Спосіб виготовлення і складання водила планетарного редуктора

Формула / Реферат
Спосіб виготовлення і складання водила планетарного редуктора, що включає виготовлення листової заготовки гнучкої корпусної деталі з центральним отвором, установки сполучених деталей на оправці, наступний зсув оправки в осьовому напрямку для деформування заготовки шляхом глибокої витяжки-згортки, який відрізняється тим, що спочатку виконують в заготовці гнучкої корпусної деталі першого ряду отвори під осі сателітів та елементи зв'язку гнучкої та жорсткої корпусних деталей водила, потім установлюють заготовку на матриці, після чого виготовляють як сполучені деталі ступінчасті осі сателітів та елементи зв'язку і після центрування їх в оправці та її наступному зсуву формують шляхом глибокої витяжки-згортки листової заготовки першого ряду з локальним стоншенням стінки заготовки по зовнішніх частинах виступів на осях та елементах зв'язку до жорсткого упора торців виступів в дно витягнутих поверхонь, потім установлюють на іншій матриці аналогічну заготовку гнучкої корпусної деталі другого ряду, встановлюють першу матрицю з осями та елементами в першій заготовці на місце оправки і при осьовому переміщенні її формують шляхом глибокої витяжки-згортки листової заготовки другого ряду по зовнішніх частинах виступів на осях та елементах аналогічним чином до жорсткого упора виступів в дно витягнутих поверхонь, на завершення встановлюють і фіксують на осях всі сателітні вузли двох рядів та з'єднують і фіксують гнучку з жорсткою частиною корпусних деталей за допомогою елементів зв'язку.
Текст
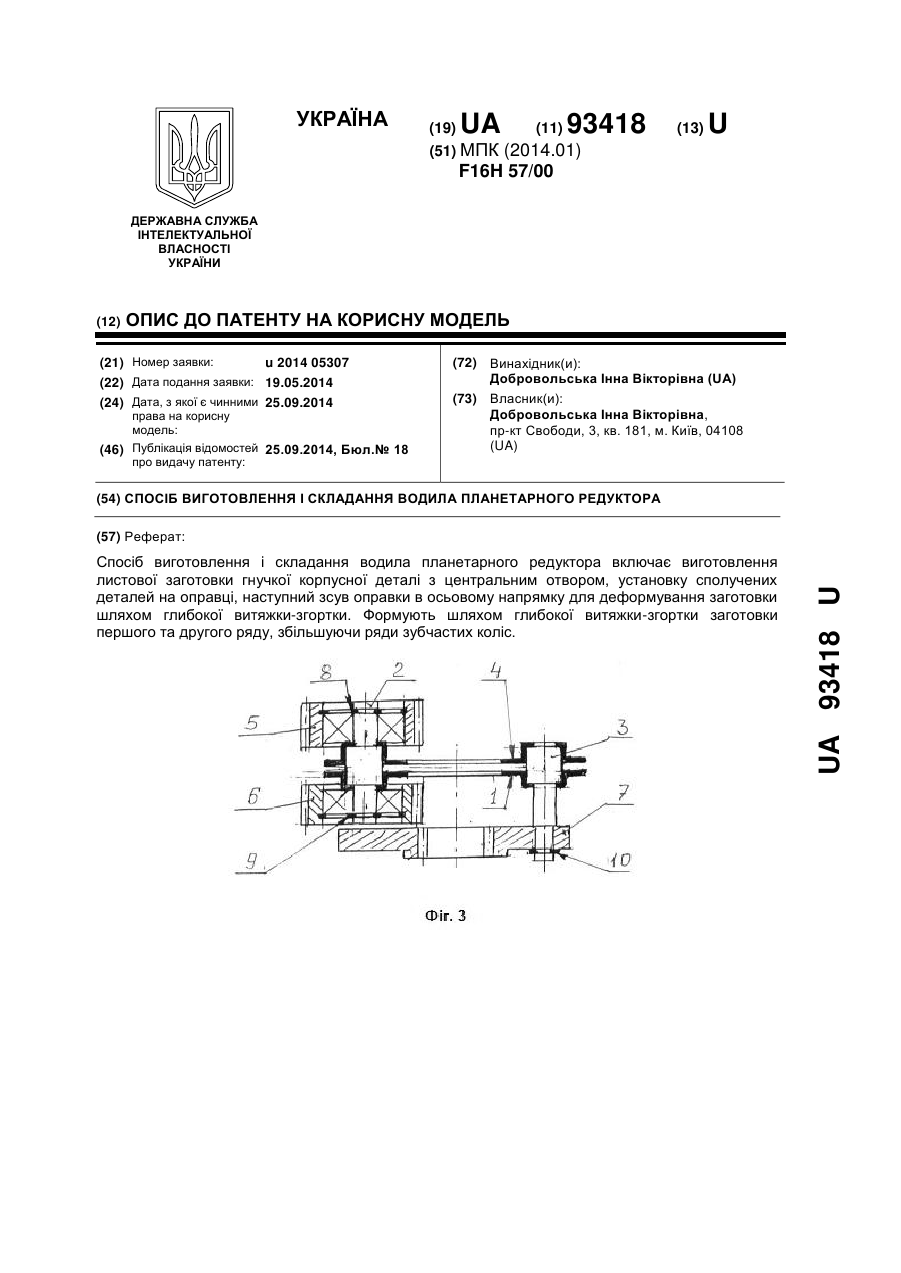
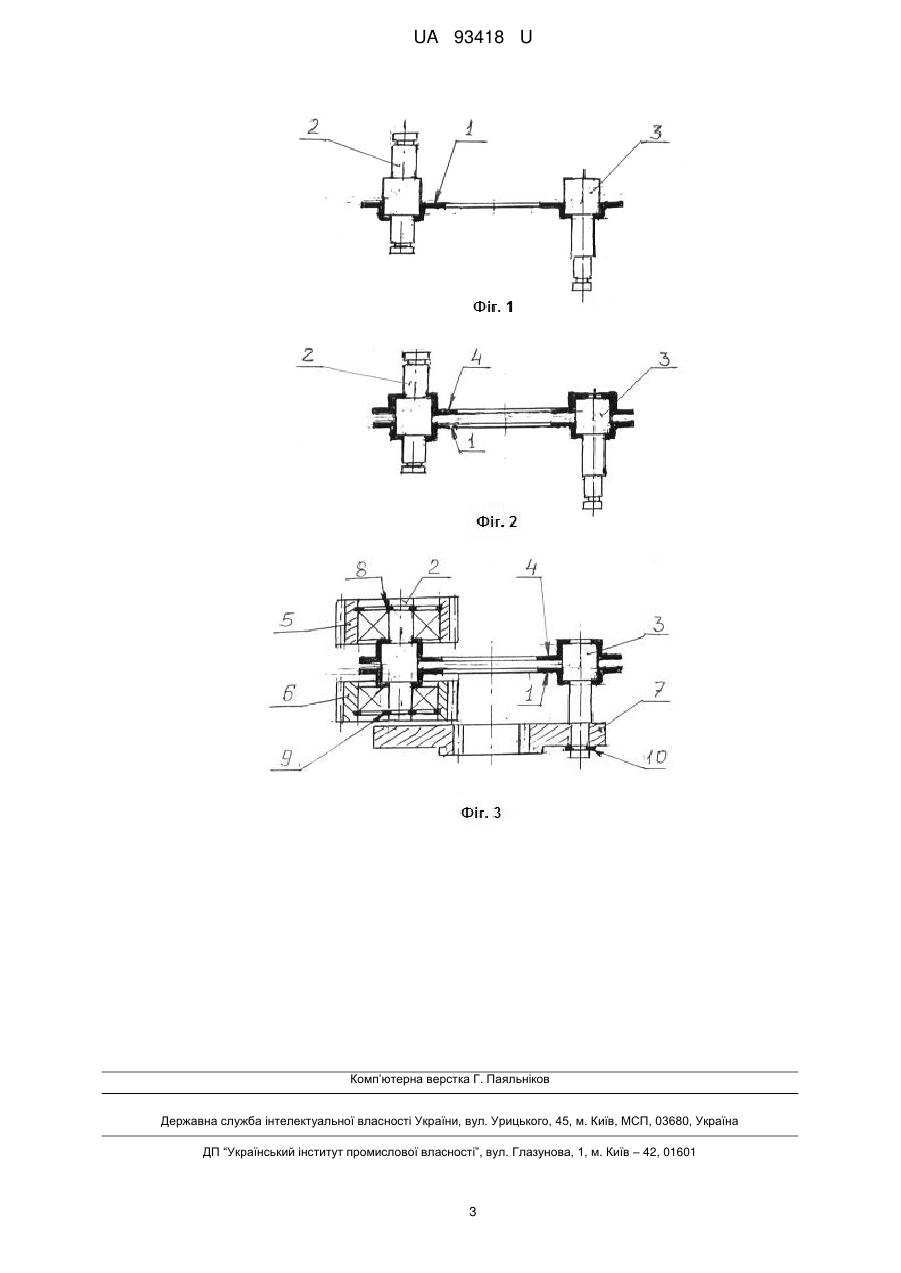
Реферат: UA 93418 U UA 93418 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і може бути використана при проектуванні і виготовленні водильного вузла зубчастих приводів загальномашинобудівного та спеціального застосування планетарного типу. Відома планетарна передача [1] в якій для рівномірного розподілу навантажень вздовж зубців та між сателітами, а також для зменшення осьового розміру передачі водило виконано гнучким. Недоліком такої передачі є технологічна складність виготовлення гнучкого водила спільного з осями сателітів. Відома планетарна зубчаста передача [2], в якій для підвищення рівномірного розподілу навантаження вздовж зубців та підвищення надійності передачі сателітоутримувач виконаний у формі гнучкого диска нерухомо з'єднаного з осями сателітів. Поліпшення розподілу