Спосіб виготовлення спіральних елементів
Формула / Реферат
1. Спосіб виготовлення спіральних елементів, що включає виготовлення заготовки та її розрізання з утворенням принаймні одного спірального елемента, який відрізняється тим, що процес розрізання заготовки здійснюється за рахунок поступального руху співвісно розташованого із заготовкою ріжучого інструмента вздовж повздовжньої осі заготовки, де остання здійснює обертальний рух навколо повздовжньої осі; або за рахунок поступального руху заготовки назустріч ріжучому інструменту, що здійснює обертальний рух навколо повздовжньої осі заготовки; або за рахунок одночасного поступально-обертального зустрічного руху співвісно розташованих ріжучого інструмента і заготовки, де ріжучий інструмент перетинає площу поперечного перерізу заготовки.
2. Спосіб за п. 1, який відрізняється тим, що при розрізанні заготовки із легкоплавких матеріалів, розрізання здійснюється електродом розжарювання.
Текст
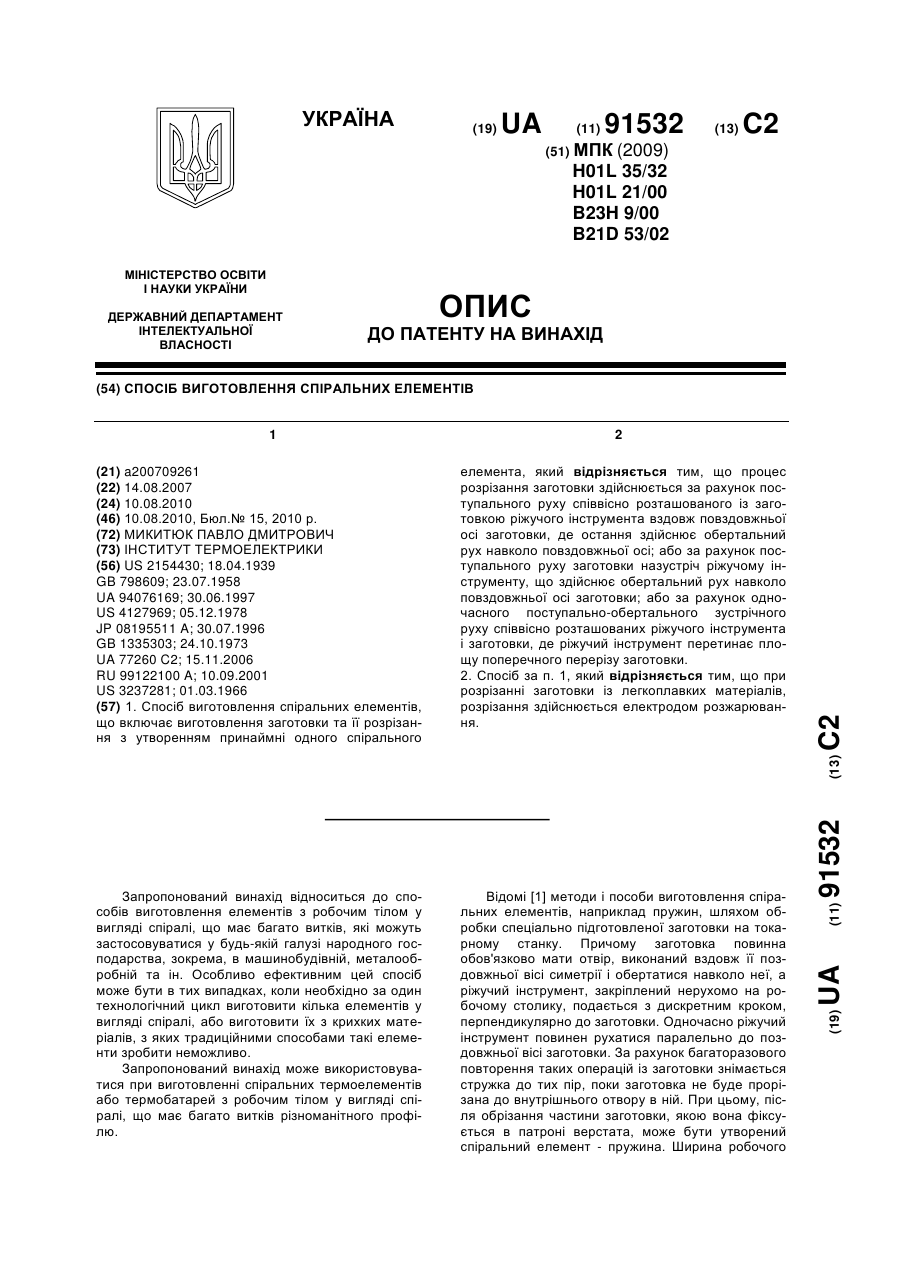
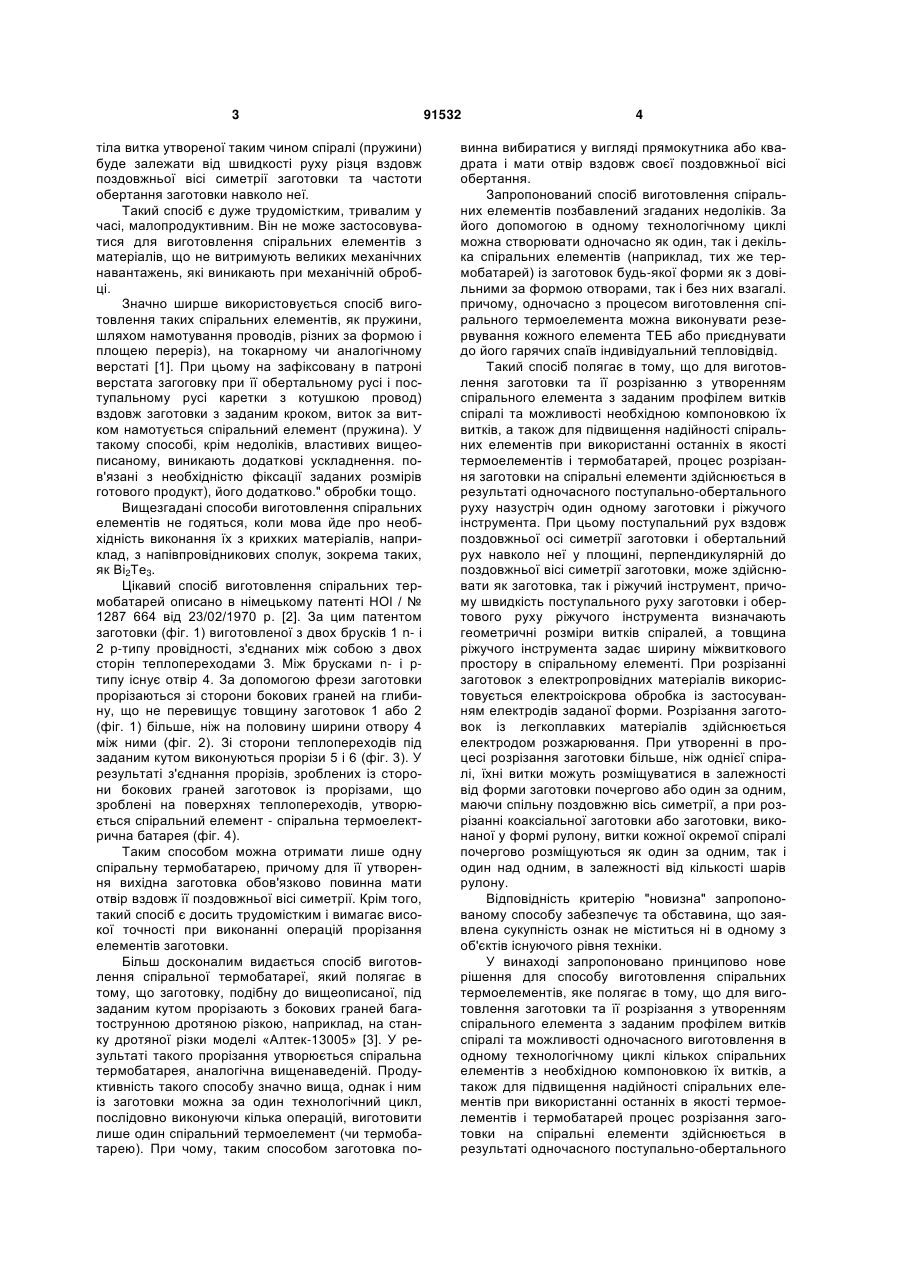
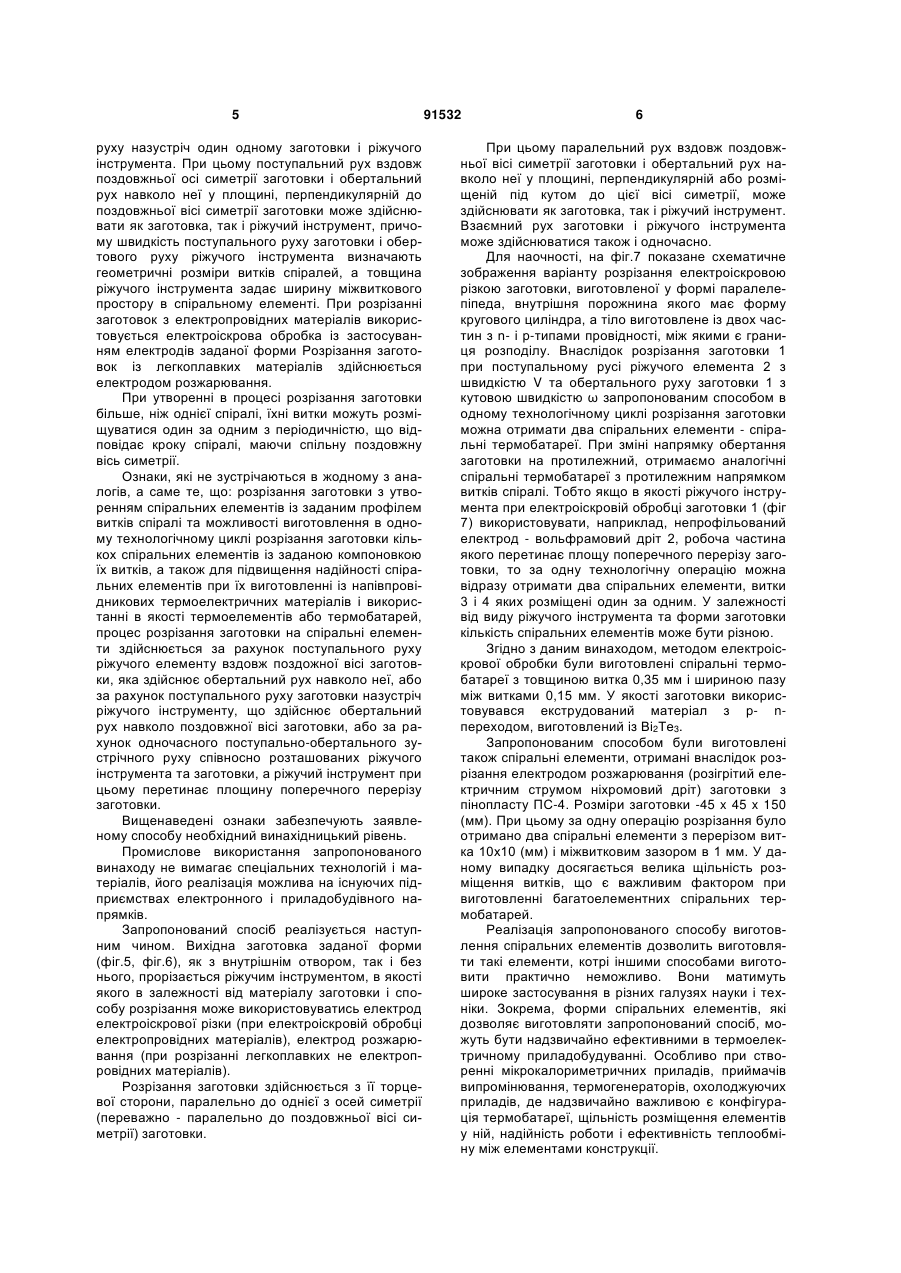
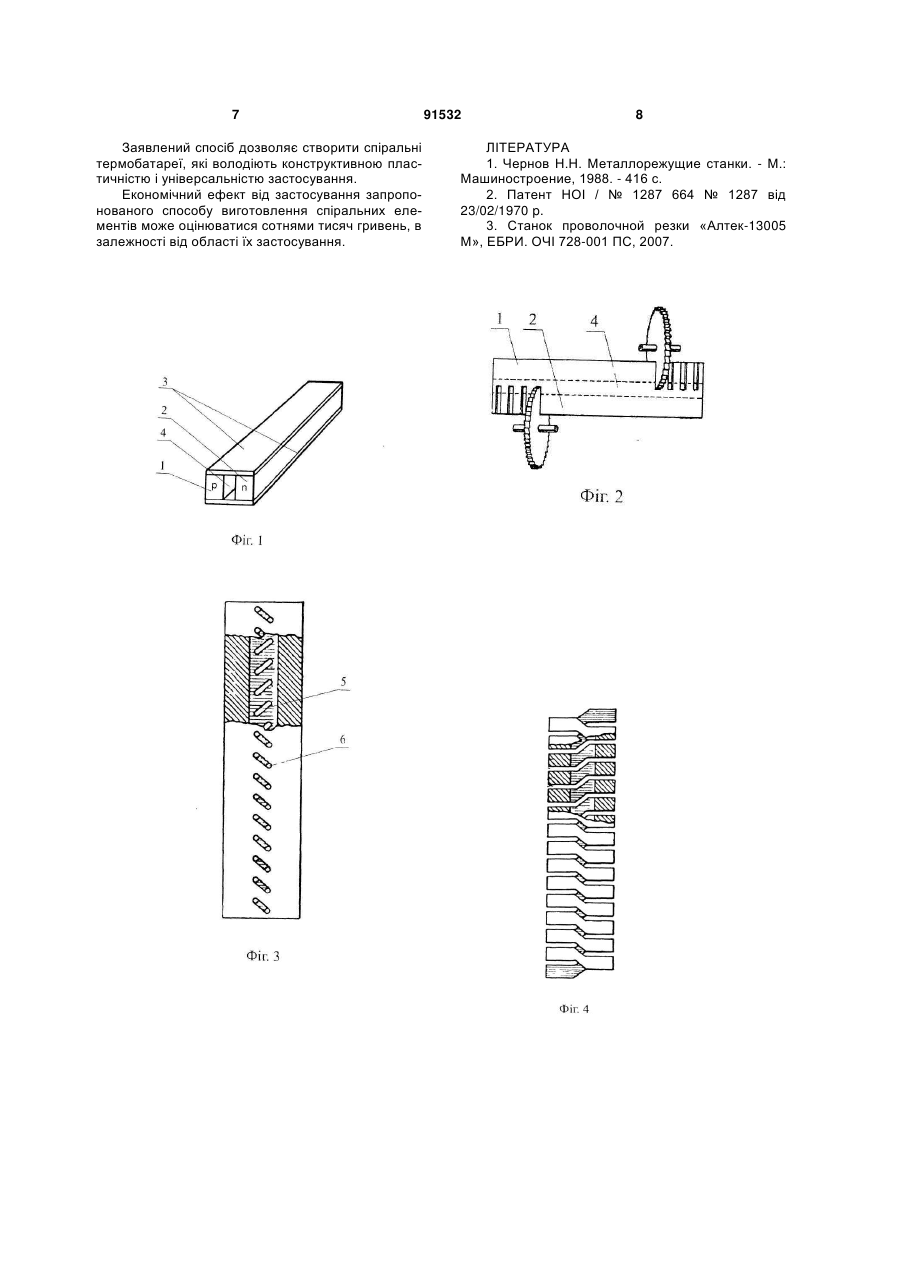
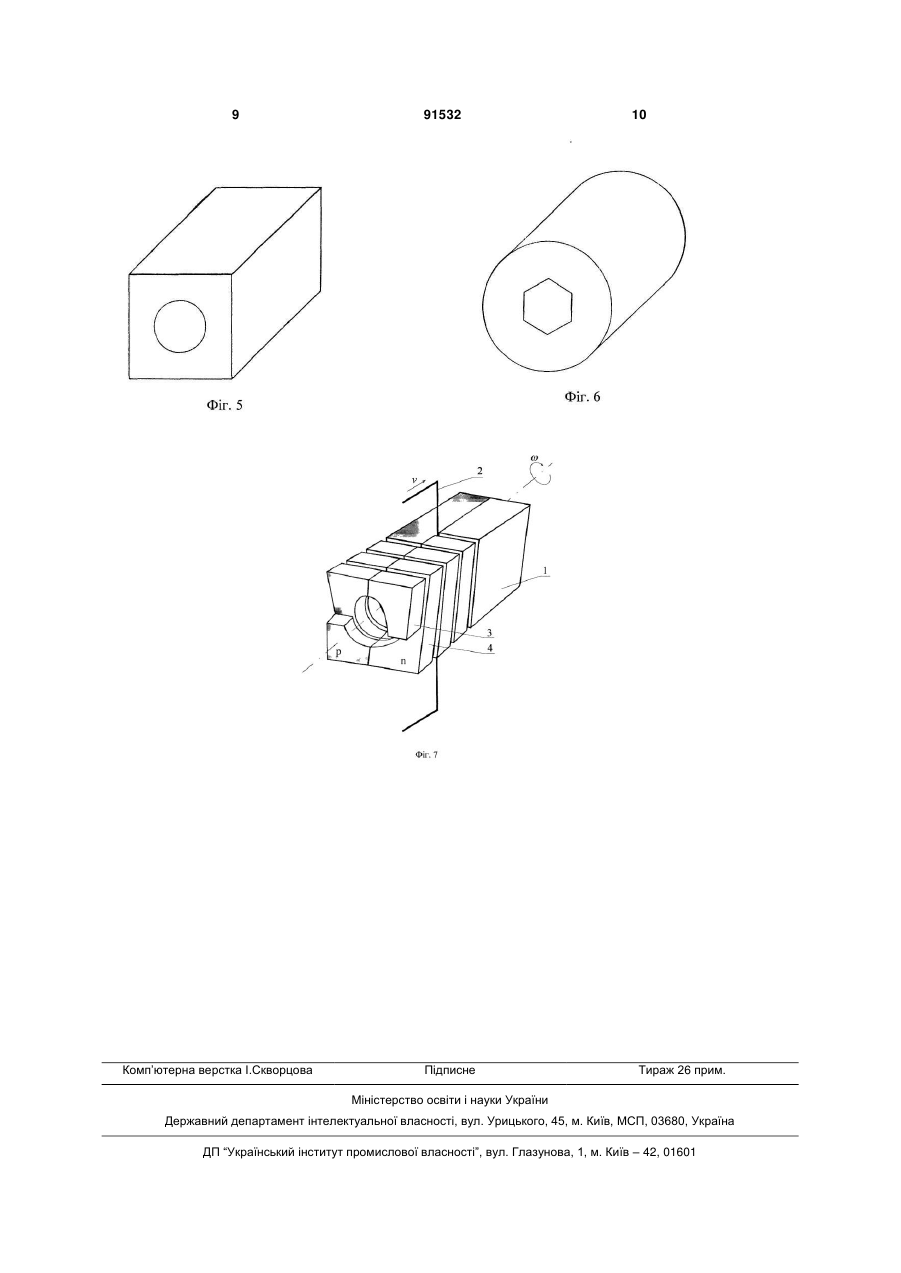
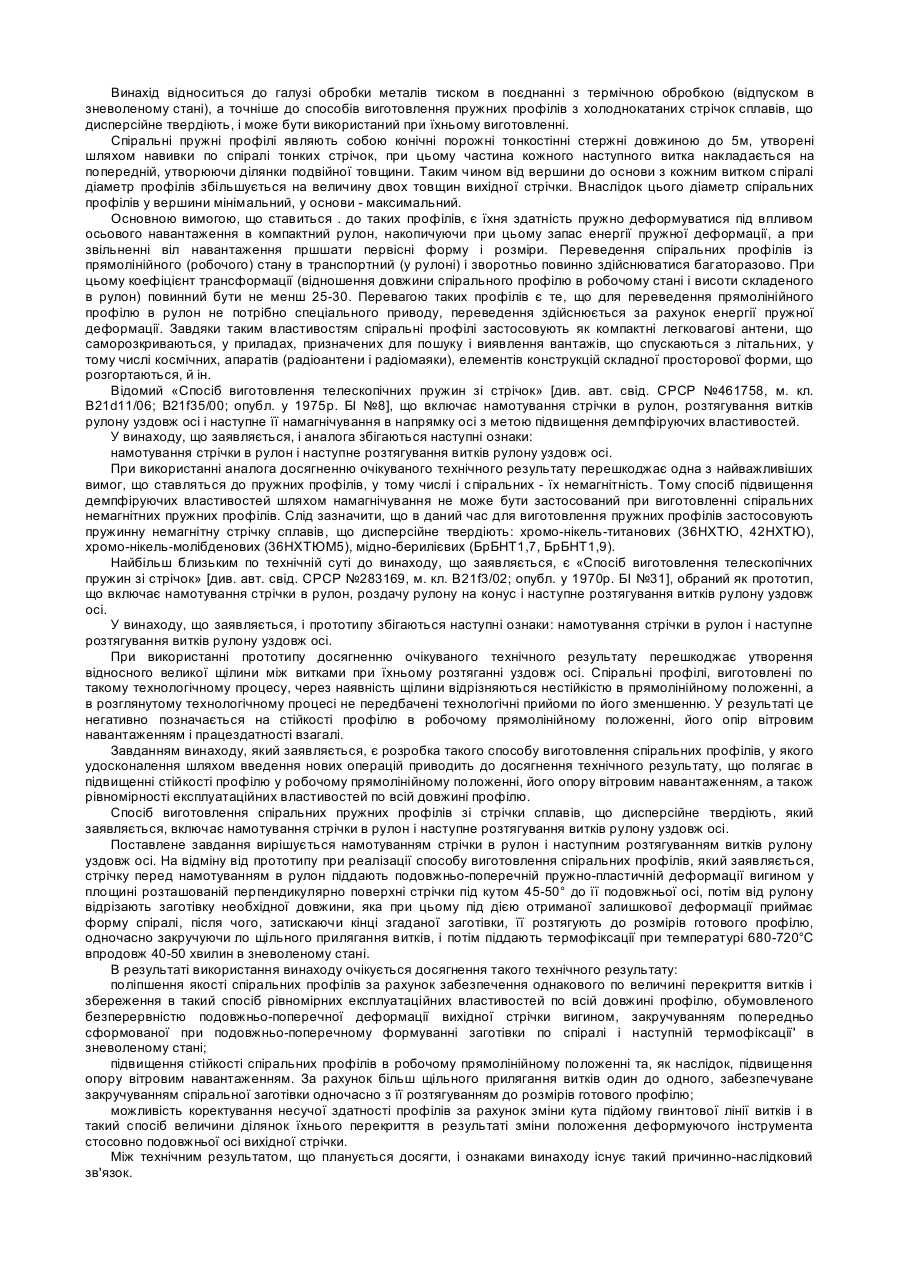
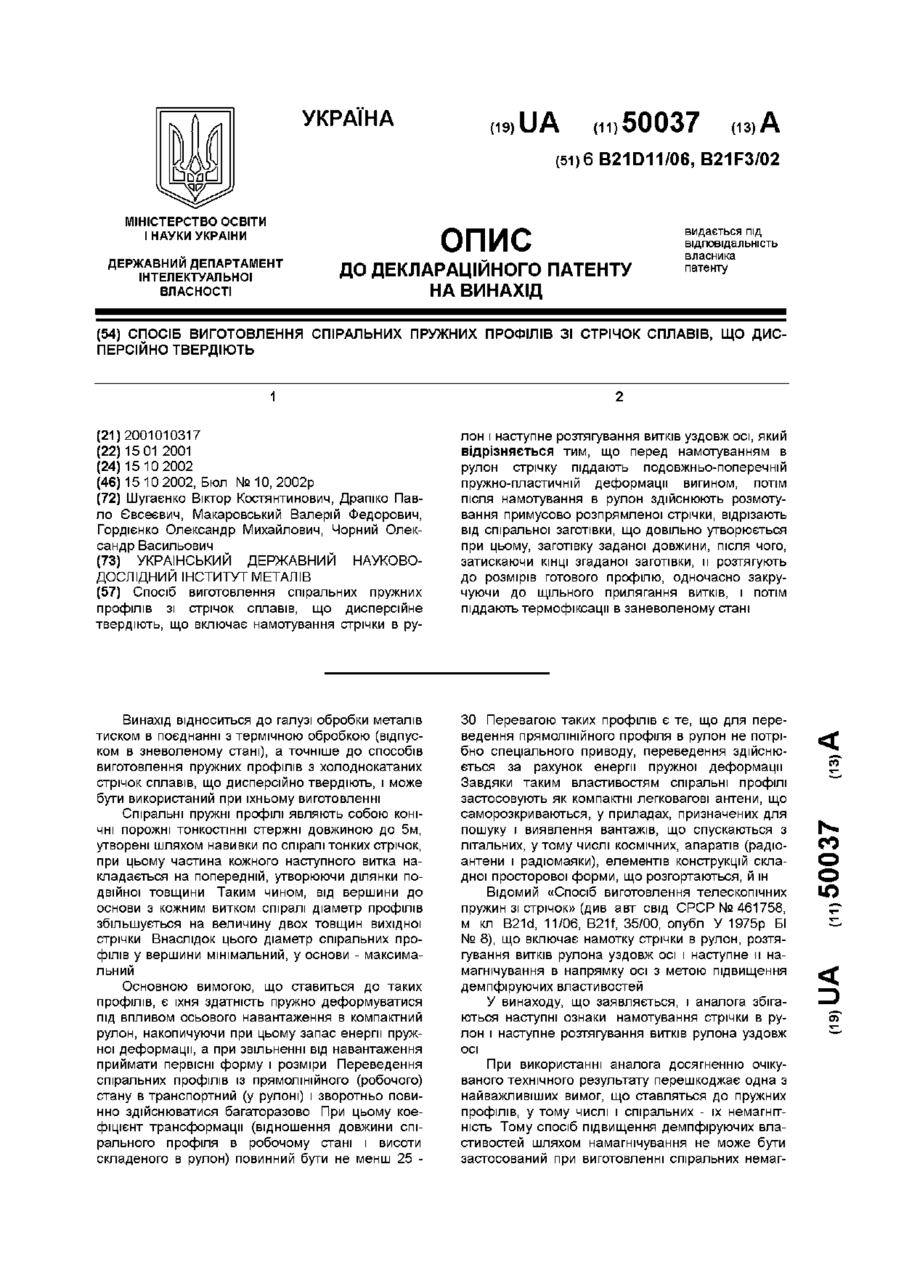
1. Спосіб виготовлення спіральних елементів, що включає виготовлення заготовки та її розрізання з утворенням принаймні одного спірального C2 1 3 тіла витка утвореної таким чином спіралі (пружини) буде залежати від швидкості руху різця вздовж поздовжньої вісі симетрії заготовки та частоти обертання заготовки навколо неї. Такий спосіб є дуже трудомістким, тривалим у часі, малопродуктивним. Він не може застосовуватися для виготовлення спіральних елементів з матеріалів, що не витримують великих механічних навантажень, які виникають при механічній обробці. Значно ширше використовується спосіб виготовлення таких спіральних елементів, як пружини, шляхом намотування проводів, різних за формою і площею переріз), на токарному чи аналогічному верстаті [1]. При цьому на зафіксовану в патроні верстата загоговку при її обертальному русі і поступальному русі каретки з котушкою провод) вздовж заготовки з заданим кроком, виток за витком намотується спіральний елемент (пружина). У такому способі, крім недоліків, властивих