Спосіб охолоджування заготовок
Номер патенту: 91518
Опубліковано: 10.07.2014
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович

Формула / Реферат
1. Спосіб охолоджування заготовок, отриманих зі злитка методом безперервного литва заготовок (МБЛЗ), що включає охолоджування поверхні заготовок, який відрізняється тим, що після порізки безперервного злитка на заготовки головну і хвостову частину заготовок охолоджують з різною інтенсивністю охолоджування.
2. Спосіб за п. 1, який відрізняється тим, що різну інтенсивність охолоджування головної та хвостової частини забезпечують за рахунок зсуву складованих заготовок в штабелі відносно одна одної.
Текст
Реферат: UA 91518 U UA 91518 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана при виробництві безперервнолитих заготовок. Відомий спосіб охолоджування безперервнолитих заготовок, при якому забезпечують плавне і поступове зменшення температури безперервнолитого злитка в межах його металургійної довжини. При цьому злиток безперервно проходить з незначною швидкістю крізь зони охолоджування, в межах яких інтенсивність охолоджування злитка практично однакова. Після виходу з зони вторинного охолоджування (ЗВО) безперервнолитий злиток розділяють на мірні заготовки і відправляють на склад. Така технологія націлена на сповільнену зміну температури поверхні злитка для отримання рівномірної температури поверхні заготовок (Ю.С. Крівченко та ін. Сталеплавильник конвертерного виробництва. - М.: Металургія, 1991. - 253 с.). Недоліком відомого способу є наявність різниці в розмірах поперечного перерізу протилежних по довжині заготовки торців (тобто відрізняються розміри головної і хвостової частини заготовок). Відомий спосіб охолоджування безперервнолитих злитків (А.с. СРСР 487711, В 22 D 11/12), прийнятий за прототип, при якому безперервний злиток в ЗВО нерівномірно охолоджують в поперечному напрямі. Після розділення злитка на заготовки їх відправляють на склад, де охолоджування до температури навколишнього середовища відбувається для всіх заготовок за однакових умов (з постійною інтенсивністю). При цьому способі не забезпечуються однакові геометричні розміри протилежних по довжині заготовки торців, що знижує якість продукції і спричиняє за собою фінансові втрати через переведення придатної продукції в другі сорти. В основу корисної моделі поставлена задача розробити спосіб охолоджування заготовок, що отримуються з безперервного злитка МНЛЗ, при якому за рахунок здійснення дій при охолоджуванні заготовки, зменшується різниця в розмірах поперечного перерізу її головної та хвостової частини. Поставлена задача вирішується тим, що включає охолоджування поверхні заготовок, відповідно до корисної моделі, після порізки безперервного злитка на заготовки головну і хвостову частину заготовок охолоджують з різною інтенсивністю охолоджування. Крім того, різну інтенсивність охолоджування головної і хвостової частини заготовки забезпечують за рахунок зсуву складованих заготовок в штабелі відносно одна одної. Відомо, що виробництво металевих заготовок методом безперервного литва характеризується цілим рядом переваг перед іншими способами. Проте є й деякі недоліки. Зокрема, велика довжина безперервного злитка і достатньо невисока швидкість литва вимагають періодичне відрізання чергової заготовки необхідної мірної довжини від