Спосіб подрібнення вапняку
Номер патенту: 91798
Опубліковано: 10.07.2014
Автори: Левченко Оксана Олександрівна, Левченко Едуард Петрович, Власенко Дмитро Олексійович

Формула / Реферат
1. Спосіб подрібнення вапняку ударом об відбійні плити з наступним виведенням продуктів подрібнення із робочої зони, який відрізняється тим, що удар об відбійні плити здійснюють під кутом, нахил яких зменшується в радіальному напрямку.
2. Спосіб подрібнення вапняку за п. 1, який відрізняється тим, що виведення продуктів подрібнення, які досягли кінцевої величини, здійснюють між відбійними плитами в осьовому напрямку, а їх величина визначається формулою:
![]() ,
,
де d1 - величина (умовний діаметр) початкової крупності матеріалу;
w - кутова швидкість обертання ротора;
R - радіус ротора за кінцем била;
V2 - швидкість повітря при виведенні продуктів подрібнення.
Текст
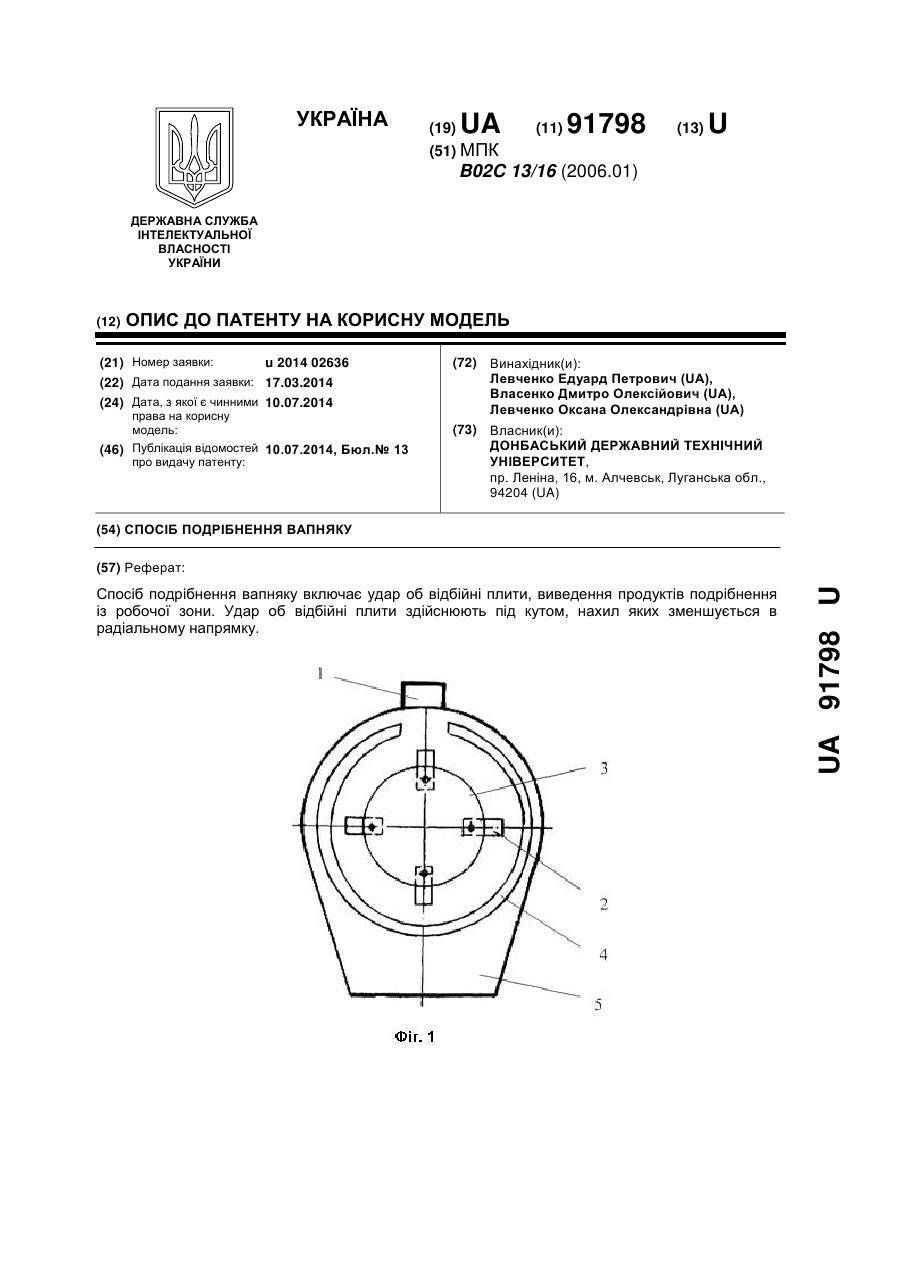
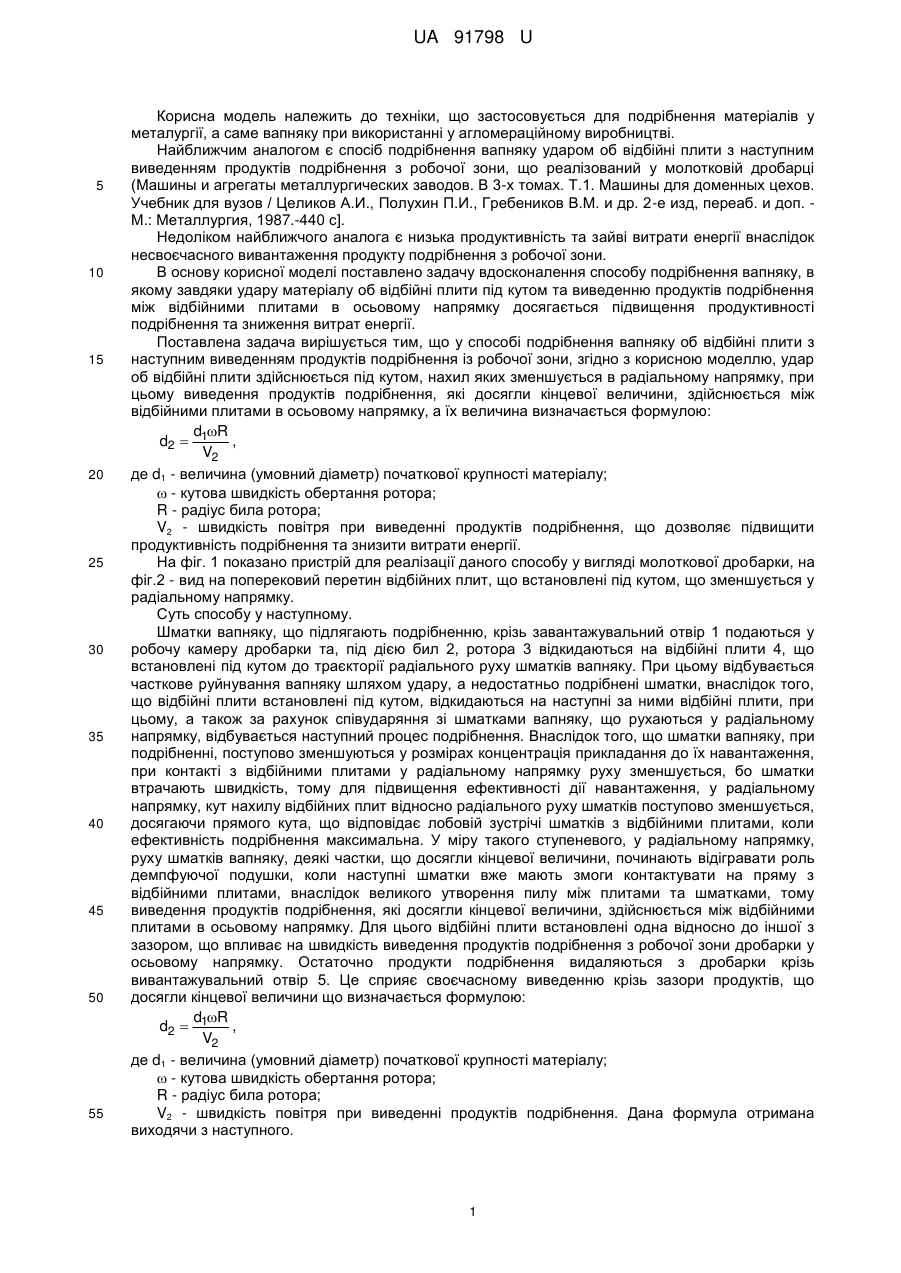
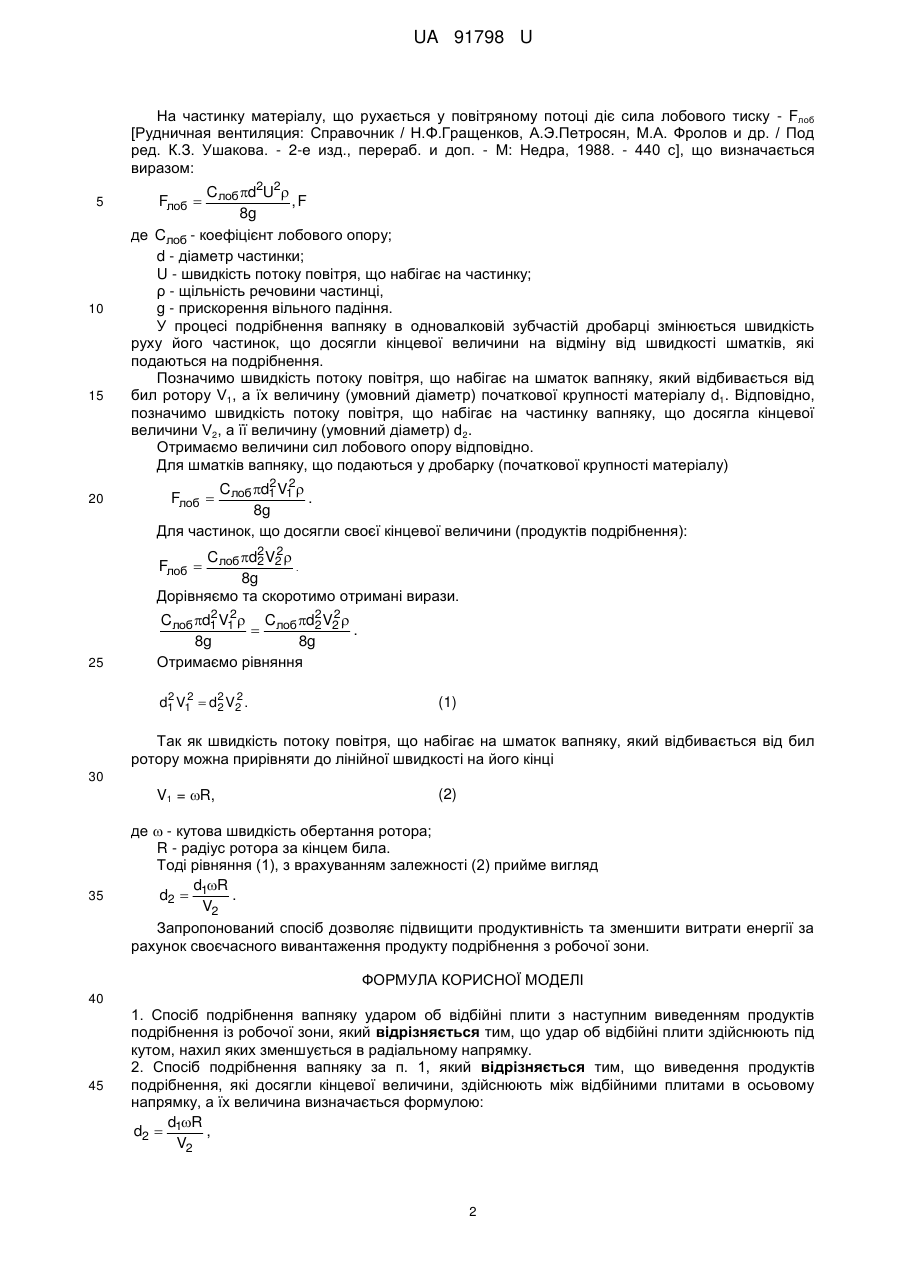
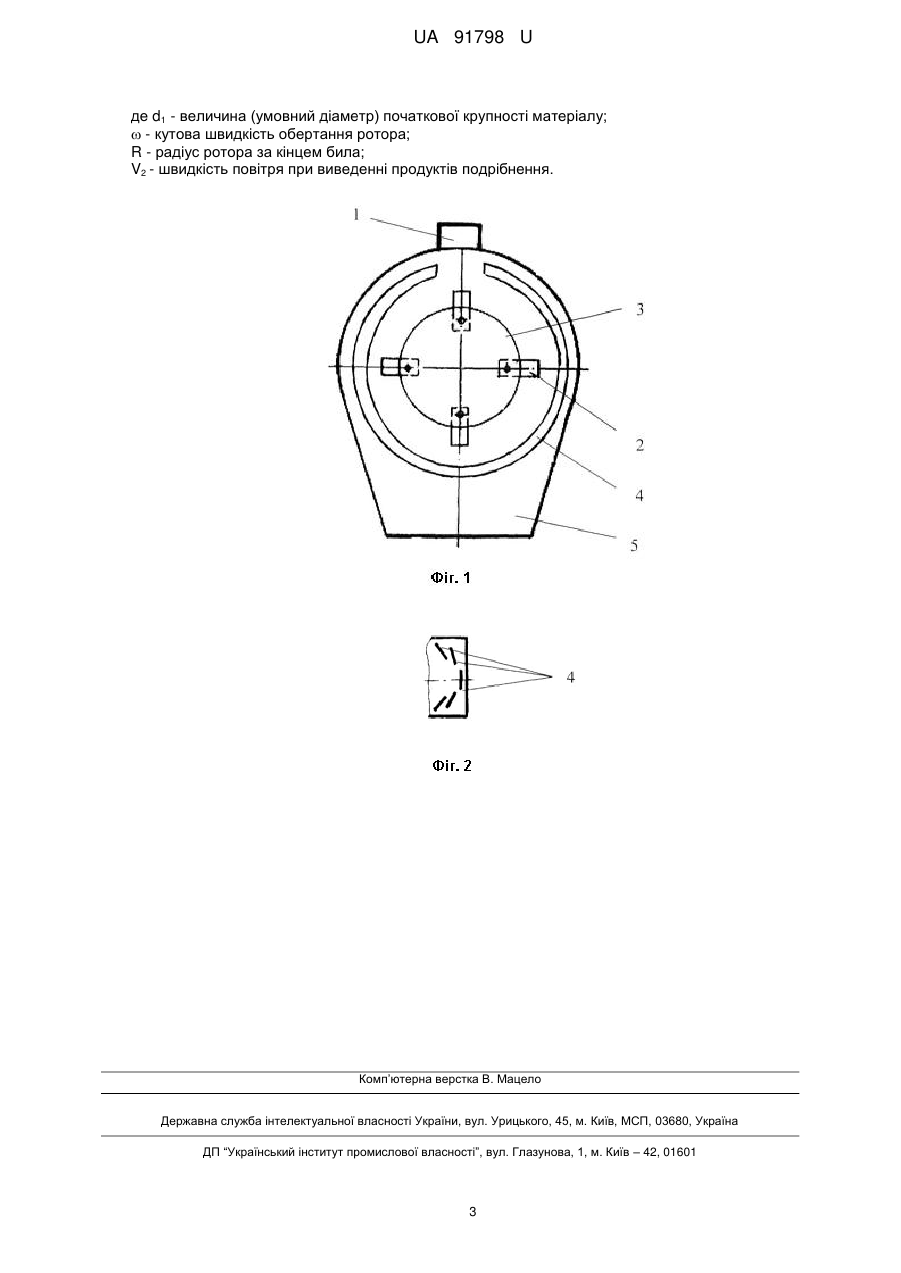
Реферат: UA 91798 U UA 91798 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до техніки, що застосовується для подрібнення матеріалів у металургії, а саме вапняку при використанні у агломераційному виробництві. Найближчим аналогом є спосіб подрібнення вапняку ударом об відбійні плити з наступним виведенням продуктів подрібнення з робочої зони, що реалізований у молотковій дробарці (Машины и агрегаты металлургических заводов. В 3-х томах. Т.1. Машины для доменных цехов. Учебник для вузов / Целиков А.