Спосіб відновлення порожнистих циліндричних деталей


Формула / Реферат
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що нагрів втулки до температури 600 °C виконують у індукторі струмами високої частоти, використовуючи як теплоносій феромагнетик, виготовлений із сталі у вигляді циліндра, який розміщують усередині втулки, а її охолодження здійснюють водою у спреєрі, при цьому кількість циклів обробки визначають в залежності від величини направленої термопластичної деформації, необхідної для відновлення внутрішнього розміру втулки.
Текст
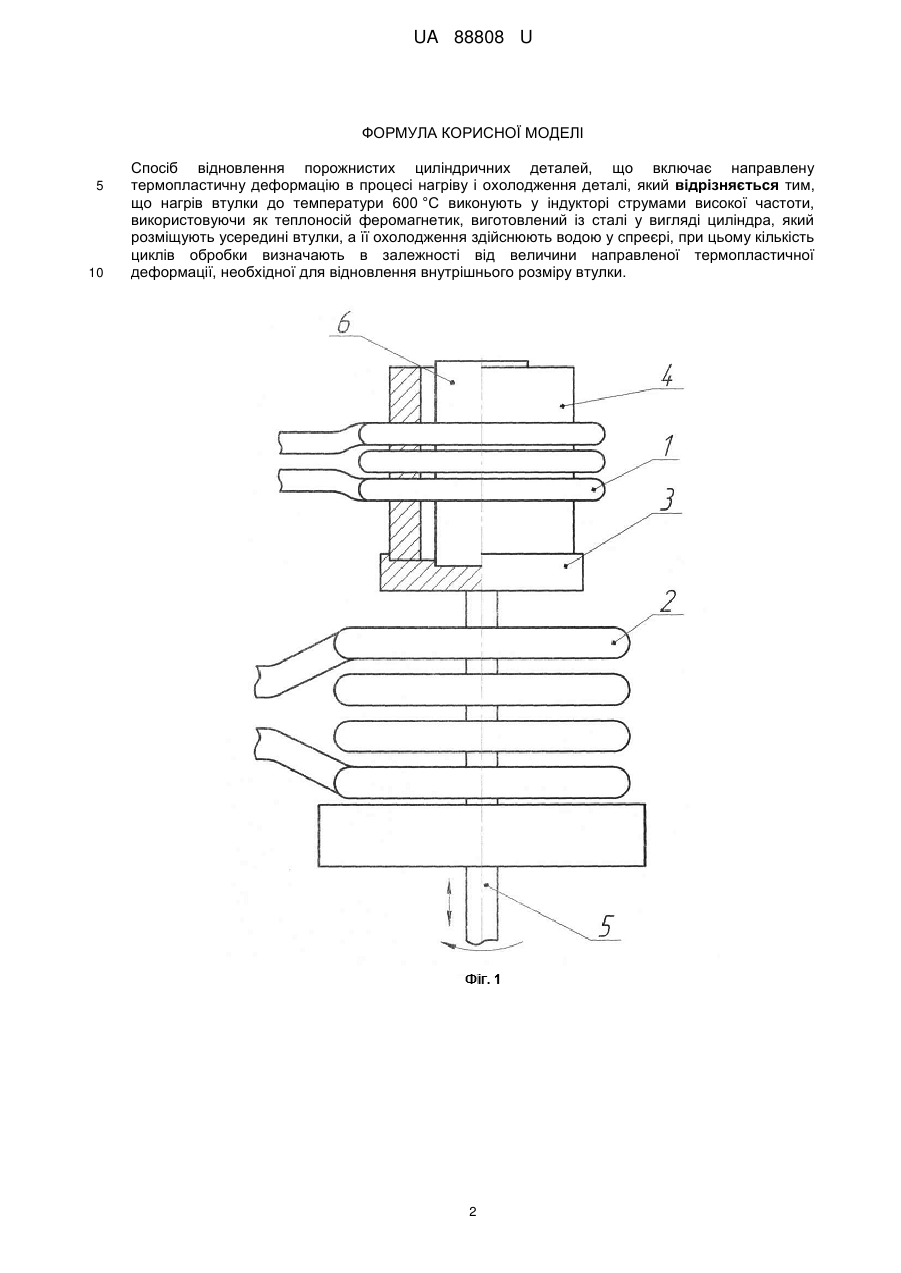
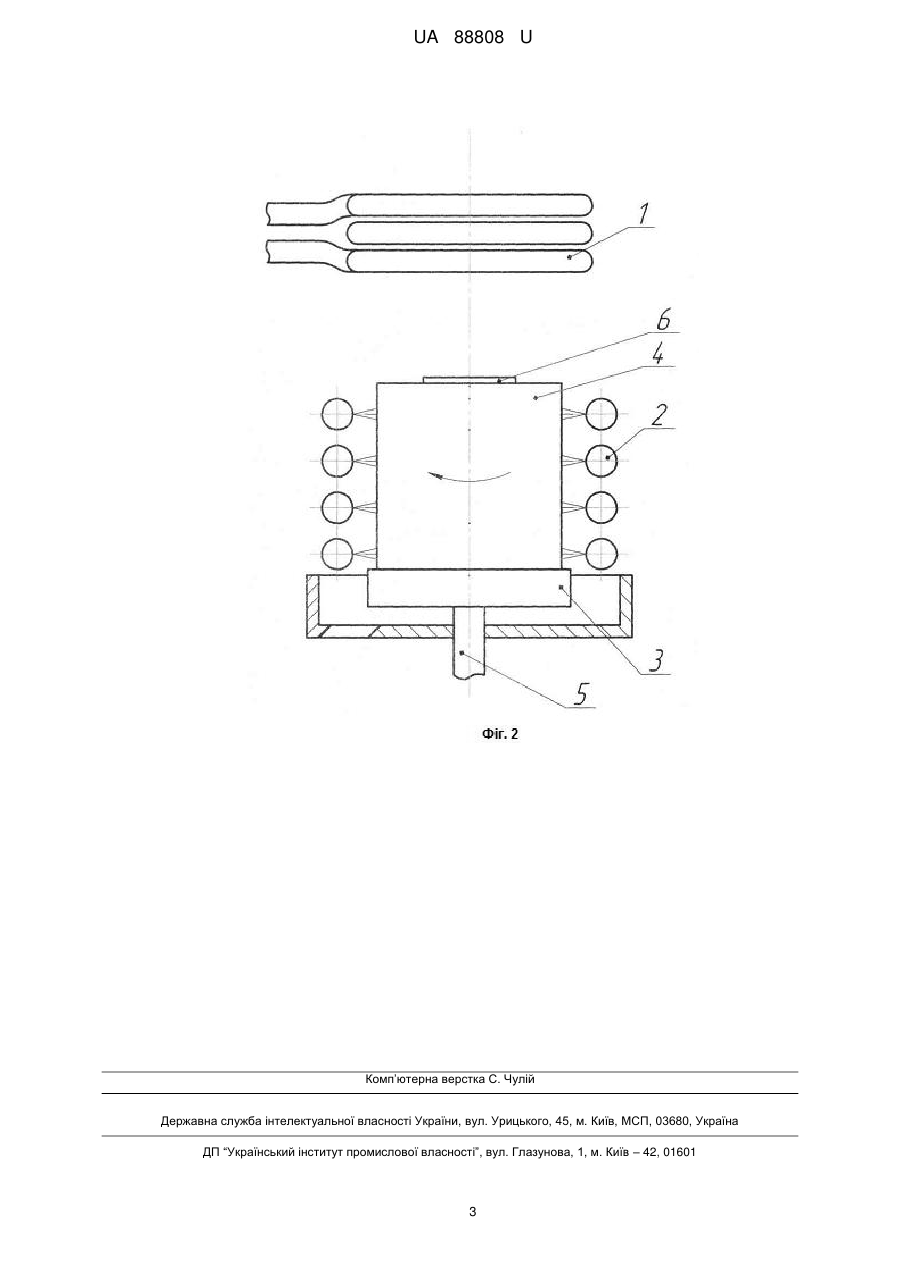
Реферат: UA 88808 U UA 88808 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів відновлення порожнистих циліндричних деталей, спрацьованих по внутрішньому діаметру і може бути використана для ремонту виробів типу втулок, які виготовлені з антифрикційних бронз та працюють в умовах зношування тертям. Відомий спосіб (Патент України № 58856, В23Р 6/00. Бюл № 8 від 26.04.2011), згідно з яким спрацьовану по внутрішньому діаметру втулку, виготовлену із антифрикційної бронзи Бр010, після попереднього рекристалізаційного відпалу при температурі 500 °C, відновлювали шляхом направленої термопластичної деформації за рахунок створення рухомого градієнта температур. Недоліком відомого способу є недосконала технологія процесу, яка включає нагрів виробу у електропечі та використання, з метою запобігання попаданню води усередину втулки під час її охолодження у ванні, пристрою, що складається із двох кришок, притискних гвинтів з п'ятками, азбестових прокладок і струбцини. Тому більш прогресивним є технологічний процес, коли операції нагріву втулок виконувати струмами високої частоти, а їх охолодження здійснювати водою у спреєрі. В зв'язку з тим, що бронза не є феромагнетиком, то як теплоносій доцільно використовувати стальні заготовки у вигляді циліндрів, які можна розігрівати струмами високої частоти. В основу корисної моделі поставлена задача удосконалення відомого технологічного процесу відновлення внутрішніх розмірів циліндричних деталей типу втулок, виготовлених із антифрикційних бронз, шляхом направленої термопластичної деформації, при цьому