Плоскощілинна екструзійна головка
Номер патенту: 91484
Опубліковано: 10.07.2014
Автори: Коноваленко Максим Анатолійович, Швед Дмитро Миколайович, Швед Микола Петрович
Формула / Реферат
1. Плоскощілинна екструзійна головка, що містить верхню й нижню частини корпуса, розташовані з утворенням між ними розплавопроводу, яка відрізняється тим, що планку виконано пружною і такою, що має змогу зворотно-поступально рухатись.
2. Плоскощілинна екструзійна головка за п. 1, яка відрізняється тим, що між пружною планкою та кожним з натискних гвинтів встановлено проміжний шарнір, що дає змогу зменшити навантаження на болти, покращити рівнотовщиність листа.
Текст
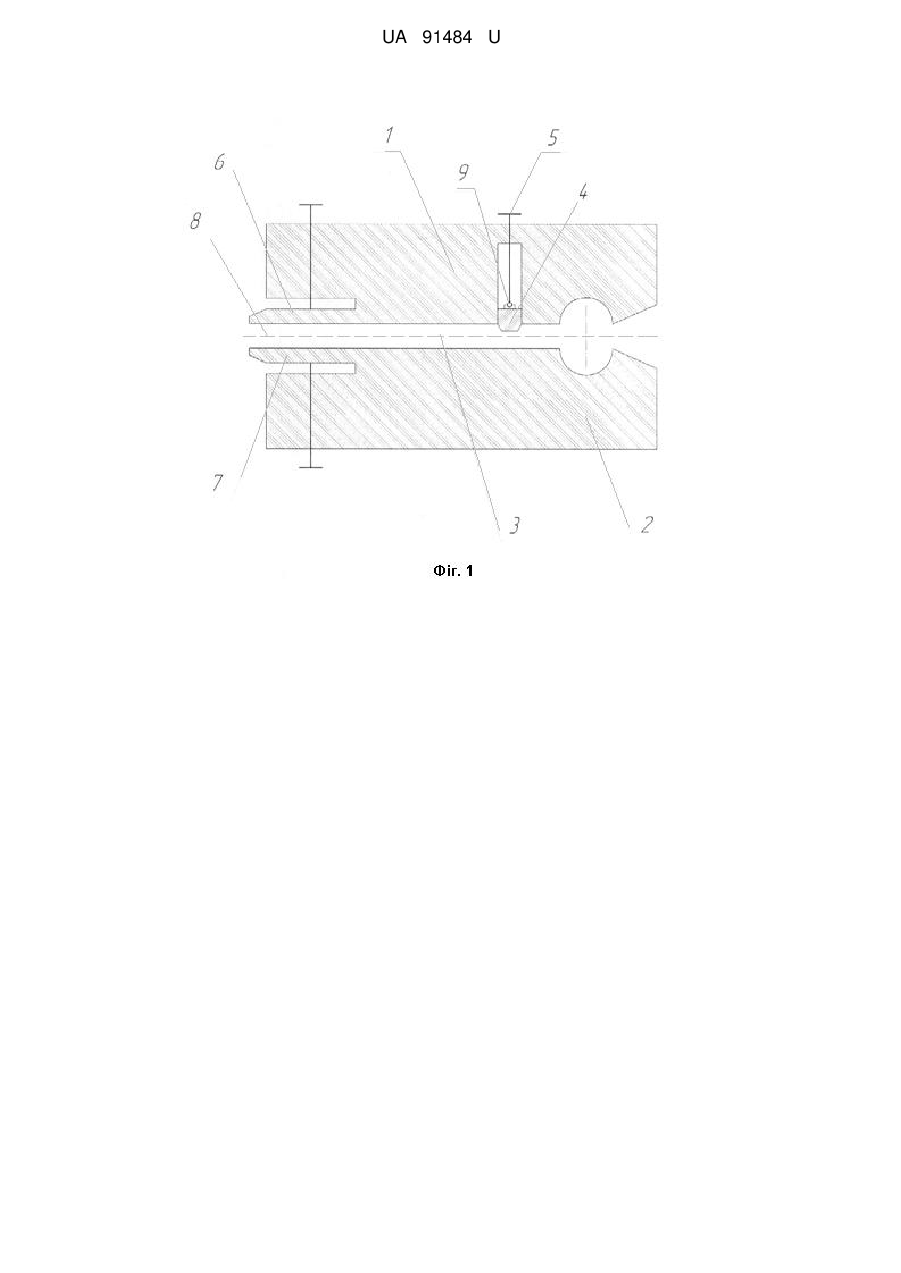
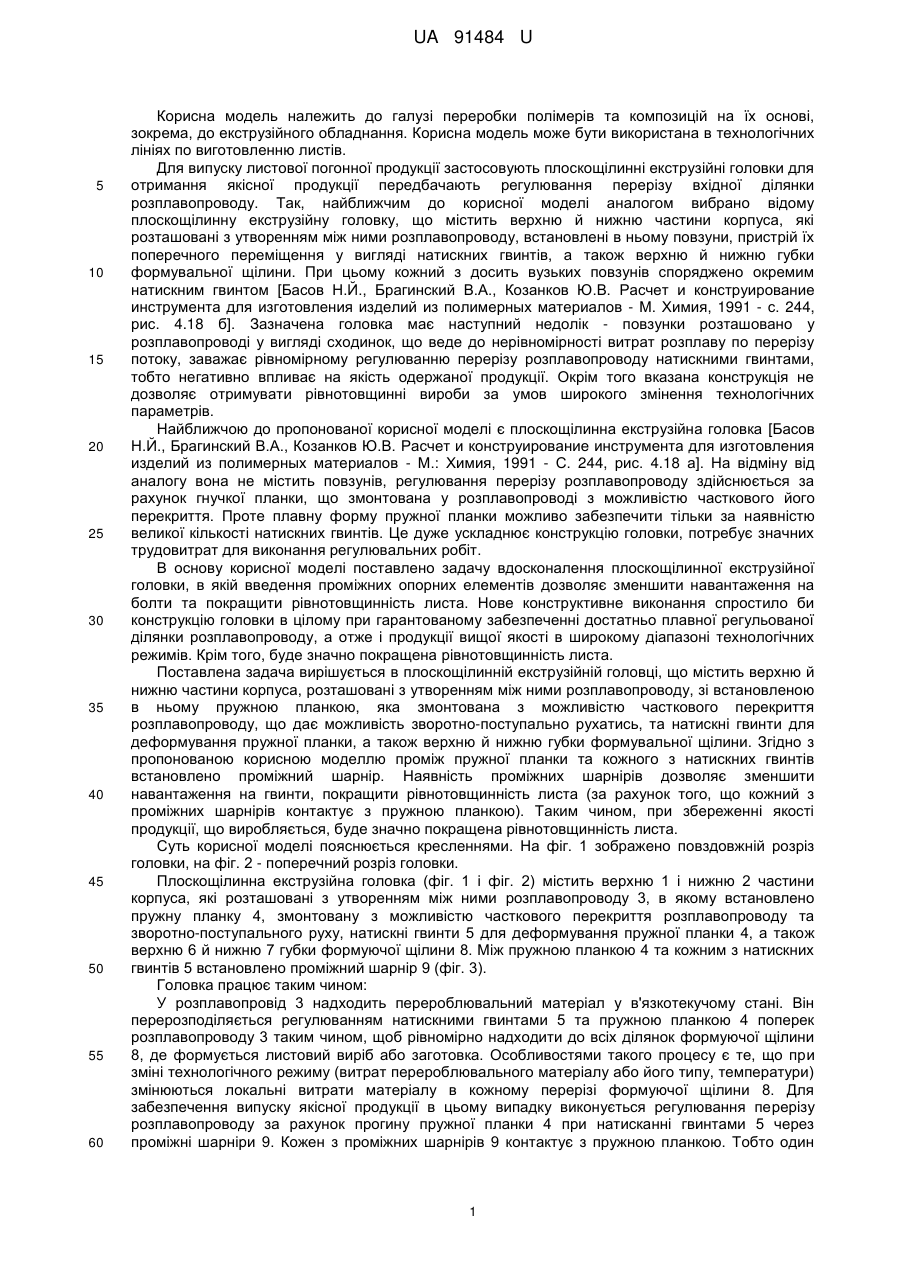
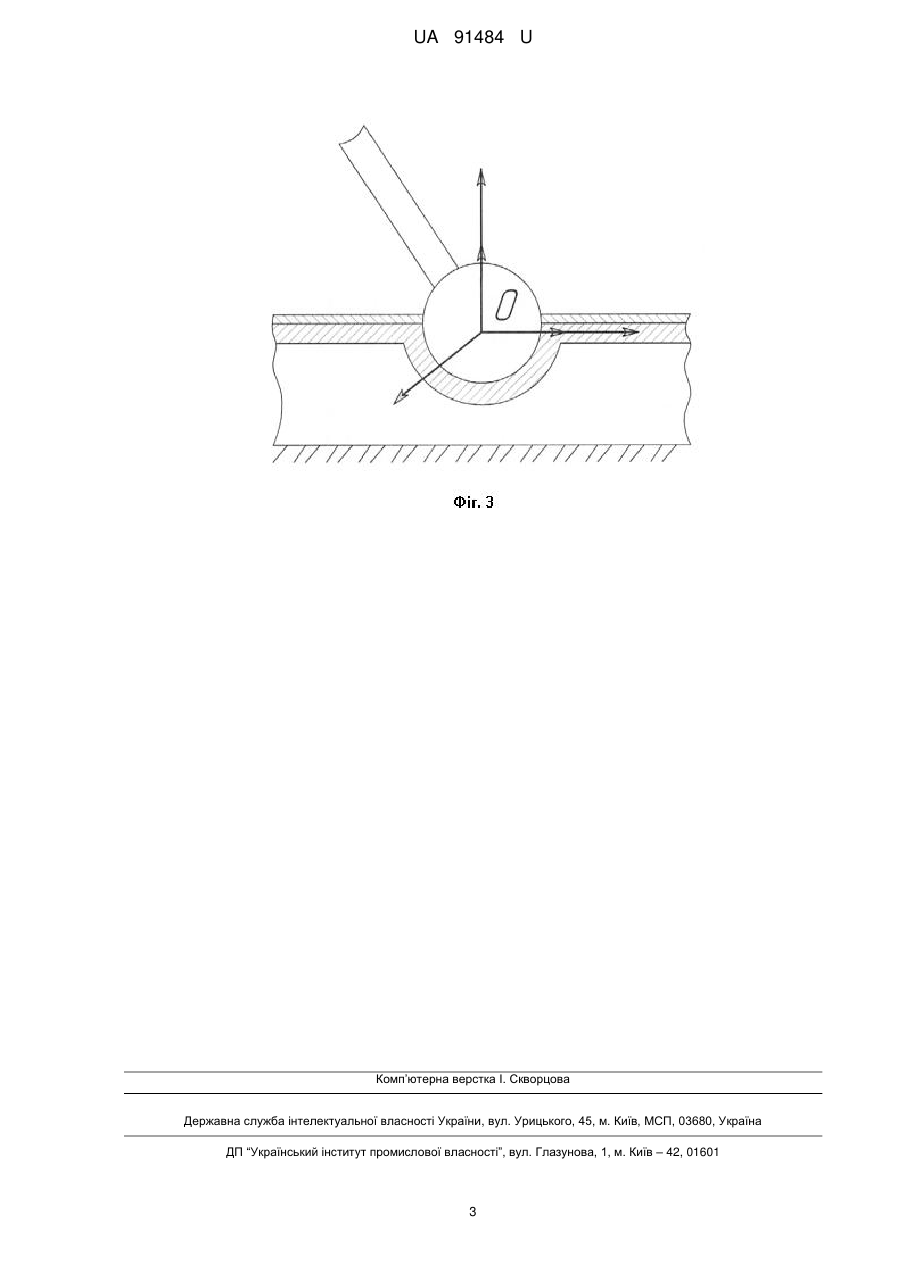
Реферат: Плоскощілинна екструзійна головка містить верхню й нижню частини корпуса, розташовані з утворенням між ними розплавопроводу. При цьому планку виконано пружною і такою, що має змогу зворотно-поступально рухатись. UA 91484 U (12) UA 91484 U UA 91484 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі переробки полімерів та композицій на їх основі, зокрема, до екструзійного обладнання. Корисна модель може бути використана в технологічних лініях по виготовленню листів. Для випуску листової погонної продукції застосовують плоскощілинні екструзійні головки для отримання якісної продукції передбачають регулювання перерізу вхідної ділянки розплавопроводу. Так, найближчим до корисної моделі аналогом вибрано відому плоскощілинну екструзійну головку, що містить верхню й нижню частини корпуса, які розташовані з утворенням між ними розплавопроводу, встановлені в ньому повзуни, пристрій їх поперечного переміщення у вигляді натискних гвинтів, а також верхню й нижню губки формувальної щілини. При цьому кожний з досить вузьких повзунів споряджено окремим натискним гвинтом [Басов Н.Й., Брагинский В.А., Козанков Ю.