Головка для магнітно-абразивної обробки
Номер патенту: 92533
Опубліковано: 10.11.2010
Автори: Бурдін Олександр Валентинович, Гусєв Володимир Владиленович, Хребтов Аркадій Олегович, Матюха Петро Григорович, Поліщук Володимир Сидорович
Формула / Реферат
1. Головка для магнітно-абразивної обробки, що містить приводний та шпиндельний модулі, яка відрізняється тим, що приводний модуль жорстко закріплений за допомогою оправки на шпинделі верстата, такого як вертикально-фрезерний, на поверхні приводного модуля закріплені шпиндельні модулі, в яких розташовано шпиндель, на одному кінці якого розміщені оброблювані багатогранні пластини, а на другому - колесо, яке своєю робочою поверхнею контактує з робочою поверхнею стакана, нерухомо закріпленого на кінці пінолі шпиндельного вузла верстата.
2. Головка для магнітно-абразивної обробки за п. 1, яка відрізняється тим, що стакан виконано із ступінчасто розташованими робочими поверхнями, а приводний модуль має можливість переміщуватися вздовж осі оправки, яка закріплена в шпинделі верстата.
3. Головка для магнітно-абразивної обробки за п. 1, яка відрізняється тим, що шпиндель головки виконаний з двох частин, з'єднаних за допомогою гнучкого вала.
Текст
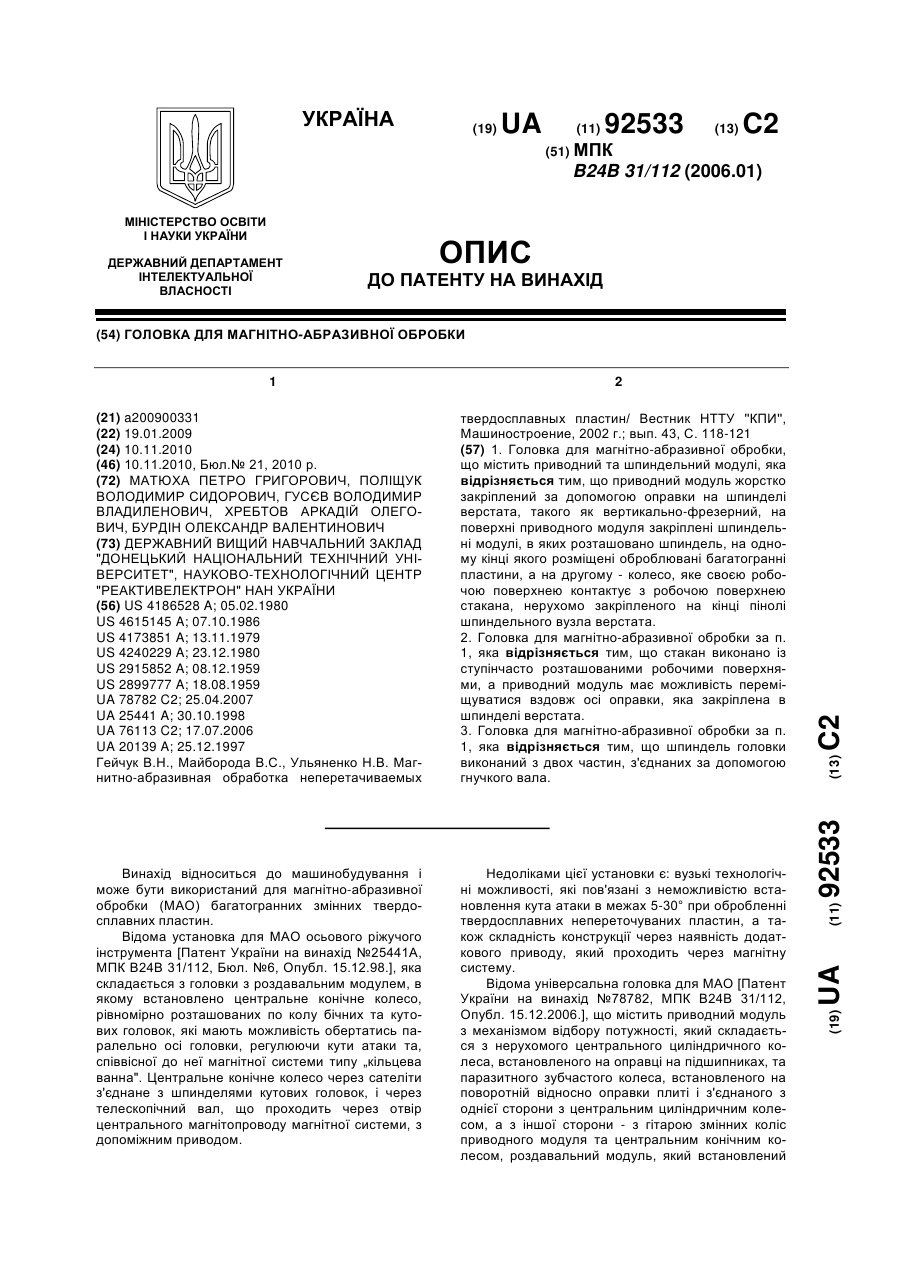
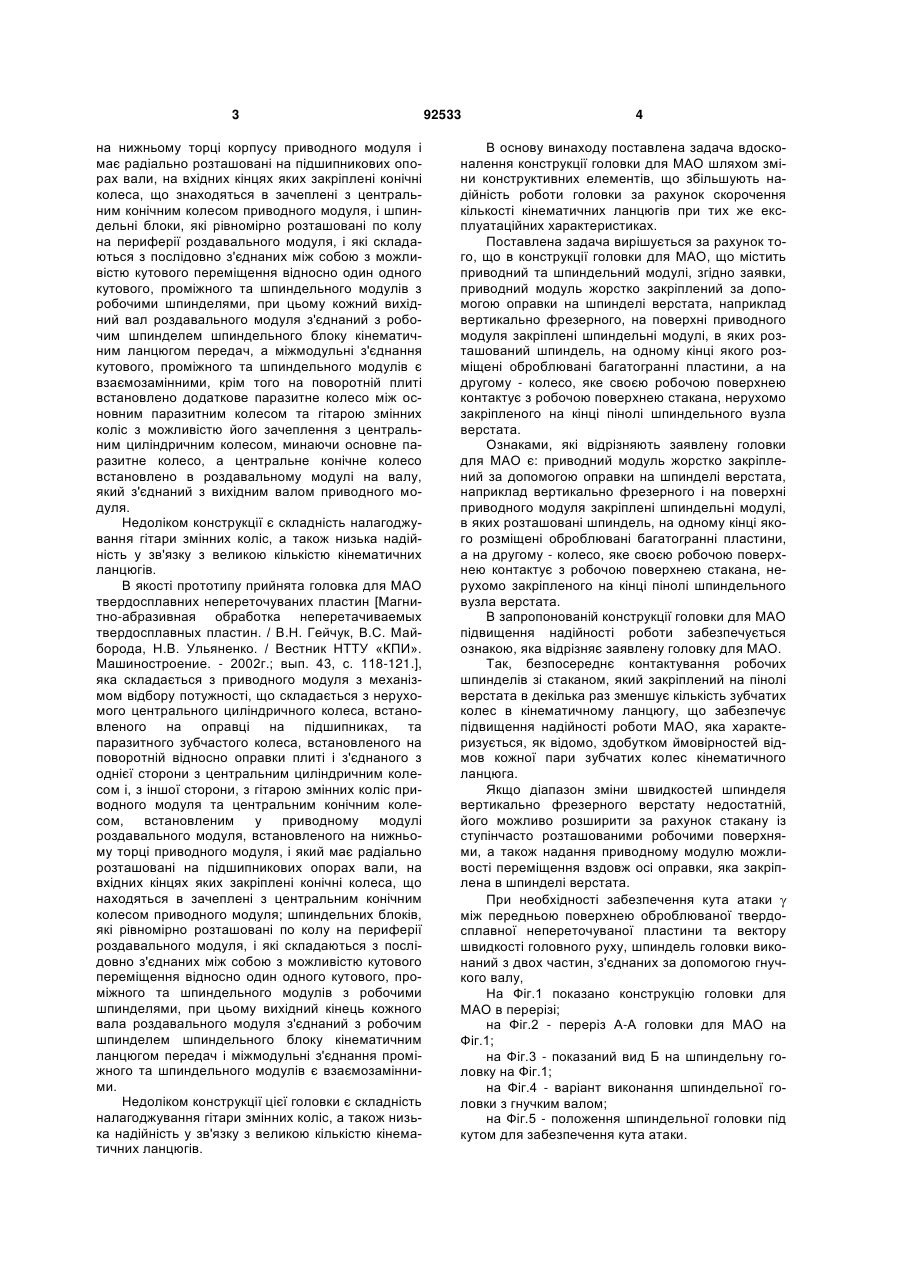
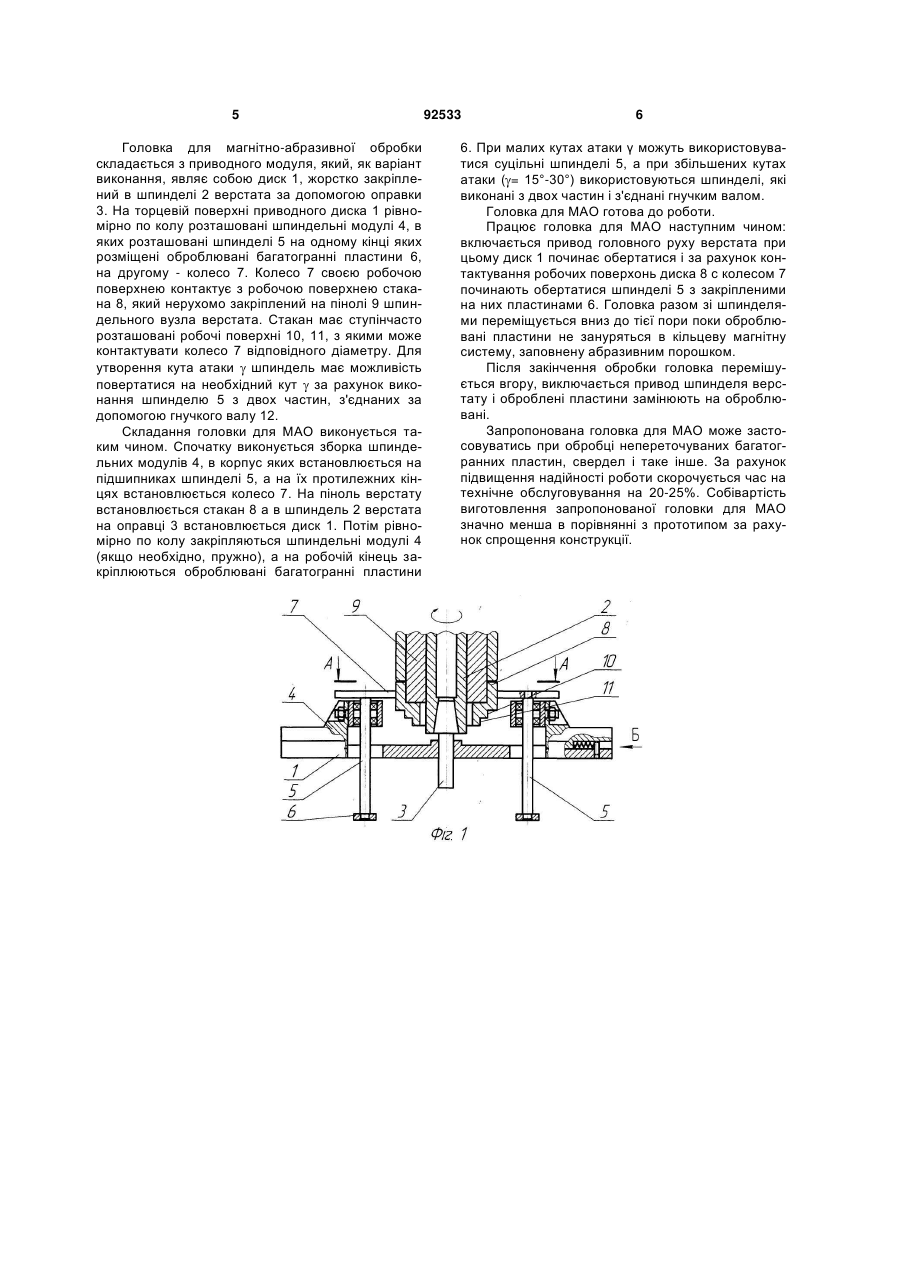
1. Головка для магнітно-абразивної обробки, що містить приводний та шпиндельний модулі, яка відрізняється тим, що приводний модуль жорстко закріплений за допомогою оправки на шпинделі верстата, такого як вертикально-фрезерний, на поверхні приводного модуля закріплені шпиндельні модулі, в яких розташовано шпиндель, на одному кінці якого розміщені оброблювані багатогранні пластини, а на другому - колесо, яке своєю робочою поверхнею контактує з робочою поверхнею стакана, нерухомо закріпленого на кінці пінолі шпиндельного вузла верстата. 2. Головка для магнітно-абразивної обробки за п. 1, яка відрізняється тим, що стакан виконано із ступінчасто розташованими робочими поверхнями, а приводний модуль має можливість переміщуватися вздовж осі оправки, яка закріплена в шпинделі верстата. 