злитка через певний проміжок часу. Тобто виконання відрізання, яке формує передній і задній торець кожної заготівки, проводиться з інтервалом за часом. Чим більше мірна довжина заготовки і менше швидкість розливання, тим більш значним стає цей інтервал часу. При цьому поперечний переріз переднього торця безперервного злитка (по ходу розливання) починає відразу після виконання розрізу інтенсивно охолоджуватися і має тенденцію до зменшення абсолютних розмірів щодо подальших ділянок злитка, який знаходиться при високій температурі в області пружно-пластичного стану (900-1000 °C для сталей). Таким чином, до моменту відрізання заготовки від безперервного злитка передній торець чергової заготовки знаходиться в більш охолодженому стані. Вказані явища особливо виявляються при значному зменшенні швидкості розливання, наприклад в перехідні періоди литва. Зокрема, значне зменшення швидкості розливання відбувається під час зміни проміжних ковшів при розливанні "плавка на плавку", або при закінченні розливання, коли швидкість розливання можуть зменшувати в 3-4 рази. Відмінність в тимчасовому проміжку від початку охолоджування протилежних торців заготовки призводить до скорочення розмірів одного з торців (холоднішого). Оскільки значення коефіцієнта лінійного розширення (а відповідно і стискування) залежать від температури, від дії різних температур на торцях в заготовці виникає внутрішня напруга. Ця внутрішня напруга може посилюватися за рахунок структурних перетворень при охолоджуванні. Якщо ця напруга перевершує межу текучості, то в заготовці утворюються залишкові деформації. В результаті передній і задній кінець деяких заготовок може мати різні розміри поперечного перерізу. При цьому відхилення розмірів перерізу від номінальних (у велику або меншу сторону) можуть перевищувати такі, що допускаються. В основу корисної моделі покладений принцип виникнення залишкових деформацій в нерівномірно нагрітому тілі, яке знаходиться в пружно-пластичному стані. Фактично це той же самий принцип, який призводить до вказаного вище негативного явища відхилення розмірів заготовки. Якщо застосувати його цілеспрямовано, з точністю до навпаки, то можна добитися зменшення різниці в розмірах протилежних торців. Для цього необхідно головну і хвостову 1 UA 91518 U 5 10 15 20 25 30 35 40 45 50 55 60 частину заготовок навмисно охолоджувати з різною інтенсивністю охолоджування. Якщо торцеву частину заготовки з відносно великими розмірами охолоджувати з іншою, більшою швидкістю охолоджування (інтенсивністю охолоджування), в порівнянні з протилежним кінцем, то виникають внутрішня напруга і залишкові деформації, які вирівнюють різницю в розмірах поперечного перерізу головної і хвостової частини заготовок. Цьому сприяють структурні перетворення (фазові переходи), які як правило проходять із збільшенням об'єму. При різних швидкостях охолоджування зміна розмірів перерізу заготовки може відбуватися більшою чи меншою мірою. Це і заявляється в пропонованій корисній моделі: після відрізання заготовки від безперервного злитка головну і хвостову частину заготовок охолоджують з різною інтенсивністю охолоджування. Конкретне значення інтенсивності охолоджування кожної торцевої частини заготовки, або перевищення швидкості охолоджування одного кінця V2, над швидкістю охолоджування протилежного V1, залежить