Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана
Номер патенту: 87541
Опубліковано: 27.07.2009
Автори: Матачкін Віктар Аркадзєвіч, Бобкоу Пятро Аляксандравіч, Кірилєнка Алег Міхайлавіч, Жучков Сергій Михайлович, Анелькін Мікалай Івановіч, Андриянау Мікалай Віктаравіч, Луценко Владислав Анатолійович, Мурикау Максім Анатольєвіч



Формула / Реферат
Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана, що містить поперемінні по ходу технологічного процесу чотири овальних калібри, які розміщені у непарних клітях чорнової групи стана, та чотири круглих калібри, якірозміщені у парних клітях чорнової групи стана, із заданими геометричними параметрами - глибиною врізу рівчака й шириною калібру, яка відрізняється тим, що відношення ширини калібру до глибини врізу рівчака в овальних калібрах становить 4,60-6,90, а відношення ширини калібру до глибини врізу рівчака в круглих калібрах становить 2,30-2,50, при цьому ширини овальних калібрів системи по ходу технологічного процесу співвідносяться як:
Ві ов/В1 ов = 1:0,81:0,67:0,51,
а ширини круглих калібрів системи співвідносяться як:
Ві кр/В1 кр = 1:0,86:0,56:0,37,
де Ві ов - ширина і-го овального калібру системи, починаючи з першого по ходу технологічного процесу;
В1 ов - ширина першого із чотирьох овальних калібрів системи по ходу технологічного процесу;
Ві кр - ширина і-го круглого калібру системи, починаючи з першого по ходу технологічного процесу;
В1 кр - ширина першого із чотирьох круглих калібрів системи по ходу технологічного процесу.
Текст
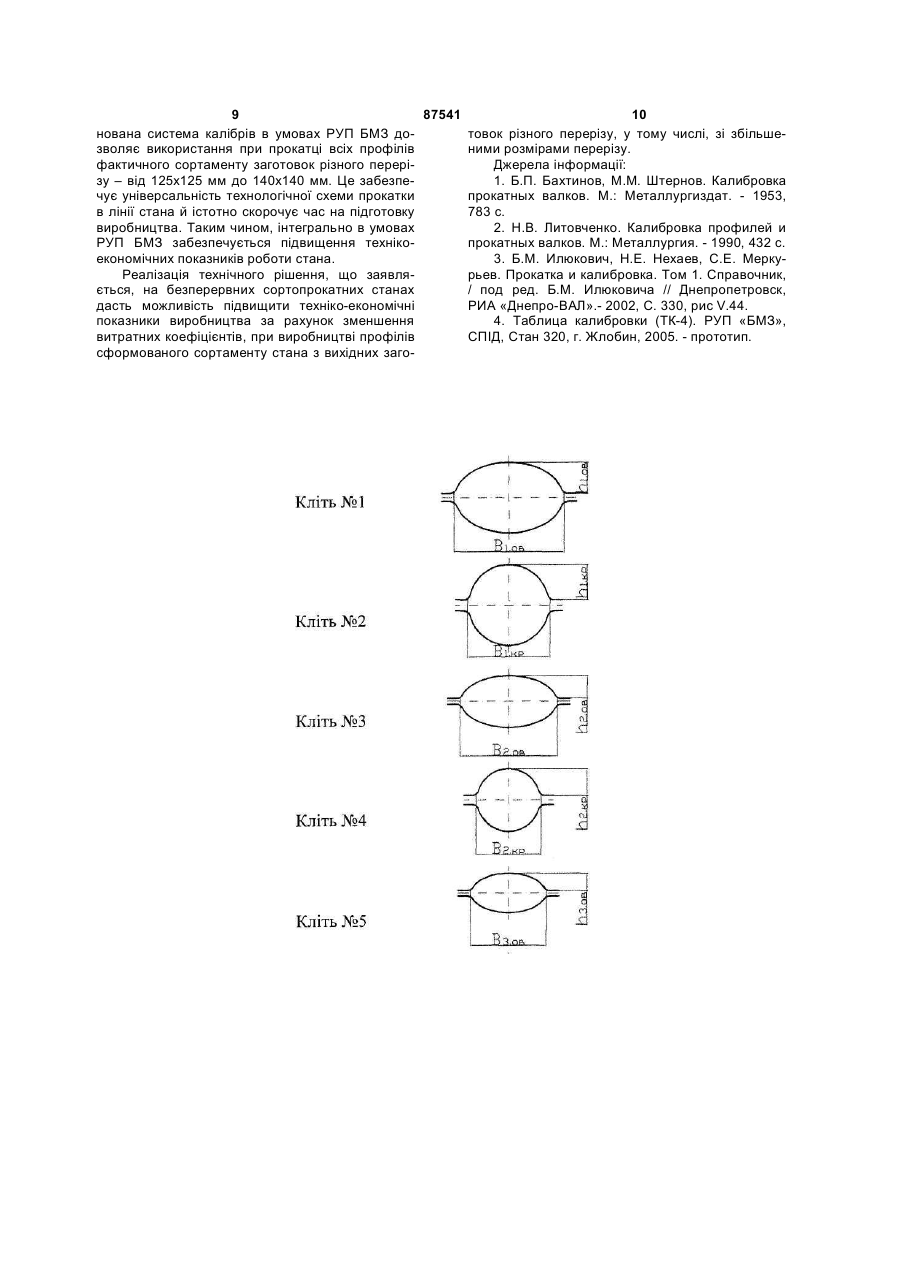
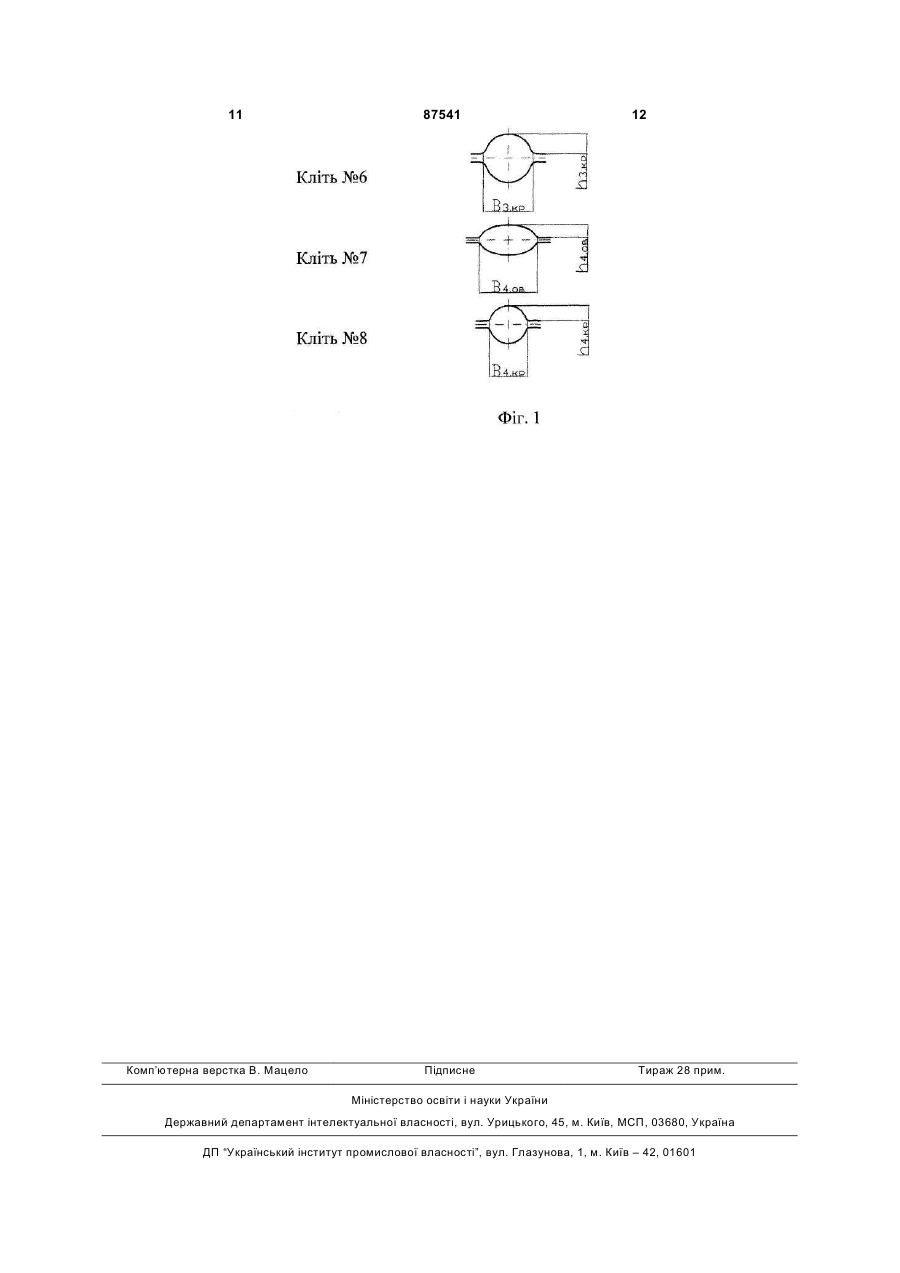
Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана, що містить поперемінні по ходу технологічного процесу чоти C2 2 (19) 1 3 87541 4 Недоліком прототипу є зниження якості й точПорівняння із прототипом, показує, що систеності геометричних параметрів проміжного розкама калібрів валків чорнової групи клітей безперерту, сформованого в чорновій групі клітей, при вивного сортопрокатного стана, що заявляється, користанні вихідних заготовок зі збільшеними відрізняється тим, що відношення ширини до глирозмірами перерізу, для одержання всіх профілів бини врізу рівчака овальних калібрів становить фактичного сортаменту безперервного дрібносор4,90 - 6,50, а відношення ширини до глибини врізу тного стана. Крім того, у ряді випадків, при викорирівчака круглих калібрів становить 2,30 - 2,50, при станні системи калібрів валків чорнової групи кліцьому ширини овальних калібрів системи по ходу тей безперервного сортопрокатного стана з технологічного процесу співвідносяться як: відомими геометричними параметрами калібрів і Ві ов./В1 ов= 1:0,81:0,67:0,51, співвідношеннями цих параметрів, неможливо а ширини круглих калібрів системи співвідносформувати в чорновій групі клітей проміжний розсяться як: кат для одержання всіх профілів фактичного сорВі кр./В1 кр= 1:0,86:0,56:0,37, таменту безперервного дрібносортного стана з де