Плоскощілинна екструзійна головка
Номер патенту: 59876
Опубліковано: 15.09.2003
Автори: Мікульонок Ігор Олегович, Сівецький Володимир Іванович, Сідоров Дмитро Едуардович, Ткаченко Сергій Миколайович, Сокольський Олександр Леонідович
Формула / Реферат
Плоскощілинна екструзійна головка, що містить верхню й нижню частини корпусу, розташовані з утворенням між ними розплавоводу, встановлені в розплавоводі повзуни, пристрій переміщення повзунів у вигляді натискних гвинтів, а також верхню й нижню губки формувальної щілини, яка відрізняється тим,що у кожному з повзунів вздовж формувальної щілини виконано поперечний отвір, крізь який проходить гнучкий довгомірний елемент, кінці якого закріплені на корпусі.
Текст
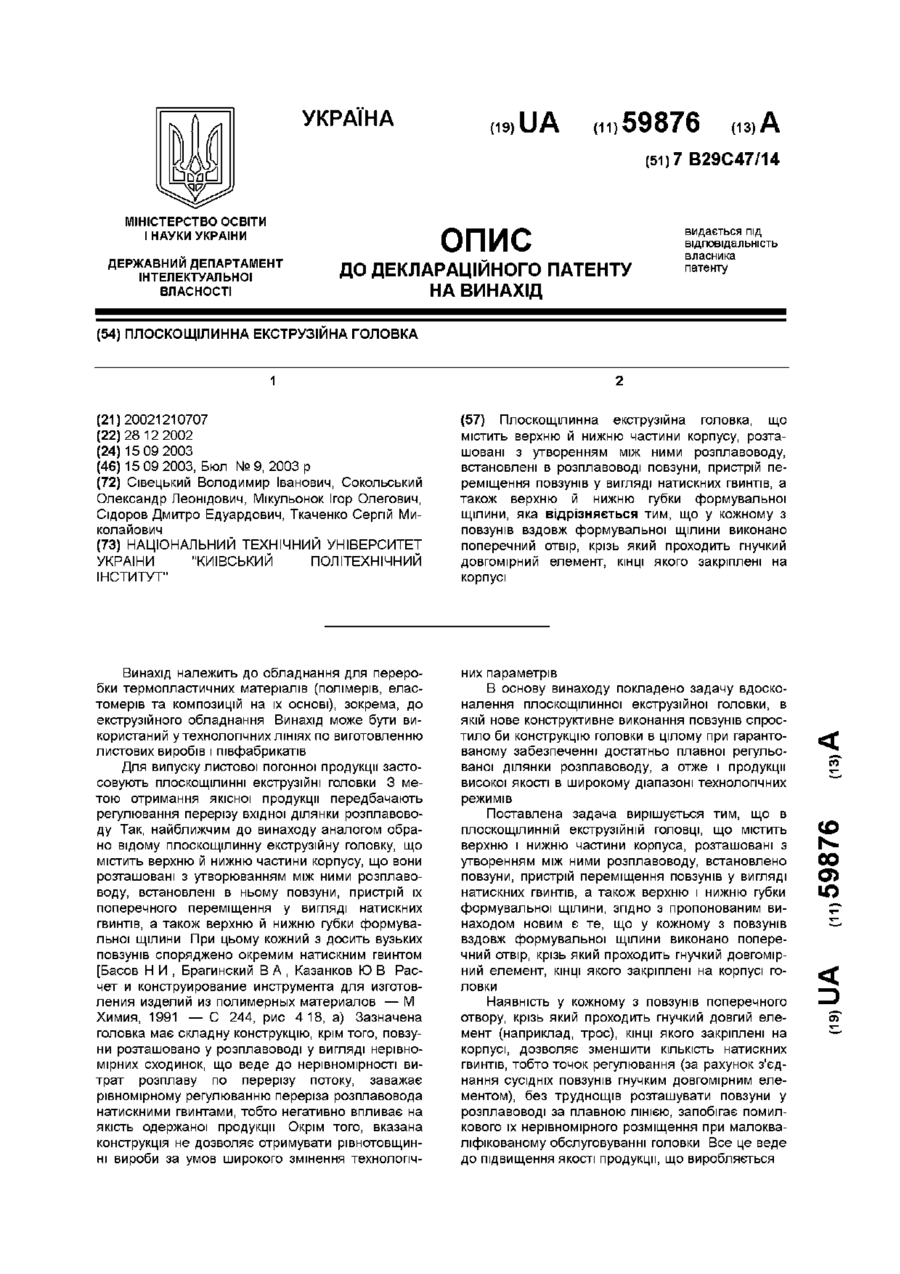
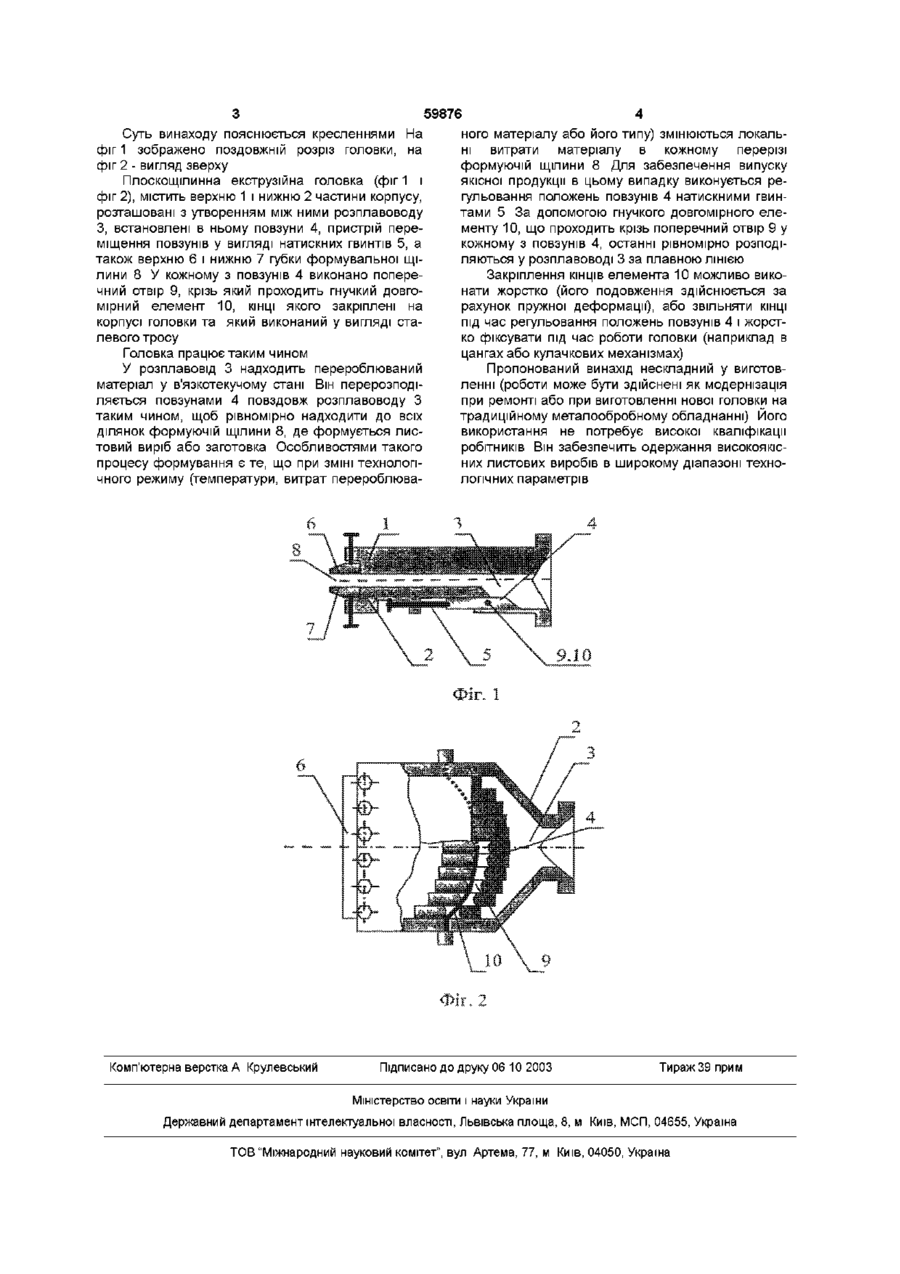
Плоскощілинна екструзійна головка, що містить верхню й нижню частини корпусу, розташовані з утворенням між ними розплавоводу, встановлені в розплавоводі повзуни, пристрій переміщення повзунів у вигляді натискних гвинтів, а також верхню й нижню губки формувальної щілини, яка відрізняється тим, що у кожному з повзунів вздовж формувальної щілини виконано поперечний отвір, крізь який проходить гнучкий довгомірний елемент, КІНЦІ якого закріплені на корпусі них параметрів В основу винаходу покладено задачу вдосконалення плоскощілинної екструзійної головки, в якій нове конструктивне виконання повзунів спростило би конструкцію головки в цілому при гарантованому забезпеченні достатньо плавної регульованої ділянки розплавоводу, а отже і продукції високої якості в широкому діапазоні технологічних режимів Поставлена задача вирішується тим, що в ПЛОСКОЩІЛИННІЙ екструзійній головці, що містить верхню і нижню частини корпуса, розташовані з утворенням між ними розплавоводу, встановлено повзуни, пристрій переміщення повзунів у вигляді натискних гвинтів, а також верхню і нижню губки формувальної щілини, згідно з пропонованим винаходом новим є те, що у кожному з повзунів вздовж формувальної щілини виконано поперечний отвір, крізь який проходить гнучкий довгомірний елемент, КІНЦІ якого закріплені на корпусі головки Наявність у кожному з повзунів поперечного отвору, крізь який проходить гнучкий довгий елемент (наприклад, трос), КІНЦІ ЯКОГО закріплені на