Блок клітей сортопрокатного стана
Номер патенту: 85513
Опубліковано: 26.01.2009
Автори: Луценко Владислав Анатолійович, Анелькін Мікалай Івановіч, Андриянау Мікалай Віктаравіч, Жучков Сергій Михайлович, Мурикау Максім Анатольєвіч, Лєщенко Олександр Іванович, Бабкоу Пятро Аляксандравіч, Матачкін Віктар Аркадзєвіч
Формула / Реферат
1. Блок клітей сортопрокатного стана, що містить робочу кліть із горизонтально розташованими привідними валками, розміщеними на підшипникових опорах у її станині, і установлену на привалковому брусі станини робочої кліті із привідними валками з боку виходу робочу кліть із непривідними валками, який відрізняється тим, що він містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому основна кліть виконана з вертикальним розташуванням непривідних валків, а додаткова кліть - із горизонтальним розташуванням непривідних валків.
2. Блок клітей за п. 1, який відрізняється тим, що відстань між площинами осей привідних робочих валків і непривідних робочих валків основної й додаткової клітей блока становить відповідно 0,4-0,5 і 0,9-1,1 діаметра валків привідної кліті блока, а діаметри непривідних валків основної й додаткової кліті становлять відповідно 0,40-0,45 і 0,15-0,20 діаметра привідних робочих валків блока.
Текст
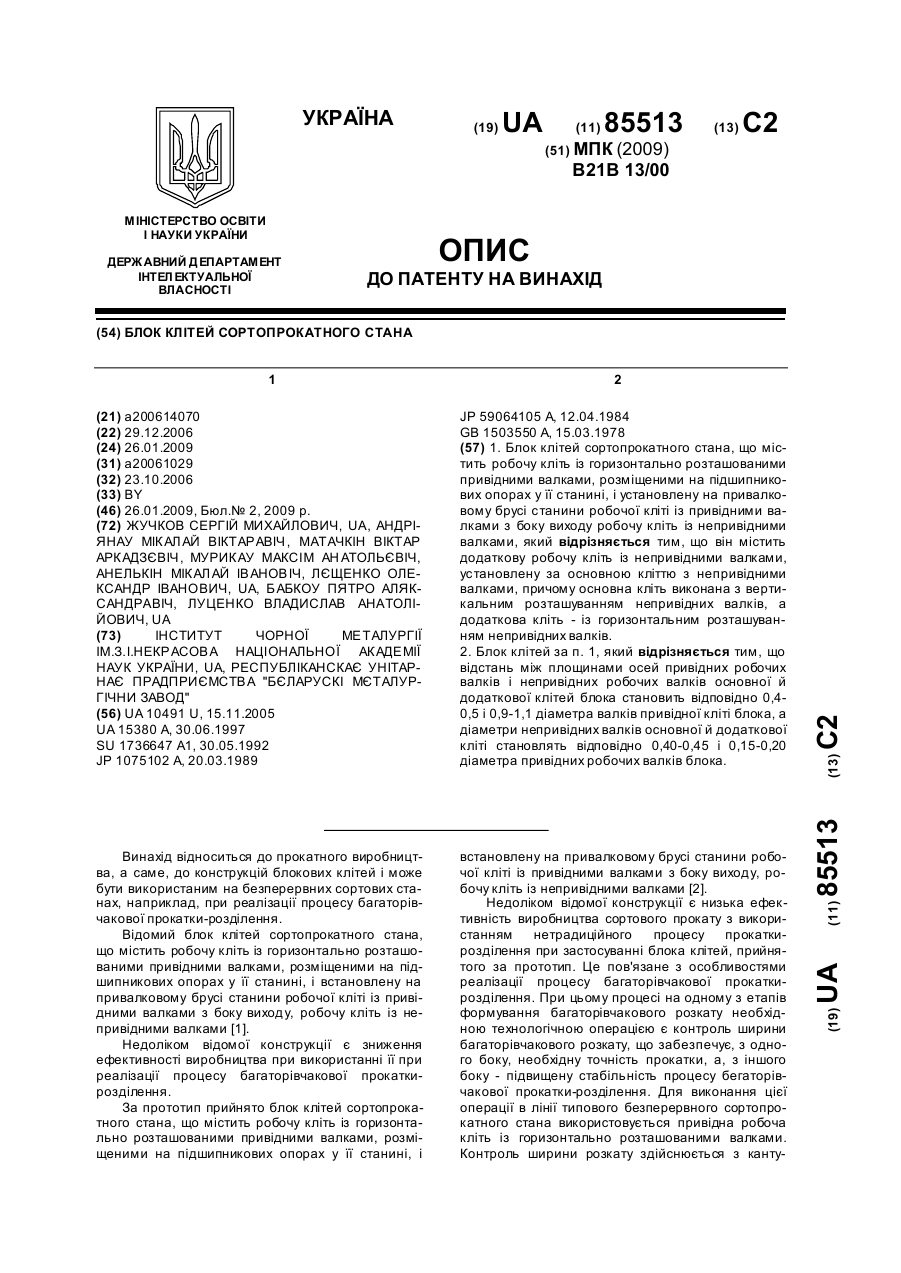
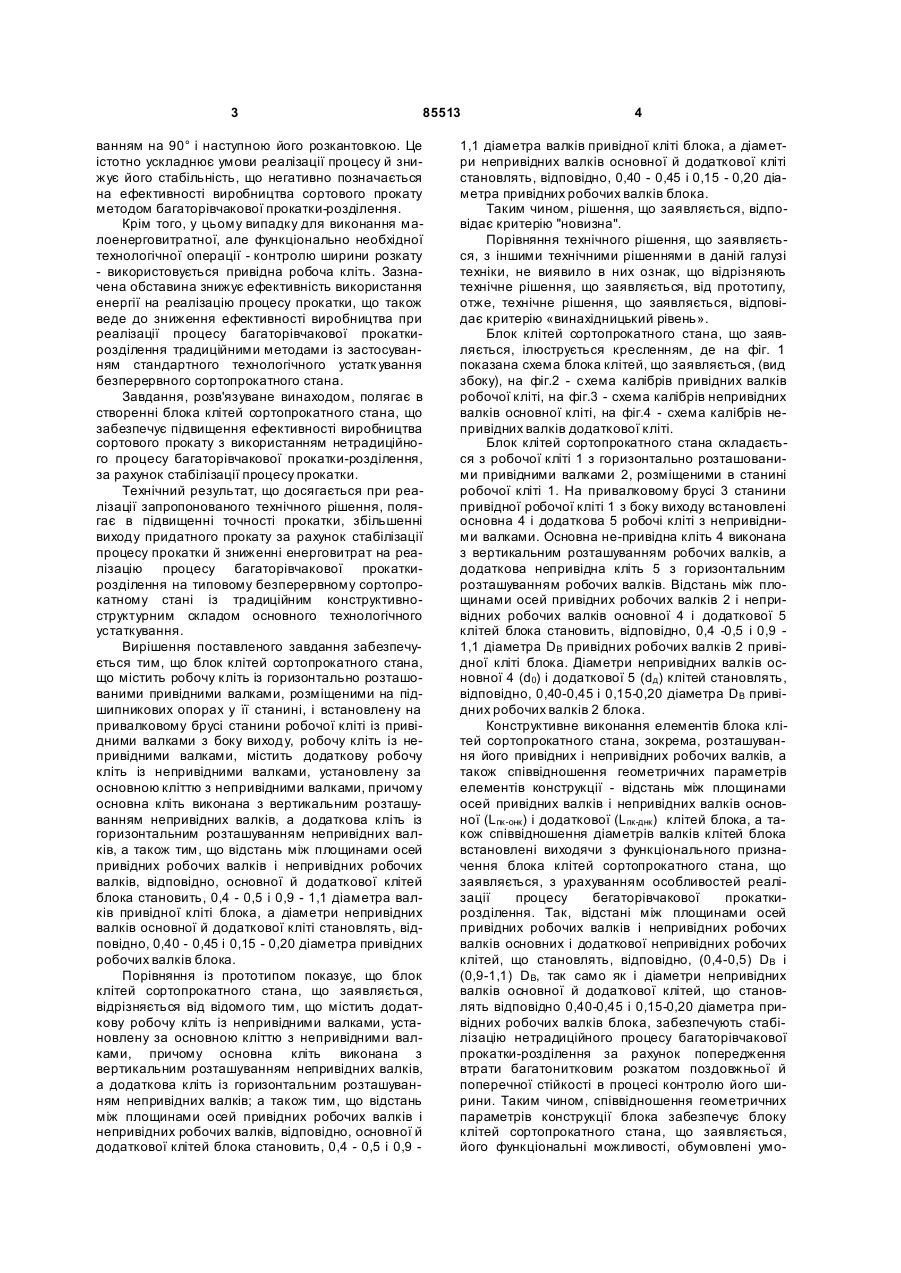
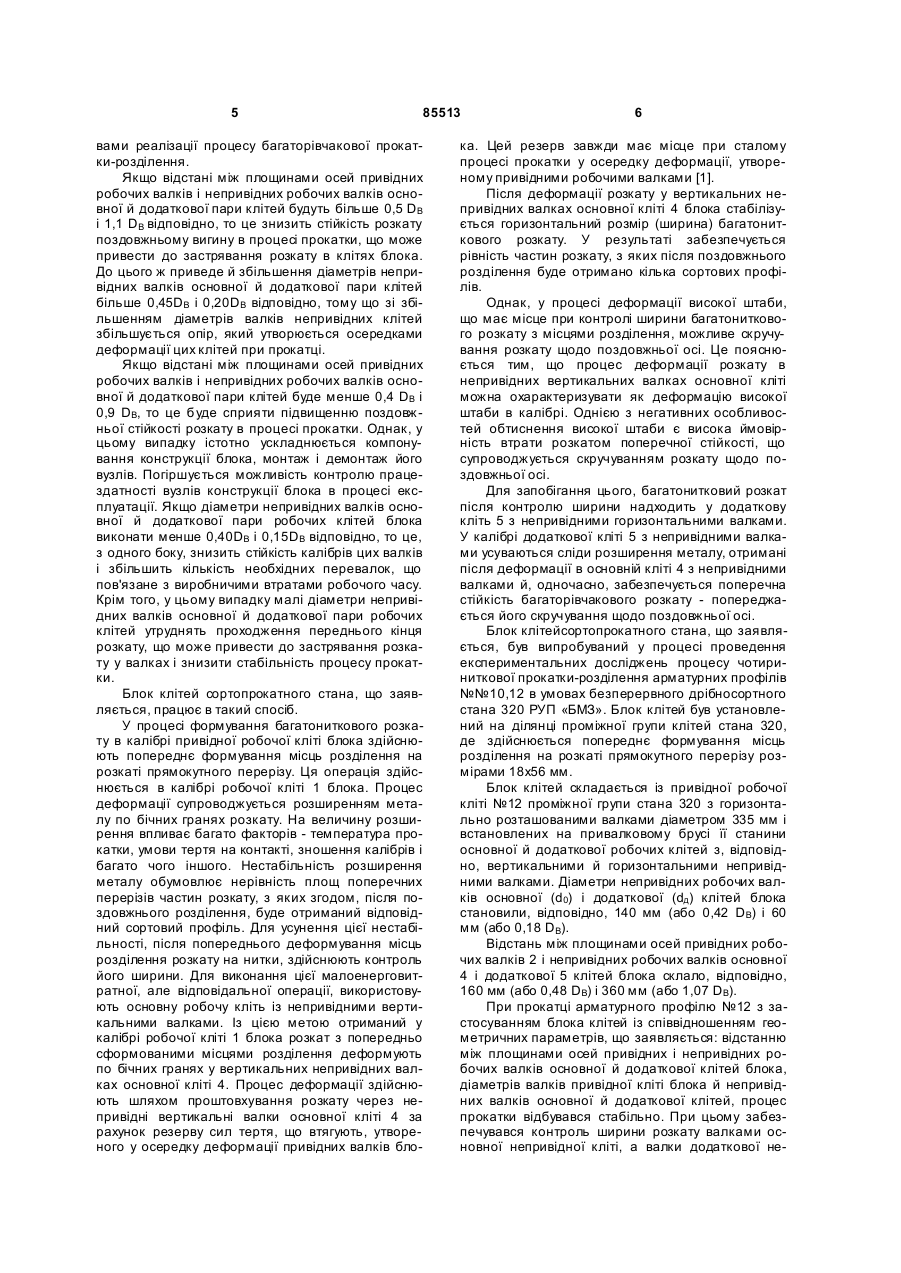
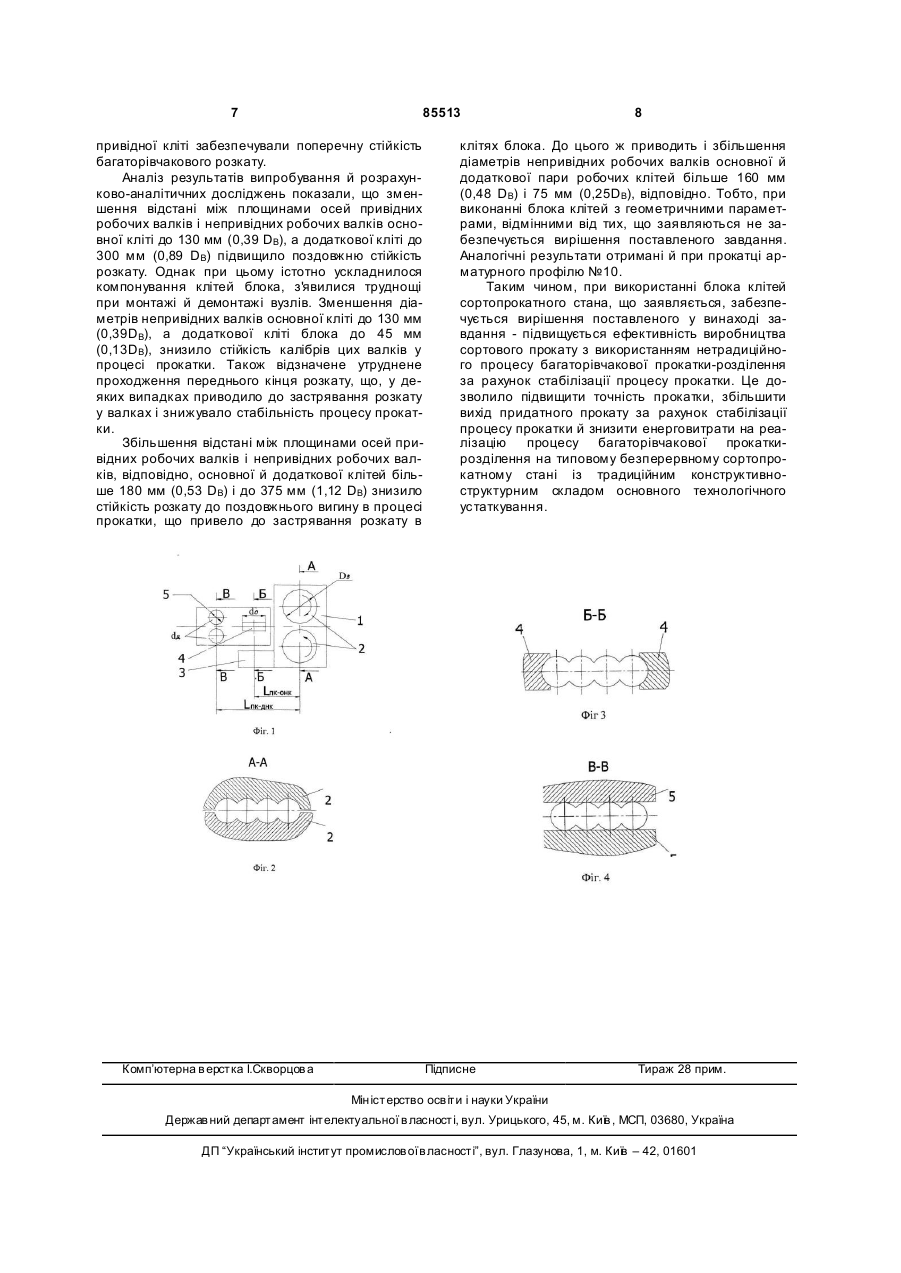
1. Блок клітей сортопрокатного стана, що містить робочу кліть із горизонтально розташованими привідними валками, розміщеними на підшипникових опорах у її станині, і установлену на привалковому брусі станини робочої кліті із привідними валками з боку виходу робочу кліть із непривідними валками, який відрізняється тим, що він містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому основна кліть виконана з вертикальним розташуванням непривідних валків, а додаткова кліть - із горизонтальним розташуванням непривідних валків. 2. Блок клітей за п. 1, який відрізняється тим, що відстань між площинами осей привідних робочих валків і непривідних робочих валків основної й додаткової клітей блока становить відповідно 0,40,5 і 0,9-1,1 діаметра валків привідної кліті блока, а діаметри непривідних валків основної й додаткової кліті становлять відповідно 0,40-0,45 і 0,15-0,20 діаметра привідних робочих валків блока. UA (21) a200614070 (22) 29.12.2006 (24) 26.01.2009 (31) a20061029 (32) 23.10.2006 (33) BY (46) 26.01.2009, Бюл.№ 2, 2009 р. (72) ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, UA, АНДРІЯНАУ МІКАЛАЙ ВІКТАРАВІЧ, МАТАЧКІН ВІКТАР АРКАДЗЄВІЧ, МУРИКАУ МАКСІМ АН АТОЛЬЄВІЧ, АНЕЛЬКІН МІКАЛАЙ ІВАНОВІЧ, ЛЄЩЕНКО ОЛЕКСАНДР ІВАНОВИЧ, UA, БАБКОУ ПЯТРО АЛЯКСАНДРАВІЧ, ЛУЦЕНКО ВЛАДИСЛАВ АНАТОЛІЙОВИЧ, UA (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ.З.І.НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, UA, РЕСПУБЛІКАНСКАЄ УНІТАРНАЄ ПРАДПРИЄМСТВА "БЄЛАРУСКІ МЄТАЛУРГІЧНИ ЗАВОД" (56) UA 10491 U, 15.11.2005 UA 15380 A, 30.06.1997 SU 1736647 A1, 30.05.1992 JP 1075102 A, 20.03.1989 C2 2 (19) 1 3 85513 ванням на 90° і наступною його розкантовкою. Це істотно ускладнює умови реалізації процесу й знижує його стабільність, що негативно позначається на ефективності виробництва сортового прокату методом багаторівчакової прокатки-розділення. Крім того, у цьому випадку для виконання малоенерговитратної, але функціонально необхідної технологічної операції - контролю ширини розкату - використовується привідна робоча кліть. Зазначена обставина знижує ефективність використання енергії на реалізацію процесу прокатки, що також веде до зниження ефективності виробництва при реалізації процесу багаторівчакової прокаткирозділення традиційними методами із застосуванням стандартного технологічного устатк ування безперервного сортопрокатного стана. Завдання, розв'язуване винаходом, полягає в створенні блока клітей сортопрокатного стана, що забезпечує підвищення ефективності виробництва сортового прокату з використанням нетрадиційного процесу багаторівчакової прокатки-розділення, за рахунок стабілізації процесу прокатки. Технічний результат, що досягається при реалізації запропонованого технічного рішення, полягає в підвищенні точності прокатки, збільшенні виходу придатного прокату за рахунок стабілізації процесу прокатки й зниженні енерговитрат на реалізацію процесу багаторівчакової прокаткирозділення на типовому безперервному сортопрокатному стані із традиційним конструктивноструктурним складом основного технологічного устаткування. Вирішення поставленого завдання забезпечується тим, що блок клітей сортопрокатного стана, що містить робочу кліть із горизонтально розташованими привідними валками, розміщеними на підшипникових опорах у її станині, і встановлену на привалковому брусі станини робочої кліті із привідними валками з боку виходу, робочу кліть із непривідними валками, містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому основна кліть виконана з вертикальним розташуванням непривідних валків, а додаткова кліть із горизонтальним розташуванням непривідних валків, а також тим, що відстань між площинами осей привідних робочих валків і непривідних робочих валків, відповідно, основної й додаткової клітей блока становить, 0,4 - 0,5 і 0,9 - 1,1 діаметра валків привідної кліті блока, а діаметри непривідних валків основної й додаткової кліті становлять, відповідно, 