И., Полухин П.И., Гребеников В.М. и др. 2-е изд, переаб. и доп. М.: Металлургия, 1987.-440 с]. Недоліком найближчого аналога є низька продуктивність та зайві витрати енергії внаслідок несвоєчасного вивантаження продукту подрібнення з робочої зони. В основу корисної моделі поставлено задачу вдосконалення способу подрібнення вапняку, в якому завдяки удару матеріалу об відбійні плити під кутом та виведенню продуктів подрібнення між відбійними плитами в осьовому напрямку досягається підвищення продуктивності подрібнення та зниження витрат енергії. Поставлена задача вирішується тим, що у способі подрібнення вапняку об відбійні плити з наступним виведенням продуктів подрібнення із робочої зони, згідно з корисною моделлю, удар об відбійні плити здійснюється під кутом, нахил яких зменшується в радіальному напрямку, при цьому виведення продуктів подрібнення, які досягли кінцевої величини, здійснюється між відбійними плитами в осьовому напрямку, а їх величина визначається формулою: d R , d2 1 V2 де d1 - величина (умовний діаметр) початкової крупності матеріалу; - кутова швидкість обертання ротора; R - радіус била ротора; V2 - швидкість повітря при виведенні продуктів подрібнення, що дозволяє підвищити продуктивність подрібнення та знизити витрати енергії. На фіг. 1 показано пристрій для реалізації даного способу у вигляді молоткової дробарки, на фіг.2 - вид на поперековий перетин відбійних плит, що встановлені під кутом, що