корпусі, дозволяє зменшити КІЛЬКІСТЬ натискних гвинтів, тобто точок регулювання (за рахунок з'єднання сусідніх повзунів гнучким довгомірним елементом), без труднощів розташувати повзуни у розплавоводі за плавною ЛІНІЄЮ, запобігає помилкового їх нерівномірного розміщення при малокваліфікованому обслуговуванні головки Все це веде до підвищення якості продукції, що виробляється (О 00 ю 59876 Суть винаходу пояснюється кресленнями На фіг 1 зображено поздовжній розріз головки, на фіг 2 - вигляд зверху Плоскощілинна екструзійна головка (фіг 1 і фіг 2), містить верхню 1 і нижню 2 частини корпусу, розташовані з утворенням між ними розплавоводу З, встановлені в ньому повзуни 4, пристрій переміщення повзунів у вигляді натискних гвинтів 5, а також верхню 6 і нижню 7 губки формувальної щілини 8 У кожному з повзунів 4 виконано поперечний отвір 9, крізь який проходить гнучкий довгомірний елемент 10, КІНЦІ якого закріплені на корпусі головки та який виконаний у вигляді сталевого тросу Головка працює таким чином У розплавовід 3 надходить перероблюваний матеріал у в'язкотекучому стані Він перерозподіляється повзунами 4 повздовж розплавоводу З таким чином, щоб рівномірно надходити до всіх ділянок формуючій щілини 8, де формується листовий виріб або заготовка Особливостями такого процесу формування є те, що при ЗМІНІ технологічного режиму (температури, витрат перероблюва Комп'ютерна верстка А Крулевський ного матеріалу або його типу) змінюються локальні витрати матеріалу в кожному перерізі формуючій щілини 8 Для забезпечення випуску якісної продукції в цьому випадку виконується регульовання положень повзунів 4 натискними гвинтами 5 За допомогою гнучкого довгомірного елементу 10, що проходить крізь поперечний отвір 9 у кожному з повзунів 4, останні рівномірно розподіляються у розплавоводі 3 за плавною ЛІНІЄЮ Закріплення КІНЦІВ елемента 10 можливо виконати жорстко (його подовження здійснюється за рахунок пружної деформації), або звільняти КІНЦІ ПІД час регульовання положень повзунів 4 і жорстко фіксувати під час роботи головки (наприклад в цангах або кулачкових механізмах) Пропонований винахід нескладний у виготовленні (роботи може бути здійснені як модернізація при ремонті або при виготовленні нової головки на традиційному металообробному обладнанні) Його використання не потребує високої кваліфікації робітників Він забезпечить одержання високоякісних листових виробів в широкому діапазоні технологічних параметрів Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюFlat die head