0,40 - 0,45 і 0,15 - 0,20 діаметра привідних робочих валків блока. Порівняння із прототипом показує, що блок клітей сортопрокатного стана, що заявляється, відрізняється від відомого тим, що містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому основна кліть виконана з вертикальним розташуванням непривідних валків, а додаткова кліть із горизонтальним розташуванням непривідних валків; а також тим, що відстань між площинами осей привідних робочих валків і непривідних робочих валків, відповідно, основної й додаткової клітей блока становить, 0,4 - 0,5 і 0,9 4 1,1 діаметра валків привідної кліті блока, а діаметри непривідних валків основної й додаткової кліті становлять, відповідно, 0,40 - 0,45 і 0,15 - 0,20 діаметра привідних робочих валків блока. Таким чином, рішення, що заявляється, відповідає критерію "новизна". Порівняння технічного рішення, що заявляється, з іншими технічними рішеннями в даній галузі техніки, не виявило в них ознак, що відрізняють технічне рішення, що заявляється, від прототипу, отже, технічне рішення, що заявляється, відповідає критерію «винахідницький рівень». Блок клітей сортопрокатного стана, що заявляється, ілюструється кресленням, де на фіг. 1 показана схема блока клітей, що заявляється, (вид збоку), на фіг.2 - схема калібрів привідних валків робочої кліті, на фіг.3 - схема калібрів непривідних валків основної кліті, на фіг.4 - схема калібрів непривідних валків додаткової кліті. Блок клітей сортопрокатного стана складається з робочої кліті 1 з горизонтально розташованими привідними валками 2, розміщеними в станині робочої кліті 1. На привалковому брусі 3 станини привідної робочої кліті 1 з боку виходу встановлені основна 4 і додаткова 5 робочі кліті з непривідними валками. Основна не-привідна кліть 4 виконана з вертикальним розташуванням робочих валків, а додаткова непривідна кліть 5 з горизонтальним розташуванням робочих валків. Відстань між площинами осей привідних робочих валків 2 і непривідних робочих валків основної 4 і додаткової 5 клітей блока становить, відповідно, 0,4 -0,5 і 0,9 1,1 діаметра DB привідних робочих валків 2 привідної кліті блока. Діаметри непривідних валків основної 4 (d0) і додаткової 5 (dд) клітей становлять, відповідно, 0,40-0,45 і 0,15-0,20 діаметра DB привідних робочих валків 2 блока. Конструктивне виконання елементів блока клітей сортопрокатного стана, зокрема, розташування його привідних і непривідних робочих валків, а також співвідношення геометричних параметрів елементів конструкції - відстань між площинами осей привідних валків і непривідних валків основної (Lпк-онк ) і додаткової (Lпк-днк ) клітей блока, а також співвідношення діаметрів валків клітей