3. Головка для магнітно-абразивної обробки за п. 1, яка відрізняється тим, що шпиндель головки виконаний з двох частин, з'єднаних за допомогою гнучкого вала. UA (21) a200900331 (22) 19.01.2009 (24) 10.11.2010 (46) 10.11.2010, Бюл.№ 21, 2010 р. (72) МАТЮХА ПЕТРО ГРИГОРОВИЧ, ПОЛІЩУК ВОЛОДИМИР СИДОРОВИЧ, ГУСЄВ ВОЛОДИМИР ВЛАДИЛЕНОВИЧ, ХРЕБТОВ АРКАДІЙ ОЛЕГОВИЧ, БУРДІН ОЛЕКСАНДР ВАЛЕНТИНОВИЧ (73) ДЕРЖАВНИЙ ВИЩИЙ НАВЧАЛЬНИЙ ЗАКЛАД "ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ", НАУКОВО-ТЕХНОЛОГІЧНИЙ ЦЕНТР "РЕАКТИВЕЛЕКТРОН" НАН УКРАЇНИ (56) US 4186528 A; 05.02.1980 US 4615145 A; 07.10.1986 US 4173851 A; 13.11.1979 US 4240229 A; 23.12.1980 US 2915852 A; 08.12.1959 US 2899777 A; 18.08.1959 UA 78782 C2; 25.04.2007 UA 25441 A; 30.10.1998 UA 76113 C2; 17.07.2006 UA 20139 A; 25.12.1997 Гейчук В.Н., Майборода B.C., Ульяненко Н.В. Магнитно-абразивная обработка неперетачиваемых C2 2 (19) 1 3 на нижньому торці корпусу приводного модуля і має радіально розташовані на підшипникових опорах вали, на вхідних кінцях яких закріплені конічні колеса, що знаходяться в зачеплені з центральним конічним колесом приводного модуля, і шпиндельні блоки, які рівномірно розташовані по колу на периферії роздавального модуля, і які складаються з послідовно з'єднаних між собою з можливістю кутового переміщення відносно один одного кутового, проміжного та шпиндельного модулів з робочими шпинделями, при цьому кожний вихідний вал роздавального модуля з'єднаний з робочим шпинделем шпиндельного блоку кінематичним ланцюгом передач, а міжмодульні з'єднання кутового, проміжного та шпиндельного модулів є взаємозамінними, крім того на поворотній плиті встановлено додаткове паразитне колесо між основним паразитним колесом та гітарою змінних коліс з можливістю його зачеплення з центральним циліндричним колесом, минаючи основне паразитне колесо, а центральне конічне колесо встановлено в роздавальному модулі на валу, який з'єднаний з вихідним валом приводного модуля. Недоліком конструкції є складність налагоджування гітари змінних коліс, а також низька надійність у зв'язку з великою кількістю кінематичних ланцюгів. В якості прототипу прийнята головка для МАО твердосплавних непереточуваних пластин [Магнитно-абразивная обработка неперетачиваемых твердосплавных пластин. / В.