Спосіб оздоблення керамічної плитки
Номер патенту: 89705
Опубліковано: 25.02.2010
Автори: Лазаренко Едуард Тимофійович, Олянишен Тетяна Вікторівна, Мельников Олександр Валерійович
Формула / Реферат
Спосіб оздоблення керамічної плитки, що включає стадії ангобування, глазурування, сушіння плитки, випалювання і задруковування фарбою трафаретним способом з наступним сушінням напівпродукту, який відрізняється тим, що для задруковування використовують фарбу УФ-затвердіння, а стадію сушіння напівпродукту здійснюють за допомогою УФ-ламп, причому процес сушіння напівпродукту ведуть протягом 5-10 сек.
Текст
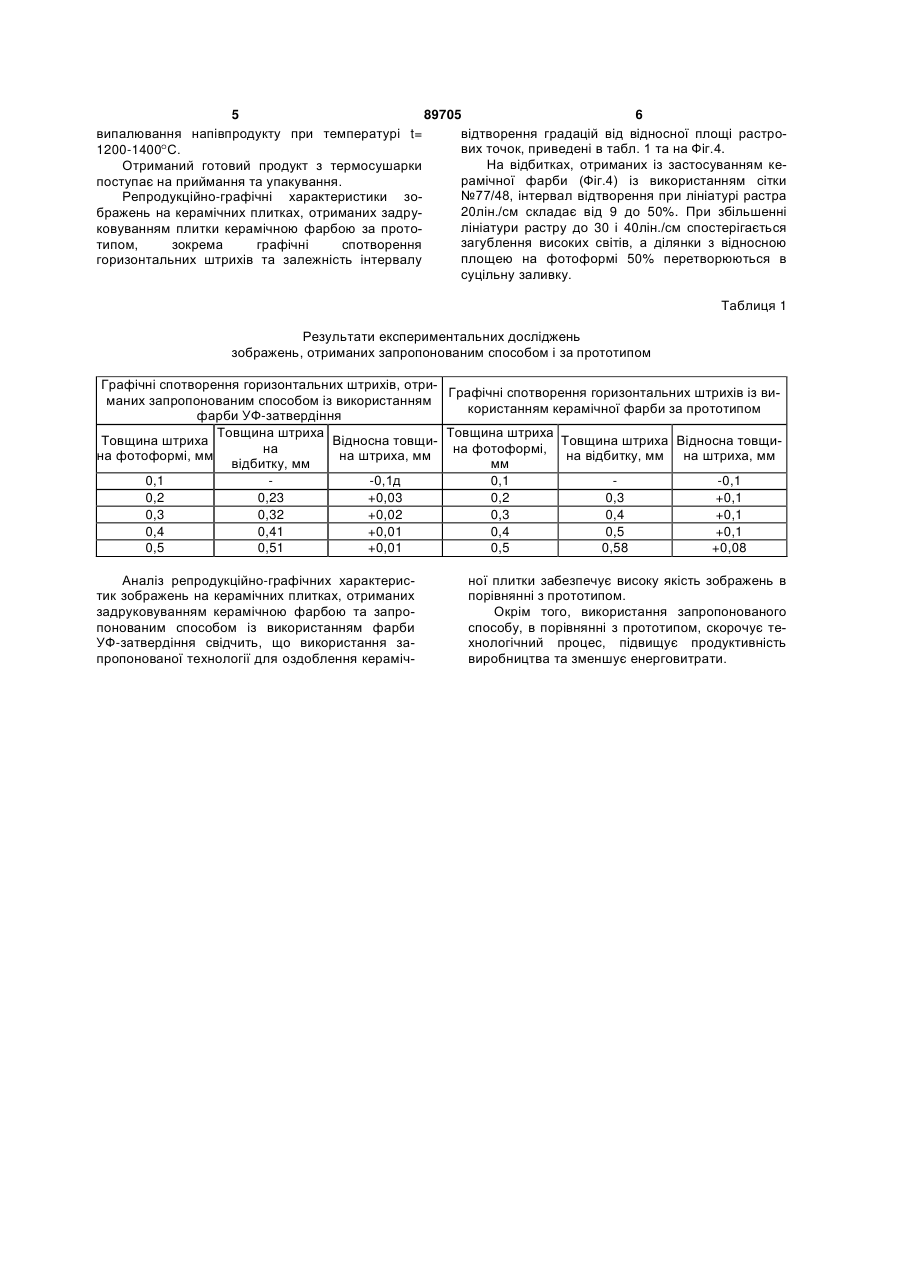
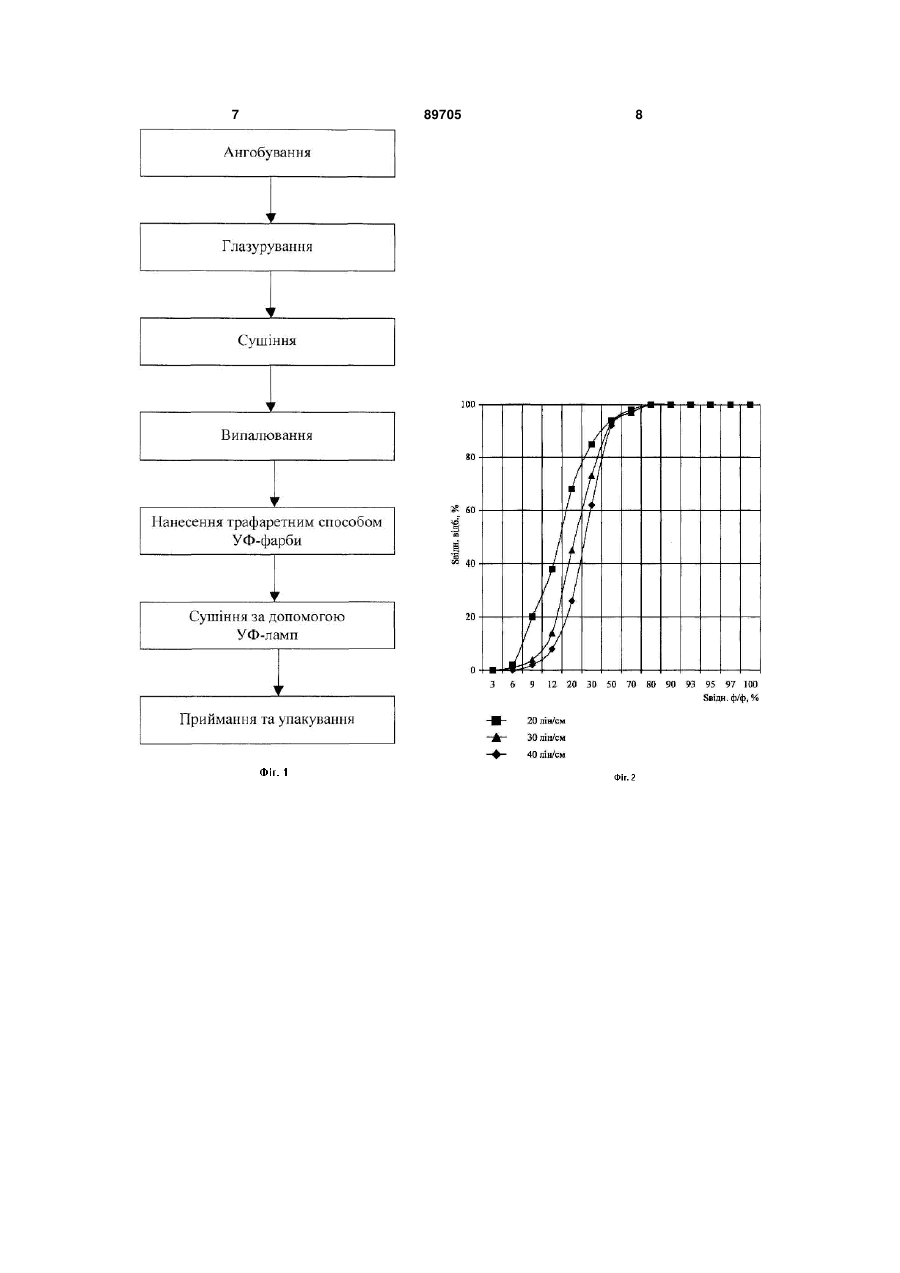
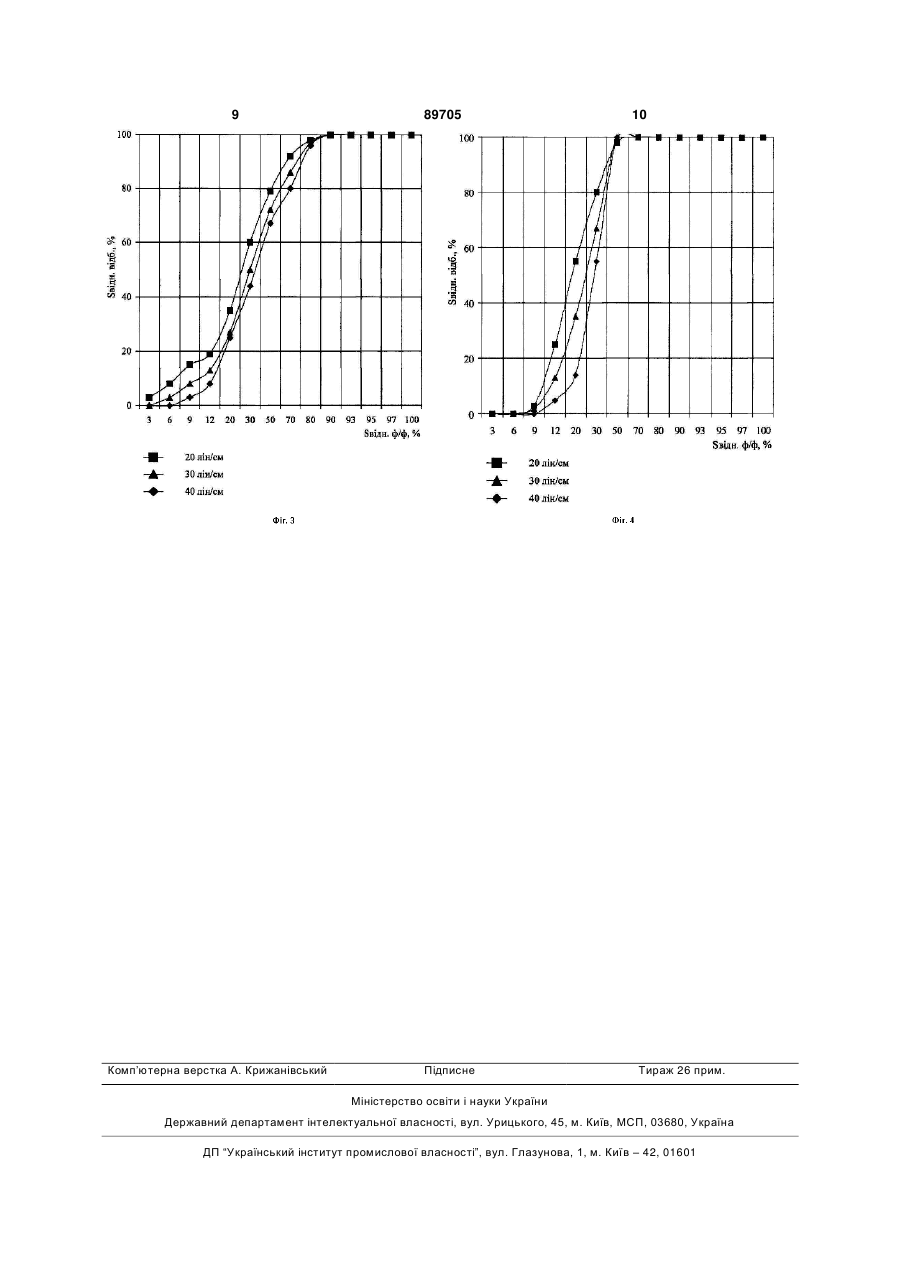
Спосіб оздоблення керамічної плитки, що включає стадії ангобування, глазурування, сушіння плитки, випалювання і задруковування фарбою трафаретним способом з наступним сушінням напівпродукту, який відрізняється тим, що для задруковування використовують фарбу УФзатвердіння, а стадію сушіння напівпродукту здійснюють за допомогою УФ-ламп, причому процес сушіння напівпродукту ведуть протягом 5-10 сек. Винахід стосується технології виготовлення керамічної плитки, зокрема способів декорування керамічної плитки фарбами УФ-затвердіння і може бути використаний для нанесення зображень на поверхню керамічної плитки в промисловості будівельних матеріалів. Відомий спосіб оздоблення керамічних виробів, зокрема керамічної плитки, шляхом нанесення на поверхню плитки зображень непрямим способом за допомогою деколей [1]. Недоліком відомого технічного рішення є те, що описаний спосіб оздоблення керамічних виробів є трудомістким, довготривалим і потребує значних затрат. Найближчим технічним рішенням до запропонованого є спосіб оздоблення керамічної плитки, що включає стадії ангобування, глазурування, сушіння плитки, випалювання та нанесення трафаретним способом керамічної фарби з наступним сушінням і випалюванням [2]. Недоліки відомого способу полягають в недостатній якості зображення за рахунок обмеження кількості забарвлюючих пігментів в зв'язку з їх властивістю втрачати