вищеописаному, виникають додаткові ускладнення. пов'язані з необхідністю фіксації заданих розмірів готового продукт), його додатково." обробки тощо. Вищезгадані способи виготовлення спіральних елементів не годяться, коли мова йде про необхідність виконання їх з крихких матеріалів, наприклад, з напівпровідникових сполук, зокрема таких, як Ві2Те3. Цікавий спосіб виготовлення спіральних термобатарей описано в німецькому патенті НОl / № 1287 664 від 23/02/1970 р. [2]. За цим патентом заготовки (фіг. 1) виготовленої з двох брусків 1 n- і 2 р-типу провідності, з'єднаних між собою з двох сторін теплопереходами 3. Між брусками n- і ртипу існує отвір 4. За допомогою фрези заготовки прорізаються зі сторони бокових граней на глибину, що не перевищує товщину заготовок 1 або 2 (фіг. 1) більше, ніж на половину ширини отвору 4 між ними (фіг. 2). Зі сторони теплопереходів під заданим кутом виконуються прорізи 5 і 6 (фіг. 3). У результаті з'єднання прорізів, зроблених із сторони бокових граней заготовок із прорізами, що зроблені на поверхнях теплопереходів, утворюється спіральний елемент - спіральна термоелектрична батарея (фіг. 4). Таким способом можна отримати лише одну спіральну термобатарею, причому для її утворення вихідна заготовка обов'язково повинна мати отвір вздовж її поздовжньої вісі симетрії. Крім того, такий спосіб є досить трудомістким і вимагає високої точності при виконанні операцій прорізання елементів заготовки. Більш досконалим видається спосіб виготовлення спіральної термобатареї, який полягає в тому, що заготовку, подібну до вищеописаної, під заданим кутом прорізають з бокових граней багатострунною дротяною різкою, наприклад, на станку дротяної різки моделі «Алтек-13005» [3]. У результаті такого прорізання утворюється спіральна термобатарея, аналогічна вищенаведеній. Продуктивність такого способу значно вища, однак і ним із заготовки можна за один технологічний цикл, послідовно виконуючи кілька операцій, виготовити лише один спіральний термоелемент (чи термобатарею). При чому, таким способом заготовка по 91532 4 винна вибиратися у вигляді прямокутника або квадрата і мати отвір вздовж своєї поздовжньої вісі обертання. Запропонований спосіб виготовлення спіральних елементів позбавлений згаданих недоліків. За його допомогою