Н. Гейчук, B.C. Майборода, Н.В. Ульяненко. / Вестник НТТУ «КПИ». Машиностроение. - 2002г.; вып. 43, с. 118-121.], яка складається з приводного модуля з механізмом відбору потужності, що складається з нерухомого центрального циліндричного колеса, встановленого на оправці на підшипниках, та паразитного зубчастого колеса, встановленого на поворотній відносно оправки плиті і з'єднаного з однієї сторони з центральним циліндричним колесом і, з іншої сторони, з гітарою змінних коліс приводного модуля та центральним конічним колесом, встановленим у приводному модулі роздавального модуля, встановленого на нижньому торці приводного модуля, і який має радіально розташовані на підшипникових опорах вали, на вхідних кінцях яких закріплені конічні колеса, що находяться в зачеплені з центральним конічним колесом приводного модуля; шпиндельних блоків, які рівномірно розташовані по колу на периферії роздавального модуля, і які складаються з послідовно з'єднаних між собою з можливістю кутового переміщення відносно один одного кутового, проміжного та шпиндельного модулів з робочими шпинделями, при цьому вихідний кінець кожного вала роздавального модуля з'єднаний з робочим шпинделем шпиндельного блоку кінематичним ланцюгом передач і міжмодульні з'єднання проміжного та шпиндельного модулів є взаємозамінними. Недоліком конструкції цієї головки є складність налагоджування гітари змінних коліс, а також низька надійність у зв'язку з великою кількістю кінематичних ланцюгів. 92533 4 В основу винаходу поставлена задача вдосконалення конструкції головки для МАО шляхом зміни конструктивних елементів, що збільшують надійність роботи головки за рахунок скорочення кількості кінематичних ланцюгів при тих же експлуатаційних характеристиках. Поставлена задача вирішується за рахунок того, що в конструкції головки для МАО, що містить приводний та шпиндельний модулі, згідно заявки, приводний модуль жорстко закріплений за допомогою оправки на шпинделі верстата, наприклад вертикально фрезерного, на поверхні приводного модуля закріплені шпиндельні модулі, в яких розташований шпиндель, на одному кінці якого розміщені оброблювані багатогранні пластини, а на другому - колесо, яке своєю робочою поверхнею контактує з