блока встановлені виходячи з функціонального призначення блока клітей сортопрокатного стана, що заявляється, з урахуванням особливостей реалізації процесу бегаторівчакової прокаткирозділення. Так, відстані між площинами осей привідних робочих валків і непривідних робочих валків основних і додаткової непривідних робочих клітей, що становлять, відповідно, (0,4-0,5) DB і (0,9-1,1) DB, так само як і діаметри непривідних валків основної й додаткової клітей, що становлять відповідно 0,40-0,45 і 0,15-0,20 діаметра привідних робочих валків блока, забезпечують стабілізацію нетрадиційного процесу багаторівчакової прокатки-розділення за рахунок попередження втрати багатонитковим розкатом поздовжньої й поперечної стійкості в процесі контролю його ширини. Таким чином, співвідношення геометричних параметрів конструкції блока забезпечує блоку клітей сортопрокатного стана, що заявляється, його функціональні можливості, обумовлені умо 5 85513 вами реалізації процесу багаторівчакової прокатки-розділення. Якщо відстані між площинами осей привідних робочих валків і непривідних робочих валків основної й додаткової пари клітей будуть більше 0,5 DB і 1,1 DB відповідно, то це знизить стійкість розкату поздовжньому вигину в процесі прокатки, що може привести до застрявання розкату в клітях блока. До цього ж приведе й збільшення діаметрів непривідних валків основної й додаткової пари клітей більше 0,45DB і 0,20DB відповідно, тому що зі збільшенням діаметрів валків непривідних клітей збільшується опір, який утворюється осередками деформації цих клітей при прокатці. Якщо відстані між площинами осей привідних робочих валків і непривідних робочих валків основної й додаткової пари клітей буде менше 0,4 DB і 0,9 DB, то це буде сприяти підвищенню поздовжньої стійкості розкату в процесі прокатки. Однак, у цьому випадку істотно ускладнюється компонування конструкції блока, монтаж і демонтаж його вузлів. Погіршується можливість контролю працездатності вузлів конструкції блока в процесі експлуатації. Якщо діаметри непривідних валків основної й додаткової пари робочих клітей блока виконати менше 0,40DB і 0,15DB відповідно, то це, з одного боку, знизить стійкість калібрів цих валків і збільшить кількість необхідних перевалок, що пов'язане з виробничими втратами робочого часу. Крім того, у цьому випадку малі діаметри непривідних валків основної й додаткової пари робочих клітей утруднять проходження переднього кінця розкату, що може привести до застрявання розкату у валках і знизити стабільність процесу прокатки. Блок клітей сортопрокатного стана, що заявляється, працює в такий спосіб. У процесі формування багатониткового розкату в калібрі привідної робочої