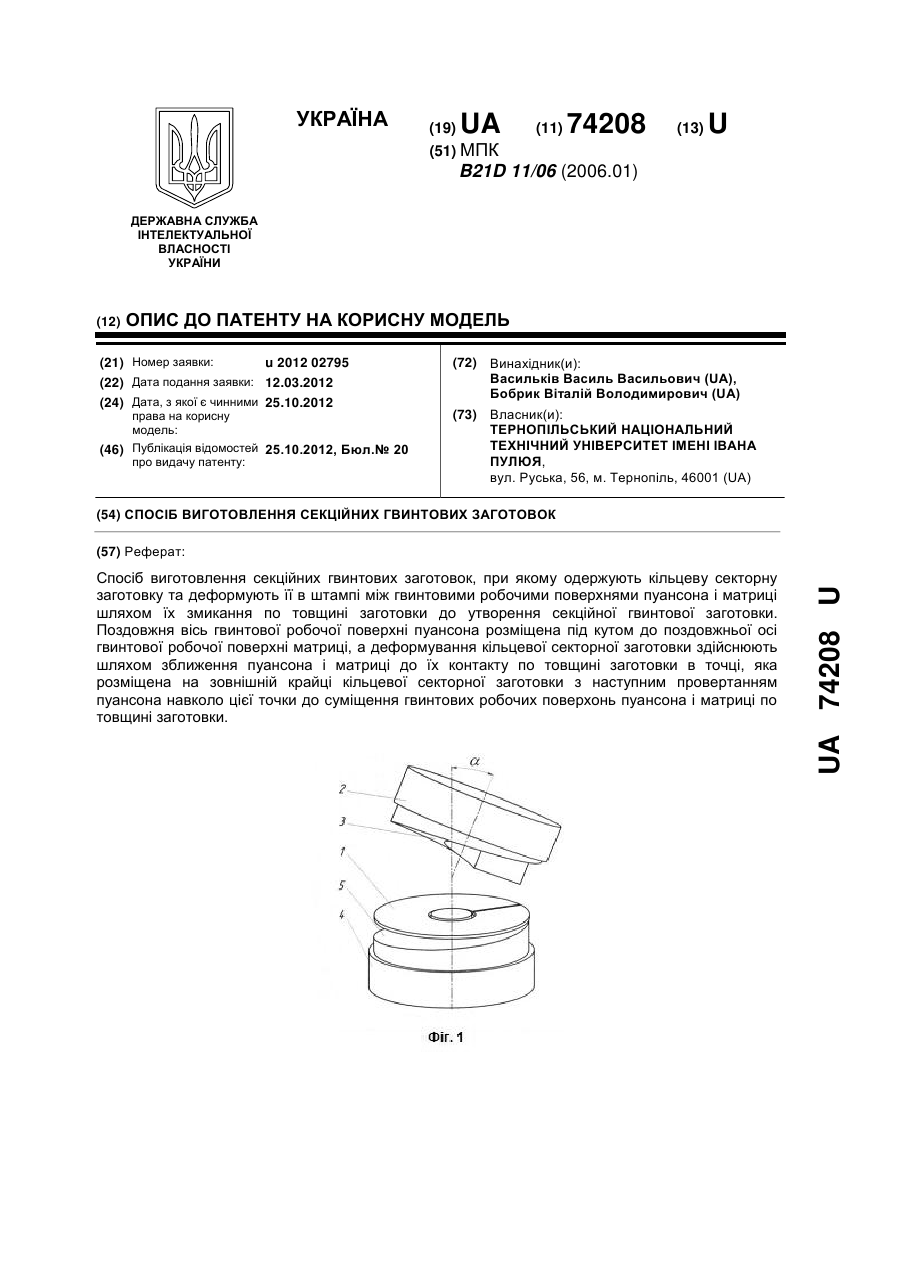
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між гвинтовими робочими поверхнями пуансона і матриці шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що поздовжня вісь гвинтової робочої поверхні пуансона розміщена під кутом до поздовжньої осі гвинтової робочої поверхні матриці, а деформування кільцевої секторної заготовки здійснюють шляхом зближення пунсона і матриці до їх контакту по товщині заготовки в точці, яка розміщена на зовнішній крайці кільцевої секторної заготовки з наступним провертанням пуансона навколо цієї точки до суміщення гвинтових робочих поверхонь пуансона і матриці по товщині заготовки.
