Технологічна ділянка сортопрокатного стана
Номер патенту: 86069
Опубліковано: 25.03.2009
Автори: Мурикау Максім Анатольєвіч, Кірилєнка Алег Міхайлавіч, Анелькін Мікалай Іванавіч, Матачкін Віктар Аркадзєвіч, Бабкоу Пятро Аляксандравіч, Андриянау Мікалай Віктаравіч, Токмаков Павло Вадимович, Жучков Сергій Михайлович, Луценко Владислав Анатолійович
Формула / Реферат
1. Технологічна ділянка сортопрокатного стана, переважно для багаторівчакової прокатки-поділу, що містить дві робочі кліті з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру, й установлений між ними в міжклітьовому проміжку передатний стіл, при цьому на вихідній стороні першої за ходом технологічного процесу робочої кліті встановлено непривідний деформаційно-ділильний пристрій, а на вхідній стороні другої за ходом технологічного процесу робочої кліті встановлені ввідні проводки, яка відрізняється тим, що вона містить доправочні пристрої, установлені між передатним столом і ввідними проводками другої за ходом технологічного процесу робочої кліті, причому кількість доправочних пристроїв дорівнює кількості ниток багаторівчакових калібрів робочих клітей.
2. Технологічна ділянка сортопрокатного стана за п. 1, яка відрізняється тим, що доправочні пристрої виконані у вигляді порожнистих циліндрів з воронками, установленими на одному з кінців кожного циліндра.
3. Технологічна ділянка сортопрокатного стана за п. 1 або п. 2, яка відрізняється тим, що довжина порожнистого циліндра кожного доправочного пристрою становить (15-20) · dк, а внутрішній діаметр порожнистого циліндра кожного доправочного пристрою становить (1,5-1,8) · dк, де dк - діаметр кола - нитки багаторівчакового калібру.
Текст
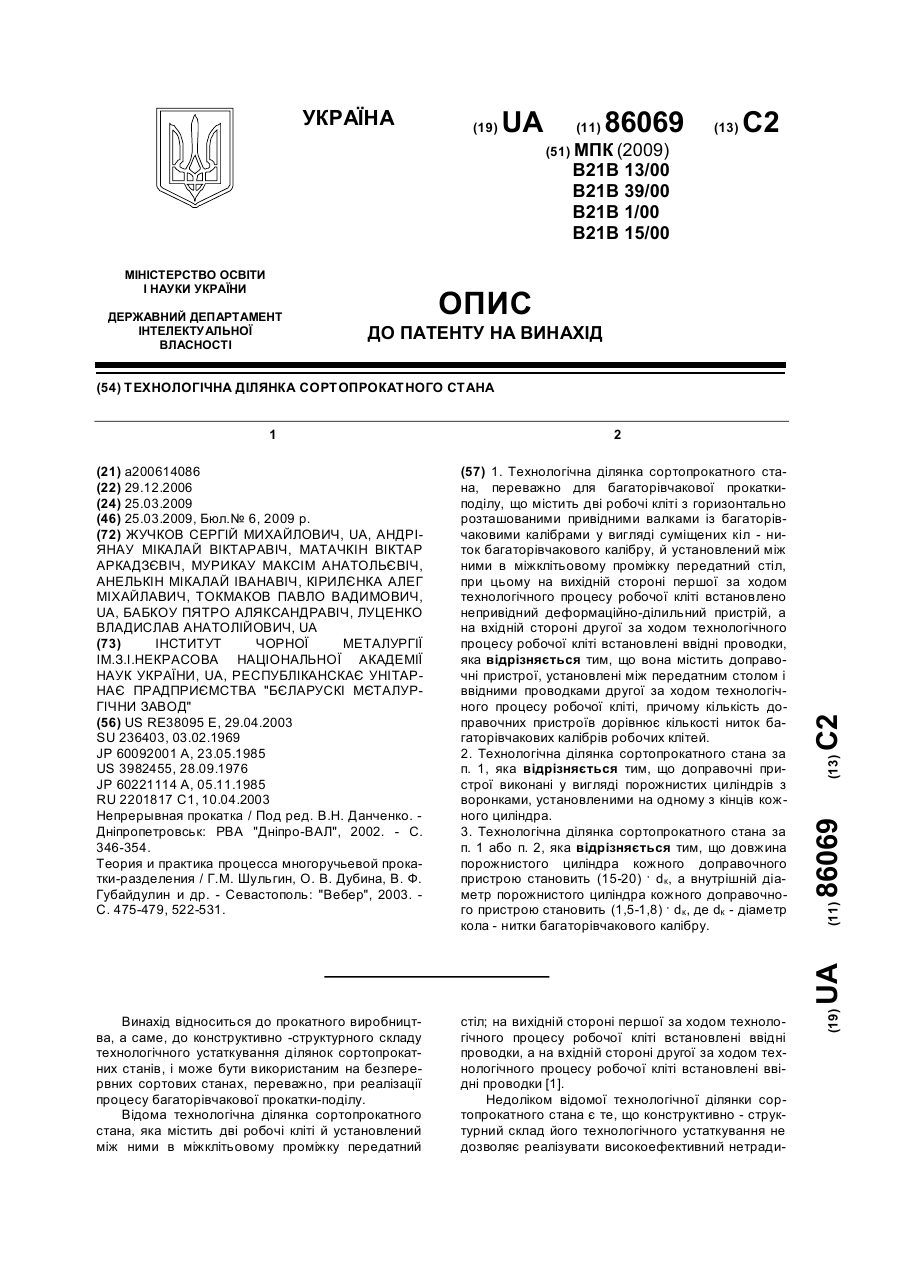
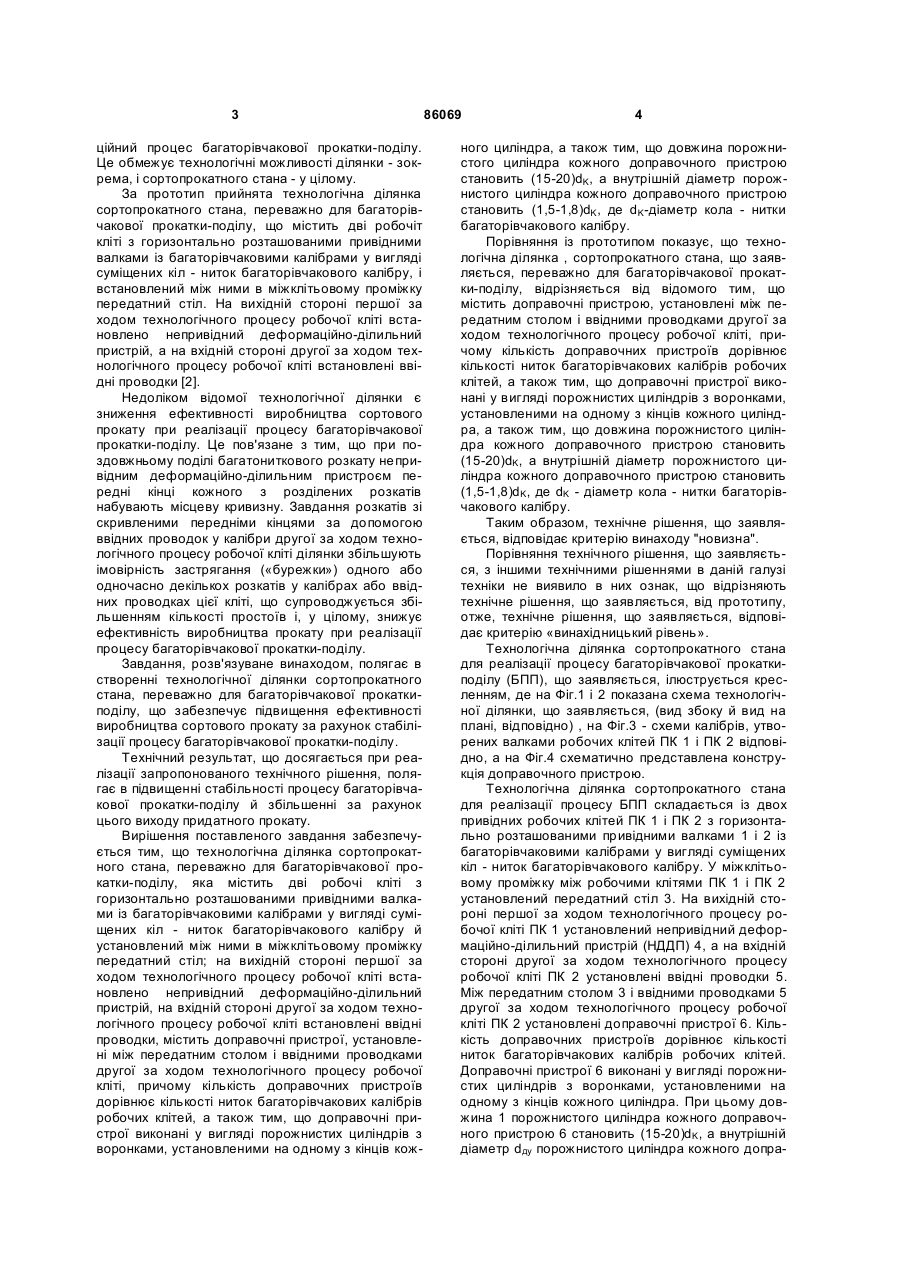
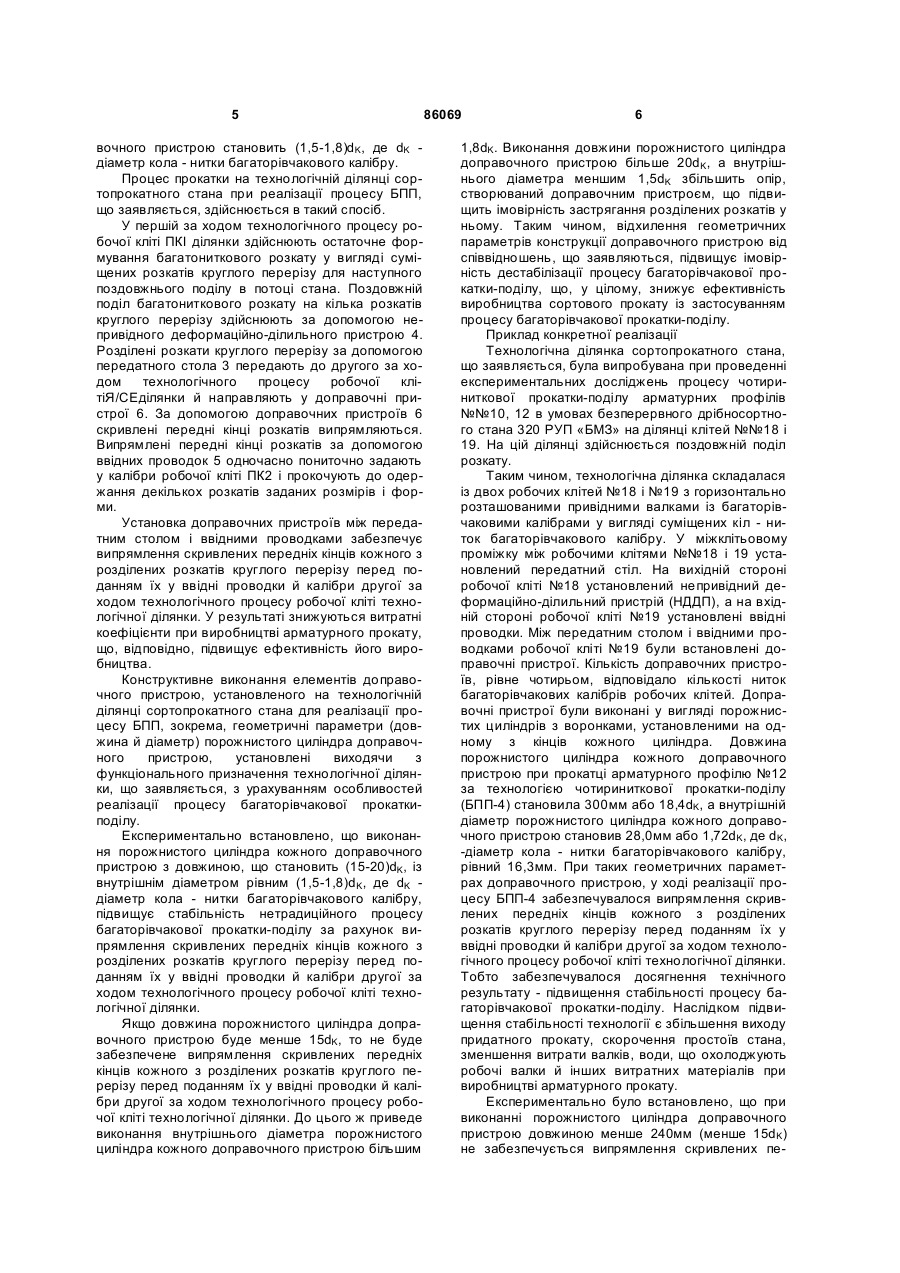
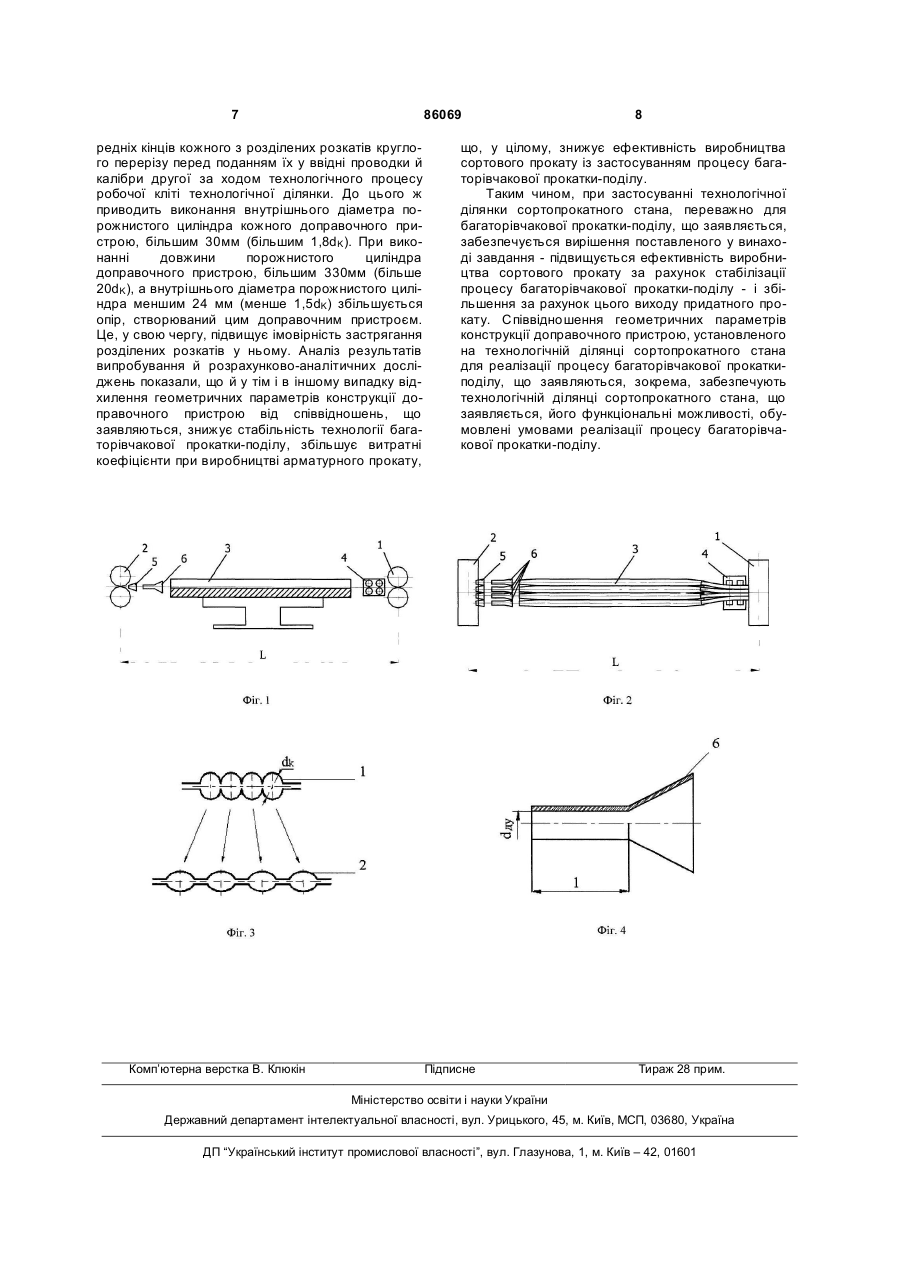
1. Технологічна ділянка сортопрокатного стана, переважно для багаторівчакової прокаткиподілу, що містить дві робочі кліті з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру, й установлений між ними в міжклітьовому проміжку передатний стіл, при цьому на вихідній стороні першої за ходом технологічного процесу робочої кліті встановлено непривідний деформаційно-ділильний пристрій, а на вхідній стороні другої за ходом технологічного процесу робочої кліті встановлені ввідні проводки, яка відрізняється тим, що вона містить доправочні пристрої, установлені між передатним столом і ввідними проводками другої за ходом технологічного процесу робочої кліті, причому кількість доправочних пристроїв дорівнює кількості ниток багаторівчакових калібрів робочих клітей. 2. Технологічна ділянка сортопрокатного стана за п. 1, яка відрізняється тим, що доправочні пристрої виконані у вигляді порожнистих циліндрів з воронками, установленими на одному з кінців кожного циліндра. 