в одному технологічному циклі можна створювати одночасно як один, так і декілька спіральних елементів (наприклад, тих же термобатарей) із заготовок будь-якої форми як з довільними за формою отворами, так і без них взагалі. причому, одночасно з процесом виготовлення спірального термоелемента можна виконувати резервування кожного елемента ТЕБ або приєднувати до його гарячих спаїв індивідуальний тепловідвід. Такий спосіб полягає в тому, що для виготовлення заготовки та її розрізанню з утворенням спірального елемента з заданим профілем витків спіралі та можливості необхідною компоновкою їх витків, а також для підвищення надійності спіральних елементів при використанні останніх в якості термоелементів і термобатарей, процес розрізання заготовки на спіральні елементи здійснюється в результаті одночасного поступально-обертального руху назустріч один одному заготовки і ріжучого інструмента. При цьому поступальний рух вздовж поздовжньої осі симетрії заготовки і обертальний рух навколо неї у площині, перпендикулярній до поздовжньої вісі симетрії заготовки, може здійснювати як заготовка, так і ріжучий інструмент, причому швидкість поступального руху заготовки і обертового руху ріжучого інструмента визначають геометричні розміри витків спіралей, а товщина ріжучого інструмента задає ширину міжвиткового простору в спіральному елементі. При розрізанні заготовок з електропровідних матеріалів використовується електроіскрова обробка із застосуванням електродів заданої форми. Розрізання заготовок із легкоплавких матеріалів здійснюється електродом розжарювання. При утворенні в процесі розрізання заготовки більше, ніж однієї спіралі, їхні витки можуть розміщуватися в залежності від форми заготовки почергово або один за одним, маючи спільну поздовжню вісь симетрії, а при розрізанні коаксіальної заготовки або заготовки, виконаної у формі рулону, витки кожної окремої спіралі почергово розміщуються як один за одним, так і один над одним, в залежності від кількості шарів рулону. Відповідність критерію "новизна" запропонованому способу забезпечує та обставина, що заявлена сукупність ознак не міститься ні в одному з об'єктів існуючого рівня техніки. У винаході запропоновано принципово нове рішення для способу виготовлення спіральних