навантаження досягається за рахунок виконання сателітів у два ряди. Недоліком такої передачі є зростання технологічної складності виконання наступного точного розточування водила для приєднання сателітоутримувачів. Найбільш близьким за технічною суттю і досягуваним результатом до заявленої корисної моделі є спосіб виготовлення і складання планетарного редуктора [3], що включає наступну послідовність операцій: спочатку корпус водила планетарного редуктора виготовляють у вигляді листової заготовки з центральним отвором, потім на зовнішніх поверхнях осей сателітів і опорного фланця виконують профільні ділянки, після чого центрують осі сателітів, а також опорний фланець на спеціальній оправці, що забезпечує необхідну точність взаємного розташування в радіальному і кутовому положенні центральних осей сателітів, формують шляхом глибокої витяжки-згортки листової заготовки водила з локальним стоншенням стінки заготовки по зовнішніх поверхнях з профільними ділянками всіх осей сателітів і опорного фланця, а після формування корпусу водила згорткою його відкритого торця з жорстким упором торців всіх осей сателітів і торця опорного фланця в дно витягнутих поверхонь завершують збірку фіксацією осей сателітів і опорного фланця шляхом заповнення матеріалом заготовки корпусу відповідних профільних ділянок. При реалізації запропонованого способу досягається наступний ефект: - зниження металоємності редуктора за рахунок зменшення в кілька разів маси тонкостінного водила в порівнянні з литим або зварним виконанням водила; - зниження трудомісткості виготовлення і складання водила в результаті виключення ряду технологічних операцій з його обробки, а також використання складальної оправки; - підвищення довговічності редуктора шляхом зниження нерівномірності розподілу навантажень в зачепленнях сателітів з центральними колесами при використанні гнучкого водила з тонкостінної оболонки і компенсації похибок взаємного розташування осей сателітів методом пластичної деформації стінки водила, приймаючої форму осей сателітів. Недоліком такого рішення є те що сателіти у водилі розташовані в один ряд, що у свою чергу обмежує можливості підвищення навантажувальної здатності та довговічності редуктора. Задачею корисної моделі є підвищення навантажувальної здатності і довговічності редуктора. Це вирішується тим, що спочатку виконують в заготовці гнучкої корпусної деталі першого ряду отвори під осі сателітів та елементи зв'язку гнучкої та жорсткої корпусних