нагрів втулок виконують у індукторі струмами високої частоти з використанням як теплоносія стального циліндра, а їх охолодження здійснювати водою у спреєрі. Поставлена задача у способі відновлення порожнистих циліндричних деталей, що включає попередній рекристалізаційний відпал втулки при температурі 500 °C та наступну кількість циклів нагріву та охолодження її, згідно з корисною моделлю, нагрів втулки до температури 600 °C виконують у індукторі струмами високої частоти, використовуючи як теплоносій феромагнетик, виготовлений із сталі у вигляді циліндра, який розміщують усередині втулки, а її охолодження здійснюють водою у спреєрі, при цьому кількість циклів обробки визначають в залежності від величини направленої термопластичної деформації, необхідної для відновлення внутрішнього розміру втулки. Суть корисної моделі пояснюється кресленням, де на фіг. 1 представлена схема нагріву втулки; на фіг. 2 - схема охолодження втулки. Технологічна схема запропонованого способу передбачає нагрів стального циліндра струмами високої частоти і передачу від нього тепла втулці з подальшим охолодженням її водою у спреєрі. Тому для здійснення поставленої корисною моделлю задачі використовують спеціальну установку, до складу якої входять індуктор 1, спреєр 2, стіл 3 для установки на ньому втулки 4. Стіл 3 змонтований на штоку 5, який забезпечує втулці 4 обертальний навколо своєї осі та зворотно-поступальний рух у вертикальній площині. Оскільки бронза не є феромагнетиком, то для нагріву втулки беруть стальний циліндр 6, який відіграє роль теплоносія при розігріванні його у індукторі 1 струмами високої частоти. Для охолодження втулки 4 водою використовують спреєр 2 з отворами, осі яких направлені перпендикулярно до її поверхні. Спосіб виконують наступним чином. Спрацьовану по внутрішньому діаметру втулку 4, виготовлену із бронзи Бр010, попередньо, для отримання рівноважної структури, піддавали рекристалізаційному відпалу при температурі нагріву до 500 °C в електропечі протягом 30 хв. Охолодження втулки 4 після нагріву здійснювали на повітрі. В подальшому втулку 4 розміщували на столі 3, всередині якої встановлювали стальний циліндр 6. Для достатньої передачі тепла від циліндра 