кліті блока здійснюють попереднє формування місць розділення на розкаті прямокутного перерізу. Ця операція здійснюється в калібрі робочої кліті 1 блока. Процес деформації супроводжується розширенням металу по бічних гранях розкату. На величину розширення впливає багато факторів - температура прокатки, умови тертя на контакті, зношення калібрів і багато чого іншого. Нестабільність розширення металу обумовлює нерівність площ поперечних перерізів частин розкату, з яких згодом, після поздовжнього розділення, буде отриманий відповідний сортовий профіль. Для усунення цієї нестабільності, після попереднього деформування місць розділення розкату на нитки, здійснюють контроль його ширини. Для виконання цієї малоенерговитратної, але відповідальної операції, використовують основну робочу кліть із непривідними вертикальними валками. Із цією метою отриманий у калібрі робочої кліті 1 блока розкат з попередньо сформованими місцями розділення деформують по бічних гранях у вертикальних непривідних валках основної кліті 4. Процес деформації здійснюють шляхом проштовхування розкату через непривідні вертикальні валки основної кліті 4 за рахунок резерву сил тертя, що втягують, утвореного у осередку деформації привідних валків бло 6 ка. Цей резерв завжди має місце при сталому процесі прокатки у осередку деформації, утвореному привідними робочими валками [1]. Після деформації розкату у вертикальних непривідних валках основної кліті 4 блока стабілізується горизонтальний розмір (ширина) багатониткового розкату. У результаті забезпечується рівність частин розкату, з яких після поздовжнього розділення буде отримано кілька сортових профілів. Однак, у процесі деформації високої штаби, що має місце при контролі ширини багатониткового розкату з місцями розділення, можливе скручування розкату щодо поздовжньої осі. Це пояснюється тим, що процес деформації розкату в непривідних вертикальних валках основної кліті можна охарактеризувати як деформацію високої штаби в калібрі. Однією з негативних особливостей обтиснення високої штаби є висока ймовірність втрати розкатом поперечної стійкості, що супроводжується скручуванням розкату щодо поздовжньої осі. Для запобігання цього, багатонитковий розкат після контролю ширини надходить у додаткову кліть 5 з непривідними горизонтальними валками. У калібрі додаткової кліті 5 з непривідними валками усуваються сліди розширення металу, отримані після деформації в основній кліті 4 з непривідними валками й, одночасно, забезпечується поперечна стійкість багаторівчакового розкату - попереджається його скручування щодо поздовжньої осі. Блок клітейсортопрокатного стана, що заявляється, був випробуваний у процесі проведення