Спосіб нагрівання металевих виробів
Номер патенту: 91490
Опубліковано: 10.07.2014
Автори: Волошин Олексій Іванович, Шаповалов Костянтин Петрович, Василенко Станіслав Леонідович, Коровченко Олександр Ілліч, Шевченко Віталій Вікторович
Формула / Реферат
1. Спосіб нагрівання металевих виробів, при якому здійснюють подачу горючого газу, утворення в змішувачі газоповітряної суміші з подальшим її запаленням, дифундування окиснювача в зону полум'я та його тепловий вплив на виріб, який відрізняється тим, що після подачі горючого газу виконують розділення газового потоку на окремі струмені, при цьому утворення в змішувачі газоповітряної суміші відбувається шляхом ежекції окиснювача з атмосфери та подальшої ежекції від 4 до 12 % окиснювача з периферійної зони в центральну зону змішувача.
2. Спосіб нагрівання металевих виробів, за п. 1, який відрізняється тим, що для врівноваження швидкостей поширення фронту полум'я та витікання газового потоку виконують регулювання довжини й форми полум'я за допомогою переміщення змішувача.
Текст
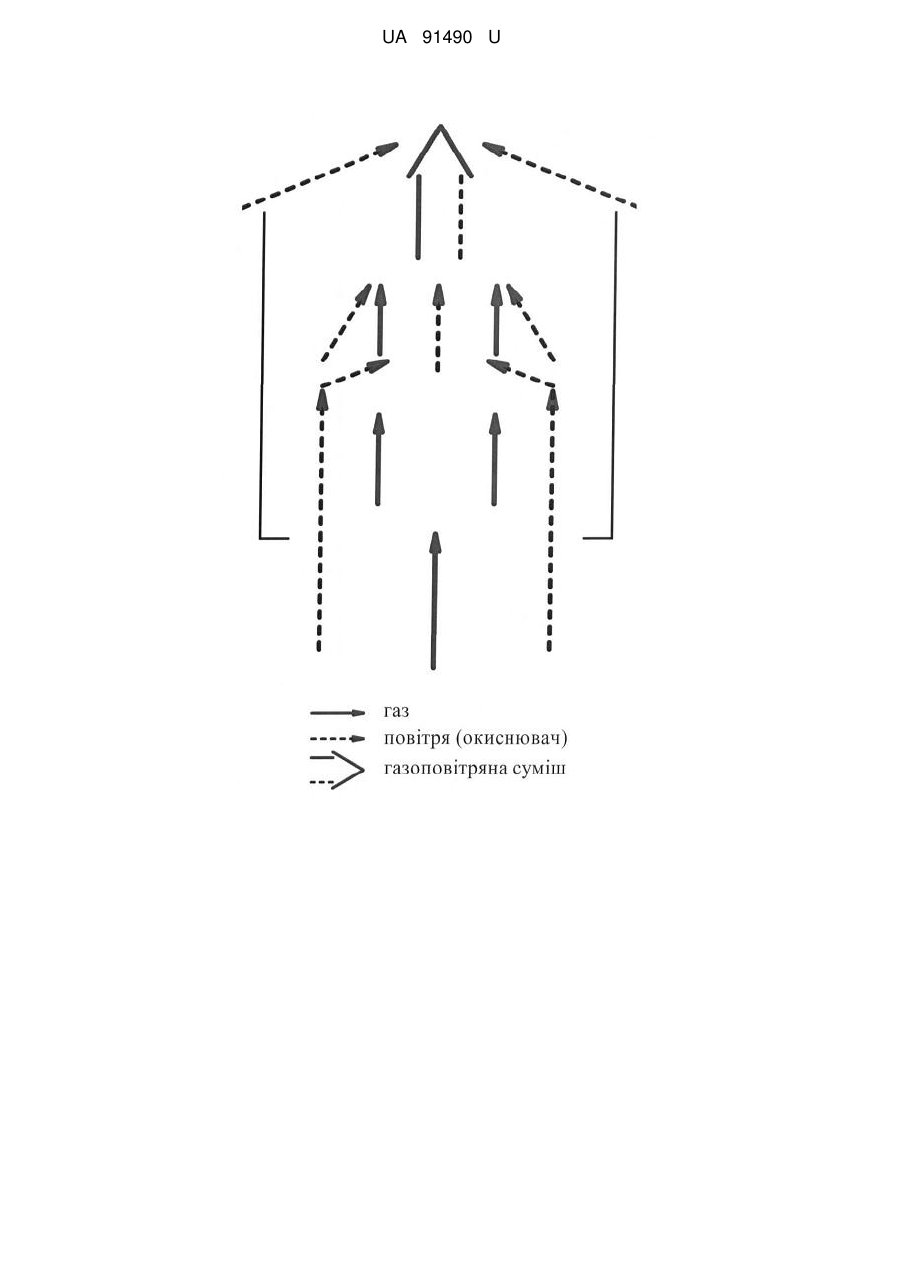
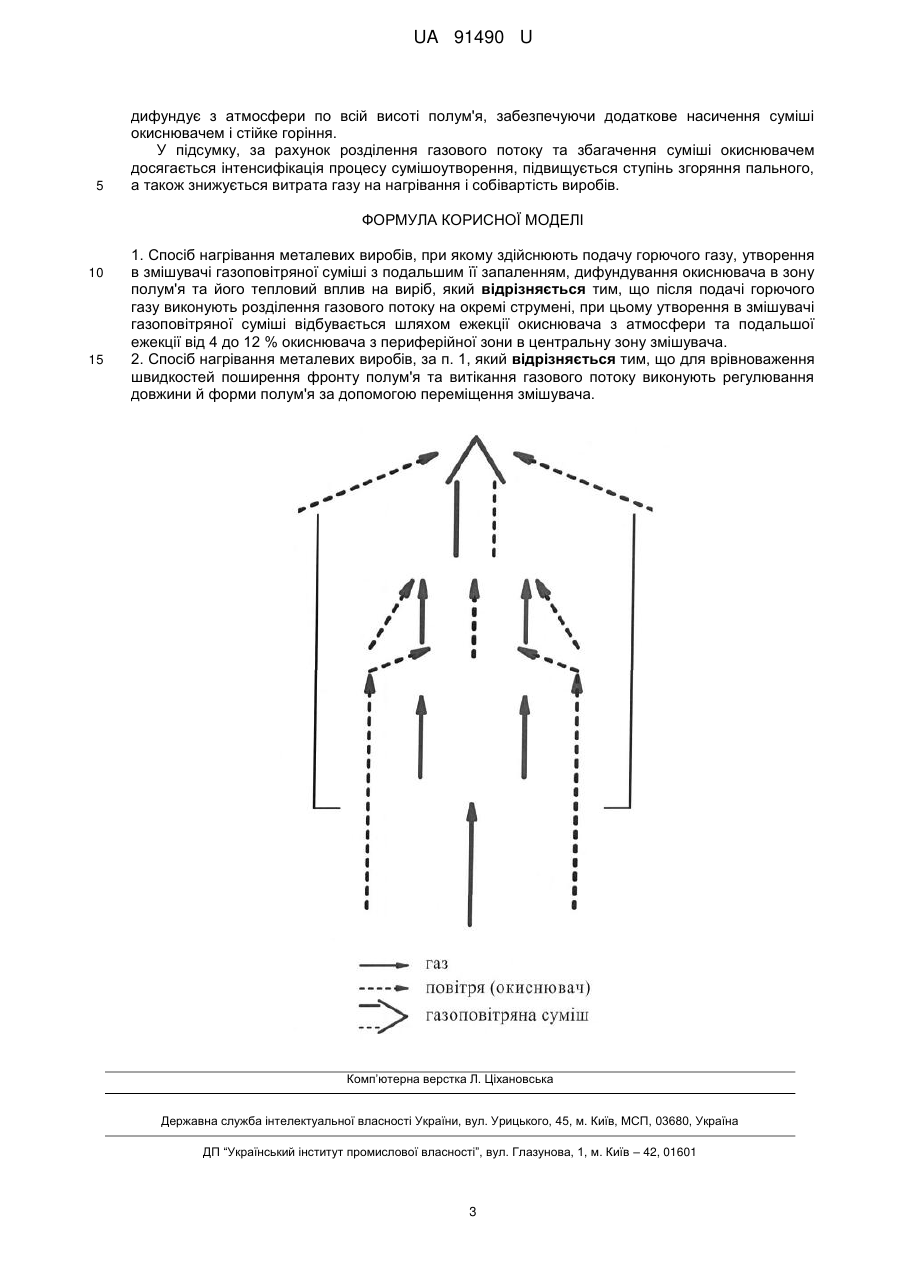
Реферат: Спосіб нагрівання металевих виробів, при якому здійснюють подачу горючого газу, утворення в змішувачі газоповітряної суміші з подальшим її запаленням, дифундування окиснювача в зону полум'я та його тепловий вплив на виріб. Крім цього після подачі горючого газу виконують розділення газового потоку на окремі струмені, при цьому утворення в змішувачі газоповітряної суміші відбувається шляхом ежекції окиснювача з атмосфери та подальшої ежекції від 4 до 12 % окиснювача з периферійної зони в центральну зону змішувача. UA 91490 U (12) UA 91490 U UA 91490 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів нагрівання металу за допомогою спалювання палива в повітрі, регулювання (управління) процесу горіння та пальників для спалювання горючого газу, а саме - нагріванню поковок, литих заготовок, металопрокату й металоконструкцій при виконанні зварювальних і газорізальних робіт. В промисловості набули поширення способи нагрівання за допомогою спалювання горючого газу з попереднім його змішуванням із атмосферним первинним повітрям і наступним надходженням вторинного повітря безпосередньо в зону полум'я. У пальниках атмосферного типу, використовуваних при реалізації даних способів, первинне атмосферне повітря засмоктується струменем газу у змішувач (ежектор), в якому протікає процес сумішоутворення. Далі газоподібна суміш із рівномірними полями концентрацій пального та окиснювача під деяким надлишковим тиском виходить із пальника зі швидкістю, яка забезпечує стійке горіння. Вторинне