6 до втулки 4 зазор між їх поверхнями не повинен перевищувати 5 мм. Нагрів стального циліндра 6 здійснювали в індукторі 1 струмами високої частоти з можливістю передачі від нього тепла втулці 4. В подальшому за допомогою штока 5 втулку 4 переміщують вниз до моменту розміщення її у спреєрі 2. Внаслідок того, що при охолодженні втулки 4 напрямок струменів води є перпендикулярним до її поверхні, створюються умови по запобіганню утворення "парової сорочки". При цьому досягається рівномірність і інтенсивність охолодження зовнішньої поверхні втулки та створюється рухомий градієнт температур, направлений від її поверхні до центра, який забезпечує термопластичну деформацію металу. Нагрів втулки контролювали за допомогою контактної термопари. Кількість циклів нагріву і охолодження втулки брали в залежності від величини направленої термопластичної деформації, необхідної для відновлення внутрішнього розміру втулки. 1 UA 88808 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що нагрів втулки до температури 600 °C виконують у індукторі струмами високої частоти, використовуючи як теплоносій феромагнетик, виготовлений із сталі у вигляді циліндра, який розміщують усередині втулки, а її охолодження здійснюють водою у спреєрі, при цьому кількість циклів обробки визначають в залежності від величини направленої термопластичної деформації, необхідної для відновлення внутрішнього розміру втулки. 2 UA 88808 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKotrechko Oleksii Oleksiiovych
Автори російськоюКотречко Алексей Алексеевич
МПК / Мітки
МПК: B23P 6/02
Мітки: порожнистих, відновлення, спосіб, деталей, циліндричних
Код посилання
<a href="https://ua.patents.su/5-88808-sposib-vidnovlennya-porozhnistikh-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення порожнистих циліндричних деталей</a>
Спосіб відновлення порожнистих циліндричних деталей

Номер патенту: 66956
Опубліковано: 25.01.2012
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: B23P 6/02
Мітки: спосіб, відновлення, деталей, порожнистих, циліндричних