деталей водила, потім установлюють заготовку на матриці, після чого виготовляють як сполучені деталі ступінчасті осі сателітів та елементи зв'язку і після центрування їх в оправці та її наступному зсуву формують шляхом глибокої витяжки-згортки листової заготовки першого ряду з локальним стоншенням стінки заготовки по зовнішніх частинах виступів на осях та елементах зв'язку до жорсткого упора торців виступів в дно витягнутих поверхонь, потім установлюють на іншій матриці аналогічну заготовку гнучкої корпусної деталі другого ряду, встановлюють першу матрицю з осями та елементами в першій заготовці на місце оправки і при осьовому переміщенні її формують шляхом глибокої витяжки-згортки листової заготовки другого ряду по зовнішніх частинах виступів на осях та елементах аналогічним чином до жорсткого упора виступів в дно витягнутих поверхонь, на завершення встановлюють і фіксують на осях всі сателітні вузли двох рядів та з'єднують і фіксують гнучку з жорсткою частиною корпусних деталей, за допомогою елементів зв'язку. При реалізації запропонованого способу досягається наступний ефект: - зростає навантажувальна здатність редуктора за рахунок виконання сателітів у два ряди; - підвищується довговічність редуктора за рахунок покращення розподілу навантажувань як уздовж зубців, так і між сателітами шляхом застосування гнучких заготовок корпусних деталей. На кресленні Фіг. 1 показаний завершальний етап після формування шляхом глибокої витяжки-згортки листової заготовки першого ряду, на Фіг. 2 - завершальний етап після 1 UA 93418 U 5 10 15 20 25 30 формування шляхом глибокої витяжки-згортки листової заготовки другого ряду, на Фіг. 3 завершальний етап після встановлення та фіксації на осях сателітних вузлів двох рядів, та з'єднання і фіксації гнучкою з жорсткою частинами корпусних деталей, за допомогою елементів зв'язку. Спочатку (Фіг. 1) виконують в заготовці гнучкої корпусної деталі 1 першого ряду отвори під осі 2 сателітів та елементи зв'язку 3 гнучкої та жорсткої корпусних деталей водила, потім установлюють заготовку на матриці, після чого виготовляють як сполучені деталі ступінчасті осі сателітів та елементи зв'язку і після центрування їх в оправці та її наступному зсуву формують шляхом глибокої витяжки-згортки листової заготовки першого ряду, з локальним стоншенням стінки заготовки по зовнішніх частинах виступів на осях та елементах зв'язку до жорсткого упора торців виступів в дно витягнутих поверхонь. Після чого (Фіг. 