повітря дифундує з атмосфери в полум'я, підвищуючи ефективність згоряння палива. Основними перевагами таких способів спалювання горючого газу є можливість роботи на низькому тиску горючого газу, відсутність необхідності подачі повітря під тиском, а також висока надійність, простота експлуатації та стійка робота пальників, вживаних при реалізації даного способу, в досить широкому діапазоні режимів. Варто відзначити, що якість сумішоутворення характеризується, в тому числі, коефіцієнтом надлишку повітря в суміші. Механізм управління значеннями коефіцієнта надлишку повітря включає вплив на його складові - коефіцієнти первинного та вторинного повітря. При досягненні оптимальних умов сумішоутворення коефіцієнт первинного повітря досягає значень від 0,45 до 0,7 включно. Для повного згоряння газу необхідно використання вторинного повітря, при цьому коефіцієнт надлишку повітря в суміші повинен знаходитися в межах 1,2-1,25. Відомий спосіб спалювання газоподібного палива шляхом попереднього часткового змішування його з окиснювачем, що подається окремим трубопроводом, та їх остаточним змішуванням в зоні горіння. При цьому паливо, що подається по підвідній трубі, розділяється на окремі потоки в соплі паливного пристрою, які мають центральний та периферійний напрям (див. опис до деклараційного патенту на корисну модель № 13336, F23D 14/00, Бюл. № 3, 15.03.2006). Використання даного технічного рішення дозволяє за рахунок поліпшення якості сумішоутворення підвищити економічність спалювання газоподібного палива. Недоліками даного способу є подача окиснювача по окремому трубопроводу, що призводить до необхідності використання додаткового обладнання, а також складність конструкції пальників, що використовуються при реалізації даного способу. Також відомий спосіб нагрівання зі спалюванням газоподібного палива в газових пальниках, при якому через трубопровід подають газоподібне паливо, а через встановлений співвісно йому газопровід - повітря. Перемішування газу з повітрям відбувається в насадці, розташованій коаксійно газовому трубопроводу та з'єднаній з повітряним трубопроводом. Кількість повітря, що подається через трубопровід й отвори для підсосу повітря, що виконані в повітряному трубопроводі в зоні гирла газової труби, має бути достатнім для запалення суміші на виході з насадки, що визначається її площею та довжиною (див. опис винаходу до патенту Російської Федерації № 2206830, F23D 14/02, Бюл. № 17, 20.06.2003). Внаслідок займання суміші газу й повітря на виході з насадки навколишнє повітря інтенсивно захоплюється полум'ям в зону горіння, що забезпечує деяке підвищення швидкості та