3. Технологічна ділянка сортопрокатного стана за п. 1 або п. 2, яка відрізняється тим, що довжина порожнистого циліндра кожного доправочного пристрою становить (15-20) · dк, а внутрішній діаметр порожнистого циліндра кожного доправочного пристрою становить (1,5-1,8) · dк, де dк - діаметр кола - нитки багаторівчакового калібру. (19) UA (21) a200614086 (22) 29.12.2006 (24) 25.03.2009 (46) 25.03.2009, Бюл.№ 6, 2009 р. (72) ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, UA, АНДРІЯНАУ МІКАЛАЙ ВІКТАРАВІЧ, МАТАЧКІН ВІКТАР АРКАДЗЄВІЧ, МУРИКАУ МАКСІМ АНАТОЛЬЄВІЧ, АНЕЛЬКІН МІКАЛАЙ ІВАНАВІЧ, КІРИЛЄНКА АЛЕГ МІХАЙЛАВИЧ, ТОКМАКОВ ПАВЛО ВАДИМОВИЧ, UA, БАБКОУ ПЯТРО АЛЯКСАНДРАВІЧ, ЛУЦЕНКО ВЛАДИСЛАВ АНАТОЛІЙОВИЧ, UA (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ.З.І.НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, UA, РЕСПУБЛІКАНСКАЄ УНІТАРНАЄ ПРАДПРИЄМСТВА "БЄЛАРУСКІ МЄТАЛУРГІЧНИ ЗАВОД" (56) US RE38095 E, 29.04.2003 SU 236403, 03.02.1969 JP 60092001 A, 23.05.1985 US 3982455, 28.09.1976 JP 60221114 A, 05.11.1985 RU 2201817 C1, 10.04.2003 Непрерывная прокатка / Под ред. В.Н. Данченко. Дніпропетровськ: РВА "Дніпро-ВАЛ", 2002. - С. 346-354. Теория и практика процесса многоручьевой прокатки-разделения / Г.М. Шульгин, О. В. Дубина, В. Ф. Губайдулин и др. - Севастополь: "Вебер", 2003. С. 475-479, 522-531. C2 2 (11) 1 3 ційний процес багаторівчакової прокатки-поділу. Це обмежує технологічні можливості ділянки - зокрема, і сортопрокатного стана - у цілому. За прототип прийнята технологічна ділянка сортопрокатного стана, переважно для багаторівчакової прокатки-поділу, що містить дві робочіт кліті з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру, і встановлений між ними в міжклітьовому проміжку передатний стіл. На вихідній стороні першої за ходом технологічного процесу робочої кліті встановлено непривідний деформаційно-ділильний пристрій, а на вхідній стороні другої за ходом технологічного процесу робочої кліті встановлені ввідні проводки [2]. Недоліком відомої технологічної ділянки є зниження ефективності виробництва сортового прокату при реалізації процесу багаторівчакової прокатки-поділу. Це пов'язане з тим, що при поздовжньому поділі багатониткового розкату непривідним деформаційно-ділильним пристроєм передні кінці кожного з розділених розкатів набувають місцеву кривизну. Завдання розкатів зі скривленими передніми кінцями за допомогою ввідних проводок у калібри другої за ходом технологічного процесу робочої кліті ділянки збільшують імовірність застрягання («бурежки») одного або одночасно декількох розкатів у калібрах або ввідних проводках цієї кліті, що супроводжується збільшенням кількості простоїв і, у цілому, знижує ефективність виробництва прокату при реалізації процесу багаторівчакової прокатки-поділу. Завдання, розв'язуване винаходом, полягає в створенні технологічної ділянки сортопрокатного