2), установлюють на іншій матриці аналогічну заготовку гнучкої корпусної деталі 4 другого ряду, встановлюють першу матрицю з осями 2 та елементами 3 в першій заготовці 1 на місце оправки і при осьовому переміщенні її формують шляхом глибокої витяжкизгортки листової заготовки 4 другого ряду по зовнішніх частинах виступів на осях та елементах аналогічним чином до жорсткого упора виступів в дно витягнутих поверхонь. На завершення (Фіг. 3) встановлюють і фіксують на осях 2 всі сателітні вузли 5 та 6 двох рядів, та з'єднують і фіксують гнучку (Фіг. 2) з жорсткою 7 частинами корпусних деталей, за допомогою елементів зв'язку 8, 9 та 10. Спосіб виготовлення і складання водила планетарного редуктора має переваги в порівнянні зі способом [3], оскільки дозволяє ефективно підвищувати навантажувальну здатність за рахунок збільшення рядів зубчастих коліс в передачі та збільшувати довговічність редуктора внаслідок використання гнучких корпусних деталей, що поліпшують розподіл навантажень в зубчастих зачепленнях планетарної передачі. Джерела інформації: 1. Кауфман М.С. Планетарная передача. Авторское свидетельство СССР № 200381, F 06 h, 1965, с. 2. 2. Кауфман М.С. Планетарная зубчатая передача. Авторское свидетельство СССР № 727921, F 16 h 1/48, 1980, с. 3. 3. Добровольська I.B. Способ виготовлення і складання планетарного редуктора. П. України № 82150, F 16 Н 57/00, 2013, с. 4 (прототип). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 Спосіб виготовлення і складання водила планетарного редуктора, що включає виготовлення листової заготовки гнучкої корпусної деталі з центральним отвором, установки сполучених деталей на оправці, наступний зсув оправки в осьовому напрямку для деформування заготовки шляхом глибокої витяжки-згортки, який відрізняється тим, що спочатку виконують в заготовці гнучкої корпусної деталі першого ряду отвори під осі сателітів та елементи зв'язку гнучкої та жорсткої корпусних деталей водила, потім установлюють заготовку на матриці, після чого виготовляють як сполучені деталі ступінчасті осі сателітів та елементи зв'язку і після центрування їх в оправці та її наступному зсуву формують шляхом глибокої витяжки-згортки листової заготовки першого ряду з локальним стоншенням стінки заготовки по зовнішніх частинах виступів на осях та елементах зв'язку до жорсткого упора торців виступів в дно витягнутих поверхонь, потім установлюють на іншій матриці аналогічну заготовку гнучкої корпусної деталі другого ряду, встановлюють