Bі ов - ширина кожного із чотирьох овальних вихідних заготовок зі збільшеними розмірами пекалібрів системи, починаючи з першого, по ходу рерізу. технологічного процесу; Завдання, розв'язуване винаходом, полягає в В1 ов - ширина першого із чотирьох овальних регламентації геометричних параметрів калібрів калібрів системи по ходу технологічного процесу; системи й співвідношень цих параметрів, які гараВі кр. - ширина кожного із чотирьох круглих кантували б формування в чорновій групі клітей лібрів системи, починаючи з першого, по ходу техпроміжного розкату із заданими параметрами яконологічного процесу; сті й точності геометричних параметрів для одерВ1 кр - ширина першого із чотирьох круглих кажання всіх профілів фактичного сортаменту безлібрів системи по ходу технологічного процесу перервного дрібносортного стана з вихідних Отже, система калібрів валків чорнової групи заготовок зі збільшеними розмірами перерізу. клітей безперервного сортопрокатного стана, що Технічний результат, що досягається при визаявляється, відповідає критерію "новизна". користанні винаходу, полягає в забезпеченні можПорівняння з іншими технічними рішеннями в ливості використання вихідних заготовок зі збільданій галузі техніки не виявило у відомих технічних шеними розмірами перерізу для одержання рішеннях ознак, що відрізняють технічне рішення, проміжного розкату із заданими параметрами якощо заявляється, від прототипу. Тому відомі технічсті й точності геометричних параметрів, викорисні рішення не забезпечують вирішення поставлетовуваного при виробництві всіх профілів фактичного технічного завдання. З огляду на це, рішення, ного сортаменту безперервного дрібносортного що заявляється, відповідає критерію "винахіднистана. цький рівень". Вирішення поставленого завдання забезпечуВинахід пояснюється кресленням, де на Фіг.1 ється тим, що в системі калібрів валків чорнової представлена схема системи, калібрів валків чоргрупи клітей безперервного сортопрокатного станової групи клітей безперервного сортопрокатного на, що включає поперемінні по ходу технологічностана, що заявляється, стосовно безперервного го процесу чотири овальних калібри, які, розміщені дрібносортного стана 320 Республіканського уніу непарних клітях чорнової групи стана, і чотири тарного підприємства «Білоруський металургійний круглих калібри, які розміщені у парних клітях чорзавод» (РУП БМЗ). нової групи стана, із заданими геометричними паСистема калібрів валків чорнової групи клітей раметрами - глибиною врізу рівчака й шириною безперервного сортопрокатного стана, що заявлякалібру, відношення ширини до глибини врізу рівється, складається з чотирьох овальних і чотирьох чака овальних калібрів становить 4,60 - 6,90, а круглих калібрів, поперемінних по ходу технологічвідношення ширини до глибини врізу рівчака кругного процесу. Овальні калібри розміщені в непарлих калібрів становить 2,30 - 2,50, при цьому шиних клітях чорнової групи стана, а круглі калібри - у рини овальних калібрів системи по ходу технологіпарних клітях. чного процесу співвідносяться як: Основною істотною ознакою системи калібрів Ві ов./В1 ов= 1:0,81:0,67:0,51, валків, що заявляється, є точна регламентація а ширини круглих калібрів системи співвідногеометричних параметрів калібрів і співвідношень сяться як: цих параметрів, тому що ці положення визначають Ві кр. /В1 кр= 1:0,86:0,56:0,37, формозміну металу у осередках деформації рободе Bі ов - ширина кожного із чотирьох овальних чих клітей при прокатці, що забезпечує необхідну калібрів системи, починаючи з першого, по ходу якість проміжного розкату й точність його геометтехнологічного процесу (першого, третього, п'ятого ричних параметрів. Зокрема, у дійсному технічной сьомого); му рішенні регламентуються співвідношення глиВ1 ов - ширина першого із чотирьох овальних бини врізу рівчака й ширини калібрів, а також калібрів системи по ходу технологічного процесу; співвідношення ширини овальних і круглих калібВі кр. - ширина кожного із чотирьох круглих карів системи. лібрів системи, починаючи з першого, по ходу техТак, відношення ширини до глибини врізу рівнологічного процесу (другого, четвертого, шостого чака овальних калібрів становить Вов./h0B = 4,60 й восьмого); 6,90, а відношення ширини до глибини врізу рівчаВ1 кр - ширина першого із чотирьох круглих кака круглих калібрів становить Bкp./hкp = 2,30-2,50. лібрів системи по ходу технологічного процесу При цьому ширини овальних калібрів системи, починаючи з першого, по ходу технологічного про 5 87541 6 цесу, тобто калібрів, розташованих у непарних круглих калібрів до глибини врізу їхніх рівчаків, клітях чорнової групи стана (першій, третій, п'ятій і менше, зазначеного діапазону їхньої зміни, Вкр/ hкp Ширини круглих калібрів системи, починаючи з 2,50, то це приведе до їхнього незаповнення по першого, по ходу технологічного процесу, тобто висоті й переповнення по ширині. калібрів, розташованих у парних клітях чорнової Незаповнення або переповнення калібрів у групи стана (другій, четвертій, шостій і восьмій) процесі прокатки приводить до утворення дефекспіввідносяться як: тів прокатного виробництва, що знижує якість проВі кр. /В1 кр=1:0,86:0,56:0,37, кату: неточності геометрії профілю, поверхневих де Ві ов - ширина кожного із чотирьох овальних дефектів - закатів, зморшок, утиснень та ін. калібрів системи, починаючи з першого, по ходу Цими ж причинами обумовлена необхідність технологічного процесу; регламентації співвідношень ширини овальних і В1 ов - ширина першого із чотирьох овальних круглих калібрів системи. Якщо ширини овальних калібрів системи по ходу технологічного процесу; калібрів системи, починаючи з першого, по ходу Ві кр. - ширина кожного із чотирьох круглих катехнологічного процесу, тобто калібрів, розташолібрів системи, починаючи з першого, по ходу техваних у непарних клітях чорнової групи стана (пенологічного процесу; ршій, третій, п'ятій і сьомій), не будуть