стана, переважно для багаторівчакової прокаткиподілу, що забезпечує підвищення ефективності виробництва сортового прокату за рахунок стабілізації процесу багаторівчакової прокатки-поділу. Технічний результат, що досягається при реалізації запропонованого технічного рішення, полягає в підвищенні стабільності процесу багаторівчакової прокатки-поділу й збільшенні за рахунок цього виходу придатного прокату. Вирішення поставленого завдання забезпечується тим, що технологічна ділянка сортопрокатного стана, переважно для багаторівчакової прокатки-поділу, яка містить дві робочі кліті з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру й установлений між ними в міжклітьовому проміжку передатний стіл; на вихідній стороні першої за ходом технологічного процесу робочої кліті встановлено непривідний деформаційно-ділильний пристрій, на вхідній стороні другої за ходом технологічного процесу робочої кліті встановлені ввідні проводки, містить доправочні пристрої, установлені між передатним столом і ввідними проводками другої за ходом технологічного процесу робочої кліті, причому кількість доправочних пристроїв дорівнює кількості ниток багаторівчакових калібрів робочих клітей, а також тим, що доправочні пристрої виконані у вигляді порожнистих циліндрів з воронками, установленими на одному з кінців кож 86069 4 ного циліндра, а також тим, що довжина порожнистого циліндра кожного доправочного пристрою становить (15-20)dK, а внутрішній діаметр порожнистого циліндра кожного доправочного пристрою становить (1,5-1,8)dK, де dK-діаметр кола - нитки багаторівчакового калібру. Порівняння із прототипом показує, що технологічна ділянка , сортопрокатного стана, що заявляється, переважно для багаторівчакової прокатки-поділу, відрізняється від відомого тим, що містить доправочні пристрою, установлені між передатним столом і ввідними проводками другої за ходом технологічного процесу робочої кліті, причому кількість доправочних пристроїв дорівнює кількості ниток багаторівчакових калібрів робочих клітей, а також тим, що доправочні пристрої виконані у вигляді порожнистих циліндрів з воронками, установленими на одному з кінців кожного циліндра, а також тим, що довжина порожнистого циліндра кожного доправочного пристрою становить (15-20)dK, а внутрішній діаметр порожнистого циліндра кожного доправочного пристрою становить (1,5-1,8)dK, де dK - діаметр кола - нитки багаторівчакового калібру. Таким образом, технічне рішення, що заявляється, відповідає критерію винаходу "новизна". Порівняння технічного рішення, що заявляється, з іншими технічними рішеннями в даній галузі техніки не виявило в них ознак, що відрізняють технічне рішення, що заявляється, від прототипу, отже, технічне рішення, що заявляється, відповідає критерію «винахідницький рівень». Технологічна ділянка сортопрокатного стана для реалізації процесу