зменшується у радіальному напрямку. Суть способу у наступному. Шматки вапняку, що підлягають подрібненню, крізь завантажувальний отвір 1 подаються у робочу камеру дробарки та, під дією бил 2, ротора 3 відкидаються на відбійні плити 4, що встановлені під кутом до траєкторії радіального руху шматків вапняку. При цьому відбувається часткове руйнування вапняку шляхом удару, а недостатньо подрібнені шматки, внаслідок того, що відбійні плити встановлені під кутом, відкидаються на наступні за ними відбійні плити, при цьому, а також за рахунок співударяння зі шматками вапняку, що рухаються у радіальному напрямку, відбувається наступний процес подрібнення. Внаслідок того, що шматки вапняку, при подрібненні, поступово зменшуються у розмірах концентрація прикладання до їх навантаження, при контакті з відбійними плитами у радіальному напрямку руху зменшується, бо шматки втрачають швидкість, тому для підвищення ефективності дії навантаження, у радіальному напрямку, кут нахилу відбійних плит відносно радіального руху шматків поступово зменшується, досягаючи прямого кута, що відповідає лобовій зустрічі шматків з відбійними плитами, коли ефективність подрібнення максимальна. У міру такого ступеневого, у радіальному напрямку, руху шматків вапняку, деякі частки, що досягли кінцевої величини, починають відігравати роль демпфуючої подушки, коли наступні шматки вже мають змоги контактувати на пряму з відбійними плитами, внаслідок великого утворення пилу між плитами та шматками, тому