виконані В1 кр - ширина першого із чотирьох круглих кавідповідно до співвідношень, що заявляються: лібрів системи по ходу технологічного процесу; Ві ов/В1 ов =1:0,81:0,67:0,51, Hов- глибина врізу рівчака овальних калібрів а ширини круглих калібрів системи, починаючи системи; з першого, по ходу технологічного процесу, тобто Hкp- глибина врізу рівчака круглих калібрів сискалібрів, розташованих у парних клітях чорнової теми; групи стана (другій, четвертій, шостій і восьмій) не Прокатка при використанні заявляє системи будуть виконані відповідно до співвідношень, що калібрів валків, що заявляється, здійснюється в заявляються: такий спосіб. Ві кр./В1 кр= 1:0,86:0,56:0,37, Вихідну безперервнолиту заготовку квадратто можливе незаповнення або переповнення ного перерізу, нагріту до температури прокатки, калібрів у процесі прокатки. Це приведе до утвопослідовно прокочують у системі калібрів валків рення дефектів прокатного виробництва, які зничорнової, проміжної й чистової груп клітей безпежують якість прокату. рервного дрібносортного стана. Співвідношення геометричних параметрів, сиПрокатку здійснюють із одним проходом у костеми калібрів валків, що заявляються, (фіг.1) жному калібрі. У процесі прокатки в чорновій групі отримані на підставі результатів розрахунковостана в його міжклітьових проміжках здійснюють аналітичних і експериментальних досліджень, мекантування розкату між проходами. Сформований тою яких було визначення оптимальних умов дев овальному калібрі першої кліті стана розкат оваформації металу при прокатці в чорновій групі клільного перерізу, зкантований на 90°, задають у тей безперервного сортопрокатного стана. наступний калібр другої кліті, у валки якої врізаний Результати цих досліджень були оброблені за докруглий калібр. Отриманий у другому калібрі розпомогою методів математичної статистики. Критекат круглого перерізу без кантування деформують ріями оптимізації умов деформації металу при надалі в овальному калібрі третьої кліті. Отримапрокатці в системі калібрів валків, що заявляється, ний в овальному калібрі третьої кліті стана розкат були відсутність незаповнення або переповнення овального перерізу, також кантують на 90° і дефокалібрів у процесі прокатки. Тобто попередженню рмують у круглому калібрі наступної четвертої утворення в процесі формування в чорновій групі кліті. Далі, при прокатці в наступних п'ятій - воськлітей проміжного розкату дефектів прокатного мій клітях чорнової групи стана зазначені операції виробництва, що знижують згодом якість готового повторюються. прокату: неточності геометрії профілю, поверхнеПроцес деформації металу в калібрах супрових дефектів - закатів, зморшок, утиснень та ін. воджується відповідною формозміною, що визнапри виробництві профілів сортаменту безперервчається формою калібру, його геометричними паного дрібносортного стана з вихідних заготовок зі раметрами й співвідношеннями цих параметрів. збільшеними розмірами перерізу. Виконання