термоелементів, яке полягає в тому, що для виготовлення заготовки та її розрізання з утворенням спірального елемента з заданим профілем витків спіралі та можливості одночасного виготовлення в одному технологічному циклі кількох спіральних елементів з необхідною компоновкою їх витків, а також для підвищення надійності спіральних елементів при використанні останніх в якості термоелементів і термобатарей процес розрізання заготовки на спіральні елементи здійснюється в результаті одночасного поступально-обертального 5 руху назустріч один одному заготовки і ріжучого інструмента. При цьому поступальний рух вздовж поздовжньої осі симетрії заготовки і обертальний рух навколо неї у площині, перпендикулярній до поздовжньої вісі симетрії заготовки може здійснювати як заготовка, так і ріжучий інструмент, причому швидкість поступального руху заготовки і обертового руху ріжучого інструмента визначають геометричні розміри витків спіралей, а товщина ріжучого інструмента задає ширину міжвиткового простору в спіральному елементі. При розрізанні заготовок з електропровідних матеріалів використовується електроіскрова обробка із застосуванням електродів заданої форми Розрізання заготовок із легкоплавких матеріалів здійснюється електродом розжарювання. При утворенні в процесі розрізання заготовки більше, ніж однієї спіралі, їхні витки можуть розміщуватися один за одним з періодичністю, що відповідає кроку спіралі, маючи спільну поздовжну вісь симетрії. Ознаки, які не зустрічаються в жодному з аналогів, а саме те, що: розрізання заготовки з утворенням спіральних елементів із заданим профілем витків спіралі та можливості виготовлення в одному технологічному циклі розрізання заготовки кількох спіральних елементів із заданою компоновкою їх витків, а також для підвищення надійності спіральних елементів при їх виготовленні із напівпровідникових термоелектричних матеріалів і використанні в якості термоелементів або термобатарей, процес розрізання заготовки на спіральні елементи здійснюється за рахунок поступального руху ріжучого елементу вздовж поздожної вісі заготовки, яка здійснює обертальний рух навколо неї, або за рахунок поступального руху заготовки назустріч ріжучого інструменту, що здійснює обертальний рух навколо поздовжної вісі заготовки, або за