Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші мблз
Номер патенту: 92213
Опубліковано: 11.08.2014
Автори: Діюк Людмила Михайлівна, Гончар Борис Семенович, Слажнєв Микола Андрійович, Ноговіцин Олексій Володимирович, Богдан Кім Степанович
Формула / Реферат
Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ, до складу якого входять: ресивер, підключений до мережі інертного газу через електроклапан; датчик тиску, підключений до манометра; витратомір; блок вимірювання маси сталі у проміжному ковші та блок живлення, який відрізняється тим, що в нього додатково введено блок підтримання тиску інертного газу у ресивері на заданому рівні, блоки вимірювання температури сталі у проміжному ковші, окремо для кожної із зон заливальних стаканів до кристалізаторів, багатоканальний мікроконтролер з програматором та електронні ключі, причому виходи блоків вимірювання маси і температури сталі з'єднані з відповідними входами мікроконтролера, а його виходи через електронні ключі підключені до відповідних електроклапанів у мережі підведення інертного газу до фурм проміжного ковша.
Текст
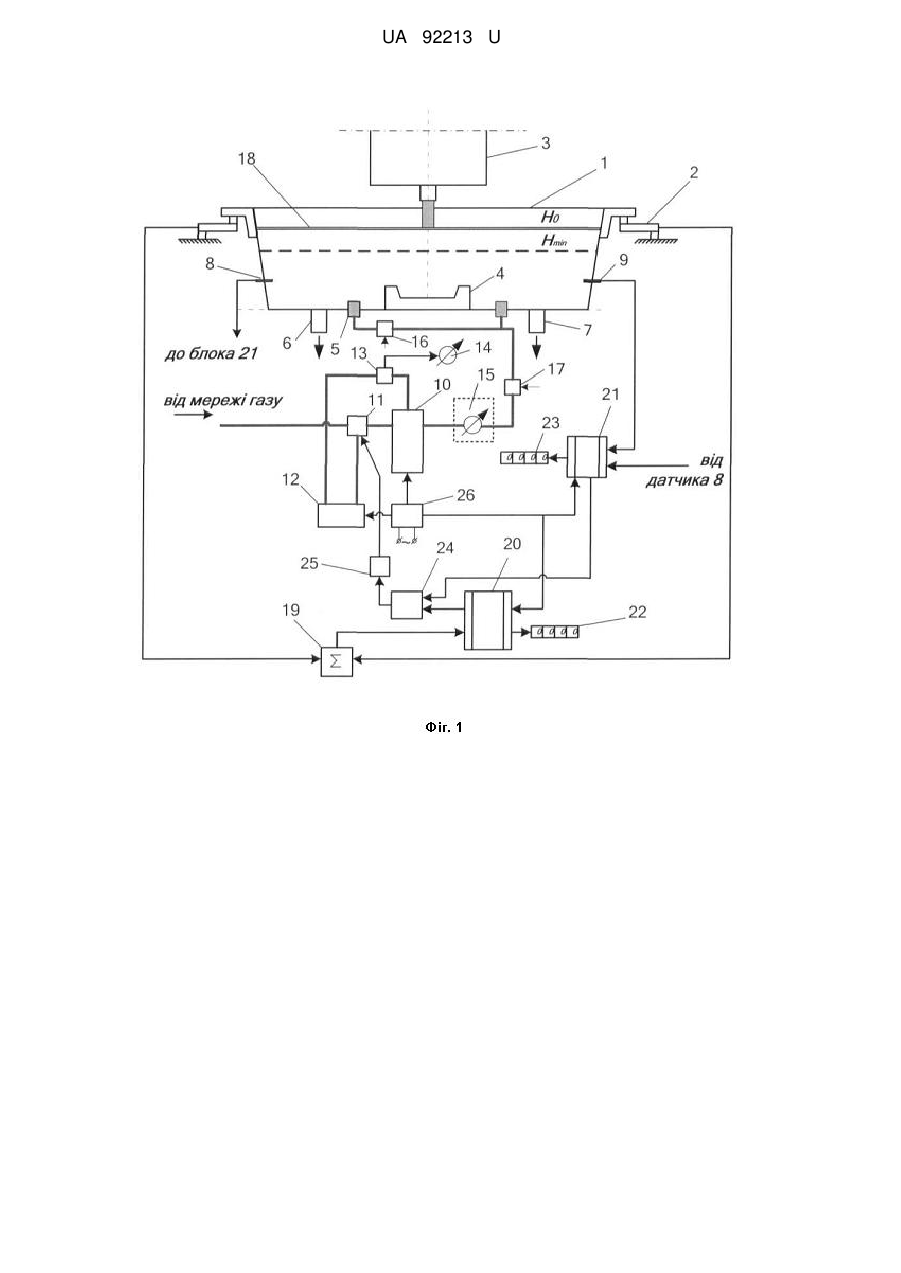
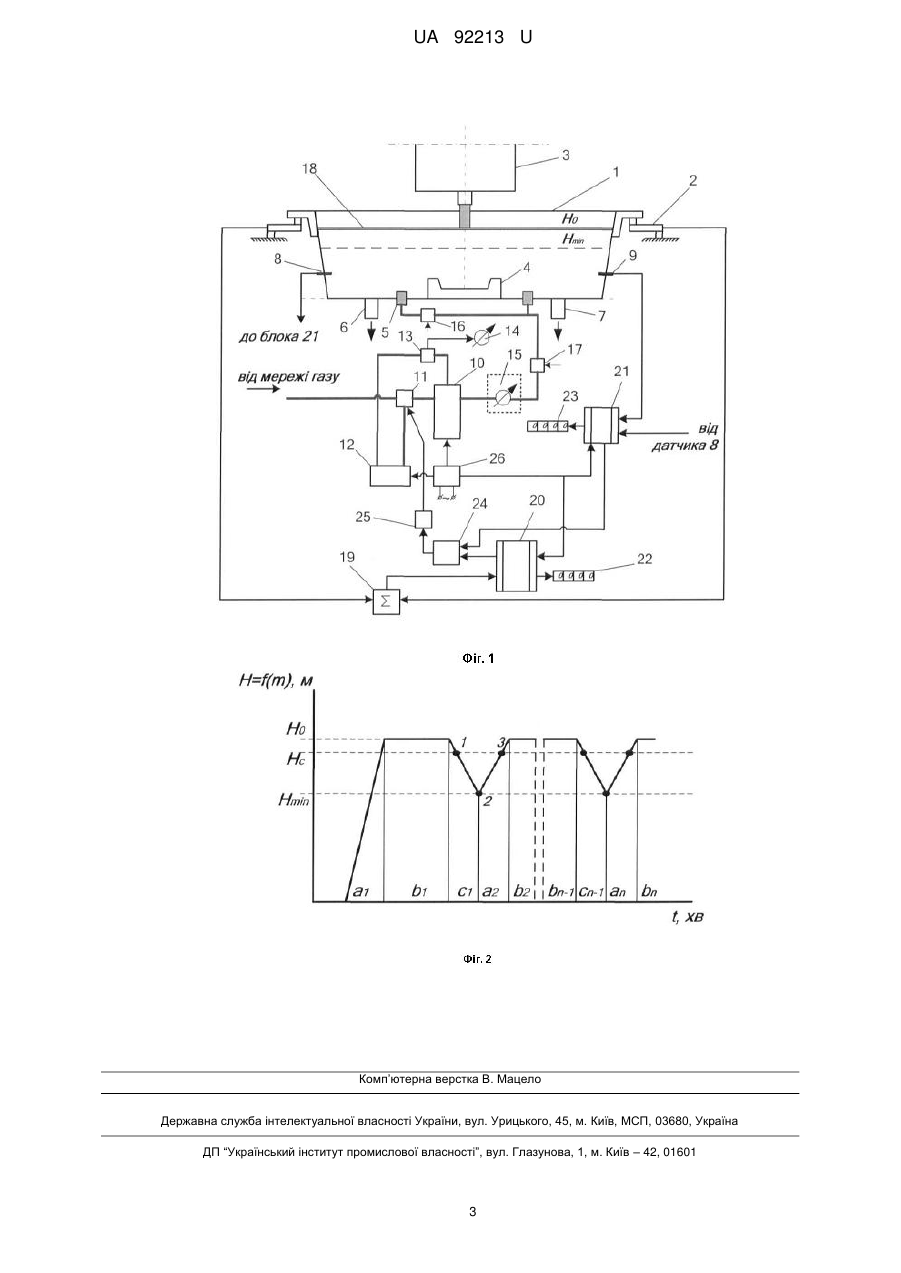
Реферат: Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ, до складу якого входять: ресивер, підключений до мережі інертного газу через електроклапан; датчик тиску, підключений до манометра; витратомір; блок вимірювання маси сталі у проміжному ковші та блок живлення. В нього додатково введено блок підтримання тиску інертного газу у ресивері на заданому рівні, блоки вимірювання температури сталі у проміжному ковші, окремо для кожної із зон заливальних стаканів до кристалізаторів, багатоканальний мікроконтролер з програматором та електронні ключі, причому виходи блоків вимірювання маси і температури сталі з'єднані з відповідними входами мікроконтролера, а його виходи через електронні ключі підключені до відповідних електроклапанів у мережі підведення інертного газу до фурм проміжного ковша. UA 92213 U (12) UA 92213 U UA 92213 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для здійснення процесу неперервного лиття заготовок і може бути використана у металургії як складовий елемент МБЛЗ. Відомо пристрій для продувки металу у ковші, до складу якого входять: стакан, вставлений у днище ковша, шамотний стакан, штуцер з клапаном і канали у шамотному стакані у вигляді похилих отворів (Авт. свид. СССР № 224013, B22D, 1/00, 1968). Шамотний стакан з отворами не забезпечує безпечної роботи у зв'язку з можливістю попадання металу. Крім того, подача газу через спеціальні отвори не забезпечує його рівномірний розподіл по всьому об'єму металу і створюється повітряна порожнина великого розміру, що негативно впливає на перемішування газу з металом, а отже і на якість заготовок. Відомо також пристрій для продувки металу у ковші вертикальним потоком газу, створеним при його проходженні через пористу вставку у днищі ковша (Авт. свид. СССР № 296617, B22D11/10, опубл. 