відносин ширини овальних і круглих Таким чином, регламентація геометричних пакалібрів до глибини врізу їхніх ривчаків, рівних, раметрів калібрів системи й співвідношень цих відповідно Вов./hов = 4,60-6,90 і Βкр./hкр=2,30-2,50, параметрів, які гарантували б формування в чорзабезпечує правильне заповнення калібрів, не новій групі клітей проміжного розкату із заданими допускаючи їх переповнення або незаповнення, параметрами якості й точності геометричних пащо визначає згодом якість поверхні й точність прораметрів для одержання всіх профілів фактичного кату. Так, якщо відносини ширини овальних калібсортаменту безперервного дрібносортного стана з рів до глибини врізу їхніх рівчаків, будуть меншивихідних заготовок зі збільшеними розмірами пеми, зазначеного діапазону їхньої зміни, Вов./hов - 6,90, то це приведе до їхнього перезбільшеними розмірами перерізу при виробництві повнення по ширині. Виконання відносин ширини 7 87541 8 всіх профілів фактичного сортаменту безперервтричних параметрів. При проведенні досліджень ного дрібносортного стана. оцінювали якість поверхні й точність проміжного Розрахунково-аналітичні й експериментальні розкату й готового прокату. Результати розрахундослідження з визначення геометричних параметково-аналітичних досліджень були перевірені ексрів калібрів системи, виконані в умовах безперерпериментально. Результати експериментів були вного дрібносортного стана 320 Республіканського оброблені за допомогою методів математичної унітарного підприємства «Білоруський металургійстатистики, на підставі яких були отримані геометний завод» (РУП БМЗ) при прокатці арматурних ричні параметри калібрів системи, що заявляютьпрофілів методом багаторівчакової прокаткися, і їхніх співвідношень. поділу з поздовжнім поділом розкату в потоці стаЗ використанням отриманих даних була розна на чотири нитки (БППх4) із заготовок перерізом роблена й випробувана на безперервному дрібно140x140 мм. У процесі виконання досліджень васортному стані 320 нова система калібрів валків ріювали режими обтиснень металу при прокатці, чорнової групи клітей. У таблиці 1 наведені основна підставі яких були встановлені співвідношення ні параметри калібрів валків чорнової групи клітей геометричних параметрів системи калібрів валків, системи і співвідношення параметрів цих калібрів, що заявляються, які гарантують формування в що заявляються, які використовувалися при вичорновій групі клітей стана 320 проміжного розкату пробуванні системи на безперервному дрібносоріз заданими параметрами якості й точності геометному стані 320. Таблиця Геометричні параметри системи калібрів валків чорнової групи клітей і співвідношення параметрів калібрів, які установлені на підставі експериментального випробування № кліті 1 2 3 4 5 6 7 8 Форма калібру овал круг овал круг овал круг овал круг Параметри калібрів, мм ширина, В глибина врізу, h 178,0 36,0 125,0 53,5 145,0 31,0 93,0 37,5 119,6 20,1 67,0 27,0 90,9 13,25 49,7 20,0 