виведення продуктів подрібнення, які досягли кінцевої величини, здійснюється між відбійними плитами в осьовому напрямку. Для цього відбійні плити встановлені одна відносно до іншої з зазором, що впливає на швидкість виведення продуктів подрібнення з робочої зони дробарки у осьовому напрямку. Остаточно продукти подрібнення видаляються з дробарки крізь вивантажувальний отвір 5. Це сприяє своєчасному виведенню крізь зазори продуктів, що досягли кінцевої величини що визначається формулою: d R , d2 1 V2 де d1 - величина (умовний діаметр) початкової крупності матеріалу; - кутова швидкість обертання ротора; R - радіус била ротора; V2 - швидкість повітря при виведенні продуктів подрібнення. Дана формула отримана виходячи з наступного. 1 UA 91798 U На частинку матеріалу, що рухається у повітряному потоці діє сила лобового тиску - Fлоб [Рудничная вентиляция: Справочник / Η.Φ.Гращенков, А.Э.Петросян, Μ.А. Фролов и др. / Под ред. К.З. Ушакова. - 2-е изд., перераб. и доп. - М: Недра, 1988. - 440 с], що визначається виразом: 5 10 15 20 C лоб d2U2 ,F 8g де Cлоб - коефіцієнт лобового опору; d - діаметр частинки; U - швидкість потоку повітря, що набігає на частинку; ρ - щільність речовини частинці, g - прискорення вільного падіння. У процесі подрібнення вапняку в одновалковій зубчастій дробарці змінюється швидкість руху його частинок, що досягли кінцевої величини на відміну від швидкості шматків, які подаються на подрібнення. Позначимо швидкість потоку повітря, що набігає на