першу матрицю з осями та елементами в першій заготовці на місце оправки і при осьовому переміщенні її формують шляхом глибокої витяжкизгортки листової заготовки другого ряду по зовнішніх частинах виступів на осях та елементах аналогічним чином до жорсткого упора виступів в дно витягнутих поверхонь, на завершення встановлюють і фіксують на осях всі сателітні вузли двох рядів та з'єднують і фіксують гнучку з жорсткою частиною корпусних деталей за допомогою елементів зв'язку. 2 UA 93418 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16H 57/00
Мітки: водила, складання, спосіб, редуктора, планетарного, виготовлення
Код посилання
<a href="https://ua.patents.su/5-93418-sposib-vigotovlennya-i-skladannya-vodila-planetarnogo-reduktora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення і складання водила планетарного редуктора</a>
Спосіб виготовлення і складання планетарного редуктора
Номер патенту: 82150
Опубліковано: 25.07.2013
Автор: Добровольська Інна Вікторівна
МПК: F16H 57/00
Мітки: планетарного, виготовлення, спосіб, складання, редуктора
Формула / Реферат:
Спосіб виготовлення і складання планетарного редуктора, що включає виготовлення заготовки корпусної деталі у вигляді листової заготовки, установку сполучених деталей на оправці, виготовлення профільних ділянок на зовнішніх поверхнях деталей, що контактують із заготовкою корпусу в ході подальшого зсуву оправки в осьовому напрямку для деформування заготовки шляхом глибокої витяжки-згортки, і завершення операцією заповнення профільних ділянок...
Спосіб підвищення довговічності планетарного редуктора
Номер патенту: 79645
Опубліковано: 25.04.2013
Автор: Добровольська Інна Вікторівна
МПК: F16H 1/48
Мітки: планетарного, довговічності, спосіб, підвищення, редуктора
Формула / Реферат:
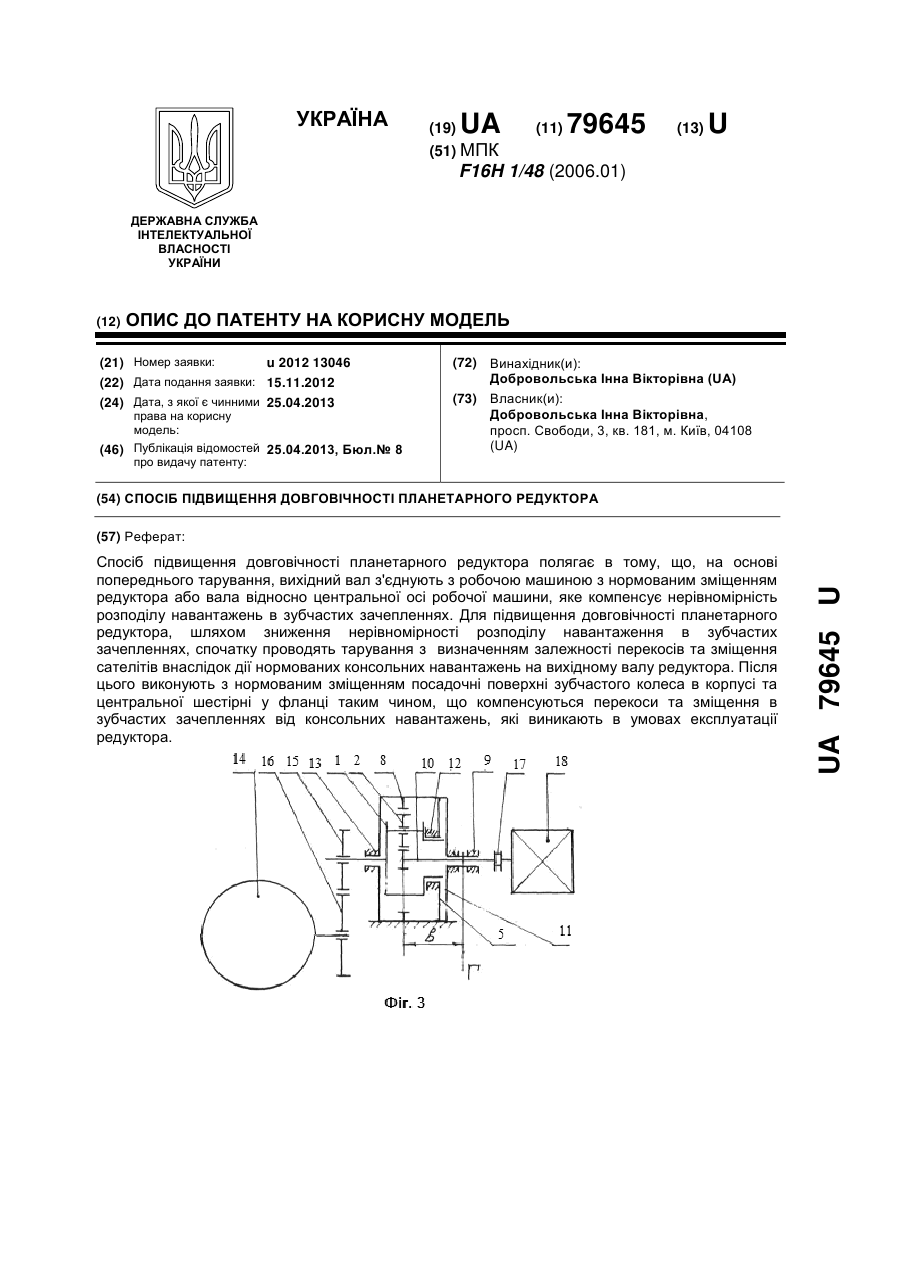
Спосіб підвищення довговічності планетарного редуктора, який полягає в тому, що, на основі попереднього тарування, вихідний вал з'єднують з робочою машиною з нормованим зміщенням редуктора або вала відносно центральної осі робочої машини, яке компенсує нерівномірність розподілу навантажень в зубчастих зачепленнях, який відрізняється тим, що, з метою підвищення довговічності планетарного редуктора, шляхом зниження нерівномірності розподілу...
Спосіб виготовлення корпусу редуктора
Номер патенту: 76208
Опубліковано: 25.12.2012
Автор: Зелінський Микола Здіславович
МПК: F16H 57/00
Мітки: спосіб, виготовлення, корпусу, редуктора
Формула / Реферат:
1. Спосіб виготовлення корпусу редуктора, у якому з металевої заготовки виготовляють основу корпусу і кришку з наступною їх механічною обробкою, який відрізняється тим, що виготовляють у вигляді двох ідентичних, симетричних відносно площини роз'єму деталей, при цьому з листового металу як заготовку для кожної із деталей спочатку вирізають розгортку, потім штампують об'ємний профіль, після чого по контуру деталей виконують монтажні отвори та...
Вузол осьової фіксації поворотного редуктора у корпусі привідного редуктора
Номер патенту: 12641
Опубліковано: 15.02.2006
Автори: Бойко Григорий Григорович, Косарев Василь Васильович, Довженко Володимир Іванович, Корміхін Роман Георгійович, Андрєєв Георгій Володимирович, Косарев Іван Васильович
МПК: E21C 27/02
Мітки: корпусі, осьової, поворотного, вузол, привідного, редуктора, фіксації
Формула / Реферат:
1. Вузол осьової фіксації поворотного редуктора у корпусі привідного редуктора, що містить хвостовик поворотного редуктора, у якому виконана кільцева канавка, і фіксатор, встановлений у кільцеву канавку через стінку корпусу привідного редуктора, який відрізняється тим, що фіксатор виконаний у вигляді пластини, а в стінці корпусу привідного редуктора виконаний наскрізний паз, через який просунута пластина, при цьому кінець пластини...
Окремий елемент секції теплообмінника, секція теплообмінника, теплообмінник, спосіб виготовлення окремого елемента секції теплообмінника, спосіб складання секції теплообмінника, спосіб складання теплообмінника
Номер патенту: 64353
Опубліковано: 16.02.2004
Автори: Погорєльцева Олена Іллівна, Цесельский Олексій Володимирович, Сабо Віктор Петрович
МПК: F24H 9/02, F24H 9/14, F24H 1/24
Мітки: теплообмінник, виготовлення, складання, окремий, секції, теплообмінника, елемент, секція, окремого, спосіб, елемента
Формула / Реферат:
1. Окремий елемент секції теплообмінника, який являє собою відбортовану по зовнішньому контуру пластину прямокутної форми з заокругленими кутами, що містить отвори для циркуляції теплоносія та вертикально розміщені повздовжні формовані виступи, обернені в бік, протилежний напрямку відбортовки, який відрізняється тим, що отвори знаходяться в формованих виступах, обернених в бік, протилежний відбортовці, і розміщених в два ряди по висоті...
Попередній патент: Електророзрядна ексиплексна лампа з випромінюванням у синьо-зеленій області спектра
Наступний патент: Спосіб знезараження ґрунту
Випадковий патент: Переналагоджуваний базуючий модуль