повноти згоряння палива, а також підвищення максимальної температури горіння. За сукупністю суттєвих ознак описаний спосіб нагрівання є найбільш близьким аналогом (прототипом). Недоліком даного способу нагрівання є те, що, незважаючи на часткове використання повітря атмосфери, зберігається необхідність використання додаткового обладнання для примусової подачі окиснювача. Крім цього даний спосіб не завжди забезпечує достатню інтенсивність сумішоутворення та характеризується обмеженими режимами газополум'яних робіт при промисловому нагріванні матеріалів. В основу корисної моделі поставлена задача - створити спосіб нагрівання металевих виробів, що дозволяє підвищити ступінь (якість) згоряння палива та знизити його витрату. Поставлена задача вирішується за рахунок технічного результату, що полягає в інтенсифікації процесу сумішоутворення. Для досягнення зазначеного результату при нагріванні металевих виробів шляхом спалювання горючого газу виконується: - подача горючого газу до змішувача; 1 UA 91490 U 5 10 15 20 25 30 35 40 45 50 55 60 - розділення газового потоку на окремі струмені; - утворення розрідження в змішувачі; - ежекція повітря (окиснювача) з атмосфери в периферійну зону змішувача; - ежекція від 4 до 12 % повітря з периферійної зони в центральну зону змішувача; - утворення газоповітряної суміші, збагаченої додатковою кількістю повітря; - підпал газоповітряної суміші; - дифундування окиснювача в зону полум'я; - регулювання (налагодження) величини (довжини) та форми полум'я для врівноваження швидкостей поширення фронту полум'я та витікання газового потоку за допомогою рухомого змішувача; - тепловий вплив полум'я на металевий виріб. Відомий і заявлений способи мають наступні подібні ознаки: спосіб нагрівання металевих виробів, при якому здійснюють подачу горючого газу, утворення в змішувачі газоповітряної суміші з подальшим її запаленням, дифундування окиснювача в зону полум'я та його тепловий вплив на виріб. Заявлений спосіб має такі відмітні ознаки: після подачі горючого газу виконують розділення газового потоку на окремі струмені, при цьому утворення в змішувачі газоповітряної суміші відбувається шляхом ежекції окиснювача з атмосфери та подальшої ежекції від 4 до 12 % окиснювача з периферійної зони в центральну зону змішувача. Для врівноваження швидкостей поширення фронту полум'я та витікання газового потоку виконують регулювання довжини й форми полум'я за допомогою переміщення змішувача. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки розділенню газового потоку на окремі струмені, яке виконується після подачі горючого газу, утворенню в змішувачі газоповітряної суміші, що відбувається шляхом ежекції окиснювача з атмосфери та подальшої ежекції від 4 до 12 % окиснювача з периферійної зони змішувача в його центральну зону, забезпечується збагачення суміші окиснювачем й інтенсифікація процесу сумішоутворення. Як результат, підвищується ступінь згоряння горючого газу, зменшується час нагріву виробу та знижується витрата газу на нагрівання виробу до заданої температури. При кількості окиснювача, ежектованого з периферійної зони в центральну зону змішувача, менше 4 % не досягається необхідна інтенсифікація процесу сумішоутворення й оптимізація часу нагріву виробу. При кількості окиснювача, ежектованого з периферійної зони в центральну зону змішувача, більше 12 % проявляється зниження стійкості роботи газових пальників через велику кількість окиснювача в суміші, що призводить до збільшення швидкості згоряння палива й, відповідно, зменшення запального поясу та відриву полум'я. За допомогою переміщення змішувача забезпечується регулювання довжини та форми полум'я при розширенні діапазону тиску горючого газу. При такому способі нагріву за допомогою згоряння горючого газу максимізуються значення коефіцієнта первинного повітря та коефіцієнта надлишку повітря в суміші, що досягають значень 0,7 і 1,25 відповідно, а також мінімізується ймовірність появи у газах, що відводяться, продуктів неповного згоряння. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї не забезпечує досягнення технічного результату. Заявлене технічне рішення не відоме з рівня техніки, тому є новим. Корисна модель промислово застосовна - вона впроваджується в цеху металоконструкцій Новокраматорського машинобудівного заводу. Суть корисної моделі більш повно розкривається за допомогою графічних матеріалів, де на кресленні зображена схема змішування енергоносіїв в ежекційному змішувачі. Нагрівання металевих виробів, згідно з даним способом, здійснюється таким чином. Після подачі горючого газу відбувається розділення газового потоку на окремі струмені, що надходять в ежекційний змішувач (креслення). За рахунок кінетичної енергії горючого газу в ежекційному змішувачі утворюється розрідження, засмоктується окиснювач (первинне повітря) та здійснюється попереднє сумішоутворення. Частина первинного повітря ежектується в центральну зону змішувача, інтенсифікуючи процес сумішоутворення та збагачуючи газоповітряну суміш додатковою кількістю повітря. На виході з ежекційного змішувача забезпечується повне вирівнювання полів концентрації пального та окиснювача. Потік газоповітряної суміші, що виходить із ежекційного змішувача, за рахунок деякого надлишкового тиску має швидкість, яка