рахунок одночасного поступально-обертального зустрічного руху співносно розташованих ріжучого інструмента та заготовки, а ріжучий інструмент при цьому перетинає площину поперечного перерізу заготовки. Вищенаведені ознаки забезпечують заявленому способу необхідний винахідницький рівень. Промислове використання запропонованого винаходу не вимагає спеціальних технологій і матеріалів, його реалізація можлива на існуючих підприємствах електронного і приладобудівного напрямків. Запропонований спосіб реалізується наступним чином. Вихідна заготовка заданої форми (фіг.5, фіг.6), як з внутрішнім отвором, так і без нього, прорізається ріжучим інструментом, в якості якого в залежності від матеріалу заготовки і способу розрізання може використовуватись електрод електроіскрової різки (при електроіскровій обробці електропровідних матеріалів), електрод розжарювання (при розрізанні легкоплавких не електропровідних матеріалів). Розрізання заготовки здійснюється з її торцевої сторони, паралельно до однієї з осей симетрії (переважно - паралельно до поздовжньої вісі симетрії) заготовки. 91532 6 При цьому паралельний рух вздовж поздовжньої вісі симетрії заготовки і обертальний рух навколо неї у площині, перпендикулярній або розміщеній під кутом до цієї вісі симетрії, може здійснювати як заготовка, так і ріжучий інструмент. Взаємний рух заготовки і ріжучого інструмента може здійснюватися також і одночасно. Для наочності, на фіг.7 показане схематичне зображення варіанту розрізання електроіскровою різкою заготовки, виготовленої у формі паралелепіпеда, внутрішня порожнина якого має форму кругового циліндра, а тіло виготовлене із двох частин з n- і p-типами провідності, між якими є границя розподілу. Внаслідок розрізання заготовки 1 при поступальному русі ріжучого елемента 2 з швидкістю V та обертального руху заготовки 1 з кутовою швидкістю ω запропонованим способом в одному технологічному циклі розрізання заготовки можна отримати два спіральних елементи - спіральні термобатареї. При зміні напрямку обертання заготовки на протилежний, отримаємо аналогічні спіральні термобатареї з протилежним напрямком витків спіралі. Тобто якщо в якості ріжучого інструмента при електроіскровій обробці заготовки 1 (фіг 7) використовувати, наприклад, непрофільований