робочою поверхнею стакана, нерухомо закріпленого на кінці пінолі шпиндельного вузла верстата. Ознаками, які відрізняють заявлену головки для МАО є: приводний модуль жорстко закріплений за допомогою оправки на шпинделі верстата, наприклад вертикально фрезерного і на поверхні приводного модуля закріплені шпиндельні модулі, в яких розташовані шпиндель, на одному кінці якого розміщені оброблювані багатогранні пластини, а на другому - колесо, яке своєю робочою поверхнею контактує з робочою поверхнею стакана, нерухомо закріпленого на кінці пінолі шпиндельного вузла верстата. В запропонованій конструкції головки для МАО підвищення надійності роботи забезпечується ознакою, яка відрізняє заявлену головку для МАО. Так, безпосереднє контактування робочих шпинделів зі стаканом, який закріплений на пінолі верстата в декілька раз зменшує кількість зубчатих колес в кінематичному ланцюгу, що забезпечує підвищення надійності роботи МАО, яка характеризується, як відомо, здобутком ймовірностей відмов кожної пари зубчатих колес кінематичного ланцюга. Якщо діапазон зміни швидкостей шпинделя вертикально фрезерного верстату недостатній, його можливо розширити за рахунок стакану із ступінчасто розташованими робочими поверхнями, а також надання приводному модулю можливості переміщення вздовж осі оправки, яка закріплена в шпинделі верстата. При необхідності забезпечення кута атаки між передньою поверхнею оброблюваної твердосплавної непереточуваної пластини та вектору швидкості головного руху, шпиндель головки виконаний з двох частин, з'єднаних за допомогою гнучкого валу, На Фіг.1 показано конструкцію головки для МАО в перерізі; на Фіг.2 - переріз А-А головки для МАО на Фіг.1; на Фіг.3 - показаний вид Б на шпиндельну головку на Фіг.1; на Фіг.4 - варіант виконання шпиндельної головки з гнучким валом; на Фіг.5 - положення шпиндельної головки під кутом для забезпечення кута атаки. 