забезпечує стійке горіння на виході зі змішувача. Вторинне повітря 2 UA 91490 U 5 дифундує з атмосфери по всій висоті полум'я, забезпечуючи додаткове насичення суміші окиснювачем і стійке горіння. У підсумку, за рахунок розділення газового потоку та збагачення суміші окиснювачем досягається інтенсифікація процесу сумішоутворення, підвищується ступінь згоряння пального, а також знижується витрата газу на нагрівання і собівартість виробів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 1. Спосіб нагрівання металевих виробів, при якому здійснюють подачу горючого газу, утворення в змішувачі газоповітряної суміші з подальшим її запаленням, дифундування окиснювача в зону полум'я та його тепловий вплив на виріб, який відрізняється тим, що після подачі горючого газу виконують розділення газового потоку на окремі струмені, при цьому утворення в змішувачі газоповітряної суміші відбувається шляхом ежекції окиснювача з атмосфери та подальшої ежекції від 4 до 12 % окиснювача з периферійної зони в центральну зону змішувача. 2. Спосіб нагрівання металевих виробів, за п. 1, який відрізняється тим, що для врівноваження швидкостей поширення фронту полум'я та витікання газового потоку виконують регулювання довжини й форми полум'я за допомогою переміщення змішувача. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShapovalov Kostiantyn Petrovych, Vasylenko Stanislav Leonidovych, Korovchenko Oleksandr Illich
Автори російськоюШаповалов Константин Петрович, Василенко Станислав Леонидович, Коровченко Александр Ильич
МПК / Мітки
МПК: F23D 14/02, F23D 14/00, F23N 1/02, F23C 7/00
Мітки: нагрівання, виробів, спосіб, металевих
Код посилання
<a href="https://ua.patents.su/5-91490-sposib-nagrivannya-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагрівання металевих виробів</a>
Спосіб попереднього нагрівання випалюваних металевих виробів в ковпаковій відпалювальній установці
Номер патенту: 102592
Опубліковано: 25.07.2013
Автори: Саушлаґер Андреас, Денк Ґерхард, Лохнер Геріберт, Ебнер Роберт
МПК: F27D 17/00, F27B 11/00, C21D 9/677
Мітки: випалюваних, відпалювальній, виробів, установці, спосіб, попереднього, ковпаковій, нагрівання, металевих
Формула / Реферат:
1. Спосіб попереднього нагрівання випалюваних металевих виробів в ковпаковій відпалювальній установці з двома нагрівальними цоколями (1, 2) для розміщення випалюваних металевих виробів (3, 4) під захисним ковпаком (7, 8), в якому випалювані вироби (3), що повинні піддаватися термообробці в захисному ковпаку (8), піддають попередньому нагріванню за допомогою газоподібного теплоносія, який циркулює між обома захисними ковпаками (7, 8),...