Автори англійськоюSivetskyi Volodymyr Ivanovych, Sokolskyi Oleksandr Leonidovych, Mikulionok Ihor Olehovych, Sidorov Dmytro Eduardovych, Tkachenko Serhii Mykolaiovych
Назва патенту російськоюПлоскощелевая экструзионная головка
Автори російськоюСивецкий Владимир Иванович, Сокольский Александр Леонидович, Микуленок Игорь Олегович, Сидоров Дмитрий Эдуардович, Ткаченко Сергий Миколайович
МПК / Мітки
МПК: B29C 47/14
Мітки: екструзійна, головка, плоскощілинна
Код посилання
<a href="https://ua.patents.su/2-59876-ploskoshhilinna-ekstruzijjna-golovka.html" target="_blank" rel="follow" title="База патентів України">Плоскощілинна екструзійна головка</a>
Плоскощілинна екструзійна головка
Номер патенту: 35890
Опубліковано: 16.04.2001
Автори: Рябінін Дмитро Дмитрович, Мотін Анатолій Миколайович, Білецька Оксана Володимірівна, Рябініна Олена Дмитрівна
МПК: B29C 47/14, B29L 7/00
Мітки: екструзійна, плоскощілинна, головка
Формула / Реферат:
Плоскощілинна екструзійна головка, що містить корпус з верхньою та нижньою плитами головки, вхідний канал, колектор, канал зменшеної висоти, дросельну планку, накопичувач, канал подавання та вихідні регульовані формуючі губки, яка відрізняється тим, що канал зменшеної висоти утворений виступами, які виконані на верхній та нижній плитах, і розташований між вхідним каналом і колектором .
Екструзійна головка для виготовлення труб із полімерних матеріалів
Номер патенту: 15968
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/22, B29L 23/00
Мітки: полімерних, виготовлення, екструзійна, головка, матеріалів, труб
Формула / Реферат:
Экструзионная головка для изготовления труб из полимерных материалов, содержащая корпус с входным и выходным отверстиями, соосно смонтированные на корпусе прижимную гайку, а в корпусе - крестовину с закрепленным на ней до-рном с коническим участком, выполненным в направлении выходного отверстия, соосно смонтированные на коническом участке дорна последовательно в направлении выходного отверстия корпуса калибровочную шайбу и упорное кольцо,...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 8913