5 Головка для магнітно-абразивної обробки складається з приводного модуля, який, як варіант виконання, являє собою диск 1, жорстко закріплений в шпинделі 2 верстата за допомогою оправки 3. На торцевій поверхні приводного диска 1 рівномірно по колу розташовані шпиндельні модулі 4, в яких розташовані шпинделі 5 на одному кінці яких розміщені оброблювані багатогранні пластини 6, на другому - колесо 7. Колесо 7 своєю робочою поверхнею контактує з робочою поверхнею стакана 8, який нерухомо закріплений на пінолі 9 шпиндельного вузла верстата. Стакан має ступінчасто розташовані робочі поверхні 10, 11, з якими може контактувати колесо 7 відповідного діаметру. Для утворення кута атаки шпиндель має можливість повертатися на необхідний кут за рахунок виконання шпинделю 5 з двох частин, з'єднаних за допомогою гнучкого валу 12. Складання головки для МАО виконується таким чином. Спочатку виконується зборка шпиндельних модулів 4, в корпус яких встановлюється на підшипниках шпинделі 5, а на їх протилежних кінцях встановлюється колесо 7. На піноль верстату встановлюється стакан 8 а в шпиндель 2 верстата на оправці 3 встановлюється диск 1. Потім рівномірно по колу закріпляються шпиндельні модулі 4 (якщо необхідно, пружно), а на робочій кінець закріплюються оброблювані багатогранні пластини 92533 6 6. При малих кутах атаки γ можуть використовуватися суцільні шпинделі 5, а при збільшених кутах атаки ( = 15°-30°) використовуються шпинделі, які виконані з двох частин і з'єднані гнучким валом. Головка для МАО готова до роботи. Працює головка для МАО наступним чином: включається привод головного руху верстата при цьому диск 1 починає обертатися і за рахунок контактування робочих поверхонь диска 8 с колесом 7 починають обертатися шпинделі 5 з закріпленими на них пластинами 6. Головка разом зі шпинделями переміщується вниз до тієї пори поки оброблювані пластини не зануряться в кільцеву магнітну систему, заповнену абразивним порошком. Після закінчення обробки головка перемішується вгору, виключається привод шпинделя верстату і оброблені пластини замінюють на оброблювані. Запропонована головка для МАО може застосовуватись при обробці непереточуваних багатогранних пластин, свердел і таке інше. За рахунок підвищення надійності роботи скорочується час на технічне обслуговування на 20-25%. Собівартість виготовлення запропонованої головки для МАО значно менша в порівнянні з прототипом за рахунок спрощення конструкції. 7 92533 8 9 Комп’ютерна верстка Л. Купенко 92533 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHead for magnetic abrasive treatment