Спосіб нагрівання виробів в паливній печі
Номер патенту: 86535
Опубліковано: 27.04.2009
Автори: Губинський Іван Михайлович, Шемет Тетяна Миколаївна, Мартиненко Юрій Олександрович
МПК: F27B 3/20, F23L 15/02
Мітки: печі, спосіб, паливний, виробів, нагрівання
Формула / Реферат:
1. Спосіб нагрівання виробів в печі, що включає почергове спалювання палива в одному з двох регенераторів, розігрівання вогнетривкої насадки регенератора продуктами горіння і передачу теплоти, яку акумулювала насадка, повітрю, який відрізняється тим, що повітря нагрівають в регенераторі до температури, достатньої для нагрівання виробів, і спрямовують його в робочий простір печі як гарячий теплоносій, який нагріває вироби.2. Спосіб за...
Пристрій для променевого обігріву та нагрівання повітря
Номер патенту: 83403
Опубліковано: 10.09.2013
Автори: Іродов Вячеслав Федорович, Дудкін Костянтин В'ячеславович, Чорноморець Галина Яківна, Чорнойван Анатолій Андрійович
МПК: F24D 10/00, F24C 15/00, F24D 15/00
Мітки: повітря, обігріву, променевого, нагрівання, пристрій
Формула / Реферат:
1. Пристрій для променевого обігріву та нагрівання повітря, що містить газовий пальник з патрубками для подачі повітря та газу, трубчастий лінійний нагрівач і витяжний вентилятор, який відрізняється тим, що лінійний нагрівач додатково оснащений блоком для спалювання біомаси.2. Пристрій для променевого обігріву та нагрівання повітря за п. 1, який відрізняється тим, що блок для спалювання біомаси та ділянка лінійного нагрівача,...
Спосіб безперервного визначення геометричних параметрів зазору між валками пристрою гарячого формування тонких металевих виробів і пристрій для гарячого формування тонких металевих виробів
Номер патенту: 35617
Опубліковано: 16.04.2001