Текст
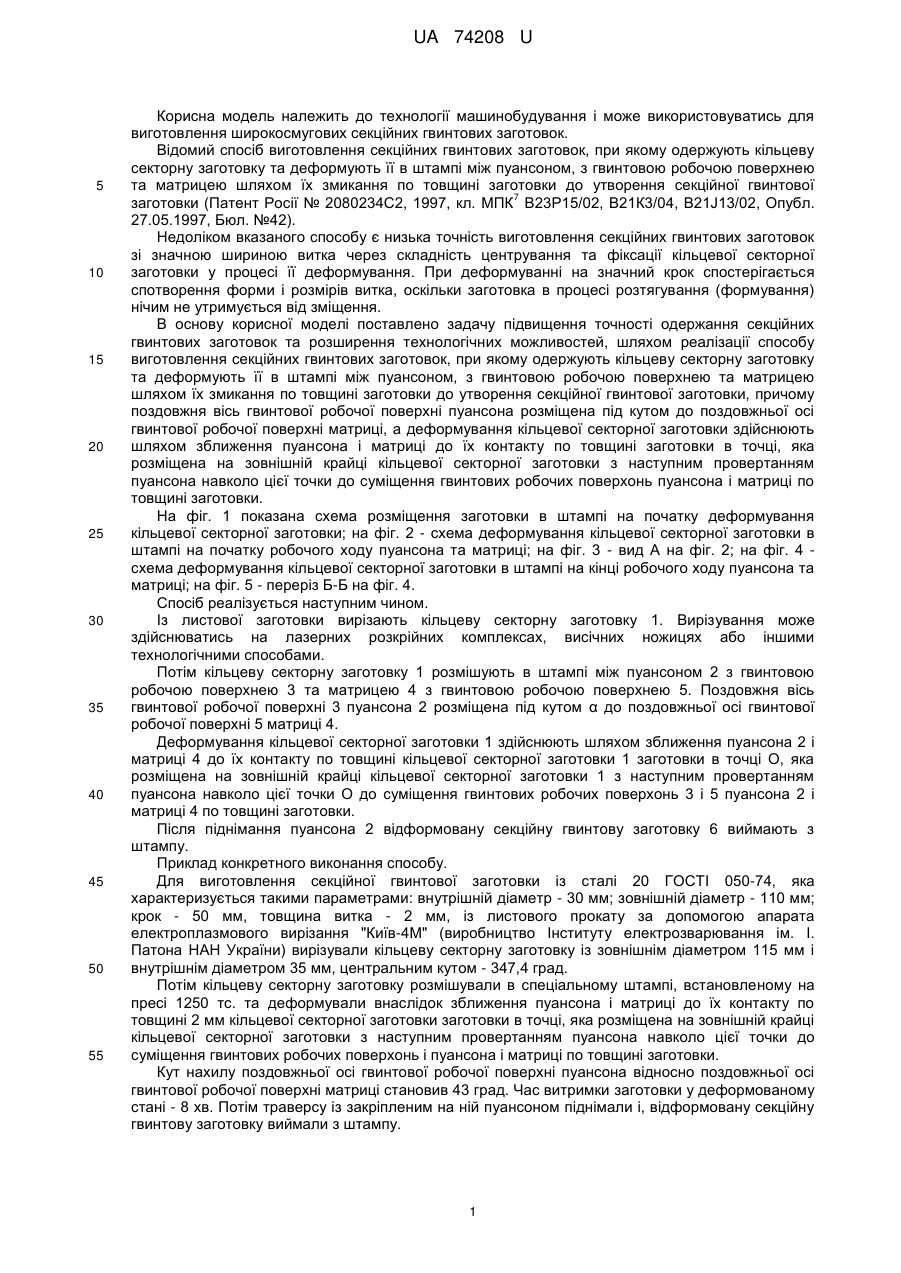
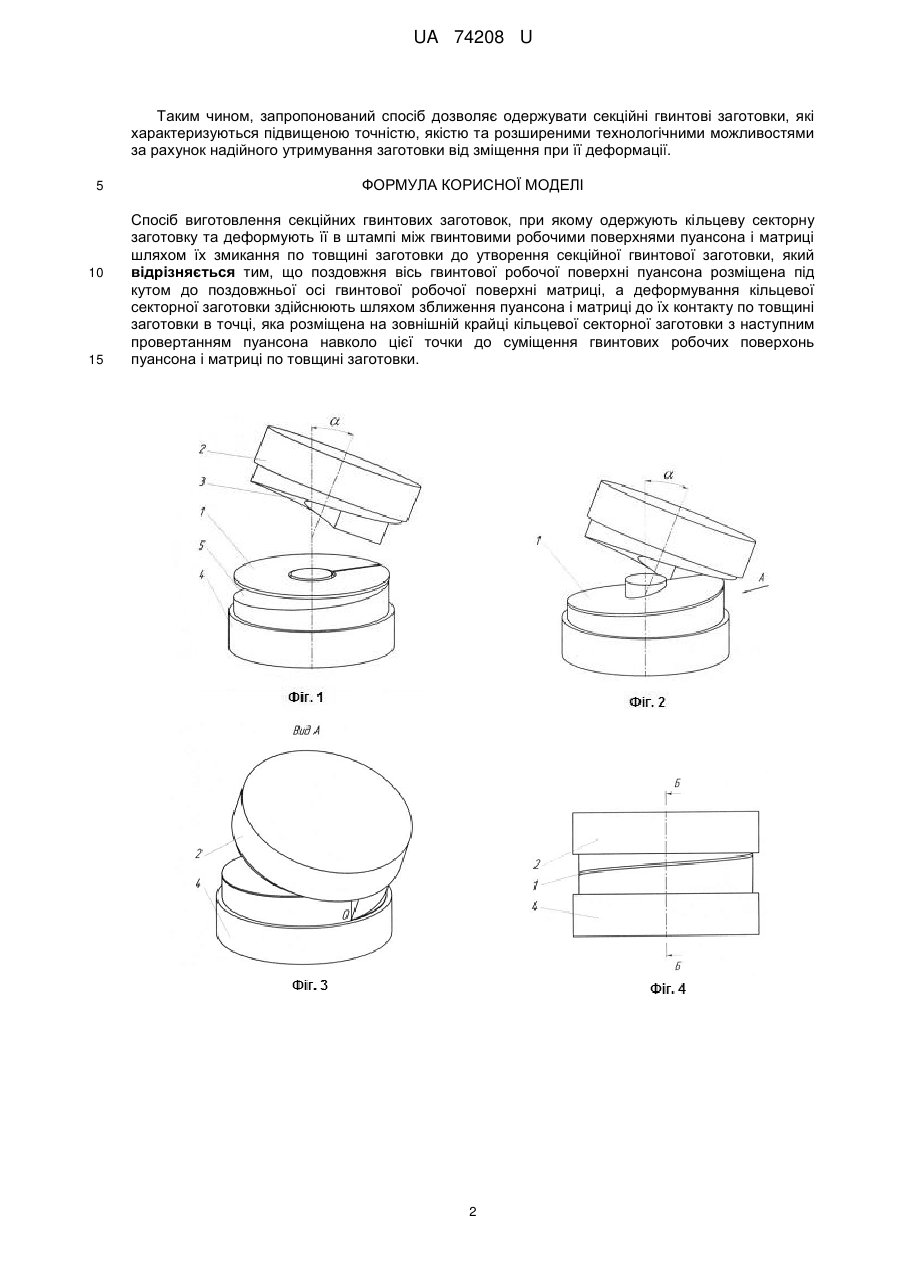
Реферат: UA 74208 U UA 74208 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових секційних гвинтових заготовок. Відомий спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між пуансоном, з гвинтовою робочою поверхнею та матрицею шляхом їх змикання по товщині заготовки до утворення секційної гвинтової 7 заготовки (Патент Росії № 2080234С2, 1997, кл. МПК В23Р15/02, В21К3/04, B21J13/02, Опубл. 27.05.1997, Бюл. №42). Недоліком вказаного способу є низька точність виготовлення секційних гвинтових заготовок зі значною шириною витка через складність центрування та фіксації кільцевої секторної заготовки у процесі її деформування. При деформуванні на значний крок спостерігається спотворення форми і розмірів витка, оскільки заготовка в процесі розтягування (формування) нічим не утримується від зміщення. В основу корисної моделі поставлено задачу підвищення точності одержання секційних гвинтових заготовок та розширення технологічних можливостей, шляхом реалізації способу виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між пуансоном, з гвинтовою робочою поверхнею та матрицею шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, причому поздовжня вісь гвинтової робочої поверхні пуансона розміщена під кутом до поздовжньої осі гвинтової робочої поверхні матриці, а деформування кільцевої секторної заготовки здійснюють шляхом зближення пуансона