експериментальних досліджень процесу чотириниткової прокатки-розділення арматурних профілів №№10,12 в умовах безперервного дрібносортного стана 320 РУП «БМЗ». Блок клітей був установлений на ділянці проміжної групи клітей стана 320, де здійснюється попереднє формування місць розділення на розкаті прямокутного перерізу розмірами 18x56 мм. Блок клітей складається із привідної робочої кліті №12 проміжної групи стана 320 з горизонтально розташованими валками діаметром 335 мм і встановлених на привалковому брусі її станини основної й додаткової робочих клітей з, відповідно, вертикальними й горизонтальними непривідними валками. Діаметри непривідних робочих валків основної (d0) і додаткової (dд) клітей блока становили, відповідно, 140 мм (або 0,42 D B) і 60 мм (або 0,18 D B). Відстань між площинами осей привідних робочих валків 2 і непривідних робочих валків основної 4 і додаткової 5 клітей блока склало, відповідно, 160 мм (або 0,48 DB) і 360 мм (або 1,07 D B). При прокатці арматурного профілю №12 з застосуванням блока клітей із співвідношенням геометричних параметрів, що заявляється: відстанню між площинами осей привідних і непривідних робочих валків основної й додаткової клітей блока, діаметрів валків привідної кліті блока й непривідних валків основної й додаткової клітей, процес прокатки відбувався стабільно. При цьому забезпечувався контроль ширини розкату валками основної непривідної кліті, а валки додаткової не 7 85513 привідної кліті забезпечували поперечну стійкість багаторівчакового розкату. Аналіз результатів випробування й розрахунково-аналітичних досліджень показали, що зменшення відстані між площинами осей привідних робочих валків і непривідних робочих валків основної кліті до 130 мм (0,39 DB), а додаткової кліті до 300 мм (0,89 DB) підвищило поздовжню стійкість розкату. Однак при цьому істотно ускладнилося компонування клітей блока, з'явилися труднощі при монтажі й демонтажі вузлів. Зменшення діаметрів непривідних валків основної кліті до 130 мм (0,39DB), а додаткової кліті блока до 45 мм (0,13DB), знизило стійкість калібрів цих валків у процесі прокатки. Також відзначене утруднене проходження переднього кінця розкату, що, у деяких випадках приводило до застрявання розкату у валках і знижувало стабільність процесу прокатки. Збільшення відстані між площинами осей привідних робочих валків і непривідних робочих валків, відповідно, основної й додаткової клітей більше 180 мм (0,53 DB) і до 375 мм (1,12 DB) знизило стійкість розкату до поздовжнього вигину в процесі прокатки, що привело до застрявання розкату в Комп’ютерна в ерстка І.