колір під дією високих температур на кінцевій стадії випалювання напівпродукту. Кінцева стадія сушіння і випалювання напі впродукту здійснюється протягом ~2-3 годин і більше, що потребує значних енерговитрат. В основу винаходу покладено завдання вдосконалення технології оздоблення керамічної плитки в напрямку зміни технологічних режимів основних стадій процесу, що забезпечує покращення якості зображень, скорочення технологічного циклу, підвищення продуктивності виробництва та зменшення енерговитрат. Покладене завдання вирішується тим, що в способі оздоблення керамічної плитки, що включає стадії ангобування, глазурування, сушіння плитки, випалювання і задруковування фарбою трафаретним способом з наступним сушінням напівпродукту, згідно з винаходом, для задруковування використовують фарбу УФ-затвердіння, а стадію сушіння напівпродукту здійснюють за допомогою УФ-ламп, причому процес сушіння напівпродукту ведуть протягом 5-10сек. Використання в запропонованому способі для задруковування плитки фарби УФ-затвердіння забезпечує розширення інтервалу відтворення градацій за рахунок можливості використання більш високолініатурних трафаретних сіток, що забезпечує відтворення дрібних штрихів та покращує якість зображення. Окрім того, задруковуван (19) UA (11) 89705 (13) C2 (21) a200806290 (22) 13.05.2008 (24) 25.02.2010 (46) 25.02.2010, Бюл.№ 4, 2010 р. (72) ЛАЗАРЕНКО ЕДУАРД ТИМОФІЙОВИЧ, ОЛЯНИШЕН ТЕТЯНА ВІКТОРІВНА, МЕЛЬНИКОВ ОЛЕКСАНДР ВАЛЕРІЙОВИЧ (73) ЛАЗАРЕНКО ЕДУАРД ТИМОФІЙОВИЧ, ОЛЯНИШЕН ТЕТЯНА ВІКТОРІВНА, МЕЛЬНИКОВ ОЛЕКСАНДР ВАЛЕРІЙОВИЧ (56) SU 908616, 28.02.1982 SU 1388459 A1, 15.04.1988 3 89705 4 ня плитки фарбою УФ-затвердіння дає можливість випалювання ведуть при температурі t=1200розширити кольорову гаму отриманого зображен1400 C. ня внаслідок виключення високотемпературної Після випалювання з термосушарки плиткакінцевої стадії випалювання напівпродукту, що сирець поступає на трафаретний напівавтомат також впливає на якість зображення. для задруковування плитки фарбою УФЗдійснення стадії сушіння напівпродукту за затвердіння трафаретним способом, після чого по допомогою