і матриці до їх контакту по товщині заготовки в точці, яка розміщена на зовнішній крайці кільцевої секторної заготовки з наступним провертанням пуансона навколо цієї точки до суміщення гвинтових робочих поверхонь пуансона і матриці по товщині заготовки. На фіг. 1 показана схема розміщення заготовки в штампі на початку деформування кільцевої секторної заготовки; на фіг. 2 - схема деформування кільцевої секторної заготовки в штампі на початку робочого ходу пуансона та матриці; на фіг. 3 - вид А на фіг. 2; на фіг. 4 схема деформування кільцевої секторної заготовки в штампі на кінці робочого ходу пуансона та матриці; на фіг. 5 - переріз Б-Б на фіг. 4. Спосіб реалізується наступним чином. Із листової заготовки вирізають кільцеву секторну заготовку 1. Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Потім кільцеву секторну заготовку 1 розмішують в штампі між пуансоном 2 з гвинтовою робочою поверхнею 3 та матрицею 4 з гвинтовою робочою поверхнею 5. Поздовжня вісь гвинтової робочої поверхні 3 пуансона 2 розміщена під кутом α до поздовжньої осі гвинтової робочої поверхні 5 матриці 4. Деформування кільцевої секторної заготовки 1 здійснюють шляхом зближення пуансона 2 і матриці 4 до їх контакту по товщині кільцевої секторної заготовки 1 заготовки в точці О, яка розміщена на зовнішній крайці кільцевої секторної заготовки 1 з наступним провертанням пуансона навколо цієї точки О до суміщення гвинтових робочих поверхонь 3 і 5 пуансона 2 і