Ця система випробувалася при виробництві арматурних профілів №№10-14 із заготовок перерізом 140x140 мм. Причому арматурні профілі №№10-12 одержували методом багаторівчакової прокатки-поділу з поздовжнім поділом розкату в потоці стана на чотири нитки (БППх4), а арматурний профіль №№14 - з поздовжнім поділом розкату на три нитки (БППх3). Аналіз результатів випробування нової системи калібрів валків чорнової групи клітей показав можливість її використання при виробництві інших профілів сортаменту стана, одержуваних як традиційними способом однониткової прокатки, так і за допомогою технологій, заснованих на використанні нетрадиційного процесу багаторівчакової прокатки-поділу з поздовжнім поділом розкату в потоці стана на дві (БППх2), три (БППх3) і чотири (БППх4) нитки. Результати випробування показали, що застосування системи калібрів валків чорнової групи клітей безперервного сортопрокатного стана, що заявляється, розробленої у відповідності із співвідношеннями, геометричних параметрів, що заявляються, забезпечує вирішення поставленого технічного завдання формування в чорновій групі клітей проміжного розкату із заданими параметрами якості й точності геометричних параметрів для одержання всіх профілів фактичного сортаменту безперервного дрібносортного стана Співвідношення параметрів калібрів B/h Вi ов/B1 ов Ві кр/В1 кр. 4,94 1 2,34 1 4,68 0,81 2,46 0,86 5,95 0,67 2,48 0,56 6,86 0,51 2,49 0,37 з вихідних заготовок зі збільшеними розмірами перерізу. Крім того, використання цього технічного рішення забезпечує зниження видаткових коефіцієнтів, і поліпшення техніко-економічних показників роботи стана, зокрема: - зменшення питомих величин: вигару металу при нагріванні в печі, кількості окалини, обрізі в готовому прокаті за рахунок збільшення розмірів заготовки; - збільшення продуктивності стана за рахунок збільшення машинного часу й скорочення часу пауз; - зменшення питомої витрати валків; - поліпшення пророблення безперервнолитого металу за рахунок збільшення сумарного коефіцієнта витяжки, що сприяє зниженню осьовій пухкості й поліпшенню структури металу. У результаті використання технічного рішення, що заявляється, в умовах стана 320 РУП БМЗ забезпечується, збільшення виходу придатного прокату, за рахунок збільшення маси вихідної заготовки, збільшення продуктивності стана за рахунок скорочення загального часу пауз, що мають місце при прокатці суміжних заготовок, зниження питомої витрати валків і підвищення стабільності процесу прокатки за рахунок скорочення частоти захоплення розкату валками клітей стана, підвищення коефіцієнта корисної дії методичної нагрівальної печі та ін. Крім того, запропо 9 87541 10 нована система калібрів в умовах РУП БМЗ дотовок різного перерізу, у тому числі, зі збільшезволяє використання при прокатці всіх профілів ними розмірами перерізу. фактичного сортаменту заготовок різного переріДжерела інформації: зу – від 125x125 мм до 140x140 мм. Це забезпе1. Б.