багаторівчакової прокаткиподілу (БПП), що заявляється, ілюструється кресленням, де на Фіг.1 і 2 показана схема технологічної ділянки, що заявляється, (вид збоку й вид на плані, відповідно) , на Фіг.3 - схеми калібрів, утворених валками робочих клітей ПК 1 і ПК 2 відповідно, а на Фіг.4 схематично представлена конструкція доправочного пристрою. Технологічна ділянка сортопрокатного стана для реалізації процесу БПП складається із двох привідних робочих клітей ПК 1 і ПК 2 з горизонтально розташованими привідними валками 1 і 2 із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру. У міжклітьовому проміжку між робочими клітями ПК 1 і ПК 2 установлений передатний стіл 3. На вихідній стороні першої за ходом технологічного процесу робочої кліті ПК 1 установлений непривідний деформаційно-ділильний пристрій (НДДП) 4, а на вхідній стороні другої за ходом технологічного процесу робочої кліті ПК 2 установлені ввідні проводки 5. Між передатним столом 3 і ввідними проводками 5 другої за ходом технологічного процесу робочої кліті ПК 2 установлені доправочні пристрої 6. Кількість доправочних пристроїв дорівнює кількості ниток багаторівчакових калібрів робочих клітей. Доправочні пристрої 6 виконані у вигляді порожнистих циліндрів з воронками, установленими на одному з кінців кожного циліндра. При цьому довжина 1 порожнистого циліндра кожного доправочного пристрою 6 становить (15-20)dK, а внутрішній діаметр dду порожнистого циліндра кожного допра 5 вочного пристрою становить (1,5-1,8)dK, де dK діаметр кола - нитки багаторівчакового калібру. Процес прокатки на технологічній ділянці сортопрокатного стана при реалізації процесу БПП, що заявляється, здійснюється в такий спосіб. У першій за ходом технологічного процесу робочої кліті ПКІ ділянки здійснюють остаточне формування багатониткового розкату у вигляді суміщених розкатів круглого перерізу для наступного поздовжнього поділу в потоці стана. Поздовжній поділ багатониткового розкату на кілька розкатів круглого перерізу здійснюють за допомогою непривідного деформаційно-ділильного пристрою 4. Розділені розкати круглого перерізу за допомогою передатного стола 3 передають до другого за ходом технологічного процесу робочої клітіЯ/СЕділянки й направляють у доправочні пристрої 6. За допомогою доправочних пристроїв 6 скривлені передні кінці розкатів випрямляються. Випрямлені передні кінці розкатів за допомогою ввідних проводок 5 одночасно пониточно задають у калібри робочої кліті ПК2 і прокочують до одержання декількох розкатів заданих розмірів і форми. Установка доправочних пристроїв між передатним столом і ввідними проводками забезпечує випрямлення скривлених передніх кінців кожного з розділених розкатів круглого перерізу перед поданням їх у ввідні проводки й калібри другої за ходом технологічного процесу робочої кліті технологічної ділянки. У результаті