матриці 4 по товщині заготовки. Після піднімання пуансона 2 відформовану секційну гвинтову заготовку 6 виймають з штампу. Приклад конкретного виконання способу. Для виготовлення секційної гвинтової заготовки із сталі 20 ГОСТІ 050-74, яка характеризується такими параметрами: внутрішній діаметр - 30 мм; зовнішній діаметр - 110 мм; крок - 50 мм, товщина витка - 2 мм, із листового прокату за допомогою апарата електроплазмового вирізання "Київ-4М" (виробництво Інституту електрозварювання ім. І. Патона НАН України) вирізували кільцеву секторну заготовку із зовнішнім діаметром 115 мм і внутрішнім діаметром 35 мм, центральним кутом - 347,4 град. Потім кільцеву секторну заготовку розмішували в спеціальному штампі, встановленому на пресі 1250 тс. та деформували внаслідок зближення пуансона і матриці до їх контакту по товщині 2 мм кільцевої секторної заготовки заготовки в точці, яка розміщена на зовнішній крайці кільцевої секторної заготовки з наступним провертанням пуансона навколо цієї точки до суміщення гвинтових робочих поверхонь і пуансона і матриці по товщині заготовки. Кут нахилу поздовжньої осі гвинтової робочої поверхні пуансона відносно поздовжньої осі гвинтової робочої поверхні матриці становив 43 град. Час витримки заготовки у деформованому стані - 8 хв. Потім траверсу із закріпленим на ній пуансоном піднімали і, відформовану секційну гвинтову заготовку виймали з штампу. 