від марки сплаву, що розливається, структури металу, і повинно вибиратися технологами на підставі статистичних даних по розливанню конкретного сортаменту металопродукції. Різницю в інтенсивності охолоджування торцевих частин заготовок можна задавати різними засобами (припливним повітряним або водо - повітряним охолоджуванням, теплоізоляцією, їх комбінаціями і так далі). Зокрема, при розливанні сталей технологічно нескладно різні швидкості охолоджування (інтенсивність охолоджування) V 1 та V2 протилежних кінців заготовки забезпечувати за рахунок застосування охолоджування на повітрі одного кінця заготовки (V2) і сповільненого охолоджування протилежного кінця (V1). Найпростіше, з погляду мінімізації витрат, і технологічно зручно, різну інтенсивність охолоджування протилежних кінців можна здійснити зсувом складованих заготовок в штабелі щодо одна одної. Тоді, наприклад, виступаючий з штабелю кінець заготовки охолоджуватиметься прискорено в порівнянні з протилежним кінцем, що не виступає та охолоджується сповільнено. У загальному випадку, сповільнене охолоджування торцевої частини заготовки може бути реалізоване різними методами, наприклад екрануванням, або розміщенням необхідного кінця в зоні вищих температур: або від направлених джерел тепла, або від інших, гарячіших заготовок. В окремому випадку реалізації способу, зміна швидкостей охолоджування протилежних кінців може бути здійснена додатковим місцевим підігрівом одного з кінців заготовки (вужчого в перерізі). В той же час, аналогічного ефекту можна досягти, якщо замість нагріву цього кінця застосувати прискорене охолоджування іншого (ширшого) кінця заготовки. Послідовність дій, що реалізовують заявлений спосіб, можна проілюструвати наступним прикладом. На машинах безперервного литва слябових заготовок відливали безперервні злитки зі сталі марки 10 пс. Розмір поперечного перерізу 2001400 мм, довжина заготовок - 10 м. Розливання проводили методом "плавка на плавку" з серійністю - 20 плавок. Відлили три серії плавок. Після розливання половини серії (10 плавок) проводили вимушену заміну проміжного ковша, для чого швидкість розливання зменшували з 1,0 м/хв до 0,2 м/хв. На трьох відлитих серіях плавок переріз мірного сляба 10-ої плавки опинився в зоні "перехоплення" (зона стику двох плавок). Через це один зі слябів в середині кожної серії знаходився не планований проміжок часу своєю головною частиною за межами зони вторинного охолоджування. Інша ділянка безперервного злитка, відповідна хвостовій частині цього ж сляба, охолоджувалася більший час, тобто була захолодженою. Виміри показали, що для трьох слябів з середини кожної серії розміри поперечного перерізу - неоднакові. Ширина одного торця (переднього по ходу розливання) складала 1400-1401 мм, іншого - 1388-1390 мм, що не відповідало вимогам замовлення. Вказані сляби були заздалегідь кваліфіковані як "немірні", оскільки на вимогу замовлення відхилення в розмірах торців повинно складати не більше як 10 мм. Для зменшення різниці в розмірах поперечного перерізу протилежних торців заготовки після різання безперервного злитка на мірні сляби здійснювали охолоджування протилежних торцевих частин з різною інтенсивністю, тобто з різними швидкостями V1 і V2. Охолоджування вказаних трьох слябових заготовок виконували по трьох варіантах: 1. У штабелі заготовок з розмірами 200×1400×10000 мм немірний сляб № 1 з вузьким торцем був укладений в середині штабелю (по висоті) із зсувом щодо інших складованих заготовок в стопі - широкий торець немірного сляба виступав з штабелю на 1 м, тобто охолоджувався прискорено в порівнянні з протилежним кінцем. 