знижуються витратні коефіцієнти при виробництві арматурного прокату, що, відповідно, підвищує ефективність його виробництва. Конструктивне виконання елементів доправочного пристрою, установленого на технологічній ділянці сортопрокатного стана для реалізації процесу БПП, зокрема, геометричні параметри (довжина й діаметр) порожнистого циліндра доправочного пристрою, установлені виходячи з функціонального призначення технологічної ділянки, що заявляється, з урахуванням особливостей реалізації процесу багаторівчакової прокаткиподілу. Експериментально встановлено, що виконання порожнистого циліндра кожного доправочного пристрою з довжиною, що становить (15-20)dK, із внутрішнім діаметром рівним (1,5-1,8)dK, де dK діаметр кола - нитки багаторівчакового калібру, підвищує стабільність нетрадиційного процесу багаторівчакової прокатки-поділу за рахунок випрямлення скривлених передніх кінців кожного з розділених розкатів круглого перерізу перед поданням їх у ввідні проводки й калібри другої за ходом технологічного процесу робочої кліті технологічної ділянки. Якщо довжина порожнистого циліндра доправочного пристрою буде менше 15dK, то не буде забезпечене випрямлення скривлених передніх кінців кожного з розділених розкатів круглого перерізу перед поданням їх у ввідні проводки й калібри другої за ходом технологічного процесу робочої кліті технологічної ділянки. До цього ж приведе виконання внутрішнього діаметра порожнистого циліндра кожного доправочного пристрою більшим 86069 6 1,8dK. Виконання довжини порожнистого циліндра доправочного пристрою більше 20dK, а внутрішнього діаметра меншим 1,5dK збільшить опір, створюваний доправочним пристроєм, що підвищить імовірність застрягання розділених розкатів у ньому. Таким чином, відхилення геометричних параметрів конструкції доправочного пристрою від співвідношень, що заявляються, підвищує імовірність дестабілізації процесу багаторівчакової прокатки-поділу, що, у цілому, знижує ефективність виробництва сортового прокату із застосуванням процесу багаторівчакової прокатки-поділу. Приклад конкретної реалізації Технологічна ділянка сортопрокатного стана, що заявляється, була випробувана при проведенні експериментальних досліджень процесу чотириниткової прокатки-поділу арматурних профілів №№10, 12 в умовах безперервного дрібносортного стана 320 РУП «БМЗ» на ділянці клітей №№18 і 19. На цій ділянці здійснюється поздовжній поділ розкату. Таким чином, технологічна ділянка складалася із двох робочих клітей №18 і №19 з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру. У міжклітьовому проміжку між робочими клітями №№18 і 19 установлений передатний стіл. На вихідній стороні робочої кліті №18 установлений непривідний деформаційно-ділильний пристрій (НДДП), а на вхідній стороні робочої кліті №19 установлені ввідні проводки. Між передатним столом і ввідними