електрод - вольфрамовий дріт 2, робоча частина якого перетинає площу поперечного перерізу заготовки, то за одну технологічну операцію можна відразу отримати два спіральних елементи, витки 3 і 4 яких розміщені один за одним. У залежності від виду ріжучого інструмента та форми заготовки кількість спіральних елементів може бути різною. Згідно з даним винаходом, методом електроіскрової обробки були виготовлені спіральні термобатареї з товщиною витка 0,35 мм і шириною пазу між витками 0,15 мм. У якості заготовки використовувався екструдований матеріал з р- nпереходом, виготовлений із Ві2Те3. Запропонованим способом були виготовлені також спіральні елементи, отримані внаслідок розрізання електродом розжарювання (розігрітий електричним струмом ніхромовий дріт) заготовки з пінопласту ПС-4. Розміри заготовки -45 x 45 x 150 (мм). При цьому за одну операцію розрізання було отримано два спіральні елементи з перерізом витка 10x10 (мм) і міжвитковим зазором в 1 мм. У даному випадку досягається велика щільність розміщення витків, що є важливим фактором при виготовленні багатоелементних спіральних термобатарей. Реалізація запропонованого способу виготовлення спіральних елементів дозволить виготовляти такі елементи, котрі іншими способами виготовити практично неможливо. Вони матимуть широке застосування в різних галузях науки і техніки. Зокрема, форми спіральних елементів, які дозволяє виготовляти запропонований спосіб, можуть бути надзвичайно ефективними в термоелектричному приладобудуванні. Особливо при створенні мікрокалориметричних приладів, приймачів випромінювання, термогенераторів, охолоджуючих приладів, де надзвичайно важливою є конфігурація термобатареї, щільність розміщення елементів у ній, надійність роботи і ефективність теплообміну між елементами конструкції. 7 Заявлений спосіб дозволяє створити спіральні термобатареї, які володіють конструктивною пластичністю і універсальністю застосування. Економічний ефект від застосування запропонованого способу виготовлення спіральних елементів може оцінюватися сотнями тисяч гривень, в залежності від області їх застосування. 91532 8 ЛІТЕРАТУРА 1. Чернов Н.Н. Металлорежущие станки. - М.: Машиностроение, 1988. - 416 с. 2. Патент HOI / № 1287 664 № 1287 від 23/02/1970 p. 3. Станок проволочной резки «Алтек-13005 Μ», ЕБРИ. ОЧІ 728-001 ПС, 2007. 9 Комп’ютерна верстка І.Скворцова 91532 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing spiral members