Опубліковано: 30.09.1996
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20, B29C 47/22
Мітки: полімерних, головка, матеріалів, профілів, екструзійна, виготовлення
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая установленный на опорной плите корпус с входным и выходным отверстиями, размещенный в корпусе конический дорн с вершиной конуса, направленной в сторону выходного отверстия, калибрующую шайбу, шайбодержатель, регулировочную гайку для перемещения шайбодержателя, смонтированную на корпусе, и нониусное устройство, выполненное в виде шкалы со стрелкой и...
Екструзійна головка виробництва рукавних термопластичних виробів з ребрами
Номер патенту: 17111
Опубліковано: 18.03.1997
Автори: Кузяєв Іван Михайлович, Чепіга Іван Григорович, Плошенко Іван Григорович, Лимар Володимир Володимирович
МПК: B21C 23/02, B21C 25/00
Мітки: виробництва, рукавних, виробів, екструзійна, головка, термопластичних, ребрами
Формула / Реферат:
Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами, содержащая корпус и дорн, смонтированные с образованием между ними распределительного канала с рабочими поверхностями, кольцевой формующей щели и радиальных пазов для образования ребер, отличающаяся тем, что в корпусе на выходе из головки выполнены ячейки, в которых установлены неподвижные элементы с закрепленными на них подвижными элементами, подпружиненными...
Екструзійна головка для виготовлення профілів із полімерних матеріалів
Номер патенту: 15969
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/20
Мітки: виготовлення, профілів, матеріалів, екструзійна, полімерних, головка
Формула / Реферат:
Экструзионная головка для изготовления профилей из полимерных материалов, содержащая закрепленный на опорной плите корпус с входным и выходным отверстиями, смонтированные на корпусе регулировочную гайку, а в корпусе -дорн с входным участком и коническим выходным участком с вершиной конуса, направленной в сторону выходного отверстия, шайбодержатель и калибровочную шайбу, смонтированную с образованием с выходным коническим участком дорна...
Попередній патент: Епоксидний клей холодного отвердіння
Наступний патент: Завантажувальний бункер дробарки
Випадковий патент: Теплоутилізаційна установка