УФ-ламп забезпечує швидке закріпстрічковому конвеєрі подається в сушарку на сталення зображення на керамічній плитці за рахунок дію сушіння напівпродукту, яку здійснюють за довикористання фарб УФ-затвердіння, які є чутлипомогою УФ-ламп. Сушарка включає УФ-лампу, вими до УФ-випромінювання, використання якого рефлектор, вентиляційну систему, корпус з метавиключає необхідність здійснення кінцевої стадії левих панелей і транспортер. Для сушки викорисвипалювання напівпродукту, що призводить до товують лампу ДРТИ-3000, що працює в двох рескорочення технологічного циклу, підвищення жимах: активному (3000Вт) та черговому (1500Вт). продуктивності виробництва та зменшення енерПри роботі лампи в активному режимі здійснюєтьговитрат в цілому. ся опромінення керамічної плитки. Процес сушіння Граничний інтервал часу сушіння напівпродукнапівпродукту ведуть протягом 5-10сек. ту (5-10 сек.) обумовлений тим, що при часу суОтриманий готовий продукт поступає на прийшіння 10 сек. спостерігається негативПриклад 1.ний вплив (передозування) УФ-опромінення, що Отримана, висушена та випалена плиткасприяє утворенню на поверхні виробу ефекту сирець згідно схеми технологічного процесу пос"апельсинової шкірки". тупає на стадії ангобування, глазурування, сушінТаким чином, сукупність ознак винаходу, що ня плитки та випалювання. Після цього плитказаявляється, забезпечує отримання вказаного сирець поступає на трафаретний напівавтомат технічного результату, зокрема: для задруковування плитки фарбою УФ- покращення якості зображень; затвердіння трафаретним способом, після чого по - скорочення технологічного циклу; стрічковому конвеєрі подається в сушарку, де ста- підвищення продуктивності виробництва та дію сушіння напівпродукту здійснюють за допомозменшення енерговитрат. гою УФ-ламп. Крім того, спосіб оздоблення керамічної плитПісля опромінення керамічна плитка вивоки здійснюється на існуючому технологічному обдиться транспортером на приймальний стіл. ладнанні, що дозволяє отримати додатковий техРепродукційно-графічні характеристики зонічний результат, зокрема підвищити бражень на керамічних