проводками робочої кліті №19 були встановлені доправочні пристрої. Кількість доправочних пристроїв, рівне чотирьом, відповідало кількості ниток багаторівчакових калібрів робочих клітей. Доправочні пристрої були виконані у вигляді порожнистих циліндрів з воронками, установленими на одному з кінців кожного циліндра. Довжина порожнистого циліндра кожного доправочного пристрою при прокатці арматурного профілю №12 за технологією чотириниткової прокатки-поділу (БПП-4) становила 300мм або 18,4dK, а внутрішній діаметр порожнистого циліндра кожного доправочного пристрою становив 28,0мм або 1,72dK, де dK, -діаметр кола - нитки багаторівчакового калібру, рівний 16,3мм. При таких геометричних параметрах доправочного пристрою, у ході реалізації процесу БПП-4 забезпечувалося випрямлення скривлених передніх кінців кожного з розділених розкатів круглого перерізу перед поданням їх у ввідні проводки й калібри другої за ходом технологічного процесу робочої кліті технологічної ділянки. Тобто забезпечувалося досягнення технічного результату - підвищення стабільності процесу багаторівчакової прокатки-поділу. Наслідком підвищення стабільності технології є збільшення виходу придатного прокату, скорочення простоїв стана, зменшення витрати валків, води, що охолоджують робочі валки й інших витратних матеріалів при виробництві арматурного прокату. Експериментально було встановлено, що при виконанні порожнистого циліндра доправочного пристрою довжиною менше 240мм (менше 15dK) не забезпечується випрямлення скривлених пе 7 86069 редніх кінців кожного з розділених розкатів круглого перерізу перед поданням їх у ввідні проводки й калібри другої за ходом технологічного процесу робочої кліті технологічної ділянки. До цього ж приводить виконання внутрішнього діаметра порожнистого циліндра кожного доправочного пристрою, більшим 30мм (більшим 1,8dK). При виконанні довжини порожнистого циліндра доправочного пристрою, більшим 330мм (більше 20dK), а внутрішнього діаметра порожнистого циліндра меншим 24 мм (менше 1,5dK) збільшується опір, створюваний цим доправочним пристроєм. Це, у свою чергу, підвищує імовірність застрягання розділених розкатів у ньому. Аналіз результатів випробування й розрахунково-аналітичних досліджень показали, що й у тім і в іншому випадку відхилення геометричних параметрів конструкції доправочного пристрою від співвідношень, що заявляються, знижує стабільність технології багаторівчакової прокатки-поділу, збільшує витратні коефіцієнти при виробництві арматурного прокату, Комп’ютерна верстка В. Клюкін 8 що, у цілому, знижує ефективність виробництва сортового прокату із застосуванням процесу багаторівчакової прокатки-поділу. Таким чином, при застосуванні технологічної ділянки сортопрокатного стана, переважно для багаторівчакової прокатки-поділу, що заявляється, забезпечується вирішення поставленого у