1 UA 74208 U Таким чином, запропонований спосіб дозволяє одержувати секційні гвинтові заготовки, які характеризуються підвищеною точністю, якістю та розширеними технологічними можливостями за рахунок надійного утримування заготовки від зміщення при її деформації. 5 10 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між гвинтовими робочими поверхнями пуансона і матриці шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що поздовжня вісь гвинтової робочої поверхні пуансона розміщена під кутом до поздовжньої осі гвинтової робочої поверхні матриці, а деформування кільцевої секторної заготовки здійснюють шляхом зближення пуансона і матриці до їх контакту по товщині заготовки в точці, яка розміщена на зовнішній крайці кільцевої секторної заготовки з наступним провертанням пуансона навколо цієї точки до суміщення гвинтових робочих поверхонь пуансона і матриці по товщині заготовки. 2 UA 74208 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing sectional screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Bobryk Vitalii Volodymyrovych
Назва патенту російськоюСпособ изготовления секционных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, секційних, заготовок, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/5-74208-sposib-vigotovlennya-sekcijjnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення секційних гвинтових заготовок</a>
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 70378
Опубліковано: 11.06.2012
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: заготовок, виготовлення, секційних, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між пуансоном, з гвинтовою робочою поверхнею, та матрицею шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом проникнення пуансона з такою кільцевою секторною заготовкою в пружну матрицю з плоскою робочою...
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 73009
Опубліковано: 10.09.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, гвинтових, заготовок, спосіб, секційних
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між матрицею, з гвинтовою робочою поверхнею, та циліндричним валком шляхом їх змикання по товщині заготовки з наступним обкатуванням циліндричним валком через товщину заготовки гвинтової робочої поверхні матриці до утворення секційної гвинтової заготовки, який відрізняється тим, що в процесі обкатування додатково...
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 70380
Опубліковано: 11.06.2012
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: секційних, заготовок, виготовлення, спосіб, гвинтових
Формула / Реферат:
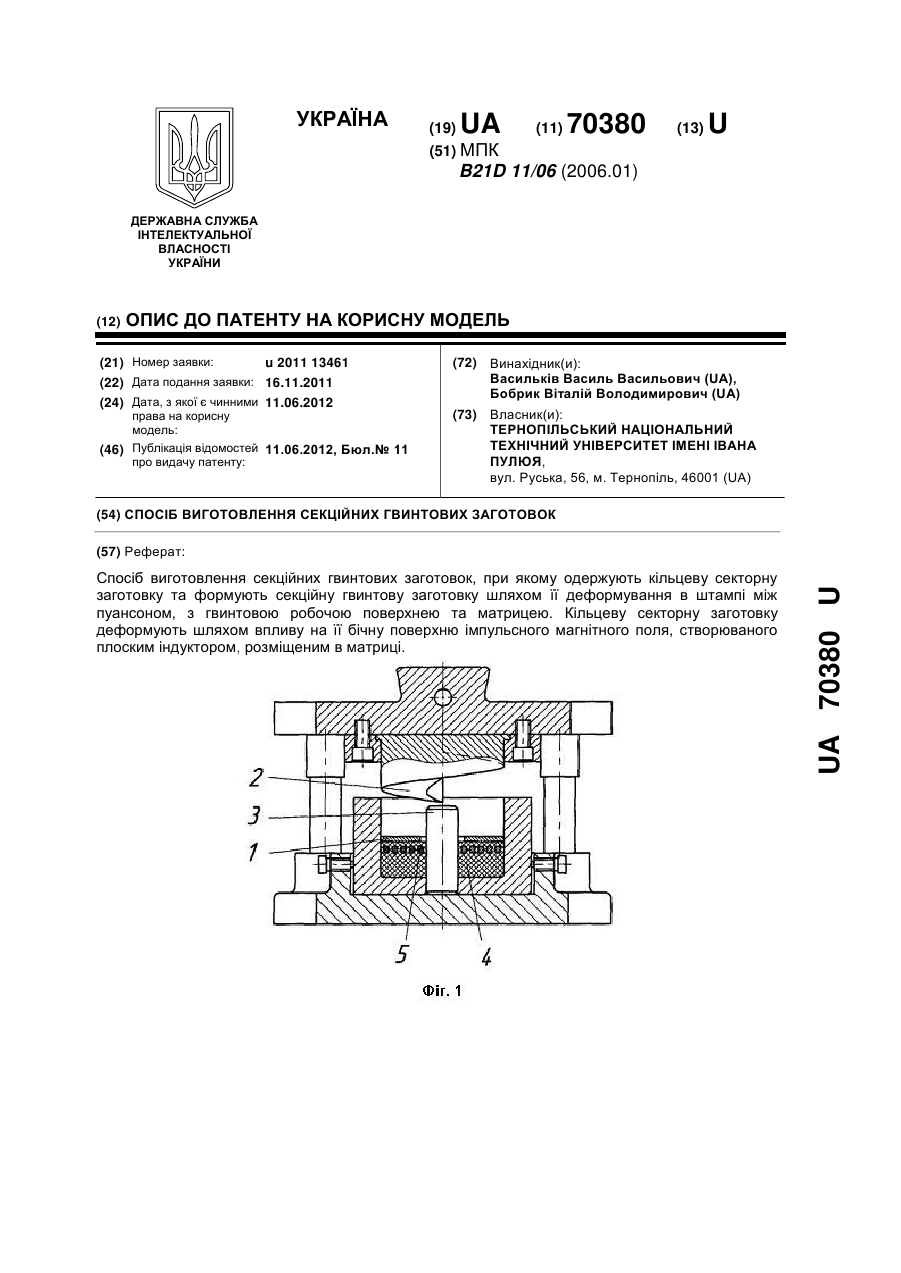
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та формують секційну гвинтову заготовку шляхом її деформування в штампі між пуансоном, з гвинтовою робочою поверхнею та матрицею, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом впливу на її бічну поверхню імпульсного магнітного поля, створюваного плоским індуктором, розміщеним в матриці.