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що нагрів втулки до температури 600 °С виконують у індукторі струмами високої частоти, використовуючи як теплоносій феромагнетик, виготовлений із сталі у вигляді циліндра і який розміщують у середині втулки, а її охолодження здійснюють водою у спрейєрі, при цьому кількість циклів...
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 58856
Опубліковано: 26.04.2011
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: B23P 6/02
Мітки: відновлення, деталей, спосіб, циліндричних, порожнистих
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що матеріалом деталі є антифрикційна бронза Бр010, при цьому перший цикл обробки включає нагрів деталі, виготовленої у вигляді втулки, до температури 500 °С з подальшим охолодженням на повітрі, а наступні нагріви втулки виконують при температурах 600 °С з охолодженням у воді...
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 82361
Опубліковано: 10.04.2008
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Сідорченко Дмитро Олександрович, Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, Афтанділянц Євген Григорович
МПК: B23P 6/02
Мітки: деталей, порожнистих, циліндричних, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву та охолодження деталі, який відрізняється тим, що попередньо виконують відпал деталі, після цього спрацьовану по внутрішньому діаметру деталь встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає необхідному внутрішньому діаметру деталі з урахуванням припуску на механічну обробку, та жорстко фіксують її нижньою...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Василенко Михайло Олександрович, Моргун Олена Анатоліївна, Кузьміч Ярослав Анатолійович
Мітки: порожнистих, відновлення, циліндричних, не-базових, деталей, чавунних, сільськогосподарсько, техніки, спосіб
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Хітров Ігор Олександрович, Гринько Павло Васильович, Кононогов Юрій Андрійович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: спосіб, внутрішніх, відновлення, циліндричних, деталей, спрацьованих, поверхонь
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Попередній патент: Гранули з екстрактом трави приворотня з противиразковою активністю
Наступний патент: Пристрій штучного клімату
Випадковий патент: Пристрій для рятування з висотних інженерних споруд