винаході завдання - підвищується ефективність виробництва сортового прокату за рахунок стабілізації процесу багаторівчакової прокатки-поділу - і збільшення за рахунок цього виходу придатного прокату. Співвідношення геометричних параметрів конструкції доправочного пристрою, установленого на технологічній ділянці сортопрокатного стана для реалізації процесу багаторівчакової прокаткиподілу, що заявляються, зокрема, забезпечують технологічній ділянці сортопрокатного стана, що заявляється, його функціональні можливості, обумовлені умовами реалізації процесу багаторівчакової прокатки-поділу. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess area of section-rolling mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Andriianau Mikalai Viktaravich, Matachkin Viktar Arkadzevich, Murykau Maksim Anatolievich, Anelkin Mikalai Ivanavich, Kirylenka Aleg Mikhailavych, Tokmakov Pavlo Vadymovych, Babkou Piatro Aliaksandravich, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюТехнологический участок сортопрокатного стана
Автори російськоюЖучков Сергей Михайлович, Андрыянау Микалай Виктаравич, Матачкин Виктор Аркадьевич, Мурикау Максим Анатольевич, Анелькин Микалай Иванавич, Кирыленка Олег Михайлович, Токмаков Павел Вадимович, Бабкоу Пятро Аляксандравич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 13/00, B21B 1/00, B21B 15/00, B21B 39/00
Мітки: технологічна, ділянка, стана, сортопрокатного
Код посилання
<a href="https://ua.patents.su/4-86069-tekhnologichna-dilyanka-sortoprokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Технологічна ділянка сортопрокатного стана</a>
Технологічна ділянка сортопрокатного стана
Номер патенту: 83103
Опубліковано: 10.06.2008
Автори: Колосов Борис Миколайович, Кірилєнка Алег Міхайлавіч, Лєщенко Олександр Іванович, Токмаков Павло Вадимович, Анелькін Мікалай Іванавіч, Горбаньов Аркадій Олексійович, Бабкоу Пятро Аляксандравіч, Луценко Владислав Анатолійович, Андриянау Мікалай Віктаравіч, Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч
МПК: C21D 9/52, C21D 1/02, B21B 45/02, C21D 1/62
Мітки: сортопрокатного, технологічна, стана, ділянка
Формула / Реферат:
1. Технологічна ділянка сортопрокатного стана, що включає чистову прокатну кліть, у робочі валки якої врізані чистові калібри, ряд послідовно розташованих за ходом технологічного процесу пристроїв для поверхневої обробки прокату, переважно для його прискореного охолодження, кожний з яких має ввідну циліндричну проводку, обладнану засобами для підведення охолоджувача, з конічною вхідною і вихідною частинами, вихідна частина якої розміщена в...
Блок клітей сортопрокатного стана
Номер патенту: 85513
Опубліковано: 26.01.2009
Автори: Лєщенко Олександр Іванович, Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч, Анелькін Мікалай Івановіч, Луценко Владислав Анатолійович, Андриянау Мікалай Віктаравіч, Бабкоу Пятро Аляксандравіч, Мурикау Максім Анатольєвіч