Автори: ВЕНДЕВІЛЛЬ Люк, ГРАНЖЕНЕВР Ів, БАРБЕ Жак, САРКІС Еліас, ДЕЛАССЮ П'єр, МАЗОД'Є Франсуа, Пеллетьє Жан-Марі
МПК: B22D 11/16, B22D 11/06, B21B 38/00, B22D 11/14
Мітки: геометричних, тонких, виробів, визначення, параметрів, гарячого, пристрою, пристрій, зазору, валками, металевих, безперервного, формування, спосіб
Формула / Реферат:
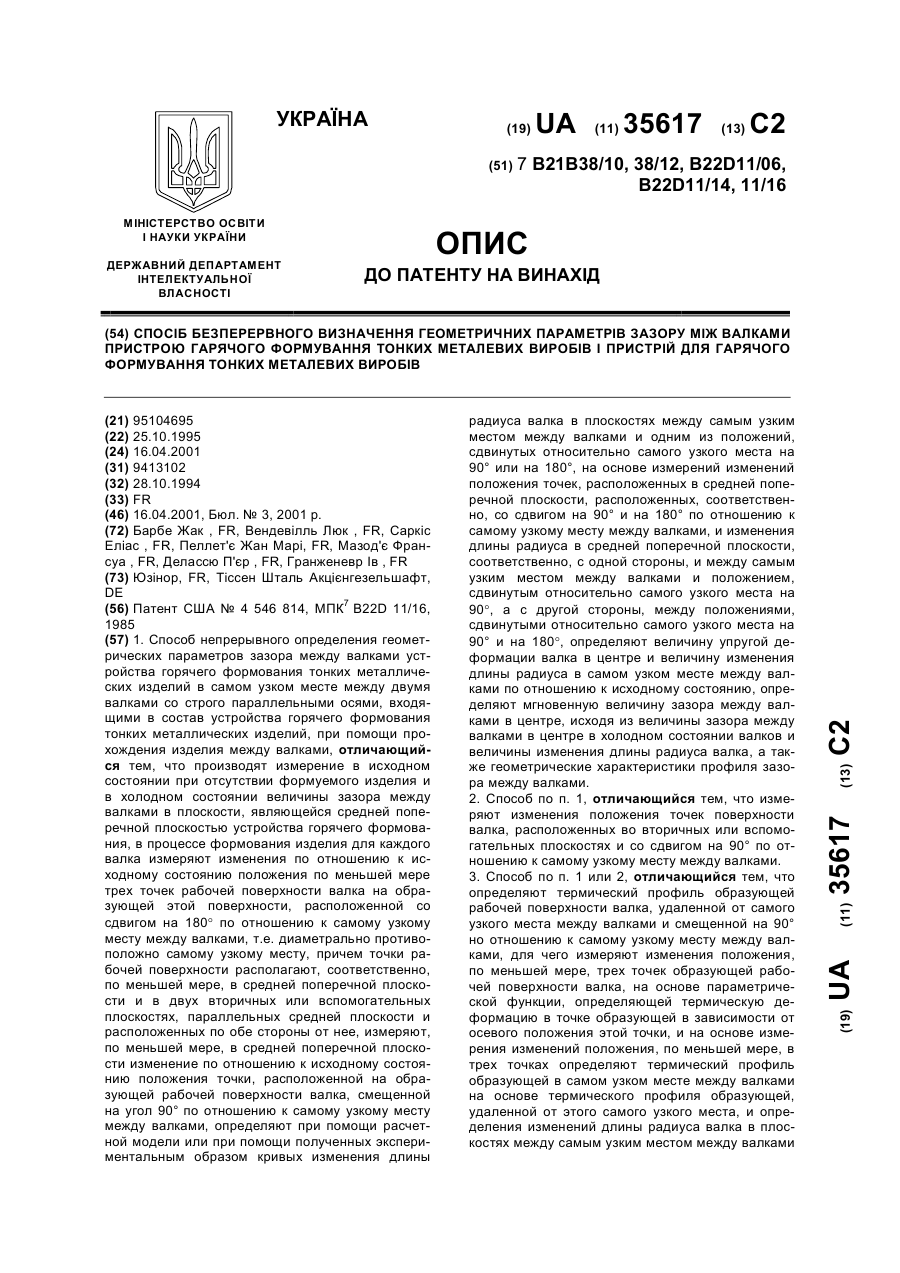
1. Способ непрерывного определения геометрических параметров зазора между валками устройства горячего формования тонких металлических изделий в самом узком месте между двумя валками со строго параллельными осями, входящими в состав устройства горячего формования тонких металлических изделий, при помощи прохождения изделия между валками, отличающийся тем, что производят измерение в исходном состоянии при отсутствии формуемого...
Спосіб управління режимом нагрівання сталевих виробів в протитечійній печі
Номер патенту: 70397
Опубліковано: 11.06.2012
Автори: Тесля Валерія Володимирівна, Клевцур Ольга Юріївна, Губинський Володимир Йосипович, Пульпинський Володимир Борисович
МПК: F27B 9/30
Мітки: сталевих, нагрівання, печі, режимом, спосіб, протитечійний, управління, виробів
Формула / Реферат:
Спосіб управління режимом нагрівання сталевих виробів у протитечійній нагрівальній печі, який включає вмикання або вимикання паливоспалювальних пристроїв, що розташовані по довжині опалюваних зон печі, остання з яких є зоною витримки виробів перед видачею з печі, який відрізняється тим, що у зоні витримки встановлюють і підтримують температуру печі відповідно до технології виробництва виробів, а в інших опалюваних зонах встановлюють і...
Попередній патент: Прохідний збірний різець
Наступний патент: Спосіб хірургічного лікування хронічних тріщин прямої кишки
Випадковий патент: Вузол зчеплення залізничних вагонів