Автори англійськоюMatiukha Petro Hryhorovych, Polischuk Volodymyr Sydorovych, Husiev Volodymyr Vladylenovych, Khrebtov Arkadii Olehovych, Burdin Oleksandr Valentynovych
Назва патенту російськоюГоловка для магнитоабразивной обработки
Автори російськоюМатюха Петр Григорьевич, Полищук Владимир Сидорович, Гусев Владимир Владиленович, Хребтов Аркадий Олегович, Бурдин Александр Валентинович
МПК / Мітки
МПК: B24B 31/112
Мітки: обробки, магнітно-абразивної, головка
Код посилання
<a href="https://ua.patents.su/5-92533-golovka-dlya-magnitno-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Головка для магнітно-абразивної обробки</a>
Універсальна головка для магнітно-абразивної обробки
Номер патенту: 78782
Опубліковано: 25.04.2007
Автори: Лисенко Андрій Анатолійович, Гейчук Володимир Миколайович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: магнітно-абразивної, універсальна, головка, обробки
Формула / Реферат:
Універсальна головка для магнітно-абразивної обробки, що містить привідний модуль з механізмом відбору потужності, який складається з нерухомого центрального циліндричного колеса, встановленого на оправці на підшипниках, та паразитного зубчастого колеса, встановленого на поворотній відносно оправки плиті і з'єднаного з однієї сторони з центральним циліндричним колесом, а з іншої сторони - з гітарою змінних коліс привідного модуля та...
Верстат з чпк для магнітно-абразивної обробки лопаток газотурбінних двигунів
Номер патенту: 77792
Опубліковано: 15.01.2007
Автори: Гейчук Володимир Миколайович, Лисенко Андрій Анатолійович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: газотурбінних, двигунів, лопаток, чпк, магнітно-абразивної, верстат, обробки
Формула / Реферат:
Верстат для магнітно-абразивної обробки лопаток газотурбінних двигунів, що містить станину з встановленою на ній магнітною системою, у якій робочий зазор має форму кільця, заповненого магнітно-абразивним порошком, та з рівномірно розташованими по колу магнітними полюсами, каретку, встановлену з можливістю вертикального поступального руху, на якій встановлено з можливістю обертального руху співвісний з робочим зазором ротор, що містить...