шматок вапняку, який відбивається від бил ротору V1, а їх величину (умовний діаметр) початкової крупності матеріалу d1. Відповідно, позначимо швидкість потоку повітря, що набігає на частинку вапняку, що досягла кінцевої величини V2, а її величину (умовний діаметр) d2. Отримаємо величини сил лобового опору відповідно. Для шматків вапняку, що подаються у дробарку (початкової крупності матеріалу) Fлоб 2 2 C лоб d1 V1 . 8g Для частинок, що досягли своєї кінцевої величини (продуктів подрібнення): Fлоб 2 C лоб d2 V2 2 . 8g Дорівняємо та скоротимо отримані вирази. Fлоб 25 2 2 2 C лоб d1 V1 C лоб d2 V2 2 . 8g 8g Отримаємо рівняння 2 2 2 d1 V1 d2 V2 . 2 (1) Так як швидкість потоку повітря, що набігає на шматок вапняку, який відбивається від бил ротору можна прирівняти до лінійної швидкості на його кінці 30 V1 = R, 35 (2) де - кутова швидкість обертання ротора; R - радіус ротора за кінцем била. Тоді рівняння (1), з врахуванням залежності (2) прийме вигляд d R . d2 1 V2 Запропонований спосіб дозволяє підвищити продуктивність та зменшити витрати енергії за рахунок своєчасного вивантаження продукту подрібнення з робочої зони. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб подрібнення вапняку ударом об відбійні плити з наступним виведенням продуктів подрібнення із робочої зони, який відрізняється тим, що удар об відбійні плити здійснюють під кутом, нахил яких зменшується в радіальному напрямку. 