2. Немірний сляб № 2 був укладений на спеціальному стелажі і, при загальному падінні температури сляба, з боку вужчого торця охолоджувався сповільнено за рахунок місцевого підігріву двома пальниками протягом 8 годин, тоді як інший кінець охолоджувався на повітрі, тобто швидше. 3. Немірний сляб № 3 з боку ширшого торця протягом 2 годин додатково охолоджували водо-повітряною сумішшю, тоді як інший кінець охолоджувався на повітрі. 2 UA 91518 U Після повного охолодження усіх слябових заготовок до температури 30 °C розміри поперечного перерізу трьох "немірних" слябів опинилися в межах вимог даного замовлення (номінальний розмір по ширині - 1400 мм, розбіг по ширині не повинен перевищувати 10 мм): Номер заготовки Слябова заготовка № 1 Слябова заготовка № 2 Слябова заготовка № 3 Ширина сляба при звичайному охолоджуванні (широкий/вузький торець), мм 1400/1388 1400/1388 1401/1390 Ширина сляба при охолоджуванні з різною інтенсивністю (широкий / вузький торець), мм 1398/1393 1397/1395 1395/1390 5 10 Після огляду усі слябові заготовки були кваліфіковані як "придатні" і відправлені по спочатку призначених замовленнях. Таким чином, застосування способу, що заявляється, дозволяє за рахунок зміни умов здійснення дій при охолоджуванні заготовки зменшити різницю в розмірах поперечного перерізу її протилежних торців (головної та хвостової частини). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб охолоджування заготовок, отриманих зі злитка методом безперервного литва заготовок (МБЛЗ), що включає охолоджування поверхні заготовок, який відрізняється тим, що після порізки безперервного злитка на заготовки головну і хвостову частину заготовок охолоджують з різною інтенсивністю охолоджування. 2. Спосіб за п. 1, який відрізняється тим, що різну інтенсивність охолоджування головної та хвостової частини забезпечують за рахунок зсуву складованих заготовок в штабелі відносно одна одної. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLoza Arkadii Vasyliovych, Shyshkin Volodymyr Havrylovych
Автори російськоюЛоза Аркадий Васильевич, Шишкин Владимир Викторович
МПК / Мітки
МПК: B22D 11/16
Мітки: охолоджування, заготовок, спосіб
Код посилання
<a href="https://ua.patents.su/5-91518-sposib-okholodzhuvannya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолоджування заготовок</a>
Спосіб охолоджування безперервнолитого зливка в зоні вторинного охолоджування машини безперервного лиття заготовок
Номер патенту: 106031
Опубліковано: 10.07.2014
Автори: Васільків Тетяна Андріївна, Жовтонога Микола Миколайович, Перцевий Віталій Олександрович, Гічов Юрій Олександрович
МПК: B22D 11/124, B22D 11/00
Мітки: заготовок, безперервнолитого, безперервного, зливка, лиття, охолоджування, вторинного, зони, машини, спосіб
Формула / Реферат:
Спосіб охолоджування безперервно литого зливка в зоні вторинного охолоджування машини безперервного лиття заготовок, що включає стискання повітря або іншого газу та обдування ними зливка, який відрізняється тим, що для обдування повітрям або іншим газом поверхні безперервнолитого зливка використовують струмини стисного повітря або іншого газу, при цьому абсолютний тиск повітря або іншого газу перед соплом задають за формулою