В. Расчет и конструирование инструмента для изготовления изделий из полимерных материалов - М. Химия, 1991 - с. 244, рис. 4.18 б]. Зазначена головка має наступний недолік - повзунки розташовано у розплавопроводі у вигляді сходинок, що веде до нерівномірності витрат розплаву по перерізу потоку, заважає рівномірному регулюванню перерізу розплавопроводу натискними гвинтами, тобто негативно впливає на якість одержаної продукції. Окрім того вказана конструкція не дозволяє отримувати рівнотовщинні вироби за умов широкого змінення технологічних параметрів. Найближчою до пропонованої корисної моделі є плоскощілинна екструзійна головка [Басов Н.Й., Брагинский В.А., Козанков Ю.В. Расчет и конструирование инструмента для изготовления изделий из полимерных материалов - М.: Химия, 1991 - С. 244, рис. 4.18 а]. На відміну від аналогу вона не містить повзунів, регулювання перерізу розплавопроводу здійснюється за рахунок гнучкої планки, що змонтована у розплавопроводі з можливістю часткового його перекриття. Проте плавну форму пружної планки можливо забезпечити тільки за наявністю великої кількості натискних гвинтів. Це дуже ускладнює конструкцію головки, потребує значних трудовитрат для виконання регулювальних робіт. В основу корисної моделі поставлено задачу вдосконалення плоскощілинної екструзійної головки, в якій введення проміжних опорних елементів дозволяє зменшити навантаження на болти та покращити рівнотовщинність листа. Нове конструктивне виконання спростило би конструкцію головки в цілому при гарантованому забезпеченні достатньо плавної регульованої ділянки розплавопроводу, а отже і продукції вищої якості в широкому діапазоні технологічних режимів. Крім того, буде значно покращена рівнотовщинність листа. Поставлена задача вирішується в плоскощілинній екструзійній головці, що містить верхню й нижню частини корпуса, розташовані з утворенням між ними розплавопроводу, зі встановленою в ньому пружною планкою, яка змонтована з можливістю часткового перекриття розплавопроводу, що дає можливість зворотно-поступально рухатись, та натискні гвинти для деформування пружної планки, а також верхню й нижню губки формувальної щілини. Згідно з пропонованою корисною моделлю проміж пружної планки та кожного з натискних гвинтів встановлено проміжний шарнір. Наявність проміжних шарнірів дозволяє