П. Бахтинов, М.М. Штернов. Калибровка чує універсальність технологічної схеми прокатки прокатных валков. М.: Металлургиздат. - 1953, в лінії стана й істотно скорочує час на підготовку 783 с. виробництва. Таким чином, інтегрально в умовах 2. H.B. Литовченко. Калибровка профилей и РУП БМЗ забезпечується підвищення технікопрокатных валков. М.: Металлургия. - 1990, 432 с. економічних показників роботи стана. 3. Б.М. Илюкович, Н.Е. Нехаев, С.Е. МеркуРеалізація технічного рішення, що заявлярьев. Прокатка и калибровка. Том 1. Справочник, ється, на безперервних сортопрокатних станах / под ред. Б.М. Илюковича // Днепропетровск, дасть можливість підвищити техніко-економічні РИА «Днепро-ВАЛ».- 2002, С. 330, рис V.44. показники виробництва за рахунок зменшення 4. Таблица калибровки (ТК-4). РУП «БМЗ», витратних коефіцієнтів, при виробництві профілів СПІД, Стан 320, г. Жлобин, 2005. - прототип. сформованого сортаменту стана з вихідних заго 11 Комп’ютерна верстка В. Мацело 87541 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of roll passes of roughing group of stands of continuous section-rolling mill
Автори англійськоюAnelkin Mikalai Ivanovich, Andriianau Mikalai Viktaravich, Bobkou Pyatro Alyaksandrovic, Zhuchkov Serhii Mykhailovych, Kirylenka Aleg Mikhailavych, Matachkin Viktar Arkadzevich, Murykau Maksim Anatolievich, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюСистема калибров валков черновой группы клетей непрерывного сортопрокатного стана
Автори російськоюАнелькин Николая Иванович, Андрыянау Микалай Виктаравич, Бабкоу Пятро Аляксандравич, Жучков Сергей Михайлович, Кирыленка Олег Михайлович, Матачкин Виктор Аркадьевич, Мурикау Максим Анатольевич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 1/02
Мітки: сортопрокатного, безперервного, стана, чорнової, клітей, калібрів, система, валків, групи
Код посилання
<a href="https://ua.patents.su/6-87541-sistema-kalibriv-valkiv-chornovo-grupi-klitejj-bezperervnogo-sortoprokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Система калібрів валків чорнової групи клітей безперервного сортопрокатного стана</a>
Блок клітей сортопрокатного стана
Номер патенту: 85513
Опубліковано: 26.01.2009
Автори: Мурикау Максім Анатольєвіч, Жучков Сергій Михайлович, Андриянау Мікалай Віктаравіч, Луценко Владислав Анатолійович, Бабкоу Пятро Аляксандравіч, Анелькін Мікалай Івановіч, Лєщенко Олександр Іванович, Матачкін Віктар Аркадзєвіч
МПК: B21B 13/00
Мітки: клітей, блок, стана, сортопрокатного
Формула / Реферат:
1. Блок клітей сортопрокатного стана, що містить робочу кліть із горизонтально розташованими привідними валками, розміщеними на підшипникових опорах у її станині, і установлену на привалковому брусі станини робочої кліті із привідними валками з боку виходу робочу кліть із непривідними валками, який відрізняється тим, що він містить додаткову робочу кліть із непривідними валками, установлену за основною кліттю з непривідними валками, причому...