Спосіб охолоджування зливка в зоні вторинного охолоджування машини безперервного лиття заготовок (мблз)
Номер патенту: 14367
Опубліковано: 15.05.2006
Автори: Лоза Олена Анатоліївна, Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 11/00
Мітки: зливка, охолоджування, мблз, вторинного, спосіб, безперервного, лиття, заготовок, машини, зони
Формула / Реферат:
1. Спосіб охолоджування зливка в зоні вторинного охолоджування машини безперервного лиття заготовок (МБЛЗ), що включає подачу охолоджувача у вигляді водно-газової суміші, яка розпиляється на поверхню зливка під тиском, в проміжки між роликами МБЛЗ, який відрізняється тим, що як газову складову охолоджувача застосовують нейтральний газ або суміш нейтрального газу з повітрям.2. Спосіб за п. 1, який відрізняється тим, що як...
Спосіб отримання крупних заготовок на машинах неперервного лиття заготовок
Номер патенту: 82866
Опубліковано: 27.08.2013
Автори: Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович
МПК: B22D 11/14
Мітки: спосіб, лиття, неперервного, крупних, отримання, машинах, заготовок
Формула / Реферат:
Спосіб отримання крупної заготовки на машині безперервного лиття заготовок (МБЛЗ), що включає безперервну подачу і охолоджування рідкої сталі в кристалізаторі, який відрізняється тим, що одночасно з рідкою сталлю в кристалізатор вводять металевий стержень з довільною формою поперечного перерізу (круг, квадрат).
Спосіб кування заготовок
Номер патенту: 66491
Опубліковано: 17.05.2004
Автори: Терновий Юрій Федорович, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: заготовок, кування, спосіб
Формула / Реферат:
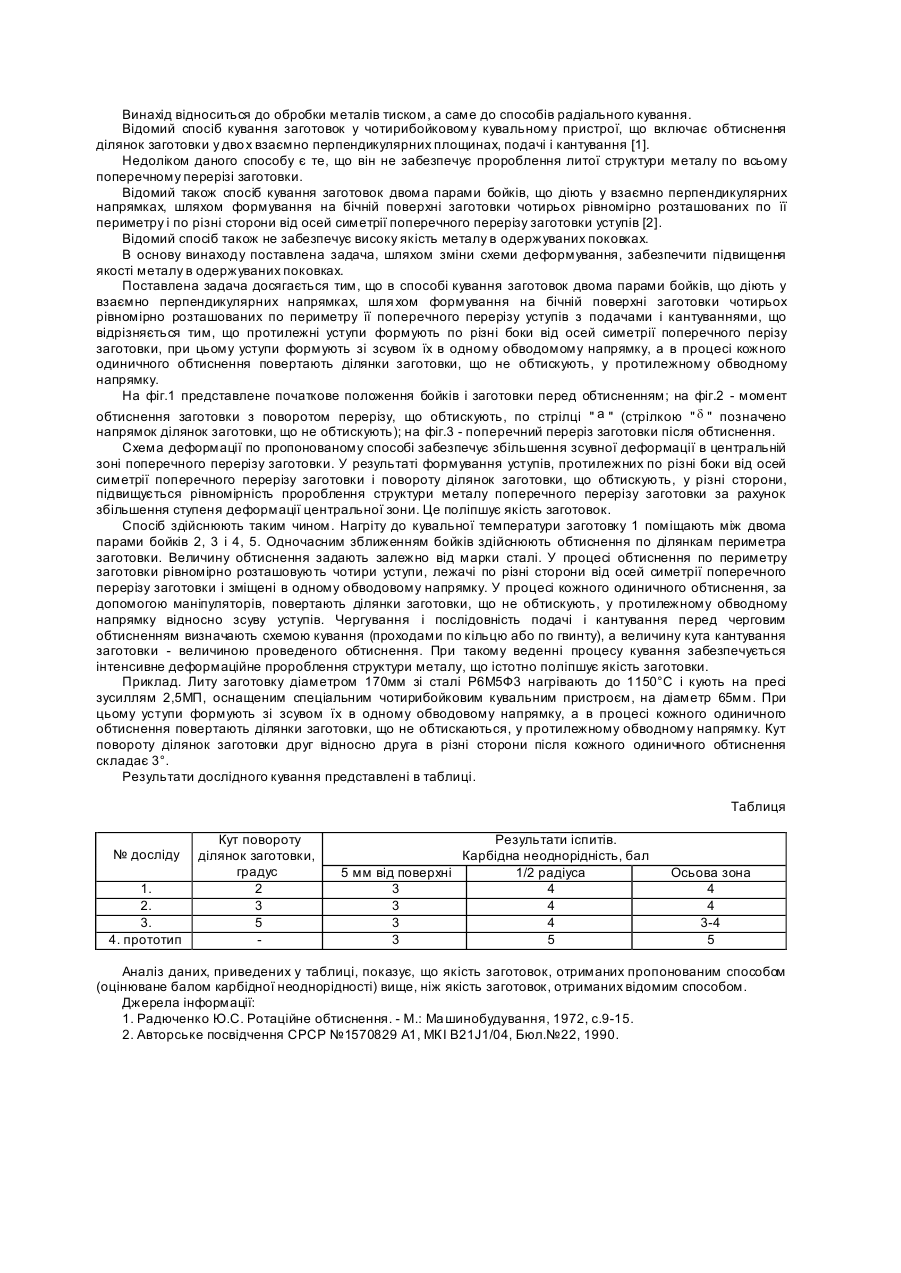
Спосіб кування заготовок двома парами бойків, що діють у двох взаємно перпендикулярних напрямках, шляхом формування на бічній поверхні заготовки чотирьох розміщених по периметру її поперечного перерізу уступів з подачами і кантуваннями, який відрізняється тим, що протилежні уступи формують по різні боки від осей симетрії поперечного перерізу заготовки, при цьому уступи формують зі зсувом їх в одному обводовому напрямку, а в процесі кожного...
Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок
Номер патенту: 66905
Опубліковано: 15.06.2004
Автори: КРАВЦОВ Владлен Васильович, Купін Володимир Миколайович
МПК: B22D 41/50, B22D 11/10
Мітки: лиття, живильного, заготовок, запобігання, заростанню, стакана, спосіб, безперервного
Формула / Реферат:
1. Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок, який відрізняється тим, що запобігання заростанню живильного стакана виконують шляхом періодичної зворотної подачі заготовки до виходу її за межі живильного стакана з боку надходження в живильний стакан розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що зворотну подачу заготовки виконують в імпульсному режимі з частотою імпульсів в...
Попередній патент: Спосіб збирання кореневищ міскантусу
Наступний патент: Канал вимірювання кутових швидкостей літальних апаратів з оптико-електронним модулем та можливістю розпізнавання ла для лівс полігонного випробувального комплексу
Випадковий патент: Спосіб місцевого лікування гнійних ран м'яких тканин у хворих з полівалентною алергією до антибіотиків