Спосіб магнітно-абразивної об`ємної обробки
Номер патенту: 92190
Опубліковано: 11.10.2010
Автори: Гейчук Володимир Миколайович, Майборода Віктор Станіславович
МПК: B24B 31/00
Мітки: спосіб, магнітно-абразивної, об'ємної, обробки
Формула / Реферат:
Спосіб магнітно-абразивної об'ємної обробки складних деталей типу дисків, які мають на своїх радіальних та суміжних з ними торцевих поверхнях рівномірно або нерівномірно розташовані виступи і впадини складної форми, і розміщені в робочій зоні між полюсами магнітної системи типу "кільцева ванна", заповненій магнітно-абразивним порошком, з зазором
Установка для магнітно-абразивної обробки труб та прутків
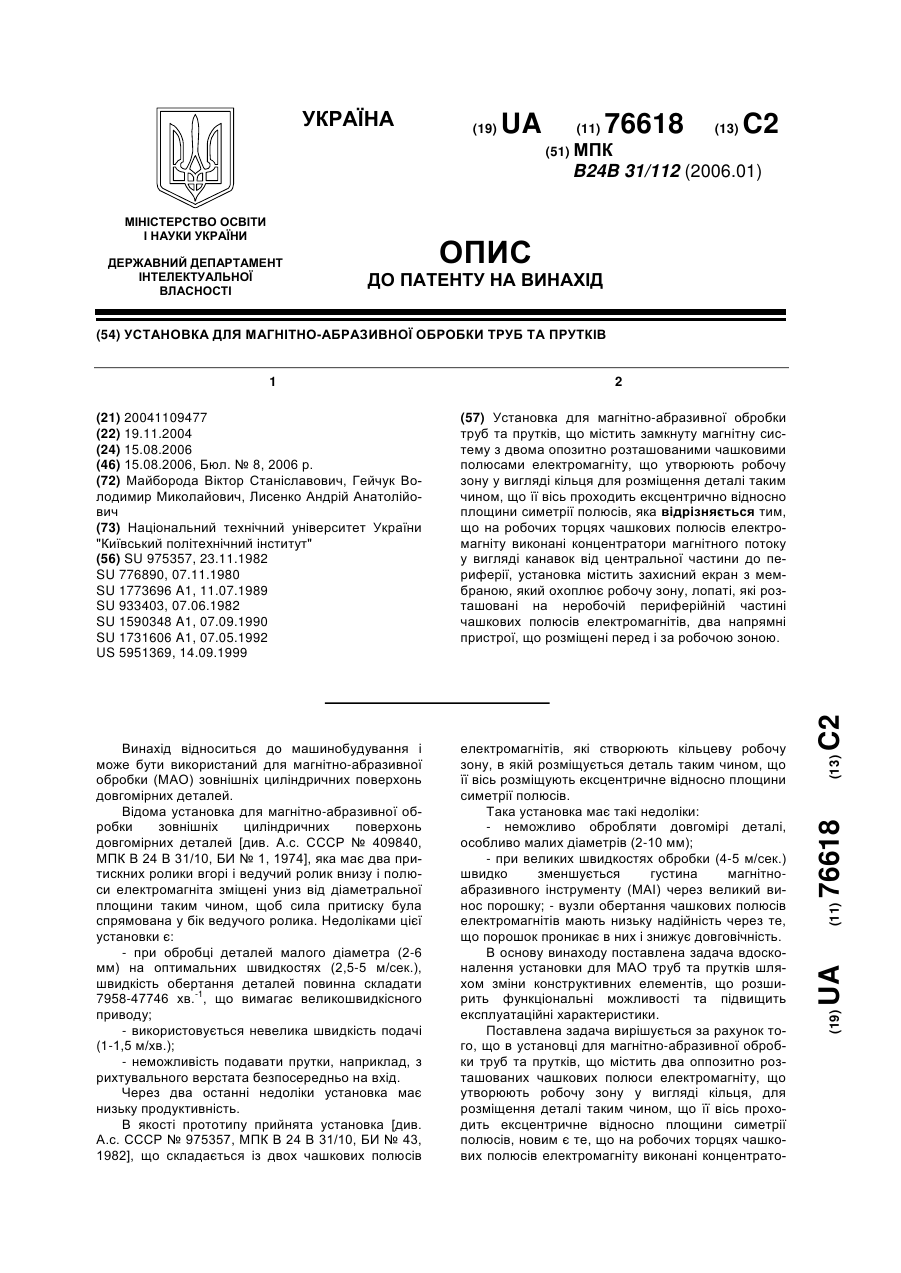
Номер патенту: 76618
Опубліковано: 15.08.2006
Автори: Лисенко Андрій Анатолійович, Майборода Віктор Станіславович, Гейчук Володимир Миколайович
МПК: B24B 31/112
Мітки: труб, прутків, установка, обробки, магнітно-абразивної
Формула / Реферат:
Установка для магнітно-абразивної обробки труб та прутків, що містить замкнуту магнітну систему з двома опозитно розташованими чашковими полюсами електромагніту, що утворюють робочу зону у вигляді кільця для розміщення деталі таким чином, що її вісь проходить ексцентрично відносно площини симетрії полюсів, яка відрізняється тим, що на робочих торцях чашкових полюсів електромагніту виконані концентратори магнітного потоку у вигляді канавок від...