плитках, отриманих фарекономічність способу. бою УФ-затвердіння, зокрема графічні спотворенЗапропоноване технічне рішення пояснюється ня горизонтальних штрихів та залежність кресленнями, де на приведеній Фіг.1 зображено інтервалу відтворення градацій від відносної площі принципову схему технологічного процесу оздобрастрових точок, приведені в табл.1 та на Фіг.2 і лення керамічної плитки, на Фіг.2 - залежність інФіг.3. тервалу відтворення градацій від відносної площі На відбитках, отриманих із застосуванням фарастрових точок із використанням фарби УФрби УФ-затвердіння (Фіг.2) із використанням сітки затвердіння (сітка №77/48), на Фіг.3 - залежність № 77/48, інтервал відтворення при лініатурі растра інтервалу відтворення градацій від відносної площі 20лін./см складає від 6 до 70%. При збільшенні растрових точок із використанням фарби УФлініатури растру до 30 і 40лін./см спостерігається затвердіння (сітка №120/34), на Фіг.4 - залежність зменшення інтервалу відтворення градацій. Високі інтервалу відтворення градацій від відносної площі світа при високих лініатурах загублені через те, що растрових точок із використанням керамічної фарсітка достатньо груба і дрібні елементи закриваби за прототипом (сітка № 77/48). ються нитками. При всіх лініатурах точка на фоДля підтвердження промислової придатності тоформі в 70% відтворюється як 100%. винаходу та можливості досягнення вказаного теРезультати досліджень градаційних характехнічного результату наводимо опис послідовності ристик з використанням форми із ситовою тканивиконання технологічних операцій процесу та приною №120/34 наведені на Фіг.3, з якої видно, що клади конкретного виконання способу. використання високолініатурної сітки дозволяє Спосіб здійснюють таким чином. розширити інтервал відтворення градацій, який Отримана, висушена та випалена плиткапри лініатурі растру 20лін./см складає від 3 до сирець поступає в глазурувально-сушильний кон80%. веєр на ангобування шляхом нанесення тонкого Приклад 2 (за прототипом). шару глини кольорової або білої з метою економії Отримана, висушена та випалена плиткаглазурі та у випадку, коли