Штамп для виготовлення секційних гвинтових заготовок
Номер патенту: 69474
Опубліковано: 25.04.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, штамп, заготовок, виготовлення, секційних
Формула / Реферат:
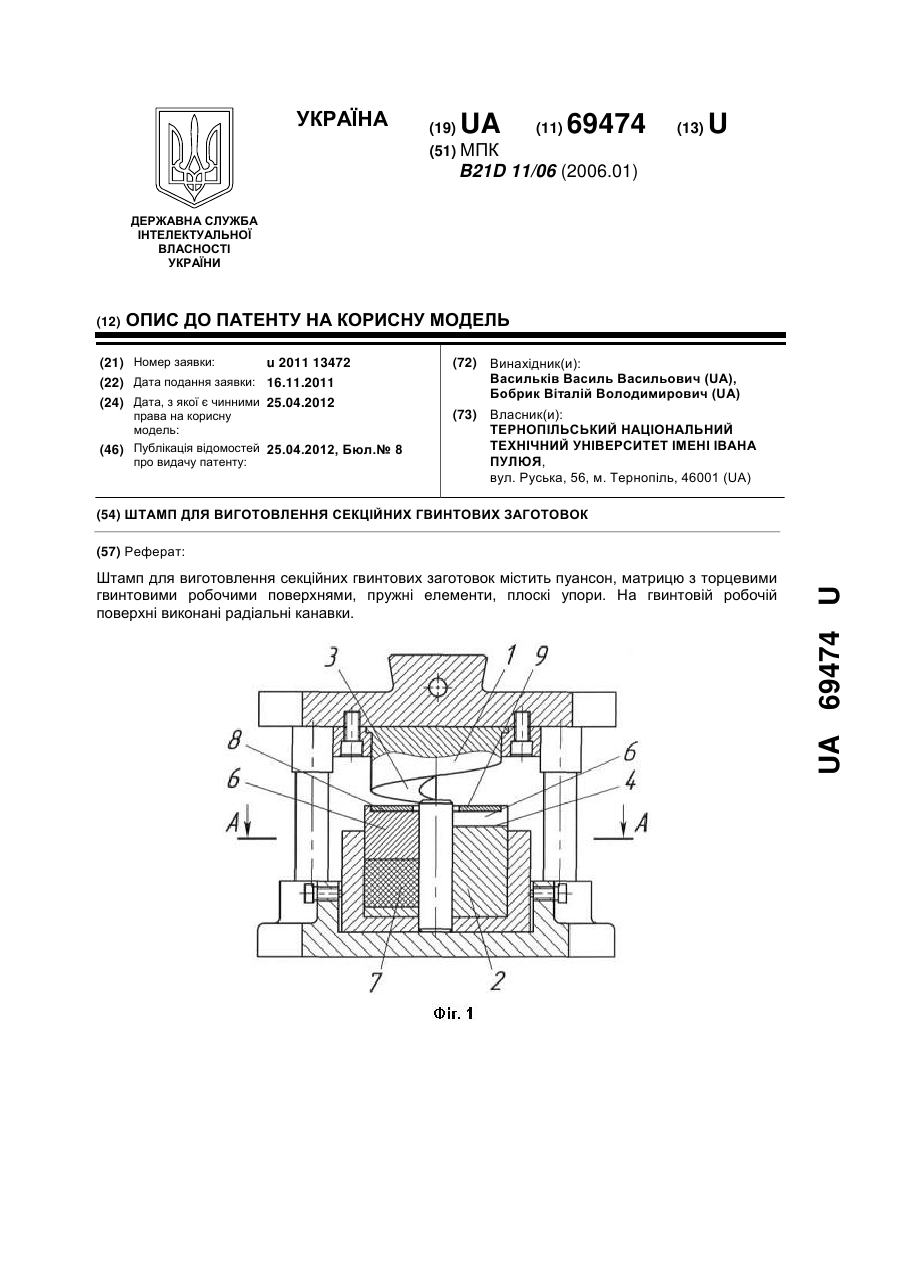
Штамп для виготовлення секційних гвинтових заготовок, що містить пуансон та матрицю з торцевими гвинтовими робочими поверхнями, який відрізняється тим, що в матриці, на гвинтовій робочій поверхні, виконані радіальні канавки, в яких розміщені плоскі упори, встановлені з можливістю взаємодії з пружними елементами, встановленими на дні радіальних канавок, а робочі поверхні плоских упорів зі сторони пуансона розміщені в одній площині та...
Спосіб виготовлення великогабаритних гвинтових заготовок
Номер патенту: 70382
Опубліковано: 11.06.2012
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: великогабаритних, спосіб, заготовок, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який...
Попередній патент: Спосіб виготовлення деталей типу втулок
Наступний патент: Стенд для дослідження інерційних муфт зчеплення
Випадковий патент: Функціонально-інвазійний пристрій для вимірювання розмірів біологічних структур з електронним відліковим цифровим механізмом