Скворцов а 8 клітях блока. До цього ж приводить і збільшення діаметрів непривідних робочих валків основної й додаткової пари робочих клітей більше 160 мм (0,48 DB) і 75 мм (0,25DB), відповідно. Тобто, при виконанні блока клітей з геометричними параметрами, відмінними від тих, що заявляються не забезпечується вирішення поставленого завдання. Аналогічні результати отримані й при прокатці арматурного профілю №10. Таким чином, при використанні блока клітей сортопрокатного стана, що заявляється, забезпечується вирішення поставленого у винаході завдання - підвищується ефективність виробництва сортового прокату з використанням нетрадиційного процесу багаторівчакової прокатки-розділення за рахунок стабілізації процесу прокатки. Це дозволило підвищити точність прокатки, збільшити вихід придатного прокату за рахунок стабілізації процесу прокатки й знизити енерговитрати на реалізацію процесу багаторівчакової прокаткирозділення на типовому безперервному сортопрокатному стані із традиційним конструктивноструктурним складом основного технологічного устаткування. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit of stands of section-rolling mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Andriianau Mikalai Viktaravich, Matachkin Viktar Arkadzevich, Murykau Maksim Anatolievich, Anelkin Mikalai Ivanovich, Lieschenko Oleksandr Ivanovych, Babkou Piatro Aliaksandravich, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюБлок клетей сортопрокатного стана
Автори російськоюЖучков Сергей Михайлович, Андрыянау Микалай Виктаравич, Матачкин Виктор Аркадьевич, Мурикау Максим Анатольевич, Анелькин Николая Иванович, Лещенко Александр Иванович, Бабкоу Пятро Аляксандравич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 13/00
Мітки: стана, блок, клітей, сортопрокатного
Код посилання
<a href="https://ua.patents.su/4-85513-blok-klitejj-sortoprokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Блок клітей сортопрокатного стана</a>
Блок кліті сортопрокатного стану
Номер патенту: 10491
Опубліковано: 15.11.2005
Автори: Макаренко Олександр Анатолійович, Хрустенко Юрій Михайлович, Рокоманов Володимір Петрович, Курочкін Олександр Федорович, Токмаков Павло Вадимович, Бабенко Михайло Антонович, Жучков Сергій Михайлович
МПК: B21B 13/00
Мітки: сортопрокатного, кліті, стану, блок
Формула / Реферат:
Блок клітей сортопрокатного стану, що містить двовалкову привідну горизонтальну кліть і непривідну горизонтальну кліть, установлену на поперечному привалковому брусі привідної кліті, змонтованого у вихідного вікна її станини, який відрізняється тим, що непривідна кліть, установлена на поперечному привалковому брусі привідної кліті на відстані між площинами осей валків привідної і непривідної кліті блока, що дорівнює (1,40...1,75)(DПК +...
Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Лясов Володимир Григорович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович, Жучков Сергій Михайлович, Рокоманов Володимір Петрович, Істомін Сергій Юрійович
МПК: B21B 13/00
Мітки: сортопрокатного, стана, кліть, робоча
Формула / Реферат:
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний...
Високошвидкісний блок клітей прокатного стана
Номер патенту: 26257
Опубліковано: 19.07.1999
Автор: Полоні Альфредо
МПК: B21B 1/16
Мітки: прокатного, клітей, блок, стана, високошвидкісний
Формула / Реферат:
1. Высокоскоростной блок клетей прокатного стана, включающий ряд последовательно установленных пар валков с чередующимися овальными и круглыми калибрами, с изменяющимися от клети к клети на 90° направлением их осей, с приводом от общего вала, и расположенные между клетями камеры охлаждения и участки стабилизации температуры раската, отличающийся тем, что камера охлаждения и участки стабилизации температуры размещены перед клетями с овальными...
Ділянка робочих клітей безперервного прокатного стану
Номер патенту: 13907
Опубліковано: 17.04.2006
Автори: Жучков Сергій Михайлович, Кулаков Леонід Васильович, Токмаков Павло Вадимович, Алексеєнко Андрій Георгійович, Кекух Анатолій Володимирович, Бабенко Михайло Антонович, Алексієнко Георгій Якович, Вакуленко Сергій Миколайович, Шеремет Володимир Олександрович, Щур Віталій Андрійович, Сокуренко Анатолій Валентинович
МПК: B21B 13/00
Мітки: ділянка, стану, клітей, безперервного, прокатного, робочих
Формула / Реферат:
Ділянка робочих клітей безперервного прокатного стану, що містить дві двовалкові привідні робочі кліті і непривідну робочу кліть, встановлену в міжклітьовому проміжку, утвореному його привідними клітями, яка відрізняється тим, що непривідна робоча кліть установлена на відстані від попередньої привідної робочої кліті міжклітьового проміжку, рівній 0,60 - 0,70 довжини цього міжклітьового проміжку, а відношення діаметрів валків привідних робочих...
Технологічна ділянка сортопрокатного стана
Номер патенту: 83103
Опубліковано: 10.06.2008
Автори: Анелькін Мікалай Іванавіч, Андриянау Мікалай Віктаравіч, Колосов Борис Миколайович, Кірилєнка Алег Міхайлавіч, Матачкін Віктар Аркадзєвіч, Горбаньов Аркадій Олексійович, Жучков Сергій Михайлович, Токмаков Павло Вадимович, Бабкоу Пятро Аляксандравіч, Лєщенко Олександр Іванович, Луценко Владислав Анатолійович
МПК: C21D 9/52, C21D 1/02, C21D 1/62, B21B 45/02
Мітки: стана, ділянка, сортопрокатного, технологічна
Формула / Реферат:
1. Технологічна ділянка сортопрокатного стана, що включає чистову прокатну кліть, у робочі валки якої врізані чистові калібри, ряд послідовно розташованих за ходом технологічного процесу пристроїв для поверхневої обробки прокату, переважно для його прискореного охолодження, кожний з яких має ввідну циліндричну проводку, обладнану засобами для підведення охолоджувача, з конічною вхідною і вихідною частинами, вихідна частина якої розміщена в...
Попередній патент: Ліганди рецептора crth2 для застосування в медицині
Наступний патент: Корпус судна на повітряній подушці
Випадковий патент: Координаційна сполука германію з нікотиновою кислотою, що виявляє протигіпоксичну активність