природне забарвлення сирець поступає на стадії ангобування, глазуруне задовольняє плитку-сирець. вання, сушіння плитки та випалювання. Після цьоПісля цього плитка-сирець піддається диского плитка-сирець поступає на трафаретний напівому відцентровому розпиленню глазурі, що являє вавтомат для задруковування плитки керамічною собою дрібнодисперсну водну суспензію. Далі глафарбою трафаретним способом, а далі транспорзурована плитка поступає на процес сушіння і витером подається в термосушарку, де здійснюють палювання в термосушарку. Процес сушіння здійстадію сушіння при температурі t=800-1000 C та снюють при температурі t=800-1000 C, a 5 89705 6 випалювання напівпродукту при температурі t= відтворення градацій від відносної площі растрових точок, приведені в табл. 1 та на Фіг.4. 1200-1400 С. На відбитках, отриманих із застосуванням кеОтриманий готовий продукт з термосушарки рамічної фарби (Фіг.4) із використанням сітки поступає на приймання та упакування. №77/48, інтервал відтворення при лініатурі растра Репродукційно-графічні характеристики зо20лін./см складає від 9 до 50%. При збільшенні бражень на керамічних плитках, отриманих задрулініатури растру до 30 і 40лін./см спостерігається ковуванням плитки керамічною фарбою за протозагублення високих світів, а ділянки з відносною типом, зокрема графічні спотворення площею на фотоформі 50% перетворюються в горизонтальних штрихів та залежність інтервалу суцільну заливку. Таблиця 1 Результати експериментальних досліджень зображень, отриманих запропонованим способом і за прототипом Графічні спотворення горизонтальних штрихів, отриГрафічні спотворення горизонтальних штрихів із виманих запропонованим способом із використанням користанням керамічної фарби за прототипом фарби УФ-затвердіння Товщина штриха Товщина штриха Товщина штриха Відносна товщиТовщина штриха Відносна товщина на фотоформі, на фотоформі, мм на штриха, мм на відбитку, мм на штриха, мм відбитку, мм мм 0,1 -0,1д 0,1 -0,1 0,2 0,23 +0,03 0,2 0,3 +0,1 0,3 0,32 +0,02 0,3 0,4 +0,1 0,4 0,41 +0,01 0,4 0,5 +0,1 0,5 0,51 +0,01 0,5 0,58 +0,08 Аналіз репродукційно-графічних характеристик зображень на керамічних плитках, отриманих задруковуванням керамічною фарбою та запропонованим способом із використанням фарби УФ-затвердіння свідчить, що використання запропонованої технології для оздоблення кераміч ної плитки забезпечує високу якість зображень в порівнянні з прототипом. Окрім того, використання запропонованого способу, в порівнянні з прототипом, скорочує технологічний процес, підвищує продуктивність виробництва та зменшує енерговитрати. 7 89705 8 9 Комп’ютерна верстка А. Крижанівський 89705 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for finishing of ceramic tile
Автори англійськоюLazarenko Eduard Tymofiiovych, Olianyshen Tetiana Viktorivna, Melnykov Oleksandr Valeriiovych
Назва патенту російськоюСпособ отделки керамической плитки
Автори російськоюЛазаренко Эдуард Тимофеевич, Олянишен Татьяна Викторовна, Мельников Александр Валерьевич
МПК / Мітки
МПК: C04B 41/00, B41M 1/12
Мітки: керамічної, спосіб, оздоблення, плитки
Код посилання
<a href="https://ua.patents.su/5-89705-sposib-ozdoblennya-keramichno-plitki.html" target="_blank" rel="follow" title="База патентів України">Спосіб оздоблення керамічної плитки</a>
Спосіб оздоблення керамічної плитки
Номер патенту: 36832
Опубліковано: 10.11.2008
Автори: Мельников Олександр Валерійович, Лазаренко Едуард Тимофійович, Олянишен Тетяна Вікторівна
МПК: B41M 1/12, C04B 41/00
Мітки: спосіб, плитки, керамічної, оздоблення
Формула / Реферат:
Спосіб оздоблення керамічної плитки, що включає стадії ангобування, глазурування, сушіння плитки, випалювання і задруковування фарбою трафаретним способом з наступним сушінням напівпродукту, який відрізняється тим, що для задруковування використовують фарбу УФ-затвердіння, а стадію сушіння напівпродукту здійснюють за допомогою УФ-ламп, причому процес сушіння напівпродукту ведуть протягом 5-10 сек.
Пристрій для виготовлення візерункової керамічної плитки
Номер патенту: 41087
Опубліковано: 15.08.2001
Автор: Устянич Євген Петрович
МПК: B30B 15/30, B28B 13/00
Мітки: пристрій, виготовлення, плитки, керамічної, візерункової
Формула / Реферат:
Пристрій для виготовлення візерункової керамічної плитки, який містить стіл з матрицею, верхній і нижній штампи, каретку, що включає вікно для засипки преспорошку, розділене у горизонтальній площині шибером, перегородки, які розділяють вікно каретки на сектори, що відповідають візерунку плитки, бункер з дозатором для основного /базового/ преспорошку і бункер для кольорових преспорошків з дозатором, розділеним перегородками у відповідності до...
Спосіб оздоблення друкованої продукції
Номер патенту: 24183
Опубліковано: 25.06.2007
Автор: Маїк Володимир Зіновійович
МПК: B41M 7/00, G03G 13/14
Мітки: друкованої, продукції, спосіб, оздоблення
Формула / Реферат:
Спосіб оздоблення друкованої продукції, який включає отримання зображення на папері електрографічним способом у копіювальному пристрої, накладання фольги для тиснення на зображення і зняття фольги, який відрізняється тим, що передача фарбового шару фольги на зображення проходить під дією інфрачервоного випромінювання.
Спосіб кислотозахисного оздоблення целюлозовмісних текстильних матеріалів

Номер патенту: 43195
Опубліковано: 10.08.2009
Автори: Сарібєкова Діана Георгіївна, Сарібеков Георгій Савич, Рябініна Ганна Олександрівна
МПК: D06M 15/00
Мітки: целюлозовмісних, текстильних, матеріалів, оздоблення, кислотозахисного, спосіб
Формула / Реферат:
Спосіб кислотозахисного оздоблення целюлозовмісних текстильних матеріалів, який включає обробку їх водним розчином, що містить алкілсиліконат лужного металу (0,5-10,0 мас. %), сіль цирконію (0,5-1,5 мас. %) та 30 %-ну емульсію амінофункціонального силоксану (0,5-1,5 мас. %) формули:з вмістом азоту 0,4 %, з наступним віджимом та тепловою обробкою, який...
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Губарь Віктор Миколайович, Зайченко Микола Михайлович, Щербаков Олександр Володимирович
МПК: C04B 33/02, B28C 1/00
Мітки: виготовлення, спосіб, цегли-сирцю, керамічної
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Попередній патент: Лазерний інтерферометр
Наступний патент: Спосіб очищення води від заліза і марганцю
Випадковий патент: Спосіб відбору кнурів за стрес-схильністю нащадків