Система калібрів валків прокатного стана
Номер патенту: 62181
Опубліковано: 15.12.2003
Автори: Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч, Шувякова Ірина Володимирівна, Рябцав Алег Віктаравіч, Бандаренка Аляксандр Мікалаєвіч, Тішчанка Уладзімір Андрєявіч, Курбатав Генадзь Аляксандравіч, Цімашпольські Уладзімір Ісаакавіч, Луценко Владислав Анатолійович, Сцяблов Анвєр Барисавіч
МПК: B21B 1/02
Мітки: прокатного, валків, калібрів, система, стана
Формула / Реферат:
1. Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки-поділу, що містить чорновий, проміжний і чистовий трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовий трирівчаковий калібр виконано у...
Система калібрування валків безперервного сортового стана
Номер патенту: 53779
Опубліковано: 17.02.2003
Автори: Оробцев Андрій Юрійович, Парусов Володимир Васильович, Лохматов Олександр Павлович, Букрєєв Іван Іванович, Шувякова Ірина Володимировна, Кулаков Леонід Васильович, Димченко Євген Миколайович, Шевердін Сергій Митрофанович, Шишко Юрій Борисович, Сівак Едуард Володимирович, Жучков Сергій Михайлович, Парусов Олег Володимирович, Літвінов Леонід Федорович
МПК: B21B 1/02
Мітки: стана, сортового, система, безперервного, калібрування, валків
Формула / Реферат:
Система калібрування валків безперервного сортового стана, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для...
Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Рокоманов Володимір Петрович, Істомін Сергій Юрійович, Лясов Володимир Григорович, Токмаков Павло Вадимович, Хрустенко Юрій Михайлович, Жучков Сергій Михайлович
МПК: B21B 13/00
Мітки: сортопрокатного, кліть, стана, робоча
Формула / Реферат:
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний...
Технологічна ділянка сортопрокатного стана
Номер патенту: 86069
Опубліковано: 25.03.2009
Автори: Бабкоу Пятро Аляксандравіч, Кірилєнка Алег Міхайлавіч, Андриянау Мікалай Віктаравіч, Анелькін Мікалай Іванавіч, Токмаков Павло Вадимович, Луценко Владислав Анатолійович, Жучков Сергій Михайлович, Матачкін Віктар Аркадзєвіч, Мурикау Максім Анатольєвіч
МПК: B21B 13/00, B21B 1/00, B21B 39/00, B21B 15/00
Мітки: стана, технологічна, ділянка, сортопрокатного
Формула / Реферат:
1. Технологічна ділянка сортопрокатного стана, переважно для багаторівчакової прокатки-поділу, що містить дві робочі кліті з горизонтально розташованими привідними валками із багаторівчаковими калібрами у вигляді суміщених кіл - ниток багаторівчакового калібру, й установлений між ними в міжклітьовому проміжку передатний стіл, при цьому на вихідній стороні першої за ходом технологічного процесу робочої кліті встановлено непривідний...
Попередній патент: Спосіб визначення паливовикористання рідкого палива головного дизеля судна
Наступний патент: Агрегат ґрунтообробний напівпричіпний
Випадковий патент: Гичкозрізувальна машина