03.02.1969). У даному пристрої газ, що подається у ківш через пористу вставку, розповсюджується у металі практично тільки в шарі, який знаходиться під поверхнею вставки, що особливо негативно позначається при продувці у ковшах великого об'єму. Крім того, цей пристрій не забезпечує можливість максимального охвату металу прохідними бульбашками і не має ефекту перемішування при одночасній барботації, тобто відсутній необхідний масообмін між металом і шлаком. Бульбашки газу, в цьому випадку, створюють порожнистий струмінь, який пронизує стовп металу, що негативно позначається на якості рафінування металу. Найбільш близьким (прототипом) до запропонованої корисної моделі щодо технічної суті і досягнутого результату є пристрій продувки металу у проміжному ковші МБЛЗ (Авт. свид. СССР № 619284, B22D11/10, опубл. 15.08.1978, Бюл. № 30), до складу якого входять: двострумковий проміжний ківш, розливальна лійка, стопор і кришка. Для подачі інертного газу у зону розкриття струменя металу пристрій має футеровані вогнетривкі трубки, встановлені на кришці пристрою, причому на них розміщені пористі елементи між днищем ковша і нижнім зрізом розливальної воронки. Недоліком цього пристрою є недостатня ефективність рафінування сталі у проміжному ковші МБЛЗ при розливанні великими серіями, обумовлена порушенням режиму продувки при "перековшуванні". В основу запропонованої корисної моделі поставлена задача підвищення ефективності процесу рафінування сталі у проміжному ковші МБЛЗ, що дозволить підвищити якість неперервнолитих заготовок. Поставлена задача вирішується тим, що запропонований пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ, до складу якого входять: ресивер, підключений до мережі інертного газу через електроклапан; датчик тиску, підключений до манометра; витратомір; блок вимірювання маси сталі у проміжному ковші та блок живлення, відповідно до корисної моделі в нього додатково введено блок підтримання тиску інертного газу на заданому рівні, блоки вимірювання температури сталі у проміжному ковші, окремо для кожної із зон заливальних стаканів до кристалізаторів, багатоканальний мікроконтролер та електронні ключі, причому виходи блоків вимірювання маси і температури сталі з'єднані з відповідними входами мікроконтролера, а його виходи через електронні