Автори англійськоюMykytiuk Pavlo Dmytrovych
Назва патенту російськоюСпособ изготовления спиральных элеменов
Автори російськоюМикитюк Павел Дмитриевич
МПК / Мітки
МПК: B21D 53/02, H01L 21/00, H01L 35/32, B23H 9/00
Мітки: виготовлення, спосіб, спіральних, елементів
Код посилання
<a href="https://ua.patents.su/5-91532-sposib-vigotovlennya-spiralnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення спіральних елементів</a>
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійно твердіють
Номер патенту: 64149
Опубліковано: 16.02.2004
Автори: Синельников Євгеній Миколайович, Гордієнко Олександр Михайлович, Гатілов Леонід Сергійович
МПК: B21F 3/00
Мітки: профілів, спосіб, спіральних, виготовлення, пружних, твердіють, сплавів, дисперсійно, стрічок
Формула / Реферат:
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, які дисперсійно твердіють, що включає намотування стрічки в рулон та наступне розтягування витків уздовж осі, який відрізняється тим, що перед намотуванням в рулон стрічку піддають подовжньо-поперечній пружно-пластичній деформації вигином у площині, розташованій перпендикулярно поверхні стрічки під кутом 45-50° до подовжньої осі стрічки, потім від рулону відрізають заготівку...
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійно твердіють
Номер патенту: 50037
Опубліковано: 15.10.2002
Автори: Макаровський Валерій Федорович, Шугаєнко Віктор Костянтинович, Драпіко Павло Євсеєвич, Гордієнко Олександр Михайлович, Чорний Олександр Васильович
МПК: B21D 11/06, B21F 3/00
Мітки: виготовлення, спосіб, спіральних, стрічок, сплавів, твердіють, профілів, дисперсійно, пружних
Формула / Реферат:
Спосіб виготовлення спіральних пружних профілів зі стрічок сплавів, що дисперсійне твердіють, що включає намотування стрічки в рулон і наступне розтягування витків уздовж осі, який відрізняється тим, що перед намотуванням в рулон стрічку піддають подовжньо-поперечній пружно-пластичній деформації вигином, потім після намотування в рулон здійснюють розмотування примусово розпрямленої стрічки, відрізають від спіральної заготівки, що довільно...