2. Спосіб подрібнення вапняку за п. 1, який відрізняється тим, що виведення продуктів подрібнення, які досягли кінцевої величини, здійснюють між відбійними плитами в осьовому напрямку, а їх величина визначається формулою: d R , d2 1 V2 2 UA 91798 U де d1 - величина (умовний діаметр) початкової крупності матеріалу; - кутова швидкість обертання ротора; R - радіус ротора за кінцем била; V2 - швидкість повітря при виведенні продуктів подрібнення. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLevchenko Eduard Petrovych, Levchenko Oksana Oleksandrivna
Автори російськоюЛевченко Эдуард Петрович, Левченко Оксана Александровна
МПК / Мітки
МПК: B02C 13/16
Мітки: спосіб, вапняку, подрібнення
Код посилання
<a href="https://ua.patents.su/5-91798-sposib-podribnennya-vapnyaku.html" target="_blank" rel="follow" title="База патентів України">Спосіб подрібнення вапняку</a>
Пристрій для подрібнення сипучого матеріалу
Номер патенту: 38491
Опубліковано: 15.07.2004
Автори: Мокеєв Юрій Геннадійович, Немчин Олександр Федорович
МПК: B02C 13/282
Мітки: сипучого, подрібнення, матеріалу, пристрій
Формула / Реферат:
Пристрій для подрібнення сипучого матеріалу, що включає приймальний і розвантажувальний лотки, корпус із вхідною, вихідною та транспортуючою частинами, всередині якого змонтовані відбійні елементи, та ротор переміщення подрібнюваного матеріалу, який відрізняється тим, що відбійні елементи жорстко закріплені всередині транспортуючої частини, виконаної у вигляді привідного від ротора обертового циліндра, вихідна частина виконана у вигляді сита...
Спосіб випалювання грудкового матеріалу, зокрема вапняку
Номер патенту: 81952
Опубліковано: 25.02.2008
Автор: Ханнес Пірінгер
Мітки: спосіб, вапняку, випалювання, зокрема, грудкового, матеріалу
Формула / Реферат:
1. Спосіб випалювання грудкового матеріалу, зокрема вапняку, у регенеративній шахтній печі (3), що має принаймні дві шахти (1, 2), з’єднані між собою пропускним каналом (19), за яким в цих шахтах матеріал для випалу пропускають крізь верхню зону (8) попереднього нагрівання, центральну зону (18) випалювання й нижню зону (14) охолодження, при цьому повітря для горіння подають в область зони (8) попереднього нагрівання, а охолоджувальне повітря...
Спосіб вібраційного подрібнення матеріалів
Номер патенту: 78579
Опубліковано: 25.03.2013
Автор: Зінько Роман Володимирович
МПК: B02C 19/16
Мітки: спосіб, вібраційного, подрібнення, матеріалів
Формула / Реферат:
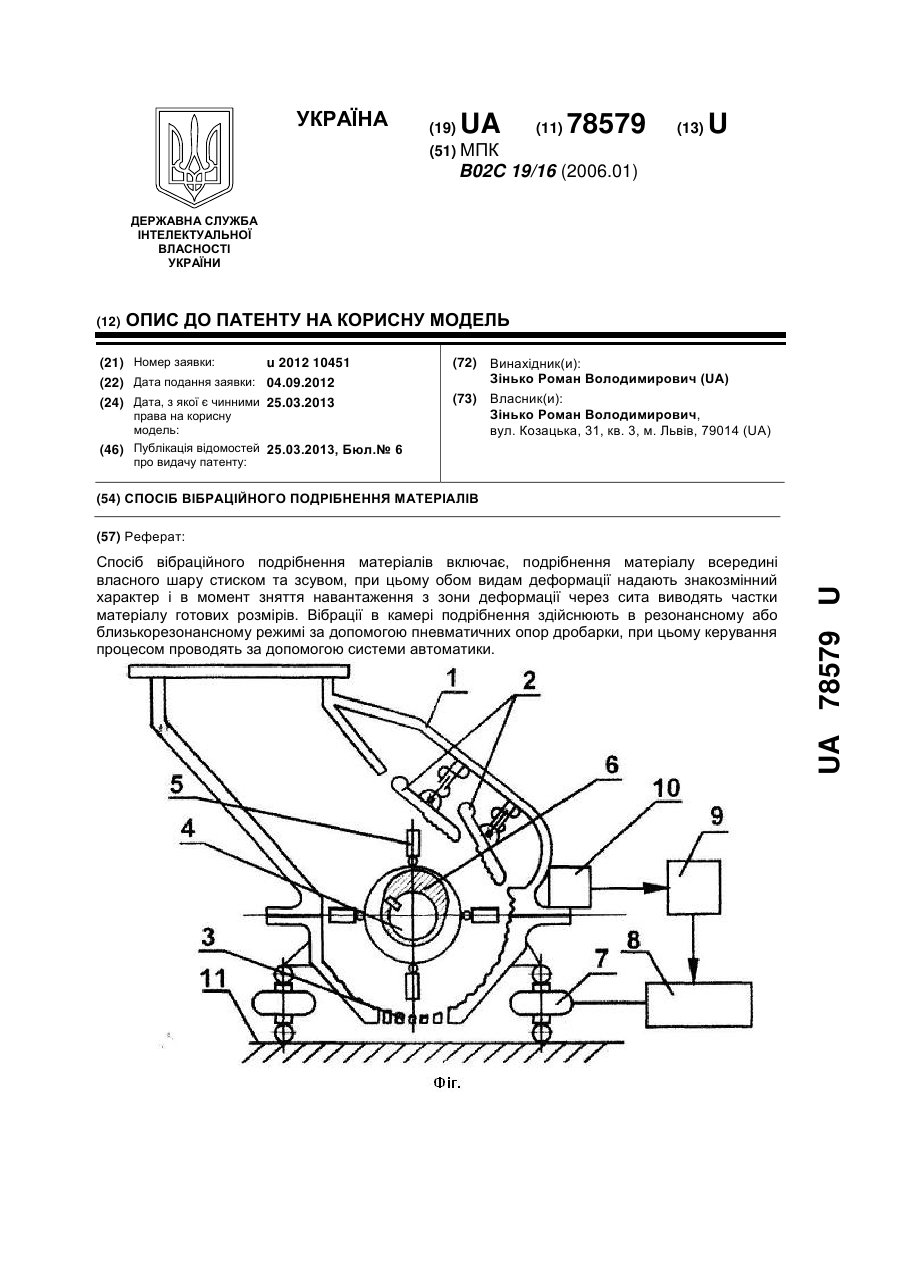
Спосіб вібраційного подрібнення матеріалів, що включає подрібнення матеріалу всередині власного шару стиском та зсувом, при цьому обом видам деформації надають знакозмінний характер і в момент зняття навантаження з зони деформації через сита виводять частки матеріалу готових розмірів, який відрізняється тим, що вібрації в камері подрібнення здійснюють в резонансному або близькорезонансному режимі за допомогою пневматичних опор дробарки, при...
Спосіб подрібнення сидератів
Номер патенту: 36263
Опубліковано: 27.10.2008
Автори: Баєв Іван Васильович, Олефіренко Сергій Петрович, Яровенко Микола Володимирович, Федоренко Володимир Валерійович
МПК: A01D 34/02
Мітки: сидератів, спосіб, подрібнення
Формула / Реферат:
1. Спосіб подрібнення сидератів, який відрізняється тим, що виконується у дві фази: перша - коткування рослин гладкими котками так, щоб їх стебла були вкладені в одному напрямку (в прямому або протилежному), і друга - розрізання вкладених на поверхні поля рослин пасивним багатодисковим роторним ножем шляхом його руху поперек напрямку попереднього коткування.2. Спосіб подрібнення сидератів за п. 1, який відрізняється тим, що довжина...
Спосіб подрібнення зерна та пристрій для його реалізації
Номер патенту: 59030
Опубліковано: 15.08.2003
Автори: Кір'язєв Петро Миколайович, Левченко Едуард Петрович
МПК: B02C 13/16
Мітки: подрібнення, спосіб, реалізації, пристрій, зерна
Формула / Реферат:
1. Спосіб подрібнення зерна ударом об била ротора з наступним виведенням продуктів дроблення із робочої зони, який відрізняється тим, що виведення здійснюється по дотичній до траєкторії відбивання матеріалу від бил ротора, при цьому кутова частота обертання ротора задається за формулою: ,де: g - прискорення вільного падіння;h - глибина...
Попередній патент: Інформаційно-рекламний пристрій
Наступний патент: Пружна муфта
Випадковий патент: Поліпшений спосіб отримання ферментів целюлази і/або геміцелюлази