ключі, підключені до відповідних електроклапанів у мережі підведення інертного газу до фурм проміжного ковша. Запропонований пристрій дозволяє підвищити ступінь очищення сталі у проміжному ковші від неметалевих включень, що позитивно впливає на якість неперервнолитих заготовок і зменшує кількість браку при розливанні сталі великими серіями на МБЛЗ. Сукупність відмінних ознак запропонованого пристрою не відома ні в аналогах, ні в прототипі, ні у інших технічних рішеннях, а тому відповідає, на наш погляд, критерію "новизна". Для пояснення запропонованої корисної моделі на фіг. 1 наведено структурнофункціональну схему пристрою для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ. Проміжний ківш 1 встановлений на чотирьох силовимірювальних тензорезисторних датчиках 2, закріплених на нерухомій основі. Рідкий метал надходить у проміжний ківш 1 із сталерозливального ковша 3. До складу проміжного ковша 1 також входять: металоприймальний елемент 4 ("турбостоп"); фурми 5; випускні стакани 6, 7; датчики температури 8, 9. Ресивер 10 через електроклапан 11 підключений до мережі інертного газу і з'єднаний з блоком 12 підтримання тиску у ресивері 10. Для вимірювання тиску газу слугує датчик 13 тиску і підключений до нього манометр 14. Вихід ресивера 10 через витратомір 15 і електроклапани 16 і 17 з'єднаний з відповідними фурмами 5 проміжного ковша 1. На поверхні рідкої сталі у проміжному ковші 1 знаходиться шар захисного (рафінуючого) шлаку 18. Виходи силовимірювальних датчиків 2 через суматор 19 підключені до мікропроцесорного блока 20 вимірювання маси сталі у проміжному ковші 1. Виходи датчиків 8 і 9 температури підключені до 1 UA 92213 U 5 10 15 20 25 30 35 40 45 мікропроцесорного блока 21 вимірювання температури сталі в проміжному ковші 1. Індикація маси і температури сталі здійснюється за допомогою цифрових індикаторів 22 і 23 відповідно. Виходи блоків 20 і 21 підключені до мікроконтролера 24, вихід якого через електронний ключ 25 з'єднаний з електроклапаном 11 в мережі інертного газу. Живлення елементів схеми здійснюється від блока 26 живлення, підключеного до мережі змінного струму напругою 220 В. Запропонований пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ працює наступним чином. У вихідному стані проміжний ківш 1 пустий і знаходиться у режимі очікування, а на індикаторах 22 і 23 висвітлені нулі. Після заповнення проміжного ковша 1 із сталерозливального ковша 3 до заданого рівня Н о (фіг. 2) по сигналу від мікроконтролера 24 спрацьовує електронний ключ 25, вмикається клапан 11 і починається процес продувки сталі інертним газом від ресивера 10 через фурми 5. Одночасно вмикаються