МПК: B21B 13/00
Мітки: стана, сортопрокатного, клітей, блок
Формула / Реферат:
1. Блок клітей сортопрокатного стана, що містить робочу кліть із горизонтально розташованими привідними валками, розміщеними на підшипникових опорах у її станині, і установлену на привалковому брусі станини робочої кліті із привідними валками з боку виходу робочу кліть із непривідними валками, який відрізняється тим, що він містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому...
Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Жучков Сергій Михайлович, Істомін Сергій Юрійович, Лясов Володимир Григорович, Хрустенко Юрій Михайлович, Рокоманов Володимір Петрович, Токмаков Павло Вадимович
МПК: B21B 13/00
Мітки: сортопрокатного, кліть, стана, робоча
Формула / Реферат:
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний...
Блок кліті сортопрокатного стану
Номер патенту: 10491
Опубліковано: 15.11.2005
Автори: Макаренко Олександр Анатолійович, Бабенко Михайло Антонович, Токмаков Павло Вадимович, Курочкін Олександр Федорович, Хрустенко Юрій Михайлович, Рокоманов Володимір Петрович, Жучков Сергій Михайлович
МПК: B21B 13/00
Мітки: кліті, сортопрокатного, блок, стану
Формула / Реферат:
Блок клітей сортопрокатного стану, що містить двовалкову привідну горизонтальну кліть і непривідну горизонтальну кліть, установлену на поперечному привалковому брусі привідної кліті, змонтованого у вихідного вікна її станини, який відрізняється тим, що непривідна кліть, установлена на поперечному привалковому брусі привідної кліті на відстані між площинами осей валків привідної і непривідної кліті блока, що дорівнює (1,40...1,75)(DПК +...
Блок клітин сортопрокатного стану
Номер патенту: 15380
Опубліковано: 30.06.1997
Автори: Марфенко Валерій Михайлович, Тільга Степан Сергійович, Шеремет Володимир Олександрович, Жучков Сергій Михайлович, Петренко Валентина Іванівна, Хрустенко Юрій Михайлович, Нечепоренко Володимир Андрійович, Кулаков Леонід Васильович, Каплан Станіслав Овсійович, Сівак Едуард Володимирович, Лохматов Олександр Павлович
МПК: B21B 13/00
Мітки: блок, стану, сортопрокатного, клітин
Формула / Реферат:
1. Блок клетей сортопрокатного стана, содержащий двухвалковую приводную горизонтальную клеть и неприводную клеть, смонтированную на наружной стороне поперечного бруса приводной клети, установленного у выходного окна ее станины, отливающийся тем, что он содержит дополнительную неприводную клеть, смонтированную на внутренней стороне поперечного бруса приводной клети и размещенную в выходном окне станины.2. Блок по п.1, отличающийся тем,...
Попередній патент: Вітроколесо зі змінними осями
Наступний патент: Ротор тихохідного синхронного генератора з постійними магнітами
Випадковий патент: Стабілізовані перенасичені тверді розчини ліпофільних лікарських засобів