Спосіб виготовлення гвинтових елементів затискних пристроїв
Номер патенту: 39832
Опубліковано: 10.03.2009
Автори: Гевко Богдан Матвійович, Палюх Андрій Ярославович
МПК: B23B 5/08
Мітки: пристроїв, затискних, гвинтових, виготовлення, спосіб, елементів
Формула / Реферат:
Спосіб виготовлення гвинтових елементів затискних пристроїв, при якому здійснюють щільновиткове навивання стрічкової смуги прямокутного поперечного перерізу на оправку, при цьому оправці надають обертового руху, а стрічковій смузі - прямолінійного і перпендикулярного до осі оправки, таким чином створюють гвинтові елементи затискних пристроїв, який відрізняється тим, що на витках гвинтового елемента по зовнішньому і внутрішньому діаметрах...
Спосіб виготовлення теплообмінних елементів
Номер патенту: 4649
Опубліковано: 17.01.2005
Автор: Мітюхін Федір Петрович
МПК: B21D 53/02
Мітки: елементів, виготовлення, теплообмінних, спосіб
Формула / Реферат:
Спосіб виготовлення теплообмінних елементів, який включає підрізання шару матеріалу на поверхні теплообмінника та відгинання ребер, що утворюються, який відрізняється тим, що відгинання ребер здійснюють з постійними кутом відгинання та швидкістю підрізання різальним інструментом, виконаним з роликом, що обертається на ньому.
Спосіб виготовлення елементів салону літака з термопластичних матеріалів
Номер патенту: 32655
Опубліковано: 15.02.2001
Автори: Протасов Олексій Юр'євич, Науменко Павло Олегович, Логвиненко Юрій Олександрович, Дерке Олександр Войтехович
МПК: B64C 1/14, B29C 51/10
Мітки: салону, літака, спосіб, виготовлення, матеріалів, термопластичних, елементів
Текст:
...матеріалів, а також зменшення шкідливого впливу на робітників. Поставлені задачі вирішуються тим, що спосіб виготовлення елементів салону літака з термопластичних матеріалів, який містить операції нагріву заготовки, наступного формування, зняття з форми і обрізування припуску відформованої деталі, полягає в том у, що, згідно з винаходом, листову заготовк у попередньо прогрівають для того, щоб просушити , при температурі 50-70°С. Потім...
Попередній патент: Похідні 1-тіо-d-глюцитолу
Наступний патент: Компартменталізована таблетка з поліпшеною можливістю видалення забруднень
Випадковий патент: Запобіжний клапан прямої дії на основі матеріалу з ефектом пам'яті форми