приводи стопорів (на схемі не показані) стаканів 6 і 7 і рідка сталь починає надходити у відповідні кристалізатори МБЛЗ (в даному випадку двохструмкової). На фіг. 2 наведено залежність Н = f(τ), де а1 - час заповнення металом пустого проміжного ковша 1; в1 квазістаціонарний режим розливання; с1 - зниження рівня метал в проміжному ковші 1 після спорожнення першого розливального ковша 3. Розливання металу з другого і наступних розливальних ковшів серії відбувається аналогічно. В процесі розливання сталі на МБЛЗ неперервно контролюється маса і температура металу у проміжному ковші 1, інформація щодо яких висвітлюється на цифрових індикаторах 22 і 23 відповідно. Процес рафінування сталі за допомогою запропонованого пристрою здійснюється наступним чином. На дільниці в1 залежності Н = f(τ) продувка металу інертним газом відбувається із заданою витратою. Після опорожнения ковша 3 рівень металу у проміжному ковші 1 починає знижуватись (фіг. 2, дільниця с 1). В момент, коли рівень металу досягне величини Нс = 0,7Но (точка 1 на залежності Н = f(τ), у мікроконтролері 24 формується сигнал, при якому спрацьовує електронний ключ 25 і електроклапан 11 вимикається. В результаті продувка сталі інертним газом припиняється на період "перековшування". Коли рівень металу у проміжному ковші 1 досягне величини Нmin=0,4Но (точка 2), починає надходити метал із наступного сталерозливального ковша 3, рівень металу у проміжному ковші починає підвищуватись (зона а2) і в момент, коли рівень металу досягне величини Н с = 0,7Но, спрацьовує електронний ключ 25, вмикається (відкривається) клапан 11 і поновлюється продувка металу інертним газом. У запропонованому пристрої величина витрати інертного газу при стабілізованому тиску у ресивері 10 вибрана, виходячи з наступного. З одного боку повинно бути забезпечене транспортування неметалевих включень у зону контакту "шлак - метал", де відбувається їх поглинання рафінуючим шлаком. З другого боку не повинно бути динамічного руйнування шлакового покрову і зворотного затягнення неметалевих включень у метал, що надходить у кристалізатор МБЛЗ. При зниженні рівня металу у проміжному ковші 1 нижче критичного (0,7 Н o) збільшується динамічний вплив струменів інертного газу на шар рафінуючого шлаку, збагаченого неметалевими включеннями, спостерігається його руйнування, відрив блоків шлаку та їх затягнення у сталь, яка розливається, що погіршує якість заготовки, а отже і виготовленого прокату. Це обумовлює необхідність відключення продувки у перехідних режимах (при "перековшуванні") при розливанні сталі великими серіями, що і реалізовано у запропонованому пристрої. Використання