Пристрій для магнітно-абразивної об’ємної обробки деталей
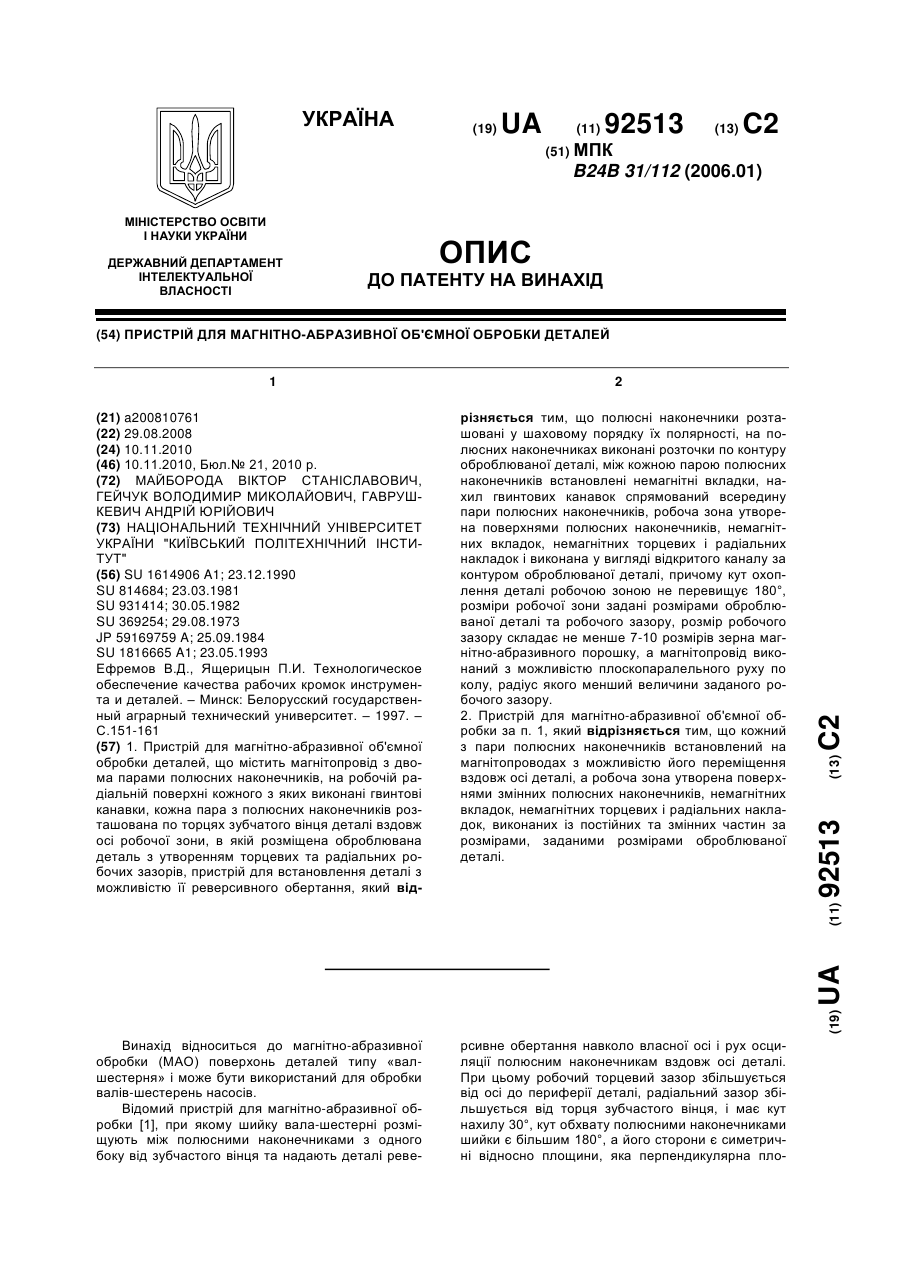
Номер патенту: 92513
Опубліковано: 10.11.2010
Автори: Гейчук Володимир Миколайович, Майборода Віктор Станіславович, Гаврушкевич Андрій Юрійович
МПК: B24B 31/112
Мітки: деталей, об'ємної, пристрій, магнітно-абразивної, обробки
Формула / Реферат:
1. Пристрій для магнітно-абразивної об'ємної обробки деталей, що містить магнітопровід з двома парами полюсних наконечників, на робочій радіальній поверхні кожного з яких виконані гвинтові канавки, кожна пара з полюсних наконечників розташована по торцях зубчатого вінця деталі вздовж осі робочої зони, в якій розміщена оброблювана деталь з утворенням торцевих та радіальних робочих зазорів, пристрій для встановлення деталі з можливістю її...
Попередній патент: Пристрій захисту від дугоутворення при струмозніманні
Наступний патент: Спосіб визначення концентрацій важких металів у ґрунті
Випадковий патент: Спосіб виготовлення теплоізоляційної панелі і теплоізоляційна панель