зменшити навантаження на гвинти, покращити рівнотовщинність листа (за рахунок того, що кожний з проміжних шарнірів контактує з пружною планкою). Таким чином, при збереженні якості продукції, що виробляється, буде значно покращена рівнотовщинність листа. Суть корисної моделі пояснюється кресленнями. На фіг. 1 зображено повздовжній розріз головки, на фіг. 2 - поперечний розріз головки. Плоскощілинна екструзійна головка (фіг. 1 і фіг. 2) містить верхню 1 і нижню 2 частини корпуса, які розташовані з утворенням між ними розплавопроводу 3, в якому встановлено пружну планку 4, змонтовану з можливістю часткового перекриття розплавопроводу та зворотно-поступального руху, натискні гвинти 5 для деформування пружної планки 4, а також верхню 6 й нижню 7 губки формуючої щілини 8. Між пружною планкою 4 та кожним з натискних гвинтів 5 встановлено проміжний шарнір 9 (фіг. 3). Головка працює таким чином: У розплавопровід 3 надходить перероблювальний матеріал у в'язкотекучому стані. Він перерозподіляється регулюванням натискними гвинтами 5 та пружною планкою 4 поперек розплавопроводу 3 таким чином, щоб рівномірно надходити до всіх ділянок формуючої щілини 8, де формується листовий виріб або заготовка. Особливостями такого процесу є те, що при зміні технологічного режиму (витрат перероблювального матеріалу або його типу, температури) змінюються локальні витрати матеріалу в кожному перерізі формуючої щілини 8. Для забезпечення випуску якісної продукції в цьому випадку виконується регулювання перерізу розплавопроводу за рахунок прогину пружної планки 4 при натисканні гвинтами 5 через проміжні шарніри 9. Кожен з проміжних шарнірів 9 контактує з пружною планкою. Тобто один 1 UA 91484 U 5 натискний гвинт 5 має можливість плавно деформувати пружну планку зі зменшеною хвилястоподібною поверхнею, та повернути пружну планку у вихідне положення. Пропонована конструкція забезпечить одержання вищих за якістю виробів в широкому діапазоні технологічних параметрів, рівнотовщинність листа, можливість повернення пружної планки у вихідне положення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 1. Плоскощілинна екструзійна головка, що містить верхню й нижню частини корпуса, розташовані з утворенням між ними розплавопроводу, яка відрізняється тим, що планку виконано пружною і такою, що має змогу зворотно-поступально рухатись. 2. Плоскощілинна екструзійна головка за п. 1, яка відрізняється тим, що між пружною планкою та кожним з натискних гвинтів встановлено проміжний шарнір, що дає змогу зменшити навантаження на болти, покращити рівнотовщиність листа. 2 UA 91484 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShved Dmytro Mykolaiovych
Автори російськоюШвед Дмитрий Николаевич
МПК / Мітки
МПК: B29C 47/14
Мітки: екструзійна, головка, плоскощілинна
Код посилання
<a href="https://ua.patents.su/5-91484-ploskoshhilinna-ekstruzijjna-golovka.html" target="_blank" rel="follow" title="База патентів України">Плоскощілинна екструзійна головка</a>
Плоскощілинна екструзійна головка
Номер патенту: 2046
Опубліковано: 15.09.2003
Автори: Сівецький Володимир Іванович, Сідоров Дмитро Едуардович, Сокольський Олександр Леонідович, Мікульонок Ігор Олегович
МПК: B29C 47/14
Мітки: плоскощілинна, головка, екструзійна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить верхню й нижню частини корпуса, розташовані з утворенням між ними розплавопроводу, встановлену в ньому гнучку планку, змонтовану з можливістю часткового перекриття розплавопроводу, натискних гвинтів для деформування гнучкої планки, а також верхню й нижню губки формувальної щілини, яка відрізняється тим, що між гнучкою планкою та кожним натискним гвинтом встановлено проміжний опорний елемент.
Плоскощілинна екструзійна головка

Номер патенту: 12383
Опубліковано: 15.02.2006
Автори: Бакалов Олег Валерійович, Шевелило Тетяна Миколаївна, Чередніченко Петро Іванович, Бакалов Валерій Григорович
МПК: B29C 47/14
Мітки: головка, плоскощілинна, екструзійна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить верхню і нижню частини корпусу, з утворенням між ними розплавоводу, а також верхню й нижню губки формувальної щілини, яка відрізняється тим, що містить розрізну втулку з можливістю регулювання перерізу вхідної ділянки розплавоводу, в якій виконано похилі конусоподібні канали, які переходять у формувальну щілину.
Плоскощілинна екструзійна головка
Номер патенту: 59876
Опубліковано: 15.09.2003
Автори: Сівецький Володимир Іванович, Ткаченко Сергій Миколайович, Сідоров Дмитро Едуардович, Сокольський Олександр Леонідович, Мікульонок Ігор Олегович
МПК: B29C 47/14
Мітки: плоскощілинна, головка, екструзійна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить верхню й нижню частини корпусу, розташовані з утворенням між ними розплавоводу, встановлені в розплавоводі повзуни, пристрій переміщення повзунів у вигляді натискних гвинтів, а також верхню й нижню губки формувальної щілини, яка відрізняється тим,що у кожному з повзунів вздовж формувальної щілини виконано поперечний отвір, крізь який проходить гнучкий довгомірний елемент, кінці якого закріплені на...
Плоскощілинна екструзійна головка
Номер патенту: 31538
Опубліковано: 10.04.2008
Автори: Сокольський Олександр Леонідович, Півненко Сергій Васильович, Сівецький Володимир Іванович
МПК: B29C 47/14
Мітки: головка, плоскощілинна, екструзійна
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить канал для протікання розплаву, який складається з вхідної ділянки, перехідної ділянки та формуючої ділянки, яка має форму плоскої щілини, яка відрізняється тим, що перехідну ділянку каналу виконано у вигляді рівнотовщинної щілини замкнутого перерізу на вході, що розгортається в напрямку виходу в щілину прямокутного перерізу, поздовжня вісь якої лежить перпендикулярно напрямку руху виробу, який...
Плоскощілинна екструзійна головка
Номер патенту: 35890
Опубліковано: 16.04.2001
Автори: Білецька Оксана Володимірівна, Рябінін Дмитро Дмитрович, Рябініна Олена Дмитрівна, Мотін Анатолій Миколайович
МПК: B29L 7/00, B29C 47/14
Мітки: плоскощілинна, екструзійна, головка
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором .
Попередній патент: Датчик лінійних переміщень
Наступний патент: Спосіб отримання первинних культур клітин хребетних холоднокровних тварин
Випадковий патент: Спосіб оцінки ліпідних порушень у хворих з постійною формою фібриляції передсердь