запропонованого пристрою для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ дозволяє, як показали результати досліднопромислової перевірки, підвищити ефективність рафінування сталі у проміжному ковші МБЛЗ, а отже і якість неперервнолитих заготовок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ, до складу якого входять: ресивер, підключений до мережі інертного газу через електроклапан; датчик тиску, підключений до манометра; витратомір; блок вимірювання маси сталі у проміжному ковші та блок живлення, який відрізняється тим, що в нього додатково введено блок підтримання тиску інертного газу у ресивері на заданому рівні, блоки вимірювання температури сталі у проміжному ковші, окремо для кожної із зон заливальних стаканів до кристалізаторів, багатоканальний мікроконтролер з програматором та електронні ключі, причому виходи блоків вимірювання маси і температури сталі з'єднані з відповідними входами мікроконтролера, а його виходи через електронні ключі підключені до відповідних електроклапанів у мережі підведення інертного газу до фурм проміжного ковша. 2 UA 92213 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHonchar Borys Semenovych, Bohdan Kim Stepanovych, Slazhniev Mykola Andriiovych
Автори російськоюГончар Борис Семенович, Богдан Ким Степанович, Слажнев Николай Андреевич
МПК / Мітки
МПК: B22D 39/00, G01G 17/00, B22D 11/10
Мітки: ковші, сталі, пристрій, управління, процесом, автоматичного, рафінування, проміжному, мблз
Код посилання
<a href="https://ua.patents.su/5-92213-pristrijj-dlya-avtomatichnogo-upravlinnya-procesom-rafinuvannya-stali-u-promizhnomu-kovshi-mblz.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші мблз</a>
Пристрій для рафінування металевого розплаву у проміжному ковші
Номер патенту: 55806
Опубліковано: 27.12.2010
Автори: Кравченко Артем Вадимович, Солових Сергій Геннадійович, Проскуренко Дмитро Володимирович, Подкоритов Олександр Леонідович, Маліч Світлана Валентинівна, Смірнов Олексій Миколайович, Лівшиц Дмитро Арнольдович, Клімов Володимир Геннадійович, Турунов Дмитро Миколайович
МПК: B22D 11/10, B22D 27/00
Мітки: розплаву, пристрій, металевого, рафінування, проміжному, ковші
Формула / Реферат:
Пристрій для рафінування металевого розплаву у проміжному ковші, що складається з корпусу, із коаксіально-суміщеними усередині приймальною воронкою і випускним отвором, а також колектора і вогнетривкої пористої вставки, що забезпечують введення інертного газу аксіально витікаючому металевому розплаву, який відрізняється тим, що введення інертного газу здійснюється перпендикулярно витікаючому металевому розплаву через газовипускні отвори...
Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок
Номер патенту: 76509
Опубліковано: 10.01.2013
Автори: Куберський Сергій Володимирович, Кравченко Артем Володимирович, Буденко Сергій Володимирович, Кузнецов Денис Юрійович, Смірнов Олексій Миколайович, Костенко Андрій Анатолійович
МПК: C21C 7/06
Мітки: рідкої, заготовок, пристрій, сталі, ковші, продування, машини, газом, безперервного, лиття, інертним, проміжному
Формула / Реферат:
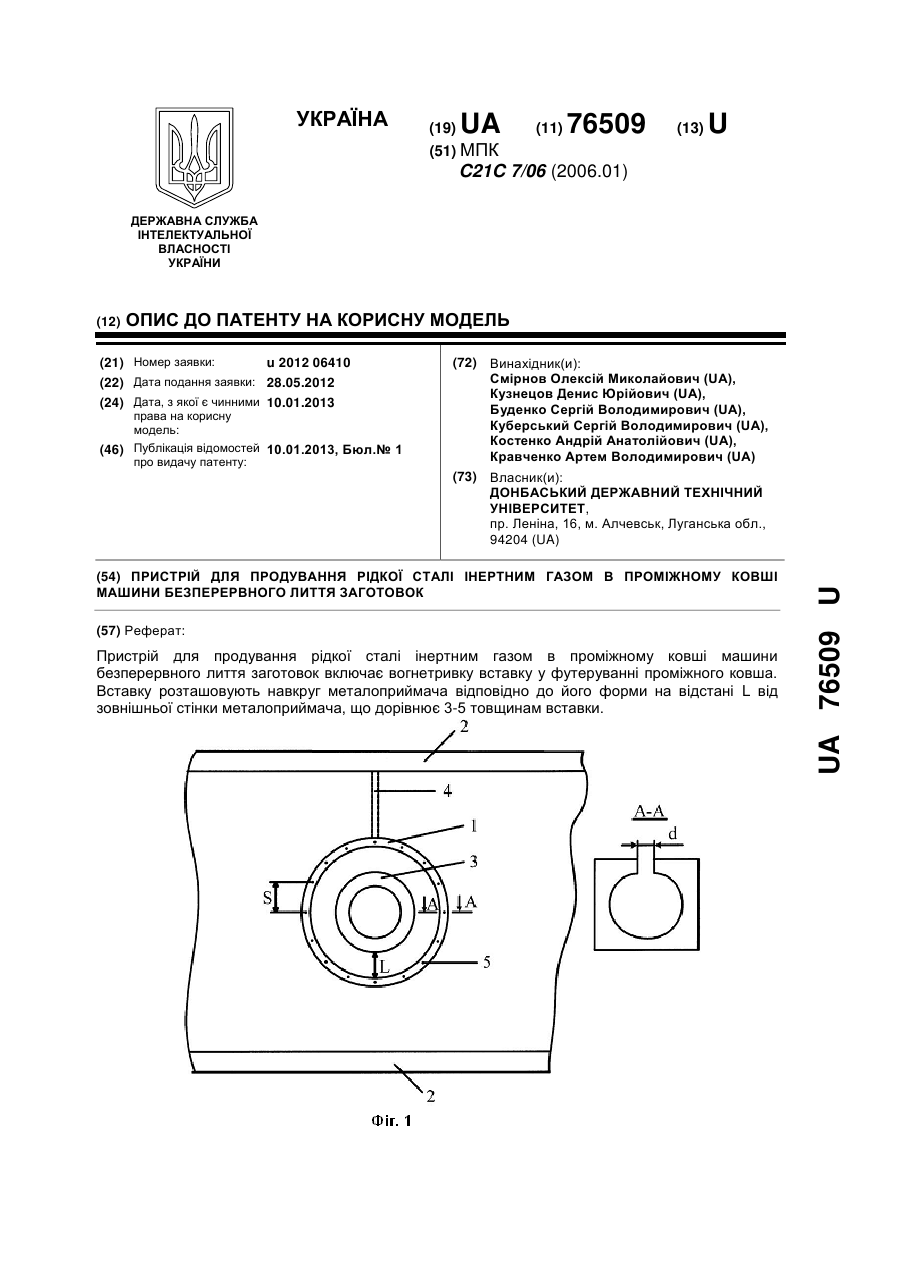
1. Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, що включає вогнетривку вставку у футеруванні проміжного ковша, який відрізняється тим, що вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки.2. Пристрій за п. 1, який відрізняється тим, що вогнетривка вставка має...
Пристрій для рафінування металевого розплаву в проміжному ковші
Номер патенту: 105157
Опубліковано: 10.04.2014
Автори: Єфімова Вероніка Гаріївна, Сердюков Артем Олександрович, Тонкушин Анатолій Федорович, Смірнов Олексій Миколайович, Джоджуа Реваз Анзорович, Кравченко Артем Вадимович
МПК: B22D 11/117, B22D 11/11, C21C 5/48, B22D 1/00, C21C 7/072, B22D 11/10, B22D 41/02
Мітки: металевого, проміжному, рафінування, пристрій, розплаву, ковші
Формула / Реферат:
Пристрій для рафінування металевого розплаву в проміжному ковші, що містить суцільний вогнетривкий блок, встановлюваний у футерівці днища ковша уздовж його поперечної осі між зоною приймання й зоною випуску, у якому виконані щонайменше три газорозподільні канали для введення інертного газу в металевий розплав з виходом на робочу поверхню блока, які розташовані послідовно уздовж його поздовжньої осі й взаємозв'язані з розташованою усередині...
Пристрій для рафінування металевого розплаву в проміжному ковші
Номер патенту: 103294
Опубліковано: 25.09.2013
Автори: Пісмарьов Костянтин Євгенович, Тонкушин Анатолій Федорович, Верзілов Олексій Павлович, Кравченко Артем Вадимович, Сердюков Артем Олександрович, Смірнов Олексій Миколайович
МПК: C21C 1/00, B22D 11/117, B22D 41/00, B22D 1/00, C21C 7/072, B22D 11/116, C22B 9/05
Мітки: розплаву, проміжному, металевого, рафінування, пристрій, ковші
Формула / Реферат:
1. Пристрій для рафінування металевого розплаву в проміжному ковші, що містить корпус із коаксіально-сполученими усередині приймальною лійкою та випускним отвором, продувний блок, що взаємозв'язаний з колектором для підведення інертного газу та включає розміщений у стінці корпуса вогнетривкий елемент і газовипускні канали, який відрізняється тим, що вогнетривкий елемент виконаний щонайменше у вигляді трьох керамічних стрижнів, радіально...
Спосіб рафінування металу в проміжному ковші
Номер патенту: 67695
Опубліковано: 12.03.2012
Автори: Клімов Володимир Геннадійович, Смірнов Олексій Миколайович, Солових Сергій Геннадійович, Іваненко Олексій Олександрович, Маліч Світлана Валентинівна, Вожол Миколай Антонович, Кравченко Артем Вадимович, Подкоритов Олександр Леонідович, Проскуренко Дмитро Володимирович, Лівшиц Дмитро Арнольдович
МПК: B22D 11/116
Мітки: металу, ковші, спосіб, рафінування, проміжному
Формула / Реферат:
Спосіб рафінування металу в проміжному ковші, розділеному на приймальну і розливні ємності вогнетривкими перегородками, який містить випуск металу із сталерозливного ковша, перерозподіл швидкостей потоків металу і продувку інертним газом, який відрізняється тим, що в приймальній ємності проміжного ковша за допомогою металоприймача, встановленого під струмінь падаючого металу, здійснюють направлену до шлакової фази хвилеподібну подачу металу...
Попередній патент: Полімерна композиція
Наступний патент: Спосіб лікування діабетичної полінейропатії